
Effect of Bending Process on Microstructure, Mechanical Properties and Crack Formation of 5% Ni Steel


Abstract
:1. Introduction
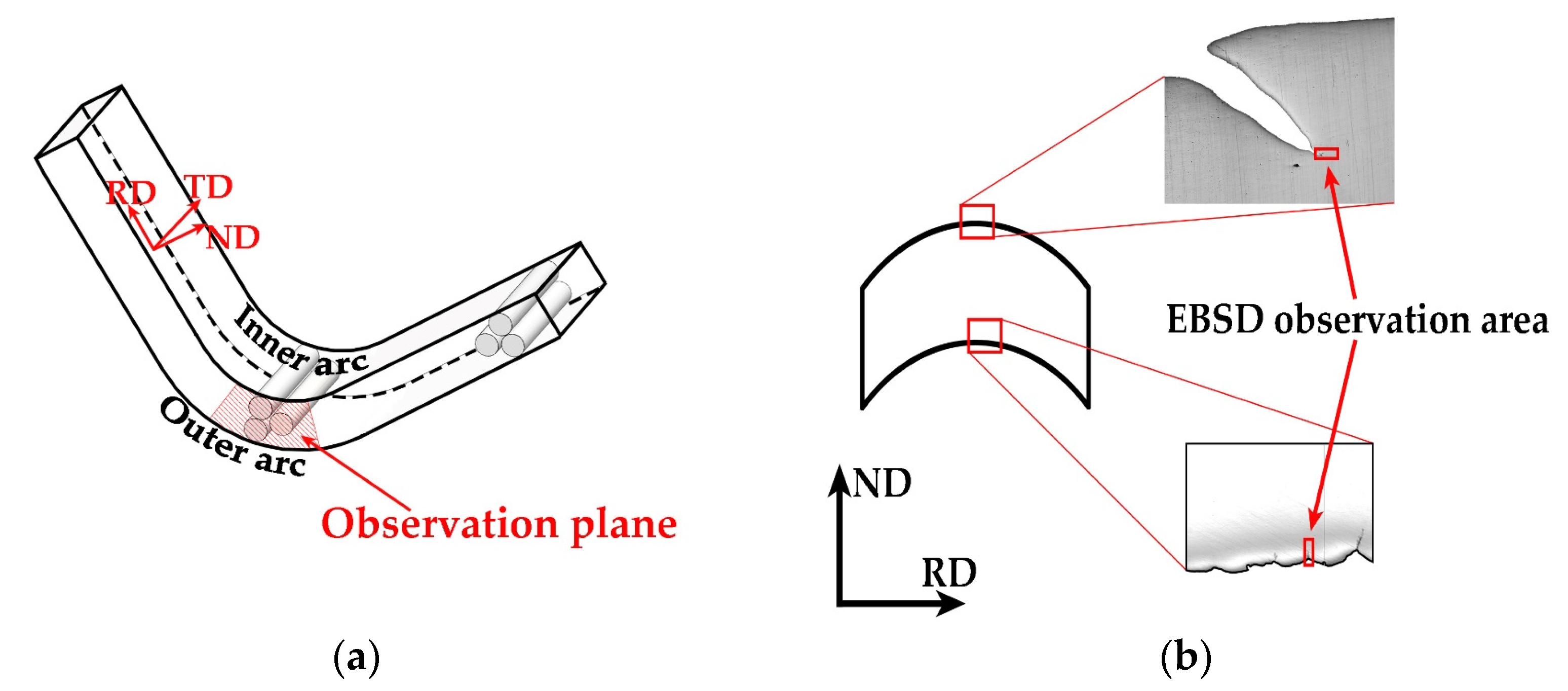
2. Materials and Methods
3. Results and Discussion
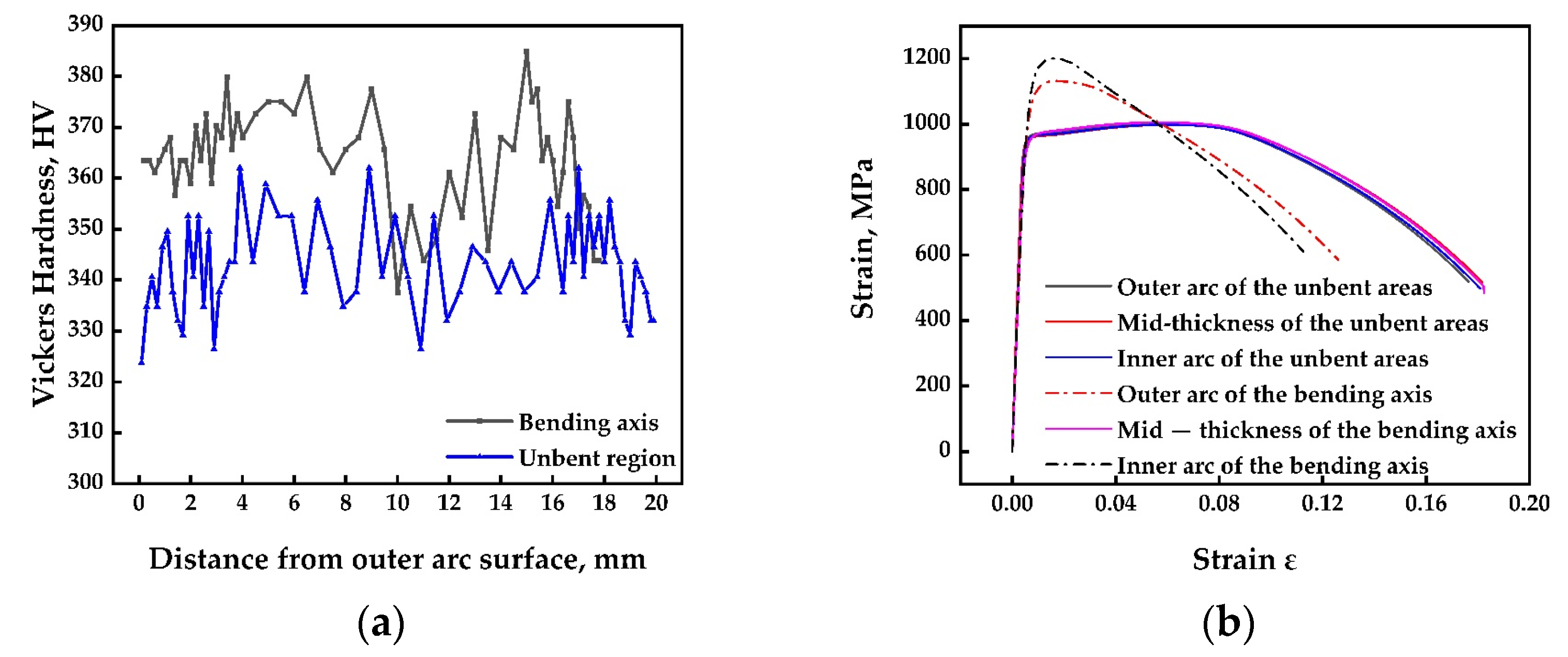
3.1. Mechanical Properties
3.2. Microstructural Analysis
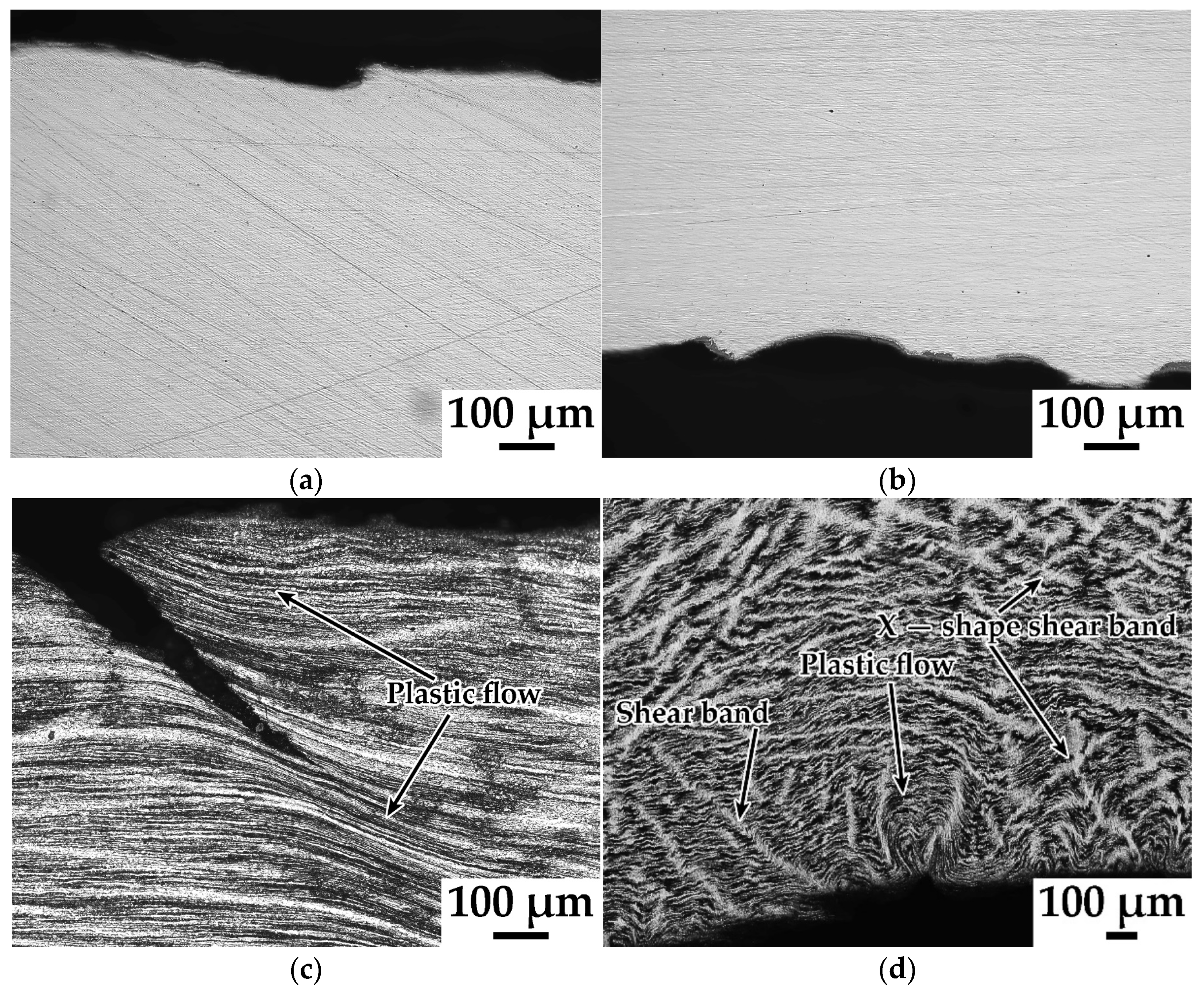
3.2.1. Surface Roughness and Cracks
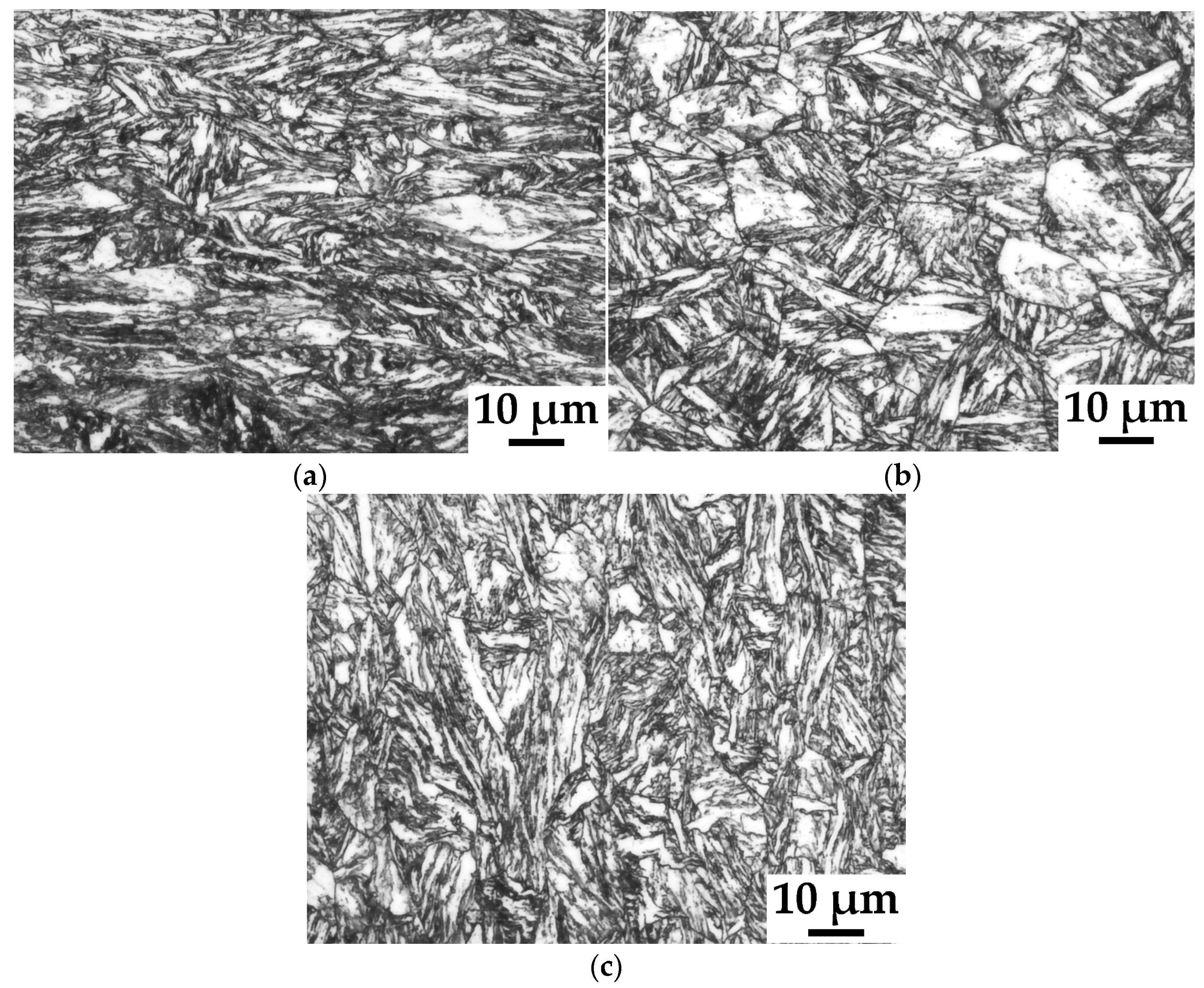
3.2.2. Microstructure
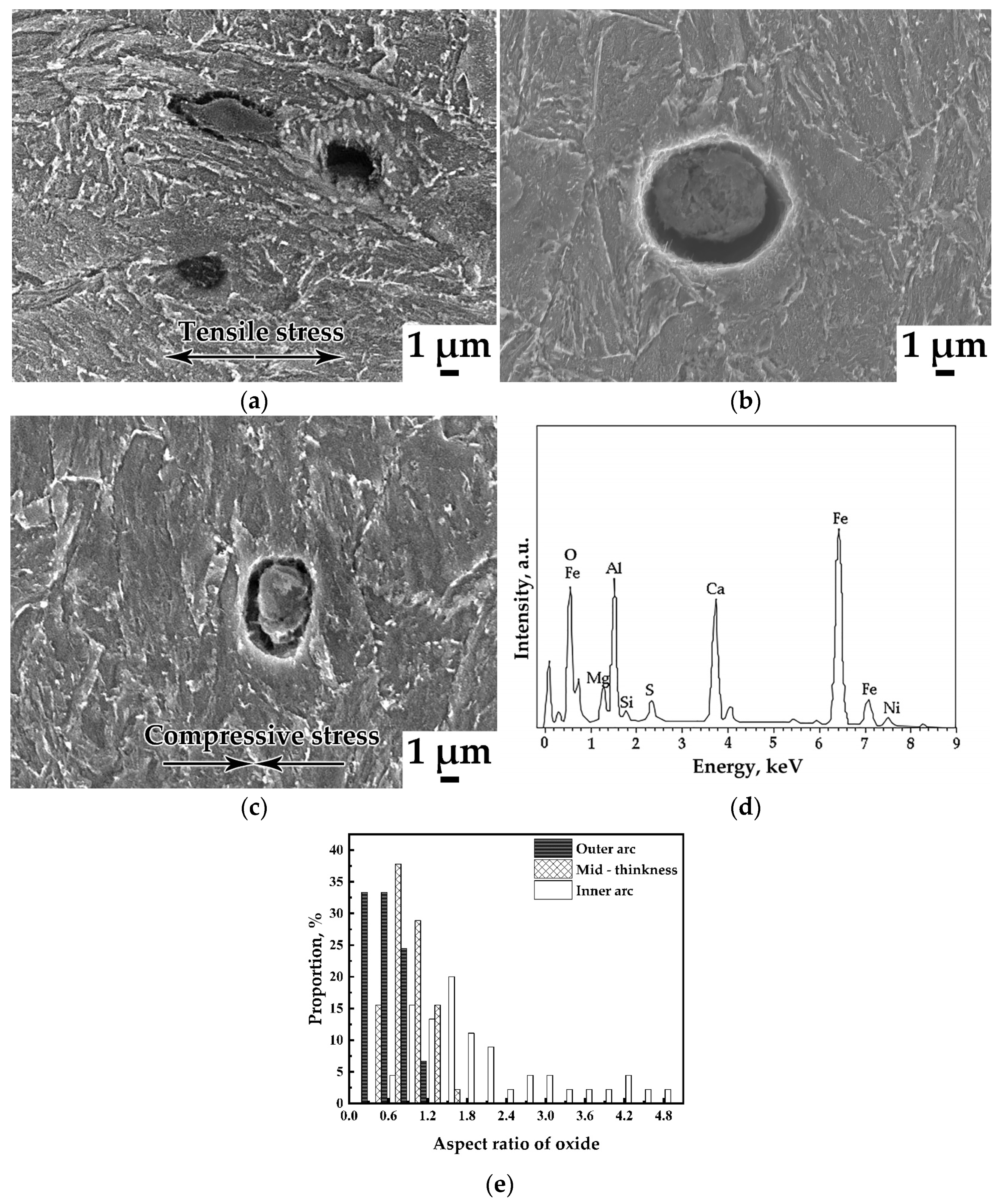
3.3. Oxide Inclusion Analysis
3.4. Dislocation Density Analysis
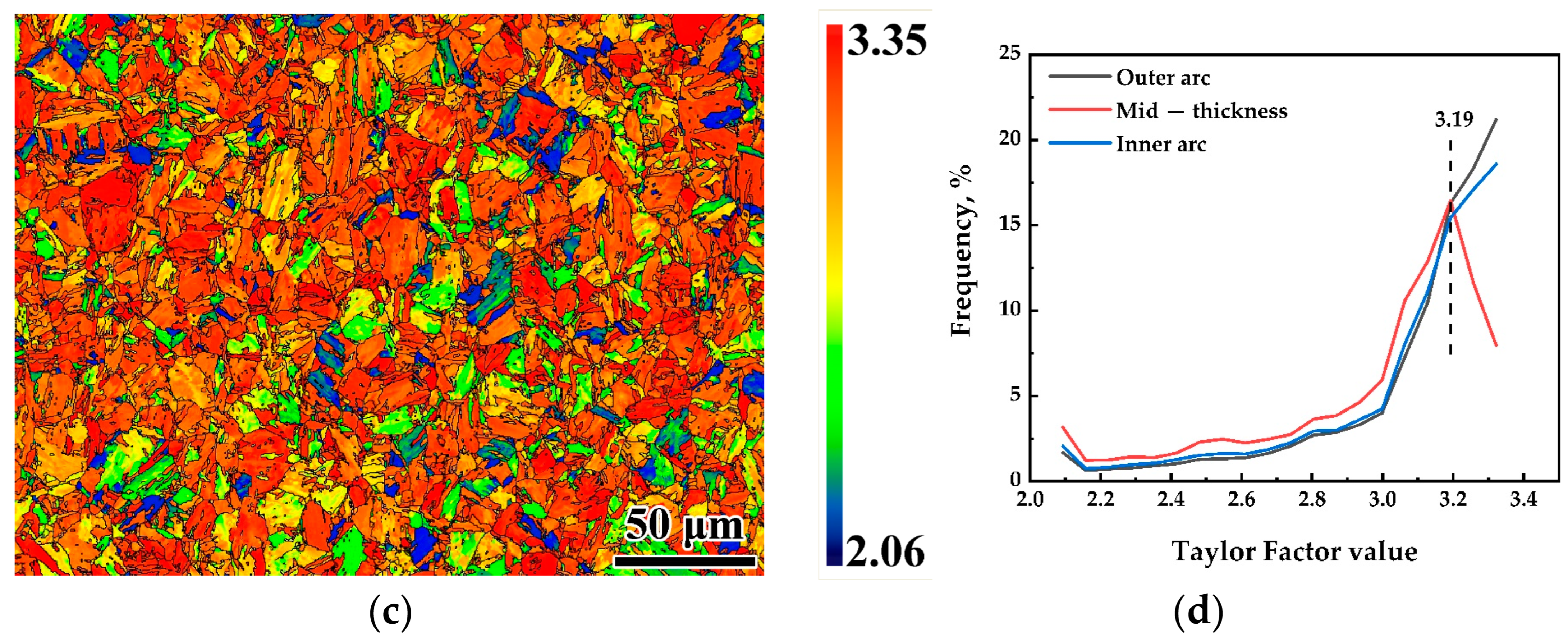
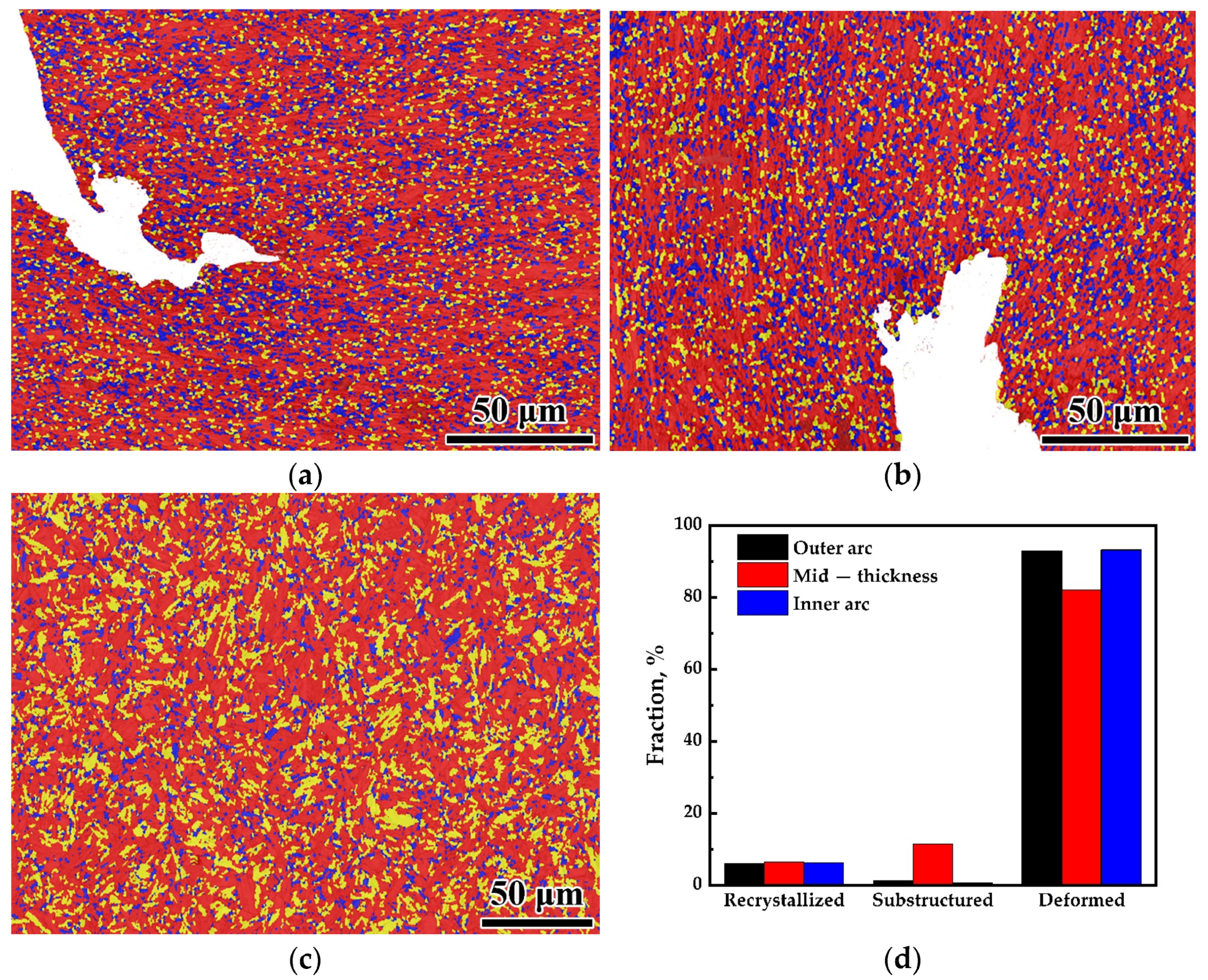
3.5. EBSD Analysis
3.6. Fracture Surface
4. Conclusions
- After bending, these samples from the outer and inner arcs were subjected to severe deformation at the bending axis, improving both the tensile and yield strengths. However, the ductility decreased due to work hardening and dislocation accumulation.
- The strain along the ND was inhomogeneous at the bending axis, and the bending surface experienced more strain than the mid-thickness. Therefore, the mechanism of crack formation and growth can be summarized as: (1) the surface cracks were initiated by the strain concentrations around the notches’ tips during bending; and (2) the shear bands formed near the tips of the cracks under the strain localization, further causing the crack propagation.
- The quantity of “harder” grains with a high TF value and more orange and red KAM areas with a high local strain in the inner- and outer-arc microstructure produces a great stress concentration, which could induce crack initiation and propagation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hany, S.; Duponchel, B.; Poupin, C.; Kais, A.A.; Dewael, D.; Vogt, J.B.; Bouquerel, J.; Kacem, H.; Mouftiez, A.; Hariri, S.; et al. Microstructural and mechanical properties of 9%Ni steels used for the construction of LNG storage tanks. Adv. Mater. Res. 2014, 936, 1953–1957. [Google Scholar] [CrossRef]
- Kumar, S.; Kwon, H.T.; Choi, K.H.; Lim, W.; Cho, J.H.; Tak, K.; Moon, I. LNG: An eco-friendly cryogenic fuel for sustainable development. Appl. Energy 2011, 88, 4264–4273. [Google Scholar] [CrossRef]
- Shin, H.-S.; Lee, H.-M.; Kim, M.-S. Impact tensile behaviors of 9% nickel steel at low temperature. Int. J. Impact Eng. 2000, 24, 571–581. [Google Scholar] [CrossRef]
- Zhang, W.X.; Chen, Y.Z.; Cong, Y.B.; Liu, Y.H.; Liu, F. On the austenite stability of cryogenic Ni steels: Microstructural effects: A review. J. Mater. Sci. 2021, 56, 12539–12558. [Google Scholar] [CrossRef]
- Tanaka, M.; Matsuo, K.; Yoshimura, N.; Shigesato, G.; Hoshino, M.; Ushioda, K.; Higashida, K. Effects of Ni and Mn on brittle-to-ductile transition in ultralow-carbon steels. Mater. Sci. Eng. A 2017, 682, 370–375. [Google Scholar] [CrossRef]
- Nagashima, M.; Tsuchiya, M.; Asada, M. Reducing the economic risk of LNG tank construction under conditions of fluctuating resource prices. J. Constr. Eng. Manag. 2011, 137, 382–391. [Google Scholar] [CrossRef]
- Strife, J.R.; Passoja, D.E. The effect of heat treatment on microstructure and cryogenic fracture properties in 5Ni and 9Ni steel. Metall. Trans. A 1980, 11, 1341–1350. [Google Scholar] [CrossRef]
- Arola, A.-M.; Kaijalainen, A.; Kesti, V.; Troive, L.; Larkiola, J.; Portera, D. The effect of mechanical behavior on bendability of ultrahigh–strength steel. Mater. Today Commun. 2021, 26, 101943. [Google Scholar] [CrossRef]
- Wechsuwanmanee, P.; Lian, J.; Shen, F.; Münstermann, S. Influence of surface roughness on cold formability in bending processes: A multiscale modelling approach with the hybrid damage mechanics model. Int. J. Mater. Form. 2021, 14, 235–248. [Google Scholar] [CrossRef]
- Rèche, D.; Sturel, T.; Bouaziz, O.; Col, A.; Gourgues-Lorenzon, A.F. Damage development in low alloy TRIP-aided steels during air-bending. Mater. Sci. Eng. A 2011, 528, 5241–5250. [Google Scholar] [CrossRef]
- Soyarslan, C.; Malekipour Gharbi, M.; Tekkaya, A.E. A combined experimental-numerical investigation of ductile fracture in bending of a class of ferritic-martensitic steel. Int. J. Solids Struct. 2012, 49, 1608–1626. [Google Scholar] [CrossRef] [Green Version]
- Kaupper, M.; Merklein, M. Bendability of advanced high strength steels—A new evaluation procedure. CIRP Ann. Manuf. Technol. 2013, 62, 247–250. [Google Scholar] [CrossRef]
- Fan, J.; Zhu, L.; Lu, J.; Fu, T.; Chen, A. Theory of designing the gradient microstructured metals for overcoming strength-ductility trade-off. Scr. Mater. 2020, 184, 41–45. [Google Scholar] [CrossRef]
- Kuroda, M.; Tvergaard, V. Effects of texture on shear band formation in plane strain tension/compression and bending. Int. J. Plast. 2007, 23, 244–272. [Google Scholar] [CrossRef]
- Suppan, C.; Hebesberger, T.; Pichler, A.; Rehrl, J.; Kolednik, O. On the microstructure control of the bendability of advanced high strength steels. Mater. Sci. Eng. A 2018, 735, 89–98. [Google Scholar] [CrossRef]
- Liu, J.; Liu, D.; Zuo, X.; Liu, L.; Yan, Q. Influence of TiN Inclusions and Segregation on the Delayed Cracking in NM450 Wear-Resistant Steel. Metals 2022, 12, 21. [Google Scholar] [CrossRef]
- Li, H.; Gao, S.; Tomota, Y.; Ii, S.; Tsuji, N.; Ohmura, T. Mechanical response of dislocation interaction with grain boundary in ultrafine-grained interstitial-free steel. Acta Mater. 2021, 206, 116621. [Google Scholar] [CrossRef]
- Ungár, T.; Borbély, A. The effect of dislocation contrast on X–ray line broadening: A new approach to line profile analysis. Appl. Phys. Lett. 1996, 69, 3173. [Google Scholar] [CrossRef]
- Jiang, H.; He, Y.; Lin, L.; Liu, R.; Zhang, Y.; Zheng, W.; Li, L. Microstructures and properties of auto-tempering ultra-high strength automotive steels under different thermo-processing. Metals 2021, 11, 1121. [Google Scholar] [CrossRef]
- He, J.; Niu, F.; Zuo, X.; Liu, D.; Cai, M. Changes in microstructure and mechanical properties during the bending process of NM450 wear–resistant steel. Mater. Res. Express. 2022, 9, 046524. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef] [Green Version]
- Li, S.; Guo, C.; Hao, L.; Kang, Y.; An, Y. In-situ EBSD study of deformation behaviour of 600 MPa grade dual phase steel during uniaxial tensile tests. Mater. Sci. Eng. A 2019, 759, 624–632. [Google Scholar] [CrossRef]
- Wang, N.; Chen, Y.; Wu, G.; Zhang, Z.; Wu, Z.; Luo, J. Investigation on micromechanism involved in ferrite hardening after prestraining of dual-phase steel. Mater. Sci. Eng. A 2021, 800, 140387. [Google Scholar] [CrossRef]
- Morsdorf, L.; Jeannin, O.; Barbier, D.; Mitsuhara, M.; Raabe, D.; Tasan, C.C. Multiple mechanisms of lath martensite plasticity. Acta Mater. 2016, 121, 202–214. [Google Scholar] [CrossRef]
- Zhou, T.; Yu, H.; Wang, S. Effect of microstructural types on toughness and microstructural optimization of ultra-heavy steel plate: EBSD analysis and microscopic fracture mechanism. Mater. Sci. Eng. A 2016, 658, 150–158. [Google Scholar] [CrossRef]
- Muránsky, O.; Balogh, L.; Tran, M.; Hamelin, C.J.; Park, J.S.; Daymond, M.R. On the measurement of dislocations and dislocationsubstructures using EBSD and HRSD techniques. Acta Mater. 2019, 175, 297–313. [Google Scholar] [CrossRef]
- Akama, D.; Tsuchiyama, T.; Takaki, S. Change in Dislocation Characteristics with Cold Working in Ultralow-carbon Martensitic Steel. ISIJ Int. 2016, 56, 1675–1680. [Google Scholar] [CrossRef] [Green Version]
- Omale, J.I.; Ohaeri, E.G.; Tiamiyu, A.A.; Eskandari, M.; Mostafijur, K.M.; Szpunar, J.A. Microstructure, texture evolution and mechanical properties of X70 pipeline steel after different thermomechanical treatments. Mater. Sci. Eng. A 2017, 703, 477–485. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | S | P | Ni | Mo | Cr |
|---|---|---|---|---|---|---|---|
| 0.07 | 1.10 | 0.25 | 0.001 | 0.010 | 5.1 | 0.43 | 0.42 |
| Position | Specimens | UTS (MPa) | YS (MPa) | Elongation (%) | Area Reduction (%) |
|---|---|---|---|---|---|
| Bending axis | Outer arc | 1132 | 1086 | 12.56 | 65.26 |
| Mid–thickness | 1005 | 956 | 16.00 | 73.66 | |
| Inner arc | 1201 | 1151 | 12.40 | 63.83 | |
| Unbent zone | Outer arc | 1004 | 962 | 16.48 | 72.65 |
| Mid–thickness | 998 | 953 | 16.80 | 76.81 | |
| Inner arc | 998 | 957 | 16.56 | 72.79 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Niu, F.; He, J.; Liu, D.; Zuo, X.; Cai, M. Effect of Bending Process on Microstructure, Mechanical Properties and Crack Formation of 5% Ni Steel. Metals 2022, 12, 1188. https://doi.org/10.3390/met12071188
Niu F, He J, Liu D, Zuo X, Cai M. Effect of Bending Process on Microstructure, Mechanical Properties and Crack Formation of 5% Ni Steel. Metals. 2022; 12(7):1188. https://doi.org/10.3390/met12071188
Chicago/Turabian StyleNiu, Fengyong, Jingshu He, Denghui Liu, Xiurong Zuo, and Minghui Cai. 2022. "Effect of Bending Process on Microstructure, Mechanical Properties and Crack Formation of 5% Ni Steel" Metals 12, no. 7: 1188. https://doi.org/10.3390/met12071188