
Warm Deformation at the (α + γ) Dual-Phase Region to Fabricate 2 GPa Ultrafine-Grained TRIP Steels
 , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
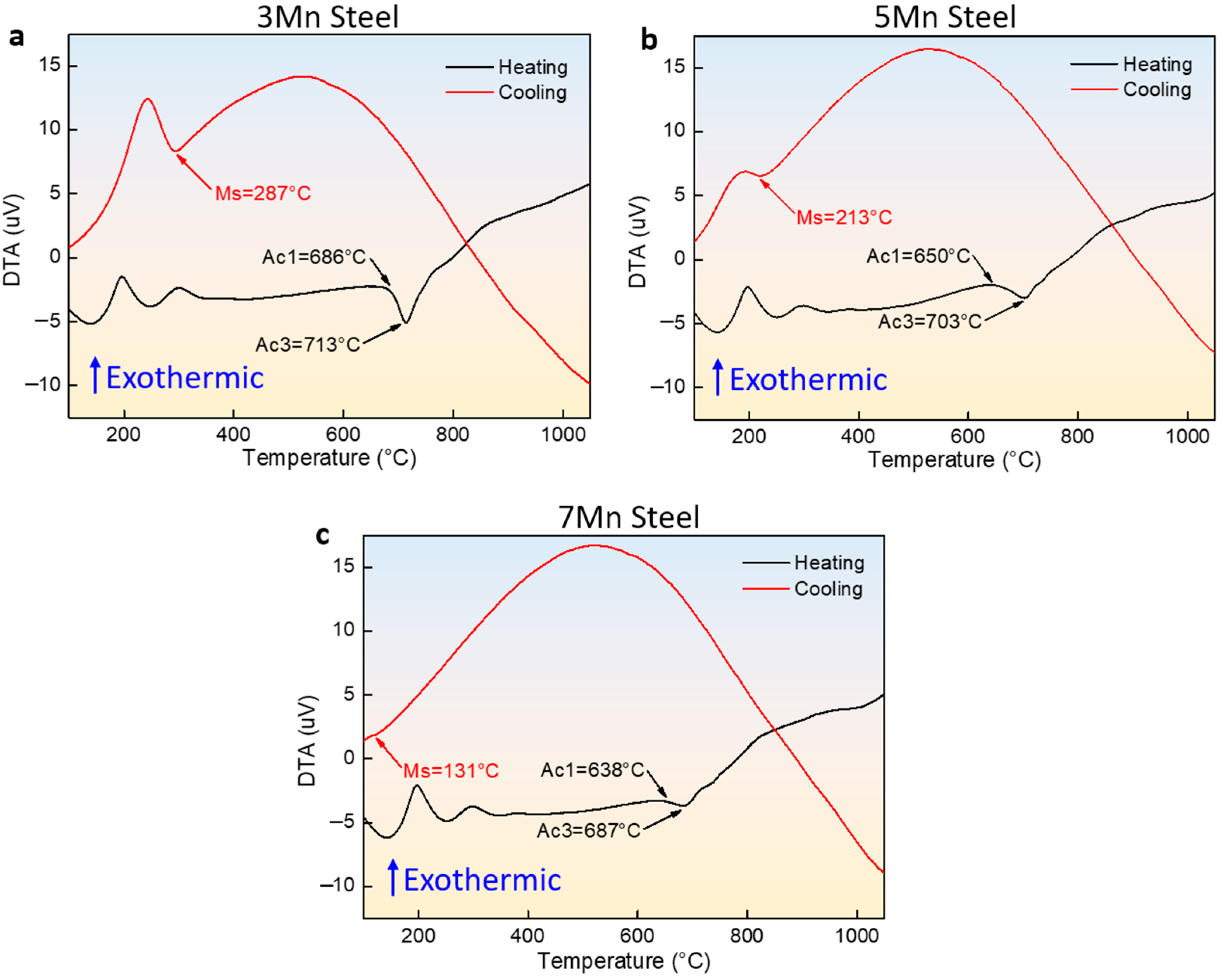
3.1. Phase Transformation Temperatures of Three Experimental Steels
3.2. Flow Behaviors of Three Steels during Hot Compressive Tests
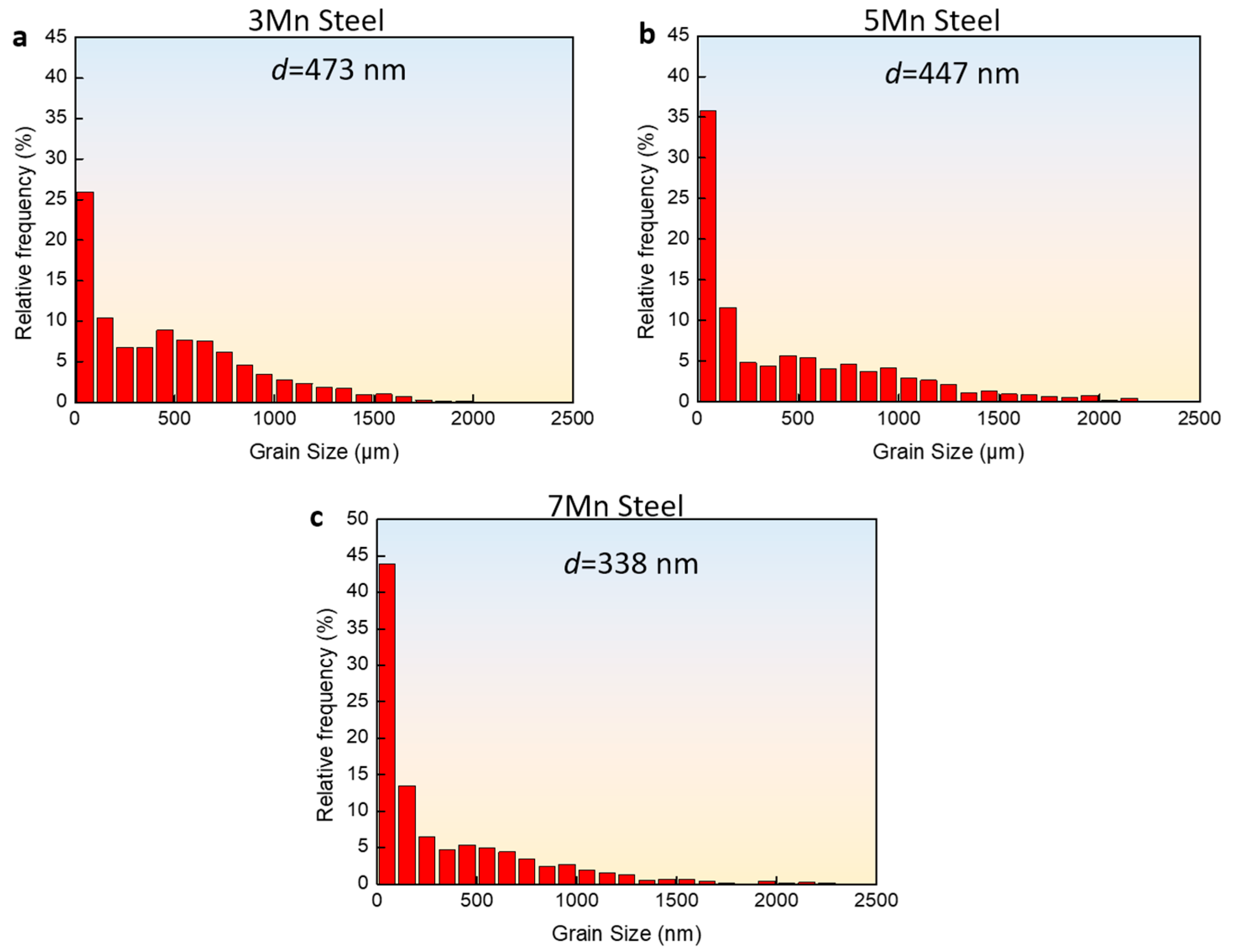
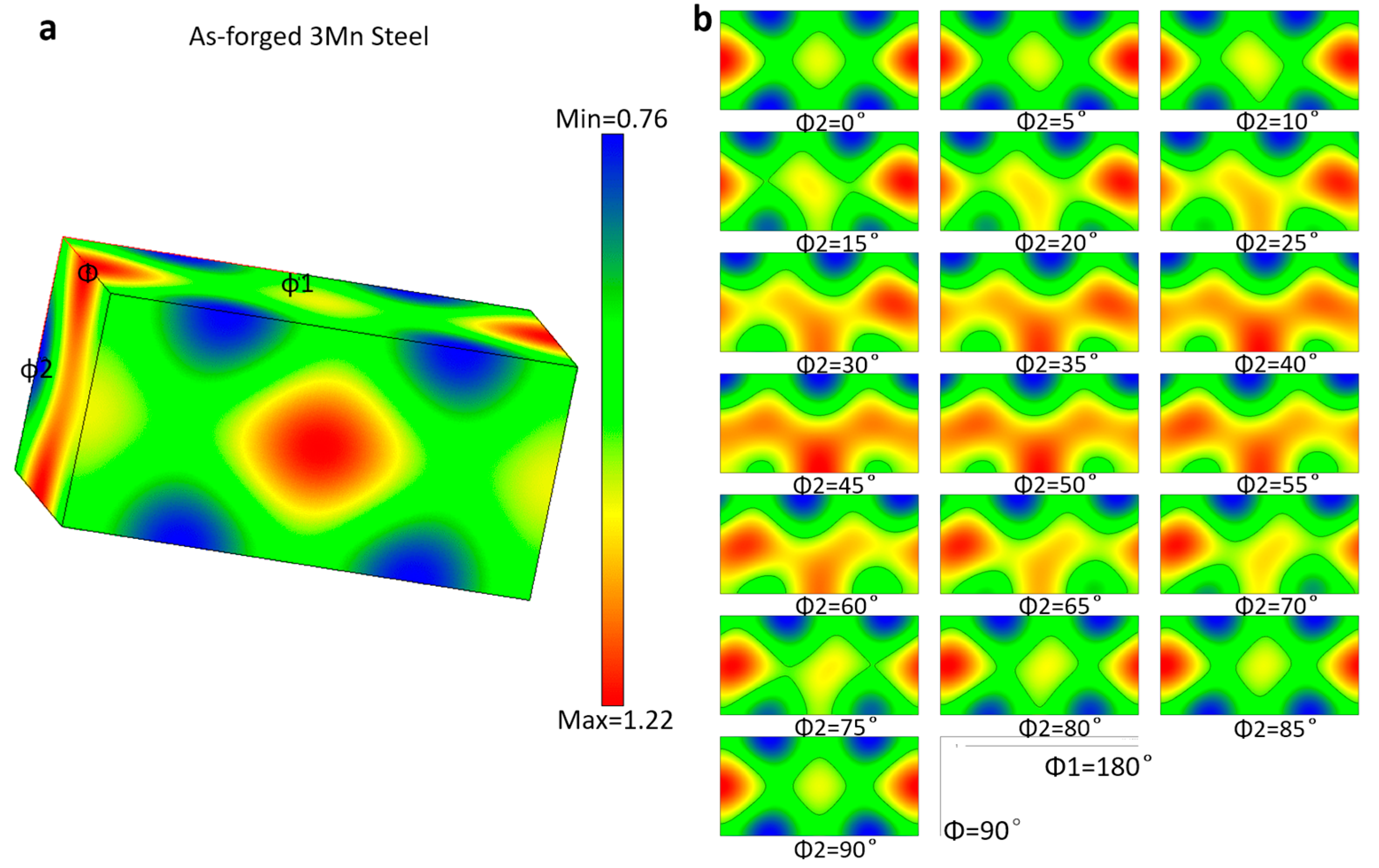
3.3. As-Forged Microstructure Characterization of Three Steels
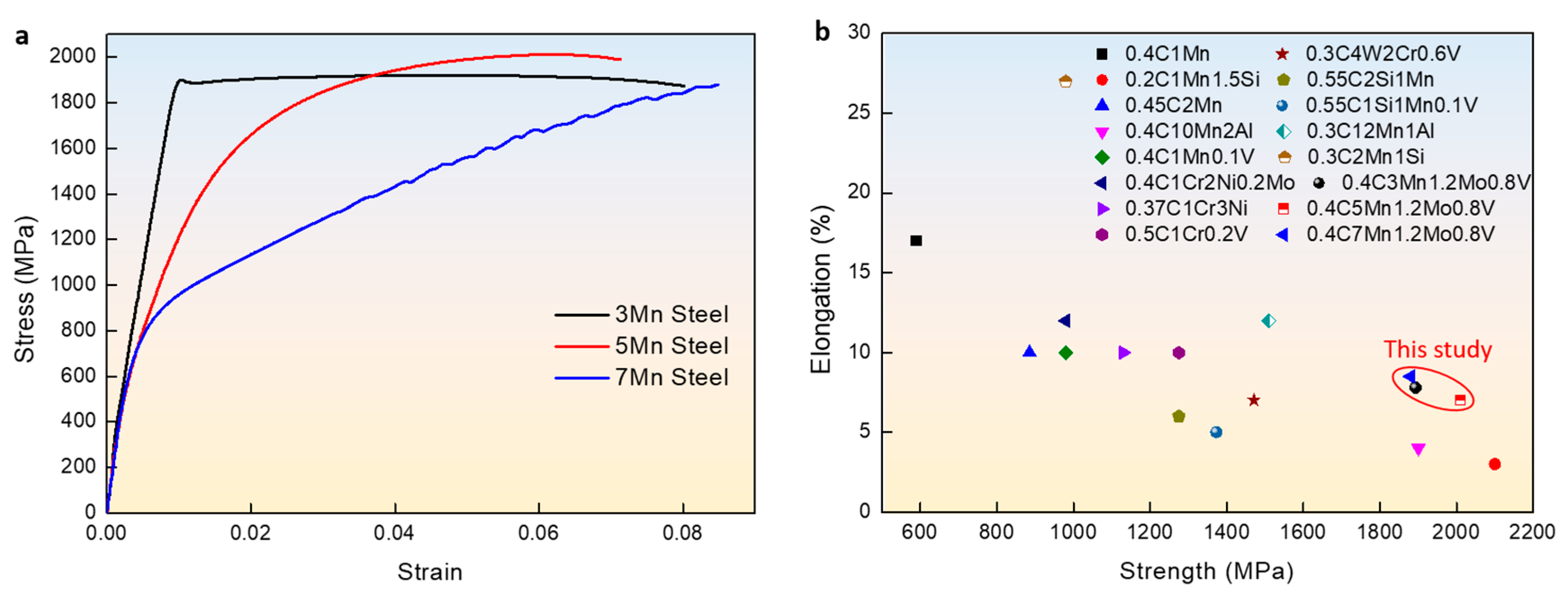
3.4. Mechanical Properties of As-Forged Steels
3.5. Microstructural Thermostability of Ultrafine-Grained Steels
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, S.; Qian, L.; Meng, J.; Li, D.; Ma, P.; Zhang, F. Simultaneously increasing both strength and ductility of Fe-Mn-C twinning-induced plasticity steel via Cr/Mo alloying. Scr. Mater. 2017, 127, 10–14. [Google Scholar] [CrossRef]
- Yang, H.K.; Tian, Y.Z.; Zhang, Z.J.; Zhang, Z.F. Simultaneously improving the strength and ductility of Fe-22Mn-0.6C twinning-induced plasticity steel via nitrogen addition. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostruct. Process. 2018, 715, 276–280. [Google Scholar] [CrossRef]
- Yang, D.P.; Du, P.J.; Wu, D.; Yi, H.L. The microstructure evolution and tensile properties of medium-Mn steel heat-treated by a two-step annealing process. J. Mater. Sci. Technol. 2021, 75, 205–215. [Google Scholar] [CrossRef]
- Danilov, V.I.; Orlova, D.V.; Gorbatenko, V.V.; Danilova, L.V.; Zuev, L.B. Kinetics of strain-induced phase transformation in TRIP steel. Mater. Lett. 2021, 301, 130289. [Google Scholar] [CrossRef]
- Han, D.; Xu, Y.; Zhang, J.; Peng, F.; Sun, W. Relationship between crystallographic orientation, microstructure characteristic and mechanical properties in cold-rolled 3.5Mn TRIP steel. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostruct. Process. 2021, 821, 141625. [Google Scholar] [CrossRef]
- Ren, P.; Chen, X.P.; Wang, C.Y.; Zhou, Y.X.; Cao, W.Q.; Liu, Q. Evolution of microstructure, texture and mechanical properties of Fe–30Mn–11Al–1.2C low-density steel during cold rolling. Mater. Charact. 2021, 174, 111013. [Google Scholar] [CrossRef]
- Zhang, B.; Zhao, M.M.; Dong, Y.; Misra, R.D.K.; Du, Y.; Wu, H.Y.; Du, L.X. On the structure-property relationship in a novel 1000 MPa hot-rolled TRIP steel with strain-assisted ferrite transformation. Mater. Sci. Eng. A 2021, 821, 141594. [Google Scholar] [CrossRef]
- Jabońska, M.; Niewielski, G.; Kawalla, R. High Manganese TWIP Steel-Technological Plasticity and Selected Properties. Solid State Phenom. 2014, 212, 87–90. [Google Scholar] [CrossRef]
- Wang, T.; Qian, L.; Li, K.; Zhang, F.; Meng, J. Strain-hardening behavior and mechanisms of a lamellar-structured low-alloy TRIP steel. Mater. Sci. Eng. A 2021, 819, 141498. [Google Scholar] [CrossRef]
- Liu, C.; Peng, Q.; Xue, Z.; Wang, S.; Yang, C. Microstructure and Mechanical Properties of Hot- Rolled and Cold-Rolled Medium-Mn TRIP Steels. Materials 2018, 11, 2242. [Google Scholar] [CrossRef]
- Kozowska, A.; Radwański, K.; Matus, K.; Samek, L.; Grajcar, A. Mechanical stability of retained austenite in aluminum-containing medium-Mn steel deformed at different temperatures. Arch. Civ. Mech. Eng. 2021, 21, 19. [Google Scholar] [CrossRef]
- Li, J.; Zhang, F. A simultaneously improved strength and ductility on medium Mn TRIP steel designed by pre-twinning strategy based on SFE controlling. Mater. Lett. 2022, 316, 132078. [Google Scholar] [CrossRef]
- Huang, C.; Huang, M. Effect of Processing Parameters on Mechanical Properties of Deformed and Partitioned (D&P) Medium Mn Steels. Metals 2021, 11, 356. [Google Scholar] [CrossRef]
- Gao, B.; Lai, Q.; Cao, Y.; Hu, R.; Xiao, L.; Pan, Z.; Liang, N.; Li, Y.; Sha, G.; Liu, M.; et al. Ultrastrong low-carbon nanosteel produced by heterostructure and interstitial mediated warm rolling. Sci. Adv. 2020, 6, eaba8169. [Google Scholar] [CrossRef]
- Wang, H.; Gao, W.; Zhang, X.; Li, Y.; Zhang, S.; Ren, L.; Yang, K. Enhanced Corrosion Resistance and Biological Properties of Ultrafine-Grained Ti15Zr5Cu Alloy. Metals 2022, 12, 1144. [Google Scholar] [CrossRef]
- Li, D.; Qian, L.; Wei, C.; Liu, S.; Zhang, F.; Meng, J. The role of Mn on twinning behavior and tensile properties of coarse- and fine-grained Fe-Mn-C twinning-induced plasticity steels. Mater. Sci. Eng. A Struct. Mater. Prop. Misrostruct. Process. 2020, 789, 139586. [Google Scholar] [CrossRef]
- Wang, X.-S.; Narayana, P.L.; Maurya, A.K.; Kim, H.-I.; Hur, B.-Y.; Reddy, N.S. Modeling the quantitative effect of alloying elements on the Ms temperature of high carbon steel by artificial neural networks. Mater. Lett. 2021, 291, 129573. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Jensen, D.J.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollett, A.D. Current issues in recrystallization: A review. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Gao, W.; Wang, H.; Koenigsmann, K.; Zhang, S.; Ren, L.; Yang, K. Fabrication of ultrafine-grained Ti-15Zr-xCu alloys through martensite decompositions under thermomechanical coupling conditions. J. Mater. Sci. Technol. 2022, 127, 19–28. [Google Scholar] [CrossRef]
- Wang, H.; Yan, W.; van Zwaag, S.; Shi, Q.; Wang, W.; Yang, K.; Shan, Y. On the 650 °C thermostability of 9–12Cr heat resistant steels containing different precipitates. Acta Mater. 2017, 134, 143–154. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density–induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef]
- Jeong, C.Y.; Nam, S.W.; Ginsztler, J. Activation processes of stress relaxation during hold time in 1Cr-Mo-V steel. Mater. Sci. Eng. A 1999, 264, 188–193. [Google Scholar] [CrossRef]
- Mohammed, A.S.K.; Celebi, O.K.; Sehitoglu, H. Critical stress prediction upon accurate dislocation core description. Acta Mater. 2022, 233, 117989. [Google Scholar] [CrossRef]
- Wang, H.; Song, W.; Liu, M.; Zhang, S.; Ren, L.; Qiu, D.; Chen, X.-Q.; Yang, K. Manufacture-friendly nanostructured metals stabilized by dual-phase honeycomb shell. Nat. Commun. 2022, 13, 2034. [Google Scholar] [CrossRef]
- Song, W.; Wang, H.; Koenigsmann, K.; Zhang, S.; Ren, L.; Yang, K. Biomedical core–shell micro-nanocrystalline Ti6Al4V5Cu alloy with high fatigue properties. Mater. Des. 2023, 227, 111769. [Google Scholar] [CrossRef]
- Chao, Q.; Hodgson, P.D.; Beladi, H. Thermal stability of an ultrafine grained Ti-6Al-4V alloy during post-deformation annealing. Mater. Sci. Eng. A 2017, 694, 13–23. [Google Scholar] [CrossRef]
- Chookajorn, T.; Murdoch, H.A.; Schuh, C.A. Design of Stable Nanocrystalline Alloys. Science 2012, 337, 951. [Google Scholar] [CrossRef]
- Hu, J.; Shi, Y.N.; Sauvage, X.; Sha, G.; Lu, K. Grain boundary stability governs hardening and softening in extremely fine nanograined metals. Science 2017, 355, 1292. [Google Scholar] [CrossRef]
- Sawada, K.; Kubo, K.; Abe, F. Creep behavior and stability of MX precipitates at high temperature in 9Cr–0.5Mo–1.8W–VNb steel. Mater. Sci. Eng. A 2001, 319, 784–787. [Google Scholar] [CrossRef]
- Klueh, R.L.; Alexander, D.J.; Sokolov, M.A. Effect of chromium, tungsten, tantalum, and boron on mechanical properties of 5–9Cr–WVTaB steels. J. Nucl. Mater. 2002, 304, 139–152. [Google Scholar] [CrossRef]
- Stechauner, G.; Kozeschnik, E. Self-Diffusion in Grain Boundaries and Dislocation Pipes in Al, Fe, and Ni and Application to AlN Precipitation in Steel. J. Mater. Eng. Perform. 2014, 23, 1576–1579. [Google Scholar] [CrossRef]
- Inoue, A.; Nitta, H.; Iijima, Y. Grain boundary self-diffusion in high purity iron. Acta Mater. 2007, 55, 5910–5916. [Google Scholar] [CrossRef]
- Wang, K.; Tan, Z.; Gao, G.; Gao, B.; Gui, X.; Misra, R.D.; Bai, B. Microstructure-property relationship in bainitic steel: The effect of austempering. Mater. Sci. Eng. A 2016, 675, 120–127. [Google Scholar] [CrossRef]
- Jeya Ganesh, B.; Raju, S.; Kumar Rai, A.; Mohandas, E.; Vijayalakshmi, M.; Rao, K.B.S.; Raj, B. Differential scanning calorimetry study of diffusional and martensitic phase transformations in some 9 wt-%Cr low carbon ferritic steels. Mater. Sci. Technol. 2013, 27, 500–512. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, J.; Wang, H.; Koenigsmann, K.; Ran, X.; Zhang, P.; Zhang, S.; Li, Y.; Liu, H.; Liu, H.; Ren, L.; et al. Warm Deformation at the (α + γ) Dual-Phase Region to Fabricate 2 GPa Ultrafine-Grained TRIP Steels. Metals 2023, 13, 1997. https://doi.org/10.3390/met13121997
Zhao J, Wang H, Koenigsmann K, Ran X, Zhang P, Zhang S, Li Y, Liu H, Liu H, Ren L, et al. Warm Deformation at the (α + γ) Dual-Phase Region to Fabricate 2 GPa Ultrafine-Grained TRIP Steels. Metals. 2023; 13(12):1997. https://doi.org/10.3390/met13121997
Chicago/Turabian StyleZhao, Jinxuan, Hai Wang, Konrad Koenigsmann, Xianzhe Ran, Peng Zhang, Shuyuan Zhang, Yi Li, Huan Liu, Hui Liu, Ling Ren, and et al. 2023. "Warm Deformation at the (α + γ) Dual-Phase Region to Fabricate 2 GPa Ultrafine-Grained TRIP Steels" Metals 13, no. 12: 1997. https://doi.org/10.3390/met13121997