

Surface Modification Techniques for Metallic Biomedical Alloys: A Concise Review


Abstract
1. Introduction
2. Surface Requirements for Biomedical Applications
2.1. Surface Treatment Problems
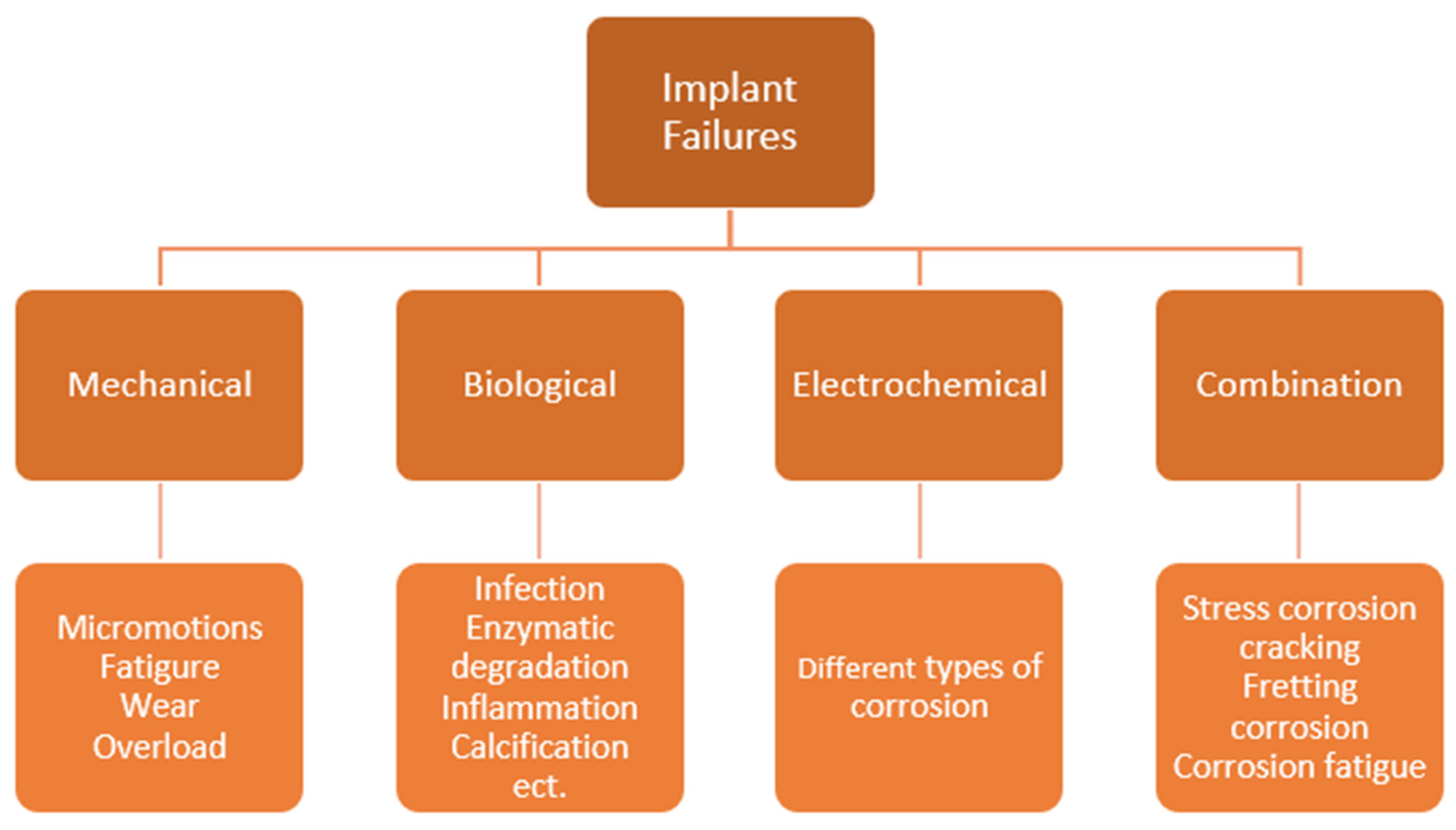
2.2. Implant Failures
2.3. Bone-Bonding Process
2.4. Mechanical Properties of Bone
2.5. Surface Treatment Requirements
2.5.1. Bone Formation
2.5.2. Adhesion with Soft Tissue
2.5.3. Preventing the Formation of Biofilm
2.5.4. Increased Wear Resistance
2.6. Remarks
3. Materials for Biomedical Alloys
3.1. Classification of Biomedical Materials
3.1.1. Metals
3.1.2. Polymers
3.1.3. Ceramic
3.1.4. Composite
3.2. Compositions of Metal Alloys
3.2.1. Stainless Steel
3.2.2. CoCr-Based Alloys
3.2.3. Titanium and Titanium-Based Alloys
α-and Near-α-Type Ti Alloys
α+β Type Ti Alloys
β-Type Ti Alloys
3.3. Effects of Alloying Elements
3.3.1. Titanium Alloying Elements
Titanium
Vanadium
Aluminum
Zirconium
Niobium
Tantalum
3.3.2. Stainless Steel
3.3.3. Cobalt-Chromium (CoCr)
3.4. Mechanical Properties
3.5. Remarks
4. Surface Modification Techniques
4.1. Laser Surface Modification
4.1.1. Laser Surface Melting (LSM)

4.1.2. Laser Surface Cladding (LSC)
4.1.3. Laser Surface Heat Treatment (LSH)
4.1.4. Laser Surface Alloying (LSA)
4.1.5. Laser Shock Peening (LSP)
4.2. Other Surface Modification Methodologies
4.2.1. Grafting
4.2.2. Nanostructures and Surface Structuring
4.2.3. Coatings
Physical Modification
Chemical Modification
4.3. Electrical Discharge Machining Modification
4.3.1. Electrical Discharge Machining
4.3.2. Micro-EDM
4.3.3. Powder-Mixed EDM
PMEDM Process
PMEDM Process Variables
PMEDM for Biomedical Use
4.3.4. Electrical Discharge Coating
4.4. Electrochemical Modification
Electrochemical Polishing
4.5. Hybrid Processes
4.5.1. EJM
4.5.2. Other Hybrid Processes
4.6. Remarks
5. Research Challenges and Trends
- Despite the large number of biomaterials that have been reported in the literature over the years, most of them did not prove satisfactory in terms of cytocompatibility. Although the literature reported various techniques to modify the surface for biomedical usages, these processes are still in the research phase and are limited in terms of their application in real life.
- The research trend can be represented by using the Scopus online database. In Figure 16, the number of publications for the terms “titanium”, “stainless steel” and “cobalt” with “bone metal implant” are shown. In recent years, interest in biomedical titanium alloys has been growing. The main reason is the focus of the research on new titanium alloys with higher potential in orthopedic applications. Figure 17 shows the gradual focus on titanium alloys from stainless steel and cobalt alloys.
- Moreover, one study shows that improvements in one area come with compromises in other material properties. Therefore, subsequent processes may need to apply in order to overcome the limitation that arises from one process.
- Studies relevant to the modification of osteoinductive surfaces are scarce, and therefore, it remains a research challenge to develop surface modification techniques for osteoinductive surfaces without comprising mechanical strength [296].
- Because of the diverse nature of surface modification techniques, it is almost impossible to choose a single process that can provide all the necessary service requirements. Because some processes can compromise the load-carrying capacity of biomaterials, the end application of implants needs of be taken into consideration [296].
- Antibacterial surface coating has found its application in bone implantation and has gained significant research interest. Nanoparticles, such as used in silver-mixed EDM, can be useful in reducing aureus bacterial clusters, and therefore, cell attachment and proliferation characteristics for implant surfaces should be researched using EDC [297].
- Because some of the processes inherently contribute to environmental issues thanks to the usage of a chemical or oil or dielectric fluid, future research needs to consider the environmental aspects of those processes. In addition, research efforts need to be directed to optimize the coating-process parameters so that defect-free coated surfaces can be fabricated in an ecofriendly manner.
- It is also imperative to develop in a controlled fashion a process-control algorithm for generating surfaces with a certain topology and a certain surface finish [261].
6. Summary
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Kumar, D.; Mittal, K.; Kataria, S.; Kadiyan, S.; Sharma, S. Experimental investigation on surface modification of Wc-Co by electric discharge coating process using SiC/Cu green compact tool-electrode. Int. J. Res. Mech. Eng. Technol. 2013, 3, 274–278. [Google Scholar]
- Prakash, C.; Uddin, M. Surface modification of β-phase Ti implant by hydroaxyapatite mixed electric discharge machining to enhance the corrosion resistance and in-vitro bioactivity. Surf. Coat. Technol. 2017, 326, 134–145. [Google Scholar] [CrossRef]
- Das, A.; Misra, J.P. Modelling and parametric optimisation of deposited layer thickness in electric discharge coating process. Int. J. Surf. Sci. Eng. 2016, 10, 253–271. [Google Scholar] [CrossRef]
- Bai, C.-Y.; Koo, C.-H. Effects of kerosene or distilled water as dielectric on electrical discharge alloying of superalloy Haynes 230 with Al–Mo composite electrode. Surf. Coat. Technol. 2006, 200, 4127–4135. [Google Scholar] [CrossRef]
- Ratner, B.D. Biomedical applications of synthetic polymers. Pergamon Press Plc Compr. Polym. Science. 1989, 7, 201–247. [Google Scholar]
- Gupta, B.; Saxena, S.; Grover, N.; Ray, A. Plasma-treated yarns for biomedical applications. In Technical Textile Yarns; Elsevier: Amsterdam, The Netherlands, 2010; pp. 452–494. [Google Scholar]
- Martin, P.M. Surface preparation for film and coating deposition processes Handbook of Deposition Technologies for Films and Coatings; Elsevier: Amsterdam, The Netherlands, 2010. [Google Scholar]
- Priadi, D.; Siradj, E.S.; Winarto, W. Surface modification of SKD 61 by electrical discharge coating (EDM/EDC) with multilayer cylindrical electrode and jatropha curcas as dielectric fluid. In Proceedings of the Applied Mechanics and Materials; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2013; pp. 96–101. [Google Scholar]
- Makhlouf, A. Current and advanced coating technologies for industrial applications. In Nanocoatings and Ultra-Thin Films; Elsevier: Amsterdam, The Netherlands, 2011; pp. 3–23. [Google Scholar]
- Carlsson, J.-O.; Martin, P.M. Chemical vapor deposition. In Handbook of Deposition Technologies for Films and Coatings; Elsevier: Amsterdam, The Netherlands, 2010; pp. 314–363. [Google Scholar]
- Uddin, A.J. Coatings for technical textile yarns. In Technical Textile Yarns; Elsevier: Amsterdam, The Netherlands, 2010; pp. 140–184. [Google Scholar]
- Zhang, L.C.; Chen, L.Y. A review on biomedical titanium alloys: Recent progress and prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef]
- Lai, B.W.; Chang, Y.Y.; Shieh, T.M.; Huang, H.L. Biocompatibility and microstructure-based stress analyses of tinbzrta composite films. Materials 2022, 15, 29. [Google Scholar] [CrossRef]
- Manam, N.; Harun, W.; Shri, D.; Ghani, S.; Kurniawan, T.; Ismail, M.H.; Ibrahim, M. Study of corrosion in biocompatible metals for implants: A review. J. Alloys Compd. 2017, 701, 698–715. [Google Scholar] [CrossRef]
- Ibrahim, M.Z.; Sarhan, A.A.; Yusuf, F.; Hamdi, M. Biomedical materials and techniques to improve the tribological, mechanical and biomedical properties of orthopedic implants–A review article. J. Alloys Compd. 2017, 714, 636–667. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R. Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Eliaz, N. Corrosion of metallic biomaterials: A review. Materials 2019, 12, 407. [Google Scholar] [CrossRef] [PubMed]
- Agarwal, R.; García, A.J. Biomaterial strategies for engineering implants for enhanced osseointegration and bone repair. Adv. Drug Deliv. Rev. 2015, 94, 53–62. [Google Scholar] [CrossRef] [PubMed]
- Elgali, I.; Omar, O.; Dahlin, C.; Thomsen, P. Guided bone regeneration: Materials and biological mechanisms revisited. Eur. J. Oral Sci. 2017, 125, 315–337. [Google Scholar] [CrossRef] [PubMed]
- Marco, F.; Milena, F.; Gianluca, G.; Vittoria, O. Peri-implant osteogenesis in health and osteoporosis. Micron 2005, 36, 630–644. [Google Scholar] [CrossRef] [PubMed]
- Souza, J.C.M.; Sordi, M.B.; Kanazawa, M.; Ravindran, S.; Henriques, B.; Silva, F.S.; Aparicio, C.; Cooper, L.F. Nano-scale modification of titanium implant surfaces to enhance osseointegration. Acta Biomater. 2019, 94, 112–131. [Google Scholar] [CrossRef]
- Hanawa, T. Titanium–tissue interface reaction and its control with surface treatment. Front. Bioeng. Biotechnol. 2019, 7, 170. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Xu, S.; Zhou, S.; Xu, W.; Leary, M.; Choong, P.; Qian, M.; Brandt, M.; Xie, Y.M. Topological design and additive manufacturing of porous metals for bone scaffolds and orthopaedic implants: A review. Biomaterials 2016, 83, 127–141. [Google Scholar] [CrossRef]
- Morgan, E.F.; Unnikrisnan, G.U.; Hussein, A.I. Bone mechanical properties in healthy and diseased states. Annu. Rev. Biomed. Eng. 2018, 20, 119–143. [Google Scholar] [CrossRef]
- Rho, J.-Y.; Kuhn-Spearing, L.; Zioupos, P. Mechanical properties and the hierarchical structure of bone. Med. Eng. Phys. 1998, 20, 92–102. [Google Scholar] [CrossRef]
- Kienapfel, H.; Sprey, C.; Wilke, A.; Griss, P. Implant fixation by bone ingrowth. J. Arthroplast. 1999, 14, 355–368. [Google Scholar] [CrossRef]
- Kurup, A.; Dhatrak, P.; Khasnis, N. Surface modification techniques of titanium and titanium alloys for biomedical dental applications: A review. Mater. Today: Proc. 2020, 39, 84–90. [Google Scholar] [CrossRef]
- Hanawa, T. A comprehensive review of techniques for biofunctionalization of titanium. J Periodontal Implant Sci 2011, 41, 263–272. [Google Scholar] [CrossRef] [PubMed]
- Albrektsson, T.; Brånemark, P.I.; Hansson, H.A.; Lindström, J. Osseointegrated Titanium Implants: Requirements for Ensuring a Long-Lasting, Direct Bone-to-Implant Anchorage in Man. Acta Orthop. Scand. 1981, 52, 155–170. [Google Scholar] [CrossRef] [PubMed]
- Harris, L.G.; Richards, R.G. Staphylococci and implant surfaces: A review. Injury 2006, 37, S3–S14. [Google Scholar] [CrossRef] [PubMed]
- Gallo, J.; Holinka, M.; Moucha, C.S. Antibacterial Surface Treatment for Orthopaedic Implants. Int. J. Mol. Sci. 2014, 15, 13849–13880. [Google Scholar] [CrossRef] [PubMed]
- Chouirfa, H.; Bouloussa, H.; Migonney, V.; Falentin-Daudré, C. Review of titanium surface modification techniques and coatings for antibacterial applications. Acta Biomater. 2019, 83, 37–54. [Google Scholar] [CrossRef]
- Hetrick, E.; Schoenfisch, M. Reducing Implant-Related Infections: Active Release Strategies. Chem. Soc. Rev. 2006, 35, 780–789. [Google Scholar] [CrossRef]
- Nouri, A. Introduction to surface coating and modification for metallic biomaterials. In Surface Coating and Modification of Metallic Biomaterials; Elsevier: Amsterdam, The Netherlands, 2015; pp. 3–60. [Google Scholar]
- Hanawa, T. Metal ion release from metal implants. Mater. Sci. Eng. C 2004, 24, 745–752. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical biocompatibilities of titanium alloys for biomedical applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 30–42. [Google Scholar] [CrossRef]
- Bauer, T.W.; Schils, J. The pathology of total joint arthroplasty. Skelet. Radiol. 1999, 28, 483–497. [Google Scholar] [CrossRef]
- Davies, J.E. Understanding Peri-Implant Endosseous Healing. J. Dent. Educ. 2003, 67, 932–949. [Google Scholar] [CrossRef] [PubMed]
- Albrektsson, T.; Johansson, C. Osteoinduction, osteoconduction and osseointegration. Eur. Spine J. 2001, 10, S96–S101. [Google Scholar] [CrossRef] [PubMed]
- Albrektsson, T.; Wennerberg, A. Oral implant surfaces: Part 1-review focusing on topographic and chemical properties of different surfaces and in vivo responses to them. Int. J. Prosthodont. 2004, 17, 536–543. [Google Scholar] [PubMed]
- Brånemark, P.I.; Breine, U.; Adell, R.; Hansson, B.O.; Lindström, J.; Ohlsson, Å. Intra-Osseous Anchorage of Dental Prostheses: I. Experimental Studies. Scand. J. Plast. Reconstr. Surg. 1969, 3, 81–100. [Google Scholar] [CrossRef] [PubMed]
- Gristina, A.G.; Naylor, P.; Myrvik, Q. Infections from biomaterials and implants: A race for the surface. Med Prog Technol 1988, 14, 205–224. [Google Scholar] [PubMed]
- Czarnowska, E.; Wierzchoń, T.; Maranda-Niedbała, A. Properties of the surface layers on titanium alloy and their biocompatibility in in vitro tests. J. Mater. Process. Technol. 1999, 92, 190–194. [Google Scholar] [CrossRef]
- Thiemig, D.; Bund, A. Characterization of electrodeposited Ni–TiO2 nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 2976–2984. [Google Scholar] [CrossRef]
- Akahori, T.; Niinomi, M.; Nakai, M.; Nishimura, H.; Takei, Y.; Fukui, H.; Ogawa, M. Wear and mechanical properties, and cell viability of gas-nitrided beta-type Ti-Nb-Ta-Zr system alloy for biomedical applications. Mater. Trans. 2008, 49, 166–174. [Google Scholar] [CrossRef]
- Perumal, G.; Geetha, M.; Asokamani, R.; Alagumurthi, N. Wear studies on plasma sprayed Al2O3–40 wt% 8YSZ composite ceramic coating on Ti–6Al–4V alloy used for biomedical applications. Wear 2014, 311, 101–113. [Google Scholar] [CrossRef]
- Fu, Y.; Yan, B.; Loh, N.L.; Sun, C.Q.; Hing, P. Characterization and tribological evaluation of MW-PACVD diamond coatings deposited on pure titanium. Mater. Sci. Eng. A 2000, 282, 38–48. [Google Scholar] [CrossRef]
- Ceschini, L.; Lanzoni, E.; Martini, C.; Prandstraller, D.; Sambogna, G. Comparison of dry sliding friction and wear of Ti6Al4V alloy treated by plasma electrolytic oxidation and PVD coating. Wear 2008, 264, 86–95. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, K. Review on titanium and titanium based alloys as biomaterials for orthopaedic applications. Mater. Sci. Eng. C 2019, 102, 844–862. [Google Scholar] [CrossRef] [PubMed]
- Baltatu, M.S.; Tugui, C.A.; Perju, M.C.; Benchea, M.; Spataru, M.C.; Sandu, A.V.; Vizureanu, P. Biocompatible titanium alloys used in medical applications. Rev. De Chim. 2019, 70, 1302–1306. [Google Scholar] [CrossRef]
- Park, J.B.; Bronzino, J.D. Biomaterials: Principles and Applications; crc press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Niinomi, M.; Nakai, M.; Hieda, J. Development of new metallic alloys for biomedical applications. Acta Biomater. 2012, 8, 3888–3903. [Google Scholar] [CrossRef]
- Chen, J.; Tan, L.; Yu, X.; Etim, I.P.; Ibrahim, M.; Yang, K. Mechanical properties of magnesium alloys for medical application: A review. J. Mech. Behav. Biomed. Mater. 2018, 87, 68–79. [Google Scholar] [CrossRef]
- Ulery, B.D.; Nair, L.S.; Laurencin, C.T. Biomedical applications of biodegradable polymers. J. Polym. Sci. Part B Polym. Phys. 2011, 49, 832–864. [Google Scholar]
- Hench, L.L. The story of Bioglass®. J. Mater. Sci. Mater. Med. 2006, 17, 967–978. [Google Scholar] [CrossRef]
- Jones, J.R. Review of bioactive glass: From Hench to hybrids. Acta Biomater. 2013, 9, 4457–4486. [Google Scholar] [CrossRef]
- Ma, H.; Feng, C.; Chang, J.; Wu, C. 3D-printed bioceramic scaffolds: From bone tissue engineering to tumor therapy. Acta Biomater. 2018, 79, 37–59. [Google Scholar] [CrossRef]
- Kaur, G.; Kumar, V.; Baino, F.; Mauro, J.C.; Pickrell, G.; Evans, I.; Bretcanu, O. Mechanical properties of bioactive glasses, ceramics, glass-ceramics and composites: State-of-the-art review and future challenges. Mater. Sci. Eng. C 2019, 104, 109895. [Google Scholar] [CrossRef]
- Shalabi, M.; Gortemaker, A.; Hof, M.V.t.; Jansen, J.; Creugers, N. Implant surface roughness and bone healing: A systematic review. J. Dent. Res. 2006, 85, 496–500. [Google Scholar] [CrossRef] [PubMed]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants–a review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Niinomi, M. Mechanical properties of biomedical titanium alloys. Mater. Sci. Eng. A 1998, 243, 231–236. [Google Scholar] [CrossRef]
- Kanayeva, D.; Bekmurzayeva, A.; Duncanson, W.J.; Azevedo, H.S. Surface modification of stainless steel for biomedical applications: Revisitinga century-old material. Mater. Sci. Eng. C 2018, 93, 1073–1089. [Google Scholar]
- Szczęsny, G.; Kopec, M.; Politis, D.J.; Kowalewski, Z.L.; Łazarski, A.; Szolc, T. A Review on Biomaterials for Orthopaedic Surgery and Traumatology: From Past to Present. Materials 2022, 15, 3622. [Google Scholar] [CrossRef] [PubMed]
- Zhang, E.; Zhao, X.; Hu, J.; Wang, R.; Fu, S.; Qin, G. Antibacterial metals and alloys for potential biomedical implants. Bioact. Mater. 2021, 6, 2569–2612. [Google Scholar] [CrossRef] [PubMed]
- Kuroda, D.; Niinomi, M.; Morinaga, M.; Kato, Y.; Yashiro, T. Design and mechanical properties of new β type titanium alloys for implant materials. Mater. Sci. Eng. A 1998, 243, 244–249. [Google Scholar] [CrossRef]
- Matsuno, H.; Yokoyama, A.; Watari, F.; Uo, M.; Kawasaki, T. Biocompatibility and osteogenesis of refractory metal implants, titanium, hafnium, niobium, tantalum and rhenium. Biomaterials 2001, 22, 1253–1262. [Google Scholar] [CrossRef]
- Shaw, C.A.; Petrik, M.S. Aluminum hydroxide injections lead to motor deficits and motor neuron degeneration. J. Inorg. Biochem. 2009, 103, 1555–1562. [Google Scholar] [CrossRef]
- Li, J.; Qin, L.; Yang, K.; Ma, Z.; Wang, Y.; Cheng, L.; Zhao, D. Materials evolution of bone plates for internal fixation of bone fractures: A review. J. Mater. Sci. Technol. 2020, 36, 190–208. [Google Scholar] [CrossRef]
- Frosch, K.-H.; Stürmer, K.M. Metallic biomaterials in skeletal repair. Eur. J. Trauma 2006, 32, 149–159. [Google Scholar] [CrossRef]
- Muthaiah, V.S.; Indrakumar, S.; Suwas, S.; Chatterjee, K. Surface engineering of additively manufactured titanium alloys for enhanced clinical performance of biomedical implants: A review of recent developments. Bioprinting 2022, 25, e00180. [Google Scholar] [CrossRef]
- Harb, S.V.; Uvida, M.C.; Trentin, A.; Lobo, A.O.; Webster, T.J.; Pulcinelli, S.H.; Santilli, C.V.; Hammer, P. PMMA-silica nanocomposite coating: Effective corrosion protection and biocompatibility for a Ti6Al4V alloy. Mater. Sci. Eng. C 2020, 110, 110713. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Han, C.; Choma, T.; Wei, Q.; Yan, C.; Song, B.; Shi, Y. Effect of Nb content on microstructure, property and in vitro apatite-forming capability of Ti-Nb alloys fabricated via selective laser melting. Mater. Des. 2017, 126, 268–277. [Google Scholar] [CrossRef]
- Elias, L.M.; Schneider, S.G.; Schneider, S.; Silva, H.M.; Malvisi, F. Microstructural and mechanical characterization of biomedical Ti–Nb–Zr(–Ta) alloys. Mater. Sci. Eng. A 2006, 432, 108–112. [Google Scholar] [CrossRef]
- Matsumoto, H.; Watanabe, S.; Hanada, S. Beta TiNbSn alloys with low Young’s modulus and high strength. Mater. Trans. 2005, 46, 1070–1078. [Google Scholar] [CrossRef]
- Wang, L.; Xie, L.; Lv, Y.; Zhang, L.-C.; Chen, L.; Meng, Q.; Qu, J.; Zhang, D.; Lu, W. Microstructure evolution and superelastic behavior in Ti-35Nb-2Ta-3Zr alloy processed by friction stir processing. Acta Mater. 2017, 131, 499–510. [Google Scholar] [CrossRef]
- Wang, L.; Lu, W.; Qin, J.; Zhang, F.; Zhang, D. Influence of cold deformation on martensite transformation and mechanical properties of Ti–Nb–Ta–Zr alloy. J. Alloys Compd. 2009, 469, 512–518. [Google Scholar] [CrossRef]
- Cui, W.F.; Guo, A.H. Microstructures and properties of biomedical TiNbZrFe β-titanium alloy under aging conditions. Mater. Sci. Eng. A 2009, 527, 258–262. [Google Scholar] [CrossRef]
- Gordin, D.M.; Gloriant, T.; Nemtoi, G.; Chelariu, R.; Aelenei, N.; Guillou, A.; Ansel, D. Synthesis, structure and electrochemical behavior of a beta Ti-12Mo-5Ta alloy as new biomaterial. Mater. Lett. 2005, 59, 2936–2941. [Google Scholar] [CrossRef]
- Ho, W.F.; Ju, C.P.; Chern Lin, J.H. Structure and properties of cast binary Ti–Mo alloys. Biomaterials 1999, 20, 2115–2122. [Google Scholar] [CrossRef] [PubMed]
- Dercz, G.; Matuła, I.; Zubko, M.; Kazek-Kęsik, A.; Maszybrocka, J.; Simka, W.; Dercz, J.; Świec, P.; Jendrzejewska, I. Synthesis of porous Ti–50Ta alloy by powder metallurgy. Mater. Charact. 2018, 142, 124–136. [Google Scholar] [CrossRef]
- Kwok, C.; Man, H.C.; Cheng, F.; Lo, K. Developments in laser-based surface engineering processes: With particular reference to protection against cavitation erosion. Surf. Coat. Technol. 2016, 291, 189–204. [Google Scholar] [CrossRef]
- Singh, A.; Harimkar, S.P. Laser surface engineering of magnesium alloys: A review. J. Miner. Met. Mater. Soc. 2012, 64, 716–733. [Google Scholar] [CrossRef]
- Baker, T. Laser surface modification of titanium alloys. In Surface Engineering of Light Alloys; Elsevier: Amsterdam, The Netherlands, 2010; pp. 398–443. [Google Scholar]
- Kusinski, J.; Kac, S.; Kopia, A.; Radziszewska, A.; Rozmus-Górnikowska, M.; Major, B.; Major, L.; Marczak, J.; Lisiecki, A. Laser modification of the materials surface layer–a review paper. Bull. Pol. Acad. Sci. Tech. Sci. 2012, 60, 711–728. [Google Scholar] [CrossRef]
- Tian, Y.; Chen, C.; Li, S.; Huo, Q. Research progress on laser surface modification of titanium alloys. Appl. Surf. Sci. 2005, 242, 177–184. [Google Scholar] [CrossRef]
- Lepski, D.; Brückner, F. Laser cladding. In The theory of laser materials processing; Springer: Berlin/Heidelberg, Germany, 2009; pp. 235–279. [Google Scholar]
- Anthony, T.; Cline, H. Surface rippling induced by surface-tension gradients during laser surface melting and alloying. J. Appl. Phys. 1977, 48, 3888–3894. [Google Scholar] [CrossRef]
- Jeyaprakash, N.; Yang, C.-H.; Kumar, D.R. Laser Surface Modification of Materials. In Practical Applications of Laser Ablation; IntechOpen: London, UK, 2020. [Google Scholar]
- Khanna, A.; Sridhar, K. Corrosion and oxidation behavior of laser treated surfaces; ASM International, Member/Customer Service Center: Materials Park, OH, USA, 1998; pp. 395–429. [Google Scholar]
- Zhang, Y.; Chen, J.; Lei, W.; Xv, R. Effect of laser surface melting on friction and wear behavior of AM50 magnesium alloy. Surf. Coat. Technol. 2008, 202, 3175–3179. [Google Scholar] [CrossRef]
- Pinto, M.A.; Cheung, N.; Ierardi, M.C.F.; Garcia, A. Microstructural and hardness investigation of an aluminum–copper alloy processed by laser surface melting. Mater. Charact. 2003, 50, 249–253. [Google Scholar] [CrossRef]
- Zhang, L.; Yu, G.; Li, S.; He, X.; Xie, X.; Xia, C.; Ning, W.; Zheng, C. The effect of laser surface melting on grain refinement of phase separated Cu-Cr alloy. Opt. Laser Technol. 2019, 119, 105577. [Google Scholar] [CrossRef]
- Yang, S.; Wang, Z.; Kokawa, H.; Sato, Y.S. Reassessment of the effects of laser surface melting on IGC of SUS 304. Mater. Sci. Eng. A 2008, 474, 112–119. [Google Scholar] [CrossRef]
- Conde, A.; Colaço, R.; Vilar, R.; De Damborenea, J. Corrosion behaviour of steels after laser surface melting. Mater. Des. 2000, 21, 441–445. [Google Scholar] [CrossRef]
- Singh, R.; Dahotre, N.B. Tribology of laser modified surface of stainless steel in physiological solution. J. Mater. Sci. 2005, 40, 5619–5626. [Google Scholar] [CrossRef]
- Akgün, O.V.; Ürgen, M.; Çakir, A.F. The effect of heat treatment on corrosion behavior of laser surface melted 304L stainless steel. Mater. Sci. Eng. A 1995, 203, 324–331. [Google Scholar] [CrossRef]
- Sun, Z.; Annergren, I.; Pan, D.; Mai, T. Effect of laser surface remelting on the corrosion behavior of commercially pure titanium sheet. Mater. Sci. Eng. A 2003, 345, 293–300. [Google Scholar] [CrossRef]
- Braga, F.J.; Marques, R.F.; de A Filho, E.; Guastaldi, A.C. Surface modification of Ti dental implants by Nd: YVO4 laser irradiation. Appl. Surf. Sci. 2007, 253, 9203–9208. [Google Scholar] [CrossRef]
- Hao, L.; Lawrence, J.; Phua, Y.; Chian, K.; Lim, G.; Zheng, H. Enhanced human osteoblast cell adhesion and proliferation on 316 LS stainless steel by means of CO2 laser surface treatment. J. Biomed. Mater. Res. Part B Appl. Biomater. 2005, 73, 148–156. [Google Scholar] [CrossRef]
- Hao, L.; Lawrence, J.; Li, L. Manipulation of the osteoblast response to a Ti–6Al–4V titanium alloy using a high power diode laser. Appl. Surf. Sci. 2005, 247, 602–606. [Google Scholar] [CrossRef]
- Vilar, R. Laser cladding. J. Laser Appl. 1999, 11, 64–79. [Google Scholar] [CrossRef]
- Steen, W.M.; Mazumder, J. Laser Material Processing; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Steen, W. Laser Surface Cladding. In Laser Surface Treatment of Metals; Springer: Cham, Switzerland, 1986; pp. 369–387. [Google Scholar]
- Zhong, M.; Liu, W. Laser surface cladding: The state of the art and challenges. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2010, 224, 1041–1060. [Google Scholar] [CrossRef]
- Kathuria, Y. Some aspects of laser surface cladding in the turbine industry. Surf. Coat. Technol. 2000, 132, 262–269. [Google Scholar] [CrossRef]
- Volovitch, P.; Masse, J.; Fabre, A.; Barrallier, L.; Saikaly, W. Microstructure and corrosion resistance of magnesium alloy ZE41 with laser surface cladding by Al–Si powder. Surf. Coat. Technol. 2008, 202, 4901–4914. [Google Scholar] [CrossRef]
- Hazra, M.; Mondal, A.; Kumar, S.; Blawert, C.; Dahotre, N.B. Laser surface cladding of MRI 153M magnesium alloy with (Al+ Al2O3). Surf. Coat. Technol. 2009, 203, 2292–2299. [Google Scholar] [CrossRef]
- Weerasinghe, V.; Steen, W.; West, D. Laser deposited austenitic stainless steel clad layers. Surf. Eng. 1987, 3, 147–153. [Google Scholar] [CrossRef]
- Li, R.; Ferreira, M.; Anjos, M.; Vilar, R. Localized corrosion of laser surface cladded UNS S31254 superaustenitic stainless steel on mild steel. Surf. Coat. Technol. 1997, 88, 90–95. [Google Scholar] [CrossRef]
- Dinda, G.; Song, L.; Mazumder, J. Fabrication of Ti-6Al-4V scaffolds by direct metal deposition. Metall. Mater. Trans. A 2008, 39, 2914–2922. [Google Scholar] [CrossRef]
- Molian, P.; Hualun, L. Laser cladding of Ti-6Al-4V with BN for improved wear performance. Wear 1989, 130, 337–352. [Google Scholar] [CrossRef]
- Meng, Q.; Geng, L.; Ni, D. Laser cladding NiCoCrAlY coating on Ti-6Al-4V. Mater. Lett. 2005, 59, 2774–2777. [Google Scholar] [CrossRef]
- Gregson, V.G. CHAPTER 4 - Laser Heat Treatment. In Materials Processing: Theory and Practices; Bass, M., Ed.; Elsevier: Amsterdam, The Netherlands, 1983; Volume 3, pp. 201–233. [Google Scholar]
- Al-Sayed, S.; Hussein, A.; Nofal, A.; Hassab Elnaby, S.; Elgazzar, H. Characterization of a laser surface-treated martensitic stainless steel. Materials 2017, 10, 595. [Google Scholar] [CrossRef]
- Kulka, M.; Pertek, A. Laser surface modification of carburized and borocarburized 15CrNi6 steel. Mater. Charact. 2007, 58, 461–470. [Google Scholar] [CrossRef]
- Mahmoudi, B.; Torkamany, M.; Aghdam, A.S.R.; Sabbaghzade, J. Laser surface hardening of AISI 420 stainless steel treated by pulsed Nd: YAG laser. Materials & Design (1980-2015) 2010, 31, 2553–2560. [Google Scholar]
- Mazumder, J. Laser heat treatment: The state of the art. J. Miner. Met. Mater. Soc. 1983, 35, 18–26. [Google Scholar] [CrossRef]
- Shi, B.; Attia, H. Integrated process of laser-assisted machining and laser surface heat treatment. J. Manuf. Sci. Eng. 2013, 135. [Google Scholar] [CrossRef]
- Steen, W.; Courtney, C. Surface heat treatment of EnS steel using a 2kW continuous-wave CO2 laser. Met. Technol. 1979, 6, 456–462. [Google Scholar] [CrossRef]
- Przestacki, D.; Kukliński, M.; Bartkowska, A. Influence of laser heat treatment on microstructure and properties of surface layer of Waspaloy aimed for laser-assisted machining. Int. J. Adv. Manuf. Technol. 2017, 93, 3111–3123. [Google Scholar] [CrossRef]
- Yoo, Y.-T.; Shin, H.-J.; Jang, W.-Y. Surface Heat treatment of Die material by means of CW Nd: YAG Laser. Trans. Korean Soc. Mach. Tool Eng. 2004, 13, 67–74. [Google Scholar]
- Li, Z.-x.; Chen, J.-s.; Wang, X.-n.; Shen, X.-j.; Cen, Y.-m.; Chen, J.; Chu, Y.-j.; Han, Y.-j. Microstructure distribution and bending fracture mechanism of 65Mn steel in the laser surface treatment. Mater. Sci. Eng. A 2022, 850, 143568. [Google Scholar] [CrossRef]
- Lakhkar, R.S.; Shin, Y.C.; Krane, M.J.M. Predictive modeling of multi-track laser hardening of AISI 4140 steel. Mater. Sci. Eng. A 2008, 480, 209–217. [Google Scholar] [CrossRef]
- Vuorinen, E.; David, P.; Lundmark, J.; Prakash, B. Wear characteristic of surface hardened ausferritic Si-steel. J. Iron Steel Res. Int. 2007, 14, 245–248. [Google Scholar] [CrossRef]
- Tianmin, S.; Meng, H.; Yuen, T.H. Impact wear behavior of laser hardened hypoeutectoid 2Cr13 martensite stainless steel. Wear 2003, 255, 444–455. [Google Scholar] [CrossRef]
- Liu, X.-b.; Gang, Y.; Jian, G.; Shang, Q.-y.; Zhang, Z.-g.; Gu, Y.-j. Analysis of laser surface hardened layers of automobile engine cylinder liner. J. Iron Steel Res. Int. 2007, 14, 42–46. [Google Scholar] [CrossRef]
- Chi, Y.; Gu, G.; Yu, H.; Chen, C. Laser surface alloying on aluminum and its alloys: A review. Opt. Lasers Eng. 2018, 100, 23–37. [Google Scholar] [CrossRef]
- Singh, J. Laser-beam and photon-assisted processed materials and their microstructures. J. Mater. Sci. 1994, 29, 5232–5258. [Google Scholar] [CrossRef]
- Didenko, T.; Kusinski, J.; Kusinski, G. Multiphase model of heat and mass transport during laser alloying of iron with electrodeposited chromium layer. In Proceedings of the AIP Conference Proceedings, Incheon, South Korea, 18’20 May 2008; pp. 640–645. [Google Scholar]
- Stern, M.; Wissenberg, H. The influence of noble metal alloy additions on the electrochemical and corrosion behavior of titanium. J. Electrochem. Soc. 1959, 106, 759. [Google Scholar] [CrossRef]
- Tomashov, N.; Altovsky, R.; Chernova, G. Passivity and corrosion resistance of titanium and its alloys. J. Electrochem. Soc. 1961, 108, 113. [Google Scholar] [CrossRef]
- Tomashov, N.; Chernova, G.; Fedoseeva, T. Increase in Passivity and Corrosion Resistance of Ti by Surface Alloying With Pd. Prot. Met. 1977, 13, 134–138. [Google Scholar]
- Jiang, P.; He, X.; Li, X.a.; Yu, L.; Wang, H. Wear resistance of a laser surface alloyed Ti–6Al–4V alloy. Surf. Coat. Technol. 2000, 130, 24–28. [Google Scholar] [CrossRef]
- Makuch, N.; Kulka, M.; Dziarski, P.; Przestacki, D. Laser surface alloying of commercially pure titanium with boron and carbon. Opt. Lasers Eng. 2014, 57, 64–81. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Mordike, B.; Manna, I. Friction and wear behavior of Ti following laser surface alloying with Si, Al and Si+ Al. Wear 2000, 242, 18–27. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Weisheit, A.; Mordike, B.; Manna, I. Laser surface alloying of Ti with Si, Al and Si+ Al for an improved oxidation resistance. Mater. Sci. Eng. A 1999, 266, 123–134. [Google Scholar] [CrossRef]
- Tassin, C.; Laroudie, F.; Pons, M.; Lelait, L. Improvement of the wear resistance of 316L stainless steel by laser surface alloying. Surf. Coat. Technol. 1996, 80, 207–210. [Google Scholar] [CrossRef]
- Lo, K.; Cheng, F.; Kwok, C.; Man, H.C. Improvement of cavitation erosion resistance of AISI 316 stainless steel by laser surface alloying using fine WC powder. Surf. Coat. Technol. 2003, 165, 258–267. [Google Scholar] [CrossRef]
- McCafferty, E.; Moore, P. Corrosion Behavior of Laser-Surface Melted and Laser-Surface Alloyed Steels. J. Electrochem. Soc. 1986, 133, 1090. [Google Scholar] [CrossRef]
- Anjos, M.; Vilar, R.; Li, R.; Ferreira, M.; Steen, W.; Watkins, K. Fe Cr Ni Mo C alloys produced by laser surface alloying. Surf. Coat. Technol. 1995, 70, 235–242. [Google Scholar] [CrossRef]
- Kwok, C.; Cheng, F.; Man, H.C. Laser surface modification of UNS S31603 stainless steel. Part I: Microstructures and corrosion characteristics. Mater. Sci. Eng. A 2000, 290, 55–73. [Google Scholar] [CrossRef]
- Kwok, C.; Cheng, F.; Man, H.C. Laser surface modification of UNS S31603 stainless steel. Part II: Cavitation erosion characteristics. Mater. Sci. Eng. A 2000, 290, 74–88. [Google Scholar] [CrossRef]
- Weerasinghe, V.; West, D.; De Damborenea, J. Laser surface nitriding of titanium and a titanium alloy. J. Mater. Process. Technol. 1996, 58, 79–86. [Google Scholar] [CrossRef]
- Nwobu, A.; Rawlings, R.; West, D. Nitride formation in titanium based substrates during laser surface melting in nitrogen–argon atmospheres. Acta Mater. 1999, 47, 631–643. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Laser shock peening: Performance and Process Simulation; Woodhead Publishing: Sawston, UK, 2006. [Google Scholar]
- Gupta, R.K.; Pant, B.; Kain, V.; Kaul, R.; Bindra, K. Laser shock peening and its applications: A review. Lasers Manuf. Mater. Process. 2019, 6, 424–463. [Google Scholar]
- Zhang, X.; Zhang, Y.; Lu, J.; Xuan, F.; Wang, Z.; Tu, S. Improvement of fatigue life of Ti–6Al–4V alloy by laser shock peening. Mater. Sci. Eng. A 2010, 527, 3411–3415. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, W.; Chen, B.; Tong, Z.; Chen, L.; Ren, X. Fatigue behaviors of foreign object damaged Ti-6Al-4V alloys under laser shock peening. Int. J. Fatigue 2020, 136, 105596. [Google Scholar] [CrossRef]
- Jin, X.; Lan, L.; Gao, S.; He, B.; Rong, Y. Effects of laser shock peening on microstructure and fatigue behavior of Ti–6Al–4V alloy fabricated via electron beam melting. Mater. Sci. Eng. A 2020, 780, 139199. [Google Scholar] [CrossRef]
- Ren, X.; Chen, B.; Jiao, J.; Yang, Y.; Zhou, W.; Tong, Z. Fatigue behavior of double-sided laser shock peened Ti-6Al-4V thin blade subjected to foreign object damage. Opt. Laser Technol. 2020, 121, 105784. [Google Scholar] [CrossRef]
- Nalla, R.; Altenberger, I.; Noster, U.; Liu, G.; Scholtes, B.; Ritchie, R. On the influence of mechanical surface treatments—deep rolling and laser shock peening—on the fatigue behavior of Ti–6Al–4V at ambient and elevated temperatures. Mater. Sci. Eng. A 2003, 355, 216–230. [Google Scholar] [CrossRef]
- Altenberger, I.; Nalla, R.K.; Sano, Y.; Wagner, L.; Ritchie, R.O. On the effect of deep-rolling and laser-peening on the stress-controlled low-and high-cycle fatigue behavior of Ti–6Al–4V at elevated temperatures up to 550 C. Int. J. Fatigue 2012, 44, 292–302. [Google Scholar] [CrossRef]
- Sealy, M.; Guo, Y.; Caslaru, R.; Sharkins, J.; Feldman, D. Fatigue performance of biodegradable magnesium–calcium alloy processed by laser shock peening for orthopedic implants. Int. J. Fatigue 2016, 82, 428–436. [Google Scholar] [CrossRef]
- Zhang, R.; Zhou, X.; Gao, H.; Mankoci, S.; Liu, Y.; Sang, X.; Qin, H.; Hou, X.; Ren, Z.; Doll, G.L. The effects of laser shock peening on the mechanical properties and biomedical behavior of AZ31B magnesium alloy. Surf. Coat. Technol. 2018, 339, 48–56. [Google Scholar] [CrossRef]
- Ge, M.-Z.; Xiang, J.-Y. Effect of laser shock peening on microstructure and fatigue crack growth rate of AZ31B magnesium alloy. J. Alloys Compd. 2016, 680, 544–552. [Google Scholar] [CrossRef]
- Correa, C.; De Lara, L.R.; Díaz, M.; Gil-Santos, A.; Porro, J.; Ocaña, J. Effect of advancing direction on fatigue life of 316L stainless steel specimens treated by double-sided laser shock peening. Int. J. Fatigue 2015, 79, 1–9. [Google Scholar] [CrossRef]
- Rubio-González, C.; Felix-Martinez, C.; Gomez-Rosas, G.; Ocaña, J.; Morales, M.; Porro, J. Effect of laser shock processing on fatigue crack growth of duplex stainless steel. Mater. Sci. Eng. A 2011, 528, 914–919. [Google Scholar] [CrossRef]
- Peng, C.; Xiao, Y.; Wang, Y.; Guo, W. Effect of laser shock peening on bending fatigue performance of AISI 9310 steel spur gear. Opt. Laser Technol. 2017, 94, 15–24. [Google Scholar] [CrossRef]
- Ganesh, P.; Sundar, R.; Kumar, H.; Kaul, R.; Ranganathan, K.; Hedaoo, P.; Raghavendra, G.; Kumar, S.A.; Tiwari, P.; Nagpure, D. Studies on fatigue life enhancement of pre-fatigued spring steel specimens using laser shock peening. Mater. Des. 2014, 54, 734–741. [Google Scholar]
- Zhou, L.; Long, C.; He, W.; Tian, L.; Jia, W. Improvement of high-temperature fatigue performance in the nickel-based alloy by LSP-induced surface nanocrystallization. J. Alloys Compd. 2018, 744, 156–164. [Google Scholar] [CrossRef]
- Kattoura, M.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effect of laser shock peening on residual stress, microstructure and fatigue behavior of ATI 718Plus alloy. Int. J. Fatigue 2017, 102, 121–134. [Google Scholar] [CrossRef]
- Sihai, L.; Weifeng, H.; Liucheng, Z.; Xiangfan, N.; Yinghong, L. Aluminizing mechanism on a nickel-based alloy with surface nanostructure produced by laser shock peening and its effect on fatigue strength. Surf. Coat. Technol. 2018, 342, 29–36. [Google Scholar] [CrossRef]
- Antunes, R.; de Oliveira, M. Effect of surface treatments on the fatigue life of magnesium and its alloys for biomedical applications. In Surface Modification of Magnesium and Its Alloys for Biomedical Applications; Elsevier: Amsterdam, The Netherlands, 2015; pp. 283–310. [Google Scholar]
- Zhang, R.; Mankoci, S.; Walters, N.; Gao, H.; Zhang, H.; Hou, X.; Qin, H.; Ren, Z.; Zhou, X.; Doll, G.L. Effects of laser shock peening on the corrosion behavior and biocompatibility of a nickel–titanium alloy. J. Biomed. Mater. Res. Part B Appl. Biomater. 2019, 107, 1854–1863. [Google Scholar] [CrossRef] [PubMed]
- Rotaru, H.; Armencea, G.; Spirchez, D.; Berce, C.; Marcu, T.; Leordean, D.; Kim, S.G.; Lee, S.-W.; Dinu, C.; Băciuţ, G. In vivo behavior of surface modified Ti6Al7Nb alloys used in selective laser melting for custom-made implants. A preliminary study. Rom. J. Morphol. Embryol. 2013, 54, 791–796. [Google Scholar]
- Souza, F.A.; Queiroz, T.P.; Guastaldi, A.C.; Garcia-Júnior, I.R.; Magro-Filho, O.; Nishioka, R.S.; Sisti, K.E.; Sonoda, C.K. Comparative in vivo study of commercially pure Ti implants with surfaces modified by laser with and without silicate deposition: Biomechanical and scanning electron microscopy analysis. J. Biomed. Mater. Res. Part B Appl. Biomater. 2013, 101, 76–84. [Google Scholar] [CrossRef]
- Chikarakara, E.; Fitzpatrick, P.; Moore, E.; Levingstone, T.; Grehan, L.; Higginbotham, C.; Vázquez, M.; Bagga, K.; Naher, S.; Brabazon, D.J.B.M. In vitro fibroblast and pre-osteoblastic cellular responses on laser surface modified Ti–6Al–4V. Biomed. Mater. 2014, 10, 015007. [Google Scholar] [CrossRef]
- Ma, C.; Peng, G.; Nie, L.; Liu, H.; Guan, Y. Laser surface modification of Mg-Gd-Ca alloy for corrosion resistance and biocompatibility enhancement. Appl. Surf. Sci. 2018, 445, 211–216. [Google Scholar] [CrossRef]
- Paital, S.R.; Bunce, N.; Nandwana, P.; Honrao, C.; Nag, S.; He, W.; Banerjee, R.; Dahotre, N.B. Laser surface modification for synthesis of textured bioactive and biocompatible Ca–P coatings on Ti–6Al–4V. J. Mater. Sci. Mater. Med. 2011, 22, 1393–1406. [Google Scholar] [CrossRef] [PubMed]
- Migonney, V. History of biomaterials. Biomaterials 2014, 1–10. [Google Scholar]
- Lefaix, H.; Galtayries, A.; Prima, F.; Marcus, P. Nano-size protein at the surface of a Ti–Zr–Ni quasi-crystalline alloy: Fibronectin adsorption on metallic nano-composites. Colloids Surf. A Physicochem. Eng. Asp. 2013, 439, 207–214. [Google Scholar] [CrossRef]
- Chen, R.; Willcox, M.D.; Ho, K.K.K.; Smyth, D.; Kumar, N. Antimicrobial peptide melimine coating for titanium and its in vivo antibacterial activity in rodent subcutaneous infection models. Biomaterials 2016, 85, 142–151. [Google Scholar] [CrossRef] [PubMed]
- Gerits, E.; Kucharíková, S.; Van Dijck, P.; Erdtmann, M.; Krona, A.; Lövenklev, M.; Fröhlich, M.; Dovgan, B.; Impellizzeri, F.; Braem, A. Antibacterial activity of a new broad-spectrum antibiotic covalently bound to titanium surfaces. J. Orthop. Res.® 2016, 34, 2191–2198. [Google Scholar] [CrossRef] [PubMed]
- Kucharíková, S.; Gerits, E.; De Brucker, K.; Braem, A.; Ceh, K.; Majdič, G.; Španič, T.; Pogorevc, E.; Verstraeten, N.; Tournu, H. Covalent immobilization of antimicrobial agents on titanium prevents Staphylococcus aureus and Candida albicans colonization and biofilm formation. J. Antimicrob. Chemother. 2016, 71, 936–945. [Google Scholar] [CrossRef] [PubMed]
- Chouirfa, H.; Evans, M.D.; Castner, D.G.; Bean, P.; Mercier, D.; Galtayries, A.; Falentin-Daudré, C.; Migonney, V. Grafting of architecture controlled poly (styrene sodium sulfonate) onto titanium surfaces using bio-adhesive molecules: Surface characterization and biological properties. Biointerphases 2017, 12, 02C418. [Google Scholar] [CrossRef] [PubMed]
- Chouirfa, H.; Evans, M.D.; Bean, P.; Saleh-Mghir, A.; Crémieux, A.C.; Castner, D.G.; Falentin-Daudré, C.L.; Migonney, V.r. Grafting of bioactive polymers with various architectures: A versatile tool for preparing antibacterial infection and biocompatible surfaces. ACS Appl. Mater. Interfaces 2018, 10, 1480–1491. [Google Scholar] [CrossRef]
- Peyre, J.; Humblot, V.; Méthivier, C.; Berjeaud, J.-M.; Pradier, C.-M. Co-grafting of amino–poly (ethylene glycol) and magainin I on a TiO2 surface: Tests of antifouling and antibacterial activities. J. Phys. Chem. B 2012, 116, 13839–13847. [Google Scholar] [CrossRef]
- Hu, X.; Neoh, K.-G.; Shi, Z.; Kang, E.-T.; Poh, C.; Wang, W. An in vitro assessment of titanium functionalized with polysaccharides conjugated with vascular endothelial growth factor for enhanced osseointegration and inhibition of bacterial adhesion. Biomaterials 2010, 31, 8854–8863. [Google Scholar] [CrossRef]
- Córdoba, A.; Hierro-Oliva, M.; Pacha-Olivenza, M.A.n.; Fernéndez-Calderén, M.a.C.; Perelló, J.; Isern, B.; González-Martín, M.L.; Monjo, M.; Ramis, J.M. Direct covalent grafting of phytate to titanium surfaces through ti–O–P bonding shows bone stimulating surface properties and decreased bacterial adhesion. ACS Appl. Mater. Interfaces 2016, 8, 11326–11335. [Google Scholar] [CrossRef] [PubMed]
- Moon, J.-H.; Park, J.-H.; Lee, J.-Y. Antibacterial action of polyphosphate on Porphyromonas gingivalis. Antimicrob. Agents Chemother. 2011, 55, 806–812. [Google Scholar] [CrossRef] [PubMed]
- Calliess, T.; Sluszniak, M.; Winkel, A.; Pfaffenroth, C.; Dempwolf, W.; Heuer, W.; Menzel, H.; Windhagen, H.; Stiesch, M. Antimicrobial surface coatings for a permanent percutaneous passage in the concept of osseointegrated extremity prosthesis. Biomed. Tech./Biomed. Eng. 2012, 57, 467–471. [Google Scholar] [CrossRef] [PubMed]
- Pfaffenroth, C.; Winkel, A.; Dempwolf, W.; Gamble, L.J.; Castner, D.G.; Stiesch, M.; Menzel, H. Self-assembled antimicrobial and biocompatible copolymer films on titanium. Macromol. Biosci. 2011, 11, 1515–1525. [Google Scholar] [CrossRef] [PubMed]
- Lee, K.; Mazare, A.; Schmuki, P. One-dimensional titanium dioxide nanomaterials: Nanotubes. Chem. Rev. 2014, 114, 9385–9454. [Google Scholar]
- Narendrakumar, K.; Kulkarni, M.; Addison, O.; Mazare, A.; Junkar, I.; Schmuki, P.; Sammons, R.; Iglič, A. Adherence of oral streptococci to nanostructured titanium surfaces. Dent. Mater. 2015, 31, 1460–1468. [Google Scholar] [CrossRef] [PubMed]
- Ercan, B.; Taylor, E.; Alpaslan, E.; Webster, T.J. Diameter of titanium nanotubes influences anti-bacterial efficacy. Nanotechnology 2011, 22, 295102. [Google Scholar] [CrossRef]
- Del Curto, B.; Brunella, M.F.; Giordano, C.; Pedeferri, M.; Valtulina, V.; Visai, L.; Cigada, A. Decreased bacterial adhesion to surface-treated titanium. Int. J. Artif. Organs 2005, 28, 718–730. [Google Scholar] [CrossRef]
- Puckett, S.D.; Taylor, E.; Raimondo, T.; Webster, T.J. The relationship between the nanostructure of titanium surfaces and bacterial attachment. Biomaterials 2010, 31, 706–713. [Google Scholar] [CrossRef]
- Harris, L.; Tosatti, S.; Wieland, M.; Textor, M.; Richards, R. Staphylococcus aureus adhesion to titanium oxide surfaces coated with non-functionalized and peptide-functionalized poly (L-lysine)-grafted-poly (ethylene glycol) copolymers. Biomaterials 2004, 25, 4135–4148. [Google Scholar] [CrossRef]
- Maddikeri, R.; Tosatti, S.; Schuler, M.; Chessari, S.; Textor, M.; Richards, R.; Harris, L. Reduced medical infection related bacterial strains adhesion on bioactive RGD modified titanium surfaces: A first step toward cell selective surfaces. J. Biomed. Mater. Res. Part A 2008, 84, 425–435. [Google Scholar] [CrossRef] [PubMed]
- Chua, P.-H.; Neoh, K.-G.; Kang, E.-T.; Wang, W. Surface functionalization of titanium with hyaluronic acid/chitosan polyelectrolyte multilayers and RGD for promoting osteoblast functions and inhibiting bacterial adhesion. Biomaterials 2008, 29, 1412–1421. [Google Scholar] [CrossRef] [PubMed]
- Schaer, T.P.; Stewart, S.; Hsu, B.B.; Klibanov, A.M. Hydrophobic polycationic coatings that inhibit biofilms and support bone healing during infection. Biomaterials 2012, 33, 1245–1254. [Google Scholar] [CrossRef] [PubMed]
- Holmberg, K.V.; Abdolhosseini, M.; Li, Y.; Chen, X.; Gorr, S.-U.; Aparicio, C. Bio-inspired stable antimicrobial peptide coatings for dental applications. Acta Biomater. 2013, 9, 8224–8231. [Google Scholar] [CrossRef] [PubMed]
- Grischke, J.; Eberhard, J.; Stiesch, M. Antimicrobial dental implant functionalization strategies—A systematic review. Dent. Mater. J. 2016, 35, 545–558. [Google Scholar] [CrossRef]
- Jin, G.; Cao, H.; Qiao, Y.; Meng, F.; Zhu, H.; Liu, X. Osteogenic activity and antibacterial effect of zinc ion implanted titanium. Colloids Surf. B: Biointerfaces 2014, 117, 158–165. [Google Scholar] [CrossRef] [PubMed]
- Visai, L.; De Nardo, L.; Punta, C.; Melone, L.; Cigada, A.; Imbriani, M.; Arciola, C.R. Titanium oxide antibacterial surfaces in biomedical devices. Int. J. Artif. Organs 2011, 34, 929–946. [Google Scholar] [CrossRef]
- Hashimoto, K.; Irie, H.; Fujishima, A. TiO2 photocatalysis: A historical overview and future prospects. Jpn. J. Appl. Phys. 2005, 44, 8269. [Google Scholar] [CrossRef]
- Ntrouka, V.; Hoogenkamp, M.; Zaura, E.; van der Weijden, F. The effect of chemotherapeutic agents on titanium-adherent biofilms. Clin. Oral Implant. Res. 2011, 22, 1227–1234. [Google Scholar] [CrossRef]
- Mudunkotuwa, I.A.; Grassian, V.H. Citric acid adsorption on TiO2 nanoparticles in aqueous suspensions at acidic and circumneutral pH: Surface coverage, surface speciation, and its impact on nanoparticle− nanoparticle interactions. J. Am. Chem. Soc. 2010, 132, 14986–14994. [Google Scholar] [CrossRef]
- Darouiche, R.O. Treatment of infections associated with surgical implants. N. Engl. J. Med. 2004, 350, 1422–1429. [Google Scholar] [CrossRef] [PubMed]
- Rams, T.E.; Degener, J.E.; van Winkelhoff, A.J. Antibiotic resistance in human peri-implantitis microbiota. Clin. Oral Implant. Res. 2014, 25, 82–90. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Zhao, Y. Biocompatibility and antibacterial performance of titanium by surface treatment. J. Coat. Technol. Res. 2012, 9, 223–228. [Google Scholar] [CrossRef]
- Li, P.; Tong, Z.; Huo, L.; Yang, F.; Su, W. Antibacterial and biological properties of biofunctionalized nanocomposites on titanium for implant application. J. Biomater. Appl. 2016, 31, 205–214. [Google Scholar] [CrossRef] [PubMed]
- Lu, T.; Qiao, Y.; Liu, X. Surface modification of biomaterials using plasma immersion ion implantation and deposition. Interface Focus 2012, 2, 325–336. [Google Scholar] [CrossRef]
- Brohede, U.; Forsgren, J.; Roos, S.; Mihranyan, A.; Engqvist, H.; Strømme, M. Multifunctional implant coatings providing possibilities for fast antibiotics loading with subsequent slow release. J. Mater. Sci. Mater. Med. 2009, 20, 1859–1867. [Google Scholar] [CrossRef]
- Kang, B.-M.; Jeong, W.-J.; Park, G.-C.; Yoon, D.-J.; Ahn, H.-G.; Lim, Y.-S. The characteristics of an antibacterial TiAgN thin film coated by physical vapor deposition technique. J. Nanosci. Nanotechnol. 2015, 15, 6020–6023. [Google Scholar] [CrossRef]
- Kośmider, K.; Fernández-Rossier, J. Electronic properties of the MoS 2-WS 2 heterojunction. Phys. Rev. B 2013, 87, 075451. [Google Scholar] [CrossRef]
- Xu, J.; Li, Y.; Zhou, X.; Li, Y.; Gao, Z.D.; Song, Y.Y.; Schmuki, P. Graphitic C3N4-Sensitized TiO2 Nanotube Layers: A Visible-Light Activated Efficient Metal-Free Antimicrobial Platform. Chem. –A Eur. J. 2016, 22, 3947–3951. [Google Scholar] [CrossRef]
- Coradin, T.; Boissière, M.; Livage, J. Sol-gel chemistry in medicinal science. Curr. Med. Chem. 2006, 13, 99–108. [Google Scholar] [CrossRef]
- Hardes, J.; Streitburger, A.; Ahrens, H.; Nusselt, T.; Gebert, C.; Winkelmann, W.; Battmann, A.; Gosheger, G. The influence of elementary silver versus titanium on osteoblasts behaviour in vitro using human osteosarcoma cell lines. Sarcoma 2007, 2007, 26539. [Google Scholar] [CrossRef] [PubMed]
- Abbas, N.M.; Solomon, D.G.; Bahari, M.F. A review on current research trends in electrical discharge machining (EDM). Int. J. Mach. Tools Manuf. 2007, 47, 1214–1228. [Google Scholar] [CrossRef]
- Kang, S.H.; Kim, D.E. Investigation of EDM characteristics of nickel-based heat resistant alloy. KSME Int. J. 2003, 17, 1475–1484. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Sethi, B. Surface modification by electrical discharge machining: A review. J. Mater. Process. Technol. 2009, 209, 3675–3687. [Google Scholar] [CrossRef]
- Tanjilul, M.; Ahmed, A.; Kumar, A.S.; Rahman, M. A study on EDM debris particle size and flushing mechanism for efficient debris removal in EDM-drilling of Inconel 718. J. Mater. Process. Technol. 2018, 255, 263–274. [Google Scholar] [CrossRef]
- Abu Qudeiri, J.E.; Mourad, A.-H.I.; Ziout, A.; Abidi, M.H.; Elkaseer, A. Electric discharge machining of titanium and its alloys. Int. J. Adv. Manuf. Technol. 2018, 96, 1319–1339. [Google Scholar] [CrossRef]
- Kumar, A.; Mandal, A.; Dixit, A.R.; Das, A.K. Performance evaluation of Al2O3 nano powder mixed dielectric for electric discharge machining of Inconel 825. Mater. Manuf. Process. 2018, 33, 986–995. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Mohan, B. A review on influence of electrical process parameters in EDM process. Arch. Civ. Mech. Eng. 2015, 15, 87–94. [Google Scholar] [CrossRef]
- Chakraborty, S.; Dey, V.; Ghosh, S. A review on the use of dielectric fluids and their effects in electrical discharge machining characteristics. Precis. Eng. 2015, 40, 1–6. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Bigot, S.; Ivanov, A.; Popov, K. Micro-EDM—recent developments and research issues. J. Mater. Process. Technol. 2004, 149, 50–57. [Google Scholar] [CrossRef]
- Lim, H.; Wong, Y.; Rahman, M.; Lee, M.E. A study on the machining of high-aspect ratio micro-structures using micro-EDM. J. Mater. Process. Technol. 2003, 140, 318–325. [Google Scholar] [CrossRef]
- Mohanty, S.; Kumar, V.; Das, A.K.; Dixit, A.R. Surface modification of Ti-alloy by micro-electrical discharge process using tungsten disulphide powder suspension. J. Manuf. Process. 2019, 37, 28–41. [Google Scholar] [CrossRef]
- Raju, L.; Hiremath, S.S. A state-of-the-art review on micro electro-discharge machining. Procedia Technol. 2016, 25, 1281–1288. [Google Scholar] [CrossRef]
- Kunieda, M.; Lauwers, B.; Rajurkar, K.P.; Schumacher, B.M. Advancing EDM through fundamental insight into the process. CIRP Ann. 2005, 54, 64–87. [Google Scholar] [CrossRef]
- Kieswetter, K.; Schwartz, Z.; Dean, D.; Boyan, B. The role of implant surface characteristics in the healing of bone. Crit. Rev. Oral Biol. Med. 1996, 7, 329–345. [Google Scholar] [CrossRef]
- Buser, D.; Schenk, R.; Steinemann, S.; Fiorellini, J.; Fox, C.; Stich, H. Influence of surface characteristics on bone integration of titanium implants. A histomorphometric study in miniature pigs. J. Biomed. Mater. Res. Part A 1991, 25, 889–902. [Google Scholar] [CrossRef]
- Jahan, M.P.; Kakavand, P.; Alavi, F. A comparative study on micro-electro-discharge-machined surface characteristics of Ni-Ti and Ti-6Al-4V with respect to biocompatibility. Procedia Manuf. 2017, 10, 232–242. [Google Scholar] [CrossRef]
- Kiran, P.; Mohanty, S.; Das, A.K. Surface modification through sustainable micro-EDM process using powder mixed bio-dielectrics. Mater. Manuf. Process. 2022, 37, 640–651. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Q.; Zhu, G.; Zhang, J. Effects of tool electrode size on surface characteristics in micro-EDM. Int. J. Adv. Manuf. Technol. 2018, 96, 3909–3916. [Google Scholar] [CrossRef]
- Shah, M.S.; Saha, P. Investigation on performance characteristics of micro-EDM dressing for the fabrication of micro-rod (s) on Ti-6Al-7Nb biomedical material. Mach. Sci. Technol. 2021, 25, 398–421. [Google Scholar] [CrossRef]
- Murali, M.; Yeo, S. Rapid biocompatible micro device fabrication by micro electro-discharge machining. Biomed. Microdevices 2004, 6, 41–45. [Google Scholar] [CrossRef] [PubMed]
- Davis, R.; Singh, A.; Debnath, K.; Sabino, R.M.; Popat, K.; Soares, P.; Keshri, A.K.; Borgohain, B. Enhanced Micro-Electric Discharge Machining-Induced Surface Modification on Biomedical Ti-6Al-4V Alloy. J. Manuf. Sci. Eng. 2022, 144, 71002. [Google Scholar] [CrossRef]
- Joshi, A.Y.; Joshi, A.Y. A systematic review on powder mixed electrical discharge machining. Heliyon 2019, 5, e02963. [Google Scholar] [CrossRef] [PubMed]
- Al-Amin, M.; Abdul Rani, A.M.; Abdu Aliyu, A.A.; Abdul Razak, M.A.H.; Hastuty, S.; Bryant, M.G. Powder mixed-EDM for potential biomedical applications: A critical review. Mater. Manufac. Process. 2020, 35, 1789–1811. [Google Scholar] [CrossRef]
- Chow, H.-M.; Yang, L.-D.; Lin, C.-T.; Chen, Y.-F. The use of SiC powder in water as dielectric for micro-slit EDM machining. J. Mater. Process. Technol. 2008, 195, 160–170. [Google Scholar] [CrossRef]
- Zhao, F. Research on effecting mechanism of particles in powder-mixed EDM. J. Dalian Univ. Technol. 2005, 45, 668–671. [Google Scholar]
- Prakash, C.; Kansal, H.K.; Pabla, B.; Puri, S. Powder mixed electric discharge machining: An innovative surface modification technique to enhance fatigue performance and bioactivity of β-Ti implant for orthopedics application. J. Comput. Inf. Sci. Eng. 2016, 16, 41006. [Google Scholar] [CrossRef]
- Assarzadeh, S.; Ghoreishi, M. A dual response surface-desirability approach to process modeling and optimization of Al2O3 powder-mixed electrical discharge machining (PMEDM) parameters. Int. J. Adv. Manuf. Technol. 2013, 64, 1459–1477. [Google Scholar] [CrossRef]
- Hourmand, M.; Sarhan, A.A.; Farahany, S.; Sayuti, M. Microstructure characterization and maximization of the material removal rate in nano-powder mixed EDM of Al-Mg2Si metal matrix composite—ANFIS and RSM approaches. Int. J. Adv. Manuf. Technol. 2019, 101, 2723–2737. [Google Scholar] [CrossRef]
- Gudur, S.; Potdar, V. Effect of silicon carbide powder mixed EDM on machining characteristics of SS 316L materialexperimentation. Int. J. Innov. Res. Sci. Eng. Technol. 2015, 4, 8131–8141. [Google Scholar]
- Prakash, C.; Kansal, H.; Pabla, B.; Puri, S. Experimental investigations in powder mixed electric discharge machining of Ti–35Nb–7Ta–5Zrβ-titanium alloy. Mater. Manuf. Process. 2017, 32, 274–285. [Google Scholar] [CrossRef]
- Gosai, N.D.; Joshi, A.Y. Experimental investigation and optimization of process parameters used in the silicon powder mixed electro discharge machining of Ti-6Al-4V alloy using response surface methodology. J. Manuf. Sci. Prod. 2016, 16, 21–32. [Google Scholar] [CrossRef]
- Banh, T.-L.; Nguyen, H.-P.; Ngo, C.; Nguyen, D.-T. Characteristics optimization of powder mixed electric discharge machining using titanium powder for die steel materials. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2018, 232, 281–298. [Google Scholar] [CrossRef]
- Kolli, M.; Kumar, A. Assessing the influence of surfactant and B4C powder mixed in dielectric fluid on EDM of titanium alloy. Silicon 2019, 11, 1731–1743. [Google Scholar] [CrossRef]
- Gugulothu, B.; Rao, G.K.M.; Rao, D.H. Influence of drinking water and graphite powder concentration on electrical discharge machining of Ti-6Al-4V alloy. Mater. Today Proc. 2020, 27, 294–300. [Google Scholar] [CrossRef]
- Khan, A.A.; Ali, M.Y.; Haque, M.M. A study of electrode shape configuration on the performance of die sinking EDM. Int. J. Mech. Mater. Eng. 2009, 4, 19–23. [Google Scholar]
- Öpöz, T.T.; Yaşar, H.; Murphy, M.F.; Ekmekci, N.; Ekmekci, B. Ti6Al4V Surface Modification by Hydroxyapatite Powder Mixed Electrical Discharge Machining for Medical Applications. In Proceedings of the The 18th International Conference on Machine Design and Production, Eskişehir, Turkey, 3–6 July 2018; pp. 787–802. [Google Scholar]
- Ekmekci, N.; Efe, Y. The effect of nano and micro hydroxyapatite powder additives on surface integrity in electrical discharge machining of Ti6Al4V alloy. Surf. Coat. Technol. 2022, 445, 128708. [Google Scholar] [CrossRef]
- Ekmekci, N.; Ekmekci, B. Hydroxyapatite deposition onto Ti-6Al-4V surface in powder mixed electrical discharge machining. In Proceedings of the Advanced Materials Research; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2014; pp. 205–209. [Google Scholar]
- Lamichhane, Y.; Singh, G.; Bhui, A.S.; Mukhiya, P.; Kumar, P.; Thapa, B. Surface modification of 316L SS with HAp nano-particles using PMEDM for enhanced biocompatibility. Mater. Today Proc. 2019, 15, 336–343. [Google Scholar] [CrossRef]
- Sharma, G.; Kumar, K.; Satsangi, P.; Sharma, N. Surface modification of biodegradable Mg-4Zn alloy using PMEDM: An experimental investigation, optimization and corrosion analysis. Innov. Res. BioMedical Eng. 2021, 43, 456–469. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pabla, B.; Uddin, M. Synthesis, characterization, corrosion and bioactivity investigation of nano-HA coating deposited on biodegradable Mg-Zn-Mn alloy. Surf. Coat. Technol. 2018, 346, 9–18. [Google Scholar] [CrossRef]
- Bains, P.S.; Bahraminasab, M.; Sidhu, S.S.; Singh, G. On the machinability and properties of Ti–6Al–4V biomaterial with n-HAp powder–mixed ED machining. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2020, 234, 232–242. [Google Scholar] [CrossRef]
- Abdul-Rani, A.M.; Nanimina, A.M.; Ginta, T.L. Surface morphology and corrosion behavior in nano PMEDM. In Smart Materials Technologies; Trans Tech Publications Ltd.: Bäch SZ, Switzerland, 2017; Volume 724, pp. 61–65. [Google Scholar] [CrossRef]
- Biswal, S.; Tripathy, S.; Tripathy, D. Machining performance analysis for PMEDM of biocompatible material Ti-6Al-7Nb alloy: A machine learning approach. Mater. Lett. 2022, 320, 132337. [Google Scholar] [CrossRef]
- Murray, J.; Algodi, S.J.; Fay, M.W.; Brown, P.D.; Clare, A.T. Formation mechanism of electrical discharge TiC-Fe composite coatings. J. Mater. Process. Technol. 2017, 243, 143–151. [Google Scholar] [CrossRef]
- Singh, A.K.; Kumar, S.; Singh, V. Effect of the addition of conductive powder in dielectric on the surface properties of superalloy Super Co 605 by EDM process. Int. J. Adv. Manuf. Technol. 2015, 77, 99–106. [Google Scholar] [CrossRef]
- Das, A.; Jain, N.K. Investigations on tool wear and material deposition aspects of TiC coating on aluminium by electro discharge coating process. Int. J. Manuf. Technol. Manag. 2013, 27, 251–262. [Google Scholar] [CrossRef]
- Gill, A.S.; Kumar, S. Surface alloying of H11 die steel by tungsten using EDM process. Int. J. Adv. Manuf. Technol. 2015, 78, 1585–1593. [Google Scholar] [CrossRef]
- Janmanee, P.; Muttamara, A. Surface modification of tungsten carbide by electrical discharge coating (EDC) using a titanium powder suspension. Appl. Surf. Sci. 2012, 258, 7255–7265. [Google Scholar] [CrossRef]
- Das, A.; Misra, J.P. Experimental investigation on surface modification of aluminum by electric discharge coating process using TiC/Cu green compact tool-electrode. Mach. Sci. Technol. 2012, 16, 601–623. [Google Scholar] [CrossRef]
- Tyagi, R.; Mahto, N.K.; Das, A.K.; Mandal, A. Preparation of MoS2+ Cu coating through the EDC process and its analysis. Surf. Eng. 2020, 36, 86–93. [Google Scholar] [CrossRef]
- Liew, P.J.; Yap, C.Y.; Wang, J.; Zhou, T.; Yan, J. Surface modification and functionalization by electrical discharge coating: A comprehensive review. Int. J. Extrem. Manuf. 2020, 2, 012004. [Google Scholar] [CrossRef]
- Gill, A.S.; Kumar, S. Surface roughness and microhardness evaluation for EDM with Cu–Mn powder metallurgy tool. Mater. Manuf. Process. 2016, 31, 514–521. [Google Scholar] [CrossRef]
- Moro, T.; Goto, A.; Mohri, N.; Saito, N.; Matsukawa, K.; Miyake, H. Surface modification process by electrical discharge machining with TiC semi-sintered electrode. Jpn. Soc. Precis. Eng. 2001, 67, 114–119. [Google Scholar] [CrossRef]
- Gangadhar, A.; Shunmugam, M.; Philip, P. Surface modification in electrodischarge processing with a powder compact tool electrode. Wear 1991, 143, 45–55. [Google Scholar] [CrossRef]
- Tsai, H.; Yan, B.; Huang, F. EDM performance of Cr/Cu-based composite electrodes. Int. J. Mach. Tools Manuf. 2003, 43, 245–252. [Google Scholar] [CrossRef]
- Samuel, M.; Philip, P. Power metallurgy tool electrodes for electrical discharge machining. Int. J. Mach. Tools Manuf. 1997, 37, 1625–1633. [Google Scholar] [CrossRef]
- Mohri, N.; Saito, N.; Tsunekawa, Y.; Kinoshita, N. Metal surface modification by electrical discharge machining with composite electrode. CIRP Ann. 1993, 42, 219–222. [Google Scholar] [CrossRef]
- Tsunekawa, Y.; Okumiya, M.; Mohri, N.; Takahashi, I. Surface modification of aluminum by electrical discharge alloying. Mater. Sci. Eng. A 1994, 174, 193–198. [Google Scholar] [CrossRef]
- Aliyu, A.A.A.; Abdul-Rani, A.M.; Ginta, T.L.; Prakash, C.; Axinte, E.; Razak, M.A.; Ali, S. A review of additive mixed-electric discharge machining: Current status and future perspectives for surface modification of biomedical implants. Adv. Mater. Sci. Eng. 2017, 2017, 8723239. [Google Scholar] [CrossRef]
- Chen, H.-J.; Wu, K.-L. Electrical Discharge Coating Process with Sintered TiN Electrodes. Int. Conf. Mach. Mater. Mech. Technol. 2014, 1–16. [Google Scholar]
- Chen, H.-J.; Wu, K.-L.; Yan, B.-H. Characteristics of Al alloy surface after EDC with sintered Ti electrode and TiN powder additive. Int. J. Adv. Manuf. Technol. 2014, 72, 319–332. [Google Scholar] [CrossRef]
- Chen, H.-J.; Wu, K.-L.; Yan, B.-H. Dry electrical discharge coating process on aluminum by using titanium powder compact electrode. Mater. Manuf. Process. 2013, 28, 1286–1293. [Google Scholar] [CrossRef]
- Huang, T.-S.; Hsieh, S.-F.; Chen, S.-L.; Lin, M.-H.; Ou, S.-F.; Chang, W.-T. Surface modification of TiNi-based shape memory alloys by dry electrical discharge machining. J. Mater. Process. Technol. 2015, 221, 279–284. [Google Scholar] [CrossRef]
- Łyczkowska-Widłak, E.; Lochyński, P.; Nawrat, G. Electrochemical polishing of austenitic stainless steels. Materials 2020, 13, 2557. [Google Scholar] [CrossRef]
- Kao, P.; Hocheng, H. Optimization of electrochemical polishing of stainless steel by grey relational analysis. J. Mater. Process. Technol. 2003, 140, 255–259. [Google Scholar] [CrossRef]
- Basmaci, G.; Ay, M. Optimization of cutting parameters, condition and geometry in turning AISI 316L stainless steel using the Grey-based Taguchi method. Acta Phys. Pol. A 2017, 131, 354–359. [Google Scholar] [CrossRef]
- Habibzadeh, S.; Li, L.; Shum-Tim, D.; Davis, E.C.; Omanovic, S. Electrochemical polishing as a 316L stainless steel surface treatment method: Towards the improvement of biocompatibility. Corros. Sci. 2014, 87, 89–100. [Google Scholar] [CrossRef]
- Lee, S.-J.; Lai, J.-J. The effects of electropolishing (EP) process parameters on corrosion resistance of 316L stainless steel. J. Mater. Process. Technol. 2003, 140, 206–210. [Google Scholar] [CrossRef]
- Yang, G.; Wang, B.; Tawfiq, K.; Wei, H.; Zhou, S.; Chen, G. Electropolishing of surfaces: Theory and applications. Surf. Eng. 2017, 33, 149–166. [Google Scholar] [CrossRef]
- Tam, S.; Loh, N.; Mah, C.; Loh, N. Electrochemical polishing of biomedical titanium orifice rings. J. Mater. Process. Technol. 1992, 35, 83–91. [Google Scholar] [CrossRef]
- Alekseev, Y.G.; Korolyov, A.Y.; Niss, V.; Parshuta, A. Electrolytic-Plasma Treatment of Inner Surface of Tubular Products. Sci. Tech. 2016, 15, 61–68. [Google Scholar] [CrossRef]
- Aliakseyeu, Y.G.; Korolyov, A.Y.; Niss, V.; Parshuto, A.; Budnitskiy, S.A. The Use of Pulsed Modes in the Electrochemical Polishing of Corrosion-Resistant Steels. Sci. Tech. 2019, 18, 200–208. [Google Scholar] [CrossRef]
- Haidopoulos, M.; Turgeon, S.; Sarra-Bournet, C.; Laroche, G.; Mantovani, D. Development of an optimized electrochemical process for subsequent coating of 316 stainless steel for stent applications. J. Mater. Sci. Mater. Med. 2006, 17, 647–657. [Google Scholar] [CrossRef] [PubMed]
- Löber, L.; Flache, C.; Petters, R.; Kühn, U.; Eckert, J. Comparison of different post processing technologies for SLM generated 316l steel parts. Rapid Prototyp. J. 2013. [Google Scholar] [CrossRef]
- Lyczkowska-Widlak, E.; Lochynski, P.; Nawrat, G.; Chlebus, E. Comparison of electropolished 316L steel samples manufactured by SLM and traditional technology. Rapid Prototyp. J. 2018, 25, 566–580. [Google Scholar] [CrossRef]
- Shahryari, A.; Omanovic, S.; Szpunar, J.A. Electrochemical formation of highly pitting resistant passive films on a biomedical grade 316LVM stainless steel surface. Mater. Sci. Eng. C 2008, 28, 94–106. [Google Scholar] [CrossRef]
- Natsu, W.; Ikeda, T.; Kunieda, M. Generating complicated surface with electrolyte jet machining. Precis. Eng. 2007, 31, 33–39. [Google Scholar] [CrossRef]
- Speidel, A.; Lutey, A.H.A.; Mitchell-Smith, J.; Rance, G.A.; Liverani, E.; Ascari, A.; Fortunato, A.; Clare, A. Surface modification of mild steel using a combination of laser and electrochemical processes. Surf. Coat. Technol. 2016, 307, 849–860. [Google Scholar] [CrossRef]
- Malik, A.; Manna, A. Investigation on the laser-assisted jet electrochemical machining process for improvement in machining performance. Int. J. Adv. Manuf. Technol. 2018, 96, 3917–3932. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Zhu, D.; McGeough, J.; Kozak, J.; De Silva, A. New developments in electro-chemical machining. CIRP Ann. 1999, 48, 567–579. [Google Scholar] [CrossRef]
- Kozak, J.; Rajurkar, K.P. Selected problems of hybrid machining processes. Part 1. Electrochemical discharge machining (ECDM/ECAM). Adv. Manuf. Sci. Technol. 2000, 24, 25–50. [Google Scholar]
- Malik, A.; Manna, A. Study on precision microholes using pulsed laser with jet electrochemical machining. Arab. J. Sci. Eng. 2018, 43, 4593–4608. [Google Scholar] [CrossRef]
- Pajak, P.; Desilva, A.K.; Harrison, D.K.; Mcgeough, J. Precision and efficiency of laser assisted jet electrochemical machining. Precis. Eng. 2006, 30, 288–298. [Google Scholar] [CrossRef]
- Malik, A.; Manna, A.; Prakash, C.; Singh, S. Laser-Assisted Jet Electrochemical Machining of Titanium-Based Biomedical Alloy. In Biomanufacturing; Springer: Berlin/Heidelberg, Germany, 2019; pp. 185–203. [Google Scholar]
- Zhang, H.; Xu, J.; Wang, J. Investigation of a novel hybrid process of laser drilling assisted with jet electrochemical machining. Opt. Lasers Eng. 2009, 47, 1242–1249. [Google Scholar] [CrossRef]
- Kazimierczak, P.; Przekora, A. Osteoconductive and osteoinductive surface modifications of biomaterials for bone regeneration: A concise review. Coatings 2020, 10, 971. [Google Scholar] [CrossRef]
- Bui, V.D.; Mwangi, J.W.; Meinshausen, A.-K.; Mueller, A.J.; Bertrand, J.; Schubert, A. Antibacterial coating of Ti-6Al-4V surfaces using silver nano-powder mixed electrical discharge machining. Surf. Coat. Technol. 2020, 383, 125254. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Requirements | Importance | Failure Consequences | Solution |
|---|---|---|---|
| Bone formation | Maintain bone ingrowth [26] Long-term application [21] | Excessive bone formation [27] | Appropriate morphology [23] Adding Ca and P [28] |
| Adhesion with soft tissue | Prevent bone loss [27] | Implantitis [27] Bone loss [27] Implant loosening [29] | Antibacterial coatings [30] Modification of surface topography [30] |
| Prevent biofilm formation | Prevent infections [31] | Implant dislocation [32] Poor vascularization [32] Implant infection [33] | Surface modification [33] Surface coating [34] |
| Increase wear resistance | Prevent allergy and toxicity [35] | Implant loosening [36] Release of particles [37] | Increase of hardness [36] |
| Metal | Advantage | Disadvantage |
|---|---|---|
| Stainless steel | Ductility [62] Fatigue [62] Work hardenability [62] Cost [49,62] Availability [49,62] Acceptable biocompatibility [49] | Blood compatibility [62] Bioactivity [62] Osteoconductivity [62] High elastic modulus [49] Allergic reactions [49] Corrosion resistance [49] |
| CoCr-based alloys | Better corrosion resistance [16] Better fatigue [16,49] Better wear [16,49] Long-term biocompatibility [16] | Fretting and corrosion fatigue [16] Wearing [16] Stress-shielding effect [16] Toxic [16,49] High elastic modulus [17,49] Expensive [49] |
| Ti-based alloys (α phase) | Corrosion and creep resistance [12,49] Weldability [12] | Mechanical and fatigue strength [12] |
| Ti-based alloys (α+β phase) | High strength [12] Corrosion resistance [12,49] Fatigue [12,49] | Toxic [12] |
| Ti-based alloys (β phase) | Low elastic modulus [12,49] High density [12] | Expensive [12] |
| Alloying Element | Advantages | Disadvantages |
|---|---|---|
| Titanium | Inert [49] Good corrosion resistance [66] Good connection with host bone [16] | Corrosion in long-term when pure titanium [49] Internal exposure [49] |
| Vanadium | Antidiabetic effects [49] | Body weight gain reduction and gastrointestinal discomfort [49] Effect on neurological system, blood parameters, respiratory system [16] Strong cytotoxicity [66] |
| Aluminum | Neurotoxicity (in excessive amount) [16] Alzheimer disease [66] Kidney disease and osteomalacia [49] | |
| Zirconium | Biocompatibility [66] Strengthens alloys [49] Stabilize betta phase alloys, increase recrystallization [49] Decrease in elastic modulus [49] | |
| Niobium | Good corrosion resistance [66] Good biocompatibility [66] | Toxic effect [16] Alters DNA [16] Death of immune cells [16] |
| Tantalum | Good biocompatibility [16] Corrosion resistance [66] Wear resistance [16] |
| Material | Elastic Modulus (GPa) | Tensile Strength (MPa) | Fatigue (107 Cycles/MPa) | Source |
|---|---|---|---|---|
| Cortical bone | 14.0–21.8 | 119.4–150.6 | [24,25] | |
| Ti-45Nb cast | 24.5 64.3 | 1030 522 | [52,72] [72] | |
| Ti-41.1Nb-7.1Zr | 64–66 | 463–517 | [73] | |
| Ti-36Nb-2Ta-3Zr-0.3O | 32 | 835–1180 | [12] | |
| Ti-35.5Nb-7.3Zr-5.7Ta | 55–66 55–66 | 600–650 827 | [16] [12] | |
| Ti-35.3Nb-7.1Zr-5.1Ta | 61–65 | 540–560 | [73] | |
| Ti-35Nb-7Zr-5Ta | 55 | 596 | [60] | |
| Ti-35Nb-5Ta-7Zr-0.4O | 66 | 1010 | [60] | |
| Ti-35Nb-4Sn | 42–55 | 500 | [52,74] | |
| Ti-35Nb-2Ta-3Zr | 48 | 500–800 | [52,75,76] | |
| Ti-29Nb-13Ta-7.1Zr | 55 | [60] | ||
| Ti-29Nb-13Ta-6Sn | 74 | [60] | ||
| Ti-29Nb-13Ta-4.6Zr aged | 80 | 911 | [12] | |
| Ti-29Nb-13Ta-4.6Zr | 65 | 911 | [60] | |
| Ti-29Nb-13Ta-4.6Sn | 66 | [60] | ||
| Ti-29Nb-13Ta-4.5Zr | 65 | [60] | ||
| Ti-29Nb-13Ta-4Mo | 74 | [60] | ||
| Ti-29Nb-13Ta-2Sn | 62 | [60] | ||
| Ti-28Nb-13Zr-0.5Fe | 58 | [52,77] | ||
| Ti-24Nb-4Zr-8Sn (hot rolled) (Hot forged) | 46 55 | 830 755 | [12] [12] | |
| Ti-24Nb-0.5O | 54 | 810 | [12] | |
| Ti-24Nb-0.5N | 43 | 665 | [12] | |
| Ti-23Nb-0.7Ta-2Zr-1.2O | 60 | 880 | [12] | |
| Ti-23Nb-0.7Ta-2Zr | 55 | 400 | [12] | |
| Ti-16Nb-13Ta-4Mo | 91 | [60] | ||
| Ti-16Nb-10Hf | 81 81 | 850 851 | [16] [12] | |
| Ti-15Mo-5Zr-3Al (ST) aged (ST) | 80 80 | 1060–1100 852 | [12,60] [12] | |
| Ti-15Mo-5Zr-3Al | 82 75–88 | 880–980 | 560–640 | [60] [16] |
| Ti-15Mo-2.8Nb-0.2Si-0.26O (21SRx) (annealed) | 83 83 | 980–1000 979–999 | [16] [12] | |
| Ti-15Mo (annealed) | 78 78 | 800 874 | [16] [12] | |
| Ti-13Nb-13Zr (aged) | 77–84 79–84 79–84 | 973–1037 970–1040 973–1037 | 500 | [60] [16] [12] |
| Ti-12Mo-6Zr-2Fe (annealed) | 74–85 | 1060–1100 | 490 | [12,16,60] |
| Ti-12Mo-5Ta | 74 | 490–1000 | [52,78] | |
| Ti-12Mo-3Nb | 105 | [52] | ||
| Ti-12Cr | 65 | 760 | [12] | |
| Ti-10Fe-10Ta-4Zr | - | 1092 | [12] | |
| Ti-9Mn | 94 | 1048 | [12] | |
| Ti-7.5Mo | 55 | [52,79] | ||
| Ti-6Al-7Nb | 110 105 | 900–1050 860 | 500–600 | [60] [12,16] |
| Ti-6Al-4V (annealed) ELI (mill annealed) | 110–112 110 110–114 101–110 | 860–965 930 895–930 860–965 | 500/330/610 | [60] [16] [12] [61] |
| Ti-6Mn-4Mo | 1105 | 89 | [12] | |
| Ti-5Al-1.5B | 110 | [60] | ||
| Ti-5Al-2.5Fe | 110 110 | 1020 900 | 580 | [60] [12,16,49] |
| Ti-3Al-2.5V | 100 | 690 | [12,16] | |
| Ti-(10-80)Nb | 65–93 | 900–1030 | [16] | |
| Ti-(70-80)Ta | 80–100 | 600–650 | [16] | |
| Ti-Ta | 67–69 | 510–690 | [80] | |
| Ti-Ta-Nb/Nb/Sn | 40–100 | 700–1000 | [16] | |
| Ti-Zr-Nb-Ta | 46–58 | 650–1000 | [16] | |
| TNZT | 265 | [16] | ||
| TNZT-0.4O | 450 | [16] | ||
| CP Ti | 100 | 240–550 | 430 | [12,49,60] |
| CP Ta | 200 | [60] | ||
| AISI 316L | 210 | [60] | ||
| CoCr (Cast) | 240 | [60] | ||
| CoCrMo alloys (Cast) (Wrought) | 240 | 900–1540 | 200–300 400–500 | [16] |
| 316L Stainless steel | 200 | 540–1000 | 300 | [16] |
| Ti alloys | 105–125 | 900 | [16] | |
| Mg alloys | 40–45 | 100–250 | [16] | |
| NiTi | 30–50 | 1355 | [16,60] |
| Advantages | Disadvantages |
|---|---|
|
|
| Authors | Alloy | Outcomes |
|---|---|---|
| Singh and Dahotre [95] | AISI 316 L stainless steel |
|
| Akgün et al. [96] |
AISI 304 L stainless steel |
|
| Sun et al. [97] | CP titanium (ASTM grade 2) |
|
| Braga et al. [98] | Pure Ti |
|
| Hao et al. [99,100] | Ti-6Al-4V |
|
| Authors | Alloy | Outcomes |
|---|---|---|
| Weerasinghe et al. [108] | AISI 316 L stainless steel |
|
| Li et al. [109] | UNS S31254 austenitic stainless |
|
| Dinda et al. [110] | Ti-6Al-4V |
|
| Molian and Hualun [111] | Ti-6Al-4V |
|
| Meng et al. [112] | Ti-6Al-4V |
|
| Authors | Alloy | Outcomes |
|---|---|---|
| Lakhkar et al. [123] | AISI 4140 steel |
|
| E. Vuorinen al. [124] | Silicon and chromium alloyed steel |
|
| Tianmin et al. [125] | 2Cr13 stainless steel |
|
| Xiu-bo et al. [126] | Gray cast iron |
|
| Authors | Alloy | Alloying Element | Outcomes |
|---|---|---|---|
| McCafferty and Moore [139] | 304 stainless steel | Molybdenum (Mo) | Passivation current density decreased; chromium content was increased |
| Anjos et al. [140] | Carbon steel | Molybdenum (Mo) | Worse homogeneous quality of coating and worse corrosion resistance than LSC treatment |
| Akgün et al. [96] | 304 L austenitic stainless steel | Molybdenum (Mo) and tantalum (Ta) | Enhancement in pitting corrosion resistance Reduction in sample’s weight, as a result of specimen’s immersion in FeCl3∙6H2O solution |
| Kwok et al. [141,142] | UNS S31603 stainless steel | C, Co, Cr, Mn, Mo, Ni and Si | Enhancement in corrosion resistance, but it depends on the concentration of the additive material |
| Weerasinghe et al. [143] | CP titanium and Ti-5.5AI3.5Snr3Zr | Nitrogen and nitrogen–argon mixtures | Favorable corrosion resistance, but rough and brittle surface |
| Nwobu et al. [144] | CP Ti | Ar–N2 gas mixtures | Highest surface hardness values at 50–100 vol% N2 atmospheres; nonhomogeneous coating along the surface |
| Authors | Alloy | Outcomes |
|---|---|---|
| Zhang R. et al. [164] | NiTi alloy |
|
| Sealy M. P. et al. [153] | MgCa alloy |
|
| Ge, Mao-Zhong and Xiang, Jian-Yun [155] | AZ31B Mg alloy |
|
| Zhang R. et al. [154] | AZ31B Mg alloy |
|
| Authors | Method Used | In Vivo/In Vitro | Material Used | Outcomes |
|---|---|---|---|---|
| Rotaru et al. [165] | Selective laser melting (SLM) | In vivo | Ti6Al7Nb | This method does not produce any adverse reactions and can be considered as biologically tolerated over the course of 3 months The addition of the hydroxyapatite powder showed better results in terms of improving the osteoconductive properties |
| Souza et al. [166] | Laser beam (LS) combined with sodium silicate deposition (SS). | In vivo | Titanium alloys | Surface results for these methods were compared with the commercially available titanium implant (MS) and with the surface modified by dual acid-etching method (AS). Topographic performance was done on 60 implants before and after the surgery; these implants were embedded to 30 rabbits, and in vivo tests were conducted at 30, 60, and 90 days after the operation; the results have shown that the LS and SS methods procure higher osseointegration degrees and present better bone-implant interaction |
| Chikarakara et al. [167] | CO2 LSM in an argon gas atmosphere | In vitro | Ti6Al7Nb | Compared with the nonprocessed alloy, laser-fabricated Ti-6Al-4V alloy surfaces dramatically improved cellular growth, adhesion, and viability Samples with an average roughness value in the range from 1.39 to 2.73 µm were created, as opposed to the nonlaser-treated samples’ roughness of 0.56 µm |
| Guan et al. [168] | Laser beam | In vitro | Mg-6Gd-0.6Ca | After laser beam treatment, mostly α Mg emerged as the new solidification microstructure. Moreover, the corrosion rate decreased drastically in comparison with the untreated surface; the number of galvanic couples have also reduced noticeably; lastly, laser surface modification demonstrated better biocompatibility in terms of improving adhesion property and showing good proliferation capacity |
| Paital et al. [169] | Laser induced melting | In vitro | Ti–6Al–4V | Laser surface modification showed better biocompatibility, by enhanced cytoskeleton organization and the presence of biocompatible phases on the surface |
| Silane Anchor | Catechol Anchor | Phosphor-Based Anchor |
|---|---|---|
|
|
| Plasma spray technology |
|
| Plasma immersion ion implantation and deposition (PIII and D) |
|
| Physical vapor deposition |
|
| Graphene and its derivatives |
|
| Chemical Vapor Deposition (CVD) | Sol-Gel | Nitride (N) Coating |
|---|---|---|
|
|
|
| Authors | Key Findings |
|---|---|
| Tanjilul et al. [213] |
|
| Abu et al. [214] |
|
| Kumar et al. [215] |
|
| Muthuramalingam and Mohan [216] |
|
| Chakraborty et al. [217] |
|
| Authors | Sample Materials | Outcomes |
|---|---|---|
| Jahan et al. [225] | NiTi shape-memory alloy (SMA) |
|
| Kiran et al. [226] | Ti6Al4V |
|
| Wang et al. [227] | Ti6Al4V |
|
| Shah and Saha [228] | Ti-6Al-7Nb |
|
| Murali and Yeo [229] | Ti6Al4V |
|
| Davis et al. [230] | Ti6Al4V |
|
| Powder Material | Key Findings |
|---|---|
| Aluminum (Al) | Final shape improvement, TWR reduction, mirror surface finish [237] |
| Silicon Carbide (SiC) | Surface roughness, TWR and MRR increase [238] |
| Chromium (Cr) | Machining efficiency improvement, electrode WR reduction |
| Silicon (Si) | Surface roughness reduction [239,240] |
| Titanium (Ti) | Increase in surface hardness, less microcracks observed [241] |
| Tungsten (W) | Increase in surface microhardness, part life increase |
| Boron Carbide (B4C) | Machining efficiency and MRR improvement [242] |
| Graphite (Gr/C) | Electrical conductivity increase, TWR reduction and MRR improvement [243] |
| Molybdenum (Mo) | Increase in tensile strength and conductivity |
| Alumina (Al2O3) | Improvement in topography and surface finish |
| Carbon nanotubes (CNTs) | Surface roughness, surface-crack size and recast layer thickness reduction |
| Authors | Powder | Biomedical Alloy | Key Findings |
|---|---|---|---|
| Lamichhane et al. [248] | Hydroxyapatite (HA) | 316 L stainless steel |
|
| Sharma et al. [249] | Mg and Zr | Mg-4Zn alloy |
|
| Prakash et al. [250] | Hydroxyapatite (HA) | Mg-Zn-Mn alloy |
|
| Bains et al. [251] | Hydroxyapatite (HA) | Ti–6Al–4V |
|
| Abdul-Rani et al. [252] | Ti-6Al-7Nb |
| |
| Biswal et al. [253] | SiC powder | Ti-6Al-7Nb |
|
| Workpiece Material | Discharge Voltage (V) | Peak Current (A) | Pulse-On Time (µs) | Pulse-Off Time (µs) | Duty Factor (%) |
|---|---|---|---|---|---|
| Alloy | 20–60 | 0.1–51 | 5–80 (ßTi) 64–200 (Ti–6Al–4V) 5–100 (Al) 50–150 (Ti-Ta) | 4–128 | 25–83 |
| Steel | 40–100 | 1–14 | 6.4–150 (AISI) 25–400 (tool) | 85–265 | 50–67 |
| Composite | 4–25 | 10–50 (MMC) | 15–45 | 20–80 | |
| Pure metal | 25–35 |
| Workpiece Material | Discharge Voltage (V) | Peak Current (A) | Pulse-On Time (µs) | Pulse-Off Time (µs) | Duty Factor (%) |
|---|---|---|---|---|---|
| Alloy | 40–270 | 2–25 | 4–1010 (Al) | 4–260 | 50–84 |
| Steel | 20–135 | 1–19 | 2–64 (Stainless) 20–30 (Die) 20–135 (AISI) | 20–392 | 30–90 |
| Composite | 4–10 | 50–250 (WC-Co) |
| Advantages | Disadvantages |
|---|---|
|
| Authors | Alloy | Outcomes |
|---|---|---|
| Haidopoulos et al. [283] | 316 stainless steel |
|
| Lober et al. [284] | 316 stainless steel |
|
| Lyczkowska-Widlak et al. [285] | 316 stainless steel |
|
| Tam et al. [280] | Grade 2 ASTM 348–83 titanium |
|
| Shahryari et al. [286] | 316 LVM stainless steel |
|
| Advantages | Disadvantages |
|---|---|
|
|
| Authors | Alloy | Outcomes |
|---|---|---|
| Malik et al. [294] |
|
|
| Pajak et al. [293] |
|
|
| Zhang et al. [295] |
|
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Omarov, S.; Nauryz, N.; Talamona, D.; Perveen, A. Surface Modification Techniques for Metallic Biomedical Alloys: A Concise Review. Metals 2023, 13, 82. https://doi.org/10.3390/met13010082
Omarov S, Nauryz N, Talamona D, Perveen A. Surface Modification Techniques for Metallic Biomedical Alloys: A Concise Review. Metals. 2023; 13(1):82. https://doi.org/10.3390/met13010082
Chicago/Turabian StyleOmarov, Salikh, Nurlan Nauryz, Didier Talamona, and Asma Perveen. 2023. "Surface Modification Techniques for Metallic Biomedical Alloys: A Concise Review" Metals 13, no. 1: 82. https://doi.org/10.3390/met13010082
APA StyleOmarov, S., Nauryz, N., Talamona, D., & Perveen, A. (2023). Surface Modification Techniques for Metallic Biomedical Alloys: A Concise Review. Metals, 13(1), 82. https://doi.org/10.3390/met13010082