
Numerical Simulation and Deformation Behavior of a Ti/Steel Clad Plate during the Rolling Process

Abstract
:1. Introduction
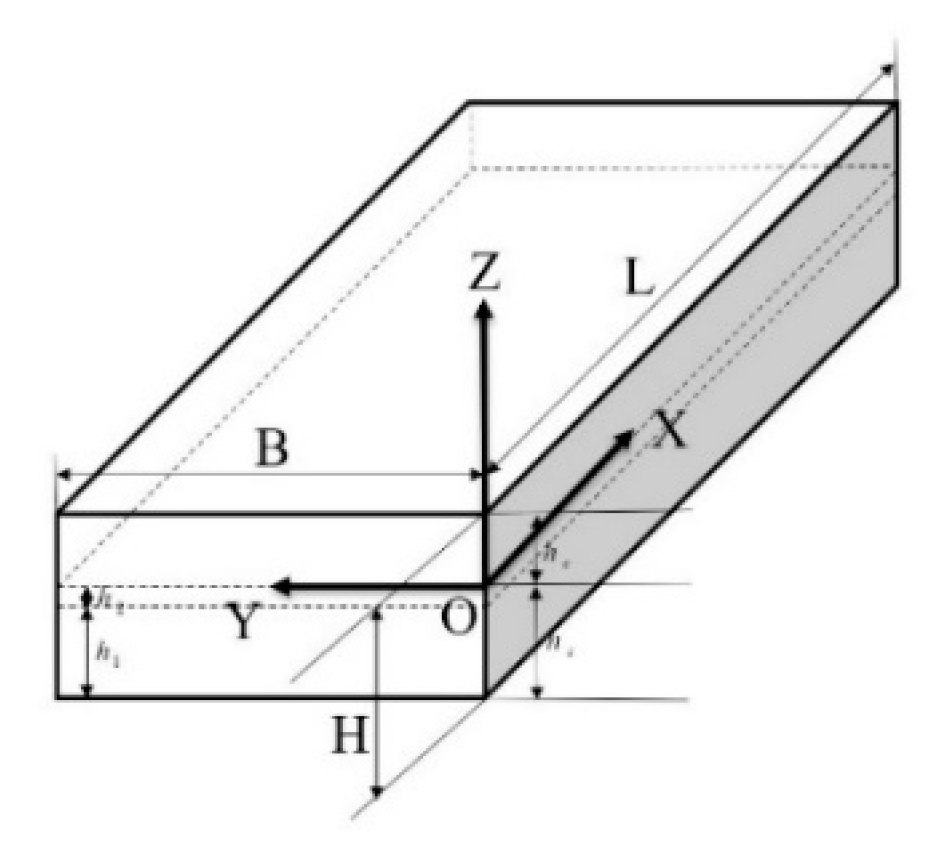
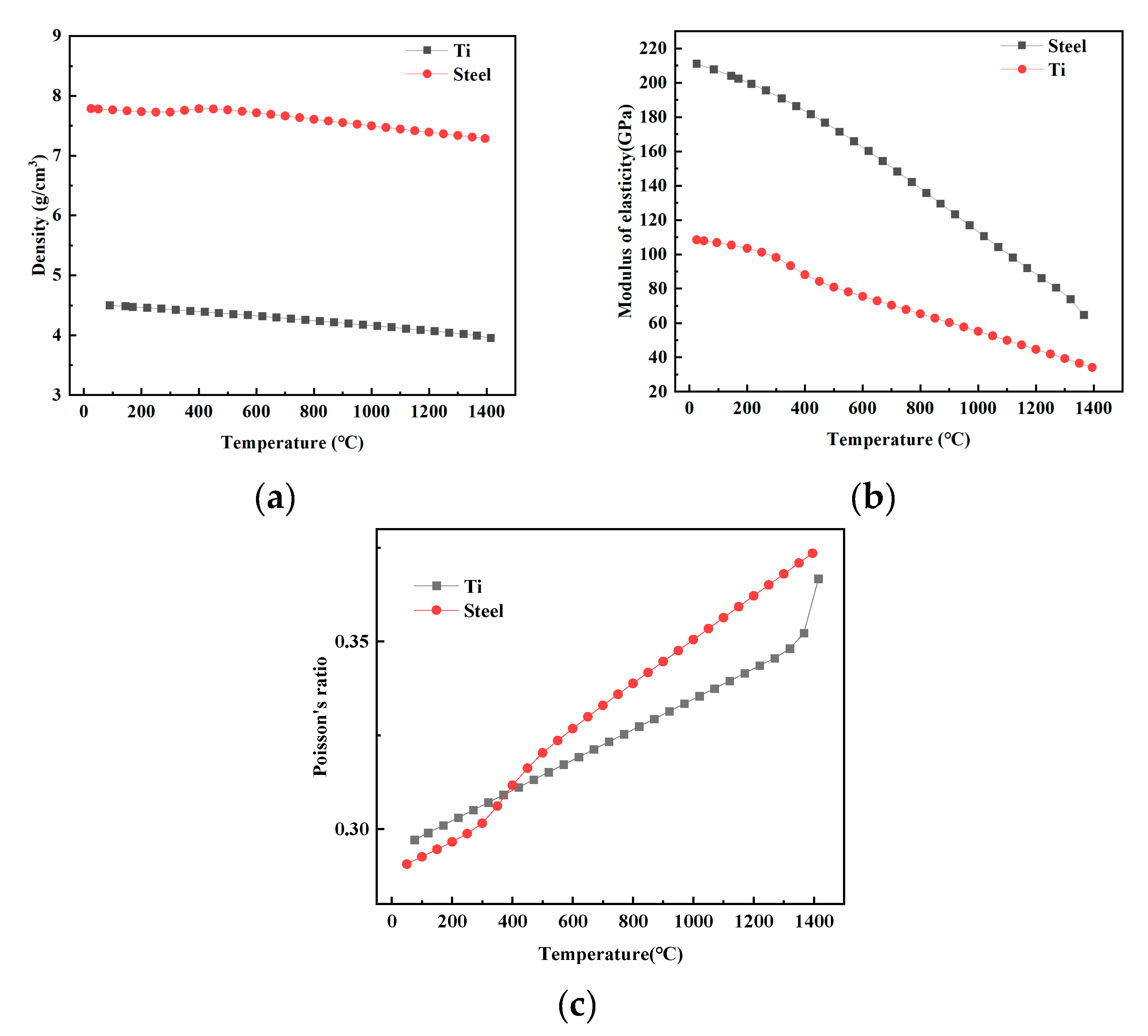
2. Mathematical Modeling
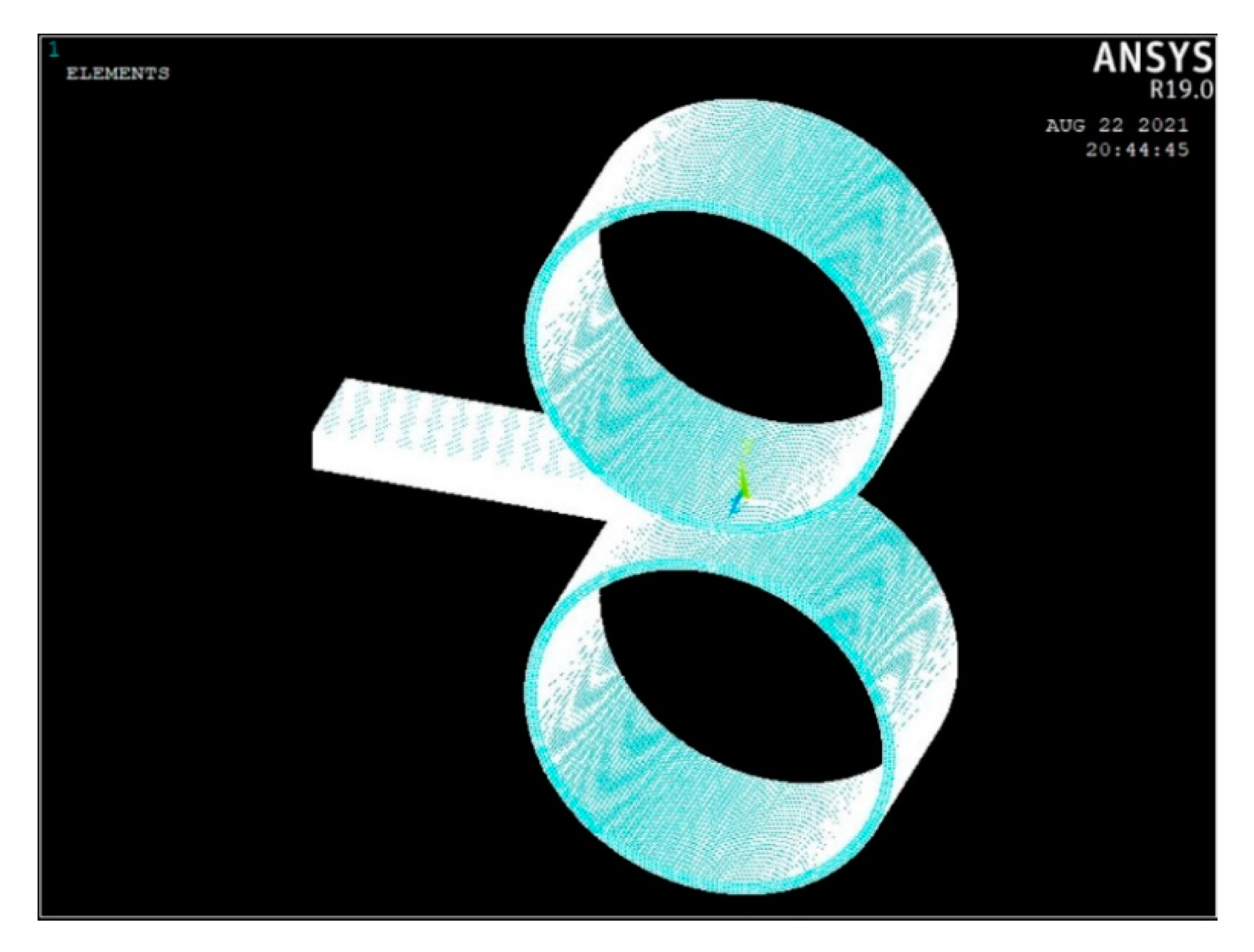
3. Finite Element Simulation
4. Results and Discussion
4.1. Effects of Different Parameters on the Hot Roll Bonding of Dissimilar Layers
4.2. Evaluation of the Deformation Behavior of Dissimilar Layers during Hot Rolling
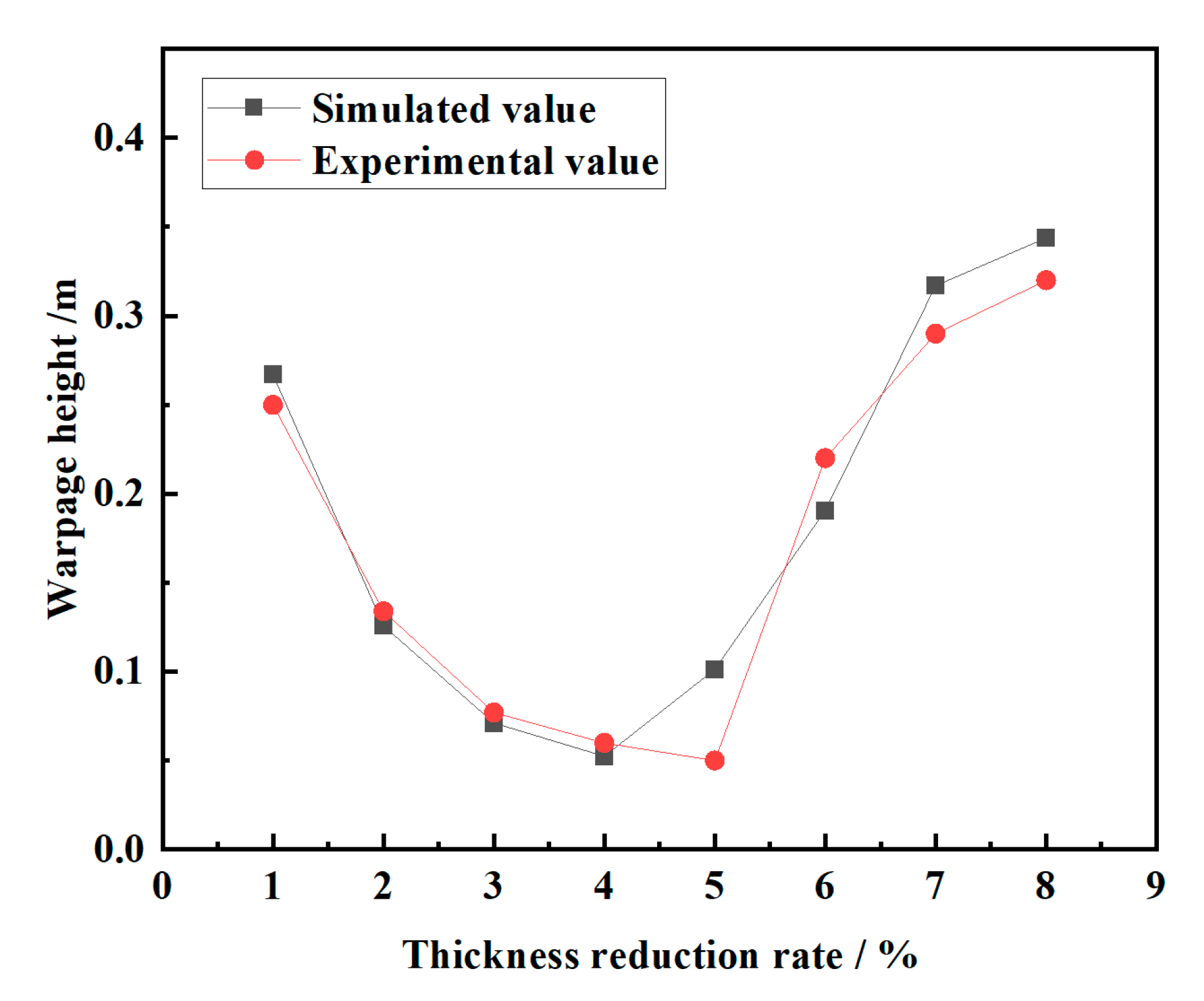
4.3. Experimental Verification and Analysis
5. Conclusions
- The bending moment and torque of the metal plate were determined by the average deflection and load. In addition, they were related to the transverse shearing force of the composite plate.
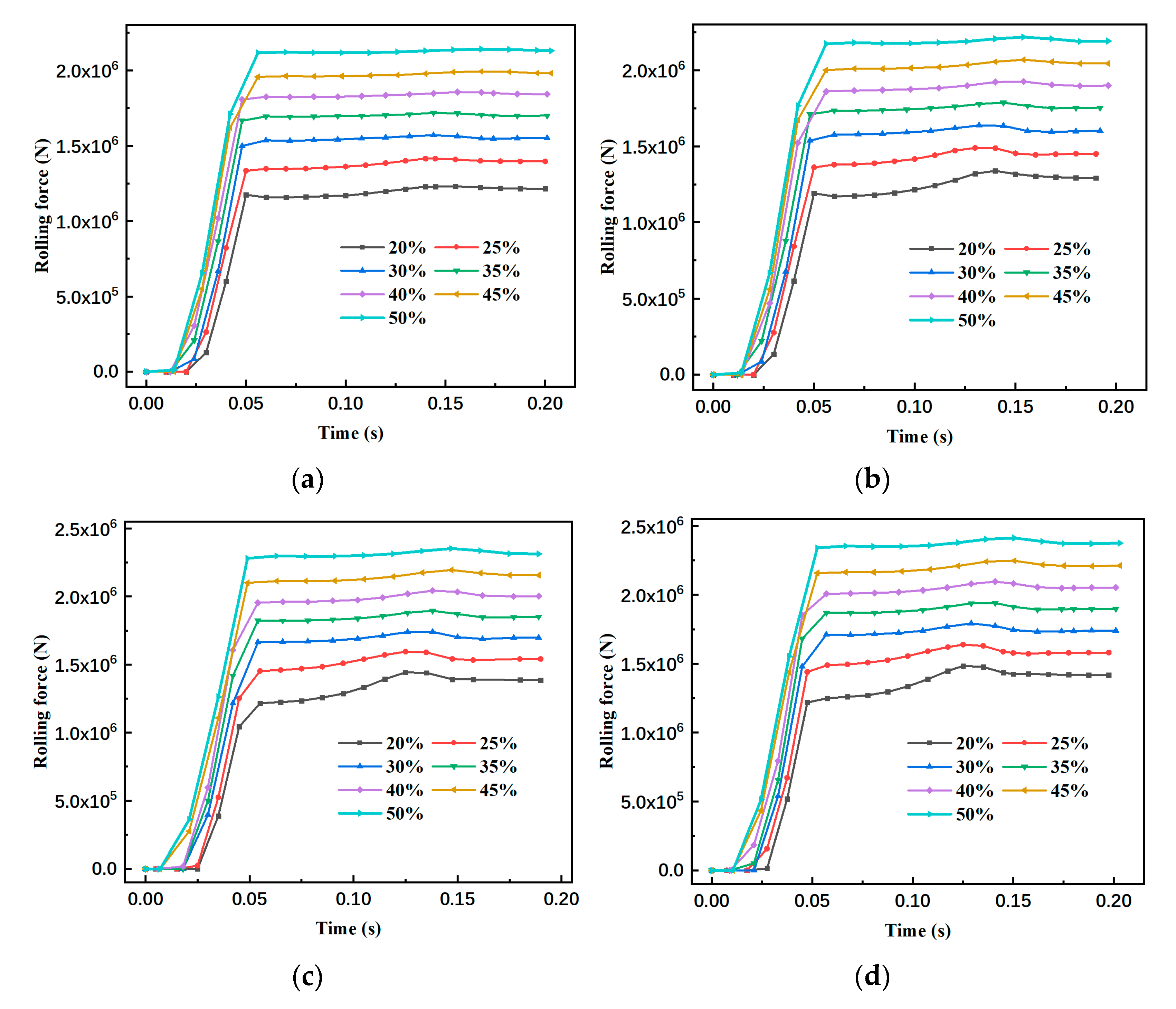
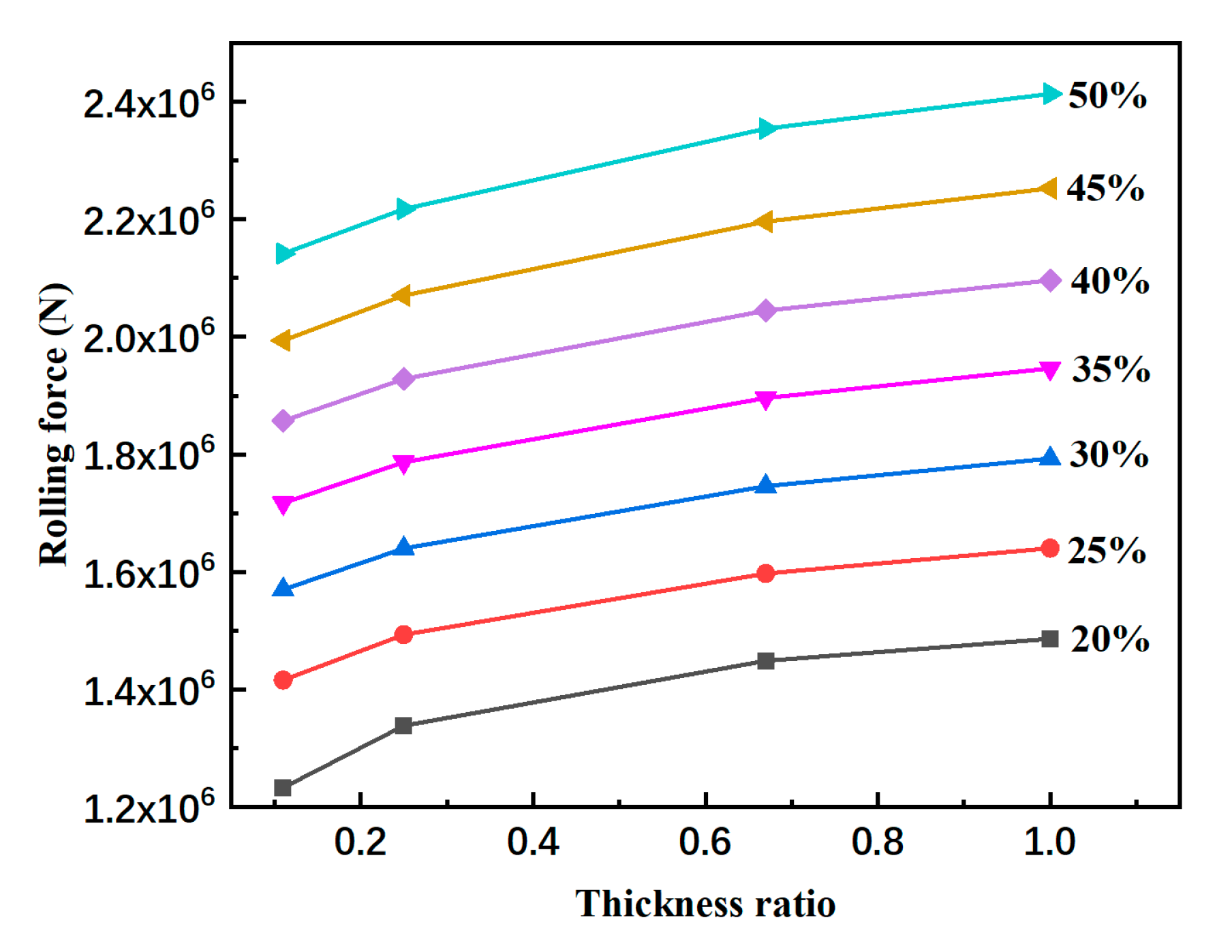
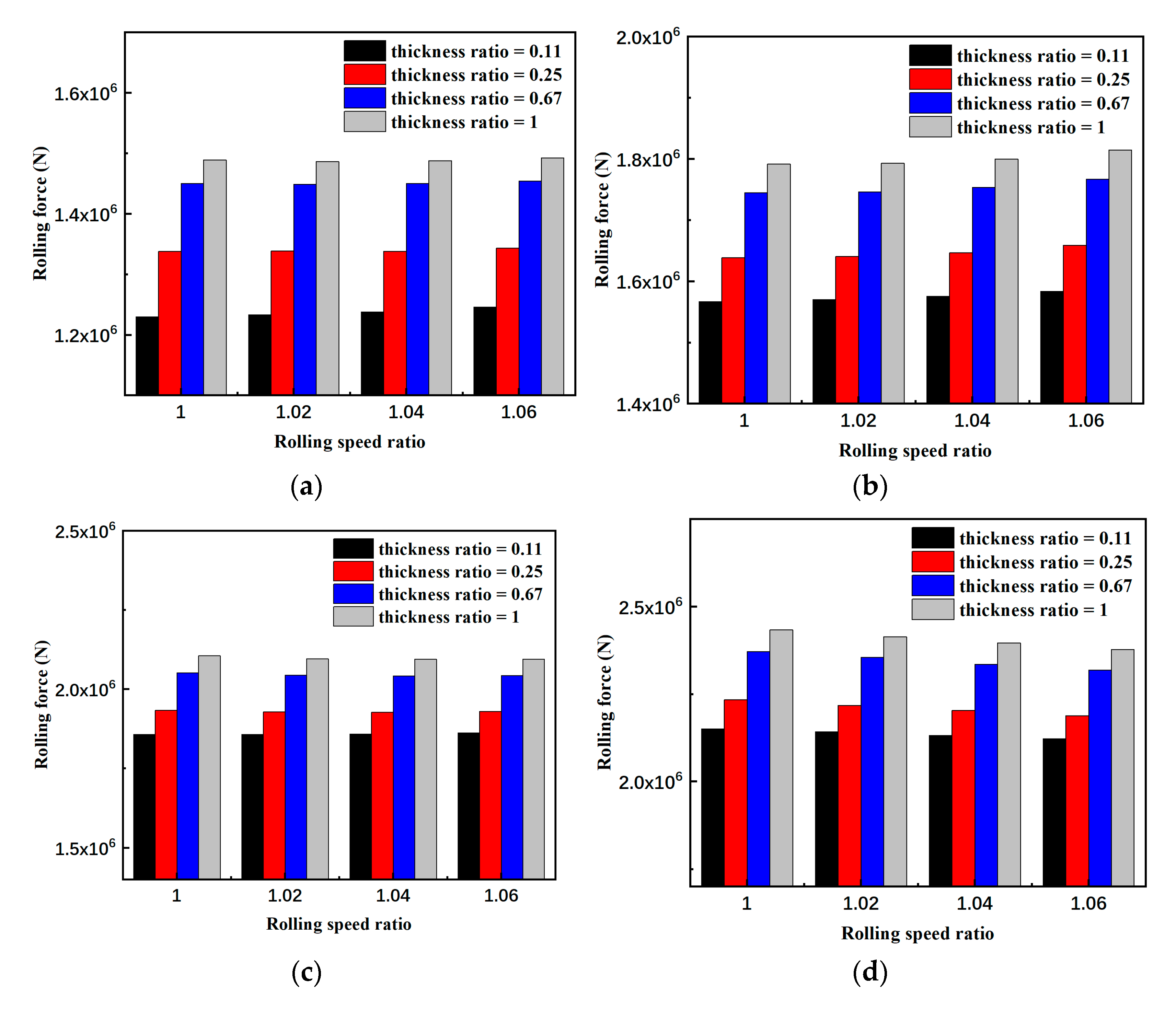
- The amount of rolling force increased until the value of the rolling force reached the steady-state conditions. The rolling forces required in the hot rolling process increased with the increase of the reduction ratios and the thickness ratios.
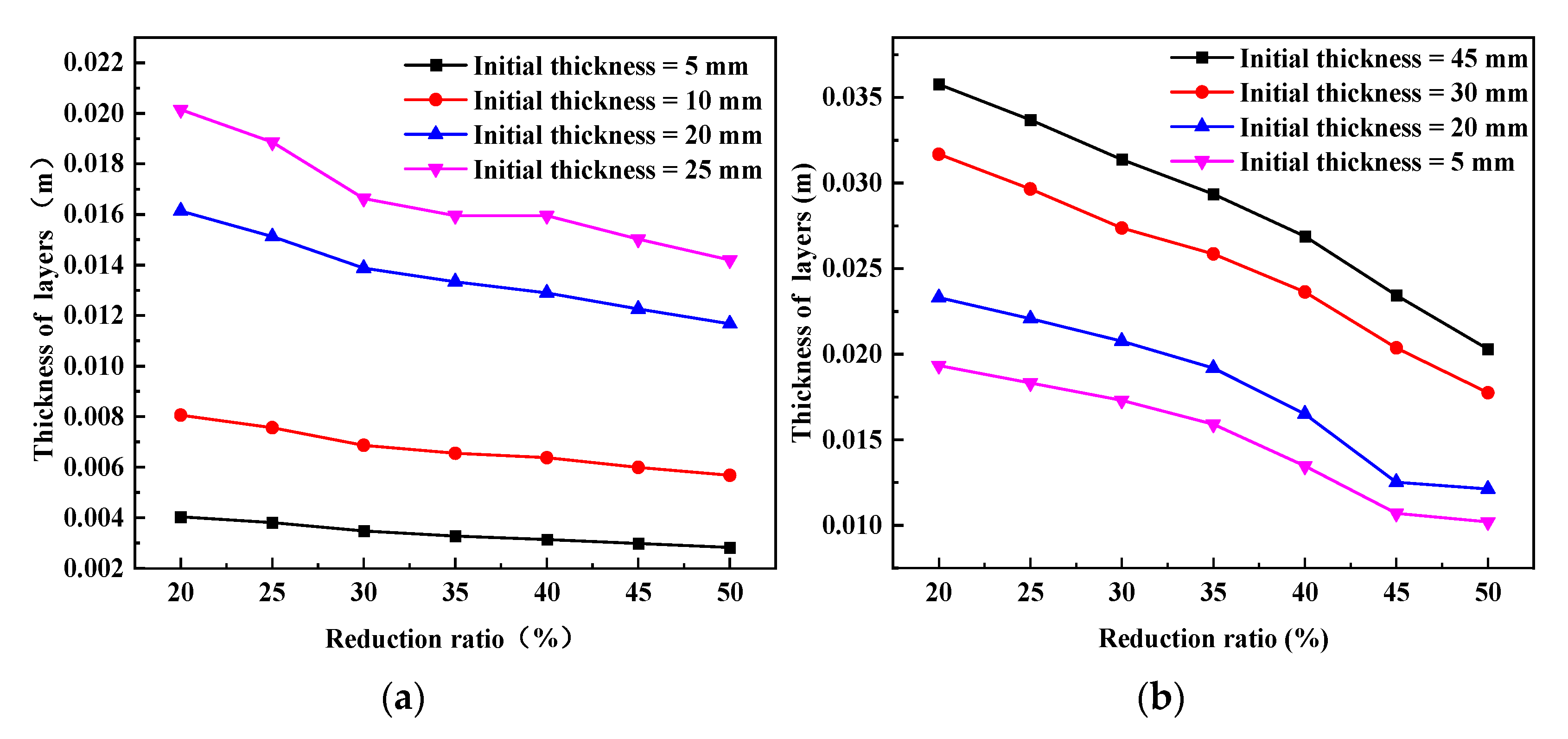
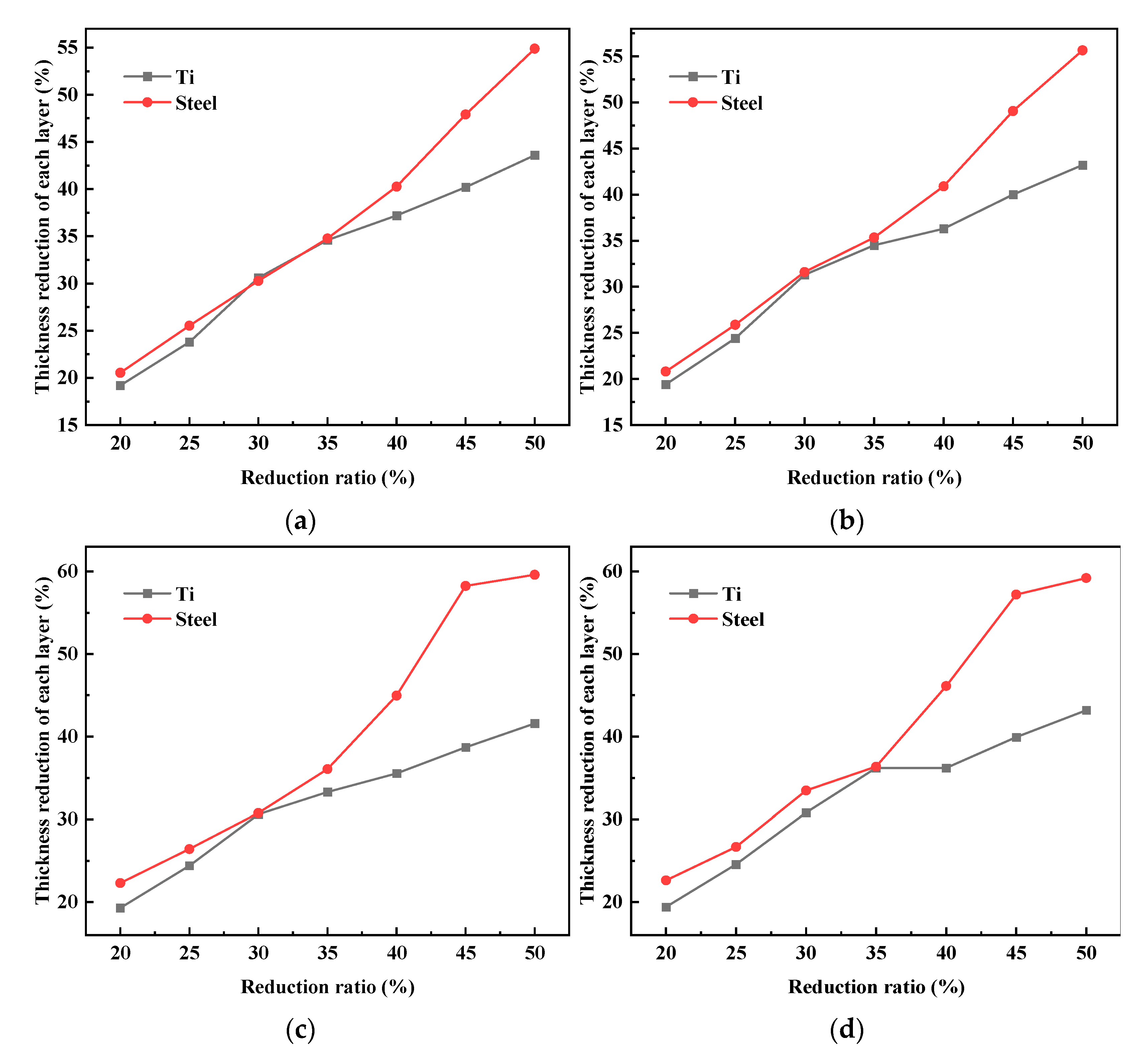
- With the increase in the total reduction ratios of the clad plates, the reduction ratios of each layers increased. Furthermore, it was found that the thickness reduction ratios of Steel were larger than those of Ti at a certain total reduction ratio, which could reach up to 59.6%.
- When the reduction ratios were 0.4 and 0.45, the bending degree of the clad plate increased with the thickness ratio of the upper and lower plates increasing gradually. The maximum warpage could reach 0.349 m. The shape of the clad plate was better when the roll speed ratio was 1.02 and the reduction rate was 0.4.
- Different upper and lower rollers’ rolling speed ratios could be formulated according to the different thicknesses of the upper and lower plates and the reduction rates to reduce the bending problem of the head.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Qwamizadeh, M.; Kadkhodaei, M.; Salimi, M. Slab Analysis of Asymmetrical Rolling of Bonded Two-layer Sheets. ISIJ Int. 2013, 53, 265–273. [Google Scholar] [CrossRef] [Green Version]
- Parvizi, A.; Afrouz, F. Slab analysis of asymmetrical clad sheet bonded before rolling process. Int. J. Adv. Manuf. Tech. 2016, 87, 137–150. [Google Scholar] [CrossRef]
- Yahiro, A.; Masui, T.; Yoshida, T. Development of Nonferrous Clad Plate and Sheet by Warm Rolling with Different Temperature of Materials. Trans. Iron Steel Inst. Jpn. 1991, 31, 647–654. [Google Scholar] [CrossRef]
- Su, H.; Luo, X.; Chai, F. Manufacturing technology and application trends of titanium clad steel plates. J. Iron Steel Res. Int. 2015, 22, 977–982. [Google Scholar] [CrossRef]
- Orhan, N.; Khan, T.; Eroglu, M. Diffusion bonding of a microduplex stainless steel to Ti-6Al-4V. Scr. Mater. 2001, 45, 441–446. [Google Scholar] [CrossRef]
- Zhao, D.; Yan, J.; Wang, Y. Relative slipping of interface of titanium alloy to stainless steel during vacuum hot roll bonding. Mater. Sci. Eng. A 2009, 499, 282–286. [Google Scholar] [CrossRef]
- Deng, W.; Zhao, D.W.; Qin, X.M. Simulation of central crack closing behavior during ultra-heavy plate rolling. Comp. Mater. Sci. 2009, 47, 439–447. [Google Scholar] [CrossRef]
- Hwang, Y.; Chen, T.H.; Hsu, H.H. Analysis of asymmetrical clad sheet rolling by stream function method. Int. J. Mech. Sci. 1996, 38, 443–460. [Google Scholar] [CrossRef]
- Jiang, Y.; Peng, D.; Lu, D. Analysis of clad sheet bonding by cold rolling. J. Mater Proc. Tech. 2000, 105, 32–37. [Google Scholar]
- Tzou, G.; Huang, M. Analytical modified model of the cold bond rolling of unbounded double-layers sheet considering hybrid friction. J. Mater. Proc. Tech. 2003, 140, 622–627. [Google Scholar] [CrossRef]
- Mendes, A.; Timokhina, I.; Molotnikov, A. Role of Shear in Interface Formation of Aluminium-Steel Multilayered Composite Sheets. Mater. Sci. Eng. A 2017, 705, 142–152. [Google Scholar] [CrossRef]
- Khaledi, K.; Rezaei, S.; Wulfinghoff, S. Modeling of joining by plastic deformation using a bonding interface finite element. Int. J. Solid Struct. 2019, 160, 68–79. [Google Scholar] [CrossRef]
- Pesin, A.; Pustovoytov, D. Interface shear strain of 1050/6061 laminated composite processed by asymmetric accumulative roll bonding. In Proceedings of the 22nd International Esaform Conference on Material Forming: Esaform, Vitoria, Spain, 8–10 May 2019; Volume 2113, p. 040013. [Google Scholar]
- Su, L.H.; Lu, C.; Tieu, A.K.; Deng, G.; Sun, X.D. Ultrafine grained AA1050/AA6061 composite produced by accumulative roll bonding. Mater. Sci. Eng. A 2013, 559, 345–351. [Google Scholar] [CrossRef]
- Su, L.H.; Lu, C.; Deng, G.; Tieu, A.K.; Sun, X.D. Microstructure and mechanical properties of 1050/6061 laminated composite processed by accumulative roll bonding. Rev. Adv. Mater. Sci. 2013, 33, 33–37. [Google Scholar]
- Su, L.H.; Lu, C.; Deng, G.; Tieu, A.K. Microstructure and mechanical properties of AA5005/AA6061 laminated composite processed by accumulative roll bonding. Mater. Sci. Eng. B 2013, 45, 515–522. [Google Scholar] [CrossRef]
- Nie, N.; Su, L.; Deng, G.; Li, H.; Yu, H.; Tieu, A.K. A review on plastic deformation induced surface/interface roughening of sheet metallic materials. J. Mater. Res. Tech. 2021, 15, 6574–6607. [Google Scholar] [CrossRef]
- Yu, H.L.; Tieu, A.; Lu, C.; Deng, G.; Liu, X. Occurrence of surface defects on strips during hot rolling process by FEM. Int. J. Adv. Manuf. Tech. 2013, 67, 1161–1170. [Google Scholar] [CrossRef] [Green Version]
- Eroglu, M.; Khan, T.; Orhan, N. Diffusion bonding between Ti-6Al-4V alloy and microduplex stainless steel with copper interlayer. Mater. Sci. Tech. 2002, 18, 68–72. [Google Scholar] [CrossRef]
- Kundu, S.; Chatterjee, S. Effects of temperature on interface microstructure and strength properties of titanium-niobium stainless steel diffusion bonded. Mater. Sci. Technol. 2013, 27, 1177–1182. [Google Scholar] [CrossRef]
- Yu, C.; Xiao, H.; Yu, H. Mechanical properties and interfacial structure of hot-roll bonding TA2-Q235B plate using DT4 interlayer. Mater. Sci. Eng. A 2017, 695, 120–125. [Google Scholar] [CrossRef]
- Wang, C.H.; Zhang, Q.D.; Li, H.; Zhang, L.Y.; Zhang, B.Y. Warpage deformation behavior of metal laminates. Chin. J. Eng. 2021, 43, 409–421. [Google Scholar]
- Qwamizadeh, M.; Kadkhodaei, M.; Salimi, M. Asymmetrical rolling analysis of bonded two-layer sheets and evaluation of outgoing curvature. Int. J. Adv. Manuf. Technol. 2014, 73, 521–533. [Google Scholar] [CrossRef]
- Burkhart, T.A.; Andrews, D.M. Finite element modeling mesh quality, energy balance and validation methods: A review with recommendations associated with the modeling of bone tissue. J. Biomech. 2013, 46, 1477–1488. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.L.; Luo, Z.A.; Xie, G.M.; Wang, L.P.; Zhao, K. Effect of heating temperature on the bonding property of the Titanium/stainless steel plate by hot-rolling bonding. Rare Metal Mat. Eng. 2013, 42, 387–391. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ti | C | N | H | O | Fe | Mn | Si | Al | V |
|---|---|---|---|---|---|---|---|---|---|---|
| TA2 | Bal | 0.01 | 0.02 | 0.002 | 0.14 | 0.07 | - | - | - | - |
| Q345B | - | - | - | - | - | Bal | 1.2 | 0.55 | 0.02 | 0.05 |
| Items | TA2 | Q345B | Roll |
|---|---|---|---|
| Material model | Bilinear follow-up model | Bilinear hardening model | Rigid body model |
| Density (kg/m3) | 4510 | 7739 | 7850 |
| Elasticity modulus (GPa) | 108 | 206 | 210 |
| Poisson ratio | 0.34 | 0.36 | 0.3 |
| Yield strength (MPa) | 760 | 355 | |
| Tangent modulus (GPa) | 46 | 80 |
| Roll Size of Hot Rolling Mill | Maximum of Rolling Force | Maximum Speed | Maximum Roll Gap | Maximum Motor Power |
|---|---|---|---|---|
| 450 × 450 mm | 4000 kN | 0~2.5 m/s | 170 mm | 400 kW |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Ding, J.; Zhang, J.; Li, H.; Wang, G. Numerical Simulation and Deformation Behavior of a Ti/Steel Clad Plate during the Rolling Process. Metals 2023, 13, 218. https://doi.org/10.3390/met13020218
Sun L, Ding J, Zhang J, Li H, Wang G. Numerical Simulation and Deformation Behavior of a Ti/Steel Clad Plate during the Rolling Process. Metals. 2023; 13(2):218. https://doi.org/10.3390/met13020218
Chicago/Turabian StyleSun, Lirong, Jingguo Ding, Jiqing Zhang, He Li, and Guodong Wang. 2023. "Numerical Simulation and Deformation Behavior of a Ti/Steel Clad Plate during the Rolling Process" Metals 13, no. 2: 218. https://doi.org/10.3390/met13020218