1. Introduction
Additive manufacturing (AM) processes are frequently used to fabricate near net-shape customized components of complicated structures, and are faster and easier than conventional process of manufacturing. In the AM process, components are fabricated in a layered fashion to produce three-dimensional components, using computer aided design (CAD) model files. In a broader classification, AM processes are categorized according to the energy source such as laser beam, electron beam, and arc, used for different materials (steels, titanium alloys, inconel alloys, polymers, ceramics), and the feeding system used such as powder bed or powder feed, and the feedstock type (powder or wire) [
1,
2]. Industries and researchers are attracted towards AM processes because they provide a unique opportunity to reduce lead time, eliminate dies, and ease complex designs and optimization, and result in lighter fabricated components [
3,
4].
Direct Metal Laser Sintering (DMLS) is a type of AM technology used to create Ti-6Al-4V parts with high precision and complexity. DMLS is often chosen for its ability to produce fully functional metal parts with complex geometries that would be difficult to produce using conventional manufacturing methods [
5]. DMLS is commonly used in aerospace, automotive, and medical industries to produce parts with high strength and accuracy. It is also used for rapid prototyping and low-volume production. DMLS has many advantages over conventional methods, including the ability to create parts with intricate geometries, reduce waste, and produce parts with high accuracy and consistency [
6,
7].
Ti-6Al-4V alloy is a popular aerospace and biomedical material known for its high strength and corrosion resistance, which makes it difficult to machine, grind, or polish [
8]. This alloy has a tendency to work harden and generate heat, leading to tool wear and surface damage [
9]. The low thermal conductivity of this alloy causes heat to build up during machining, leading to thermal deformation and surface damage. The microstructure of the Ti-6Al-4v alloy depends on the manufacturing process, which affects the finishing process. Therefore, attempts have been made in recent times to develop advanced manufacturing methods for Ti-6Al-4V alloy.
Several researchers have discussed the effects of input parameters on the microstructure, surface roughness, tensile properties, and microhardness of the additively manufactured Ti-6Al-4V components [
10,
11] and that results in mechanical inhomogeneity. In recent years, many researchers discussed the different heat treatment techniques and their effect on the performance of AM and conventionally processed components. Concentrated solar energy is being utilized for heat treatment of a Ti-6Al-4V alloy fabricated by selective laser melting [
12]. After heat treatment, the microhardness was decreased compared with as-fabricated samples [
13]. Additional heat treatment of Ti-6Al-4V samples fabricated by electron beam melting allows for the reduction of induced stresses in the material [
14].
The ductility of SLM fabricated Ti-6Al-4V samples was lower, whereas the tensile strength was significantly higher than that of EBM fabricated samples, because the porosity of SLM samples was higher in comparison to EBM samples [
15]. Li et al. [
16] studied the effect of heat treatment and magnetic abrasive finishing on the surface integrity of an additively manufactured Inconel 718 alloy. The magnetic abrasive finishing reduced the surface roughness and enhanced the mechanical properties.
Rotella et al. [
17] mentioned that the surface integrity of machined AM Ti-6Al-4V components are distinguishable from those manufactured by conventional processes. The microstructure, defects, residual stresses, and surface morphology of AM components vary because of the changes in the thermal history as compared to conventional processes. Bordin et al. [
18] observed the surface roughness in AM components with a poor surface finish and suggested finishing processes such as grinding, polishing, and coating processes. Vilaro et al. [
19] discussed the microhardness and microstructural changes of the AM-fabricated Ti-6Al-4V samples. They focused on the formation of phases in the as-fabricated and heat-treated AM components due to thermal influences. The impact of post-processing techniques on AM components may differ from those obtained on conventionally fabricated components [
20]. Ren et al. [
3] discussed the impact of build orientation on the surface finish of AM Ti-6Al-4V components. Guo et al. [
21] studied the effect of 0° and 90° orientation of components on their surface finish, tool wear, and temperature of the components. They observed different magnitudes of cutting forces for the components built with 0° and 90° orientations, and higher surface roughness in 0° oriented components because of its higher hardness.
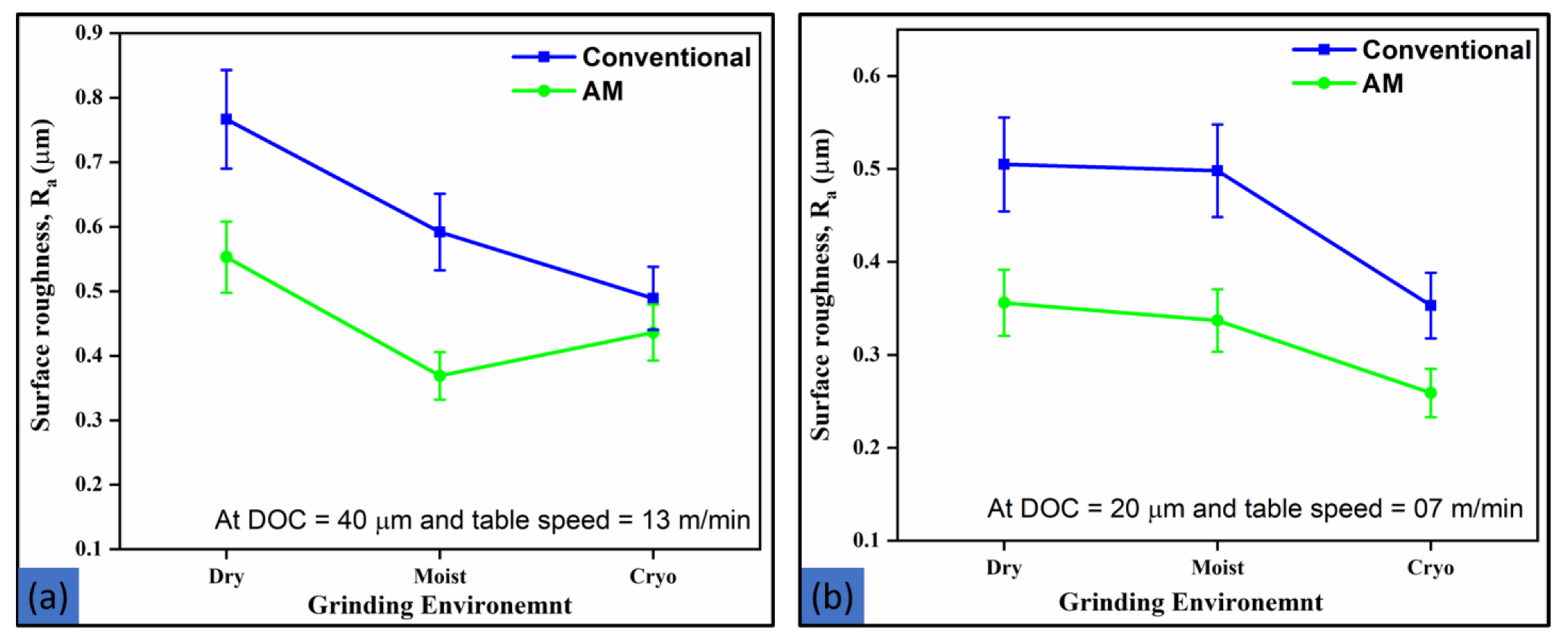
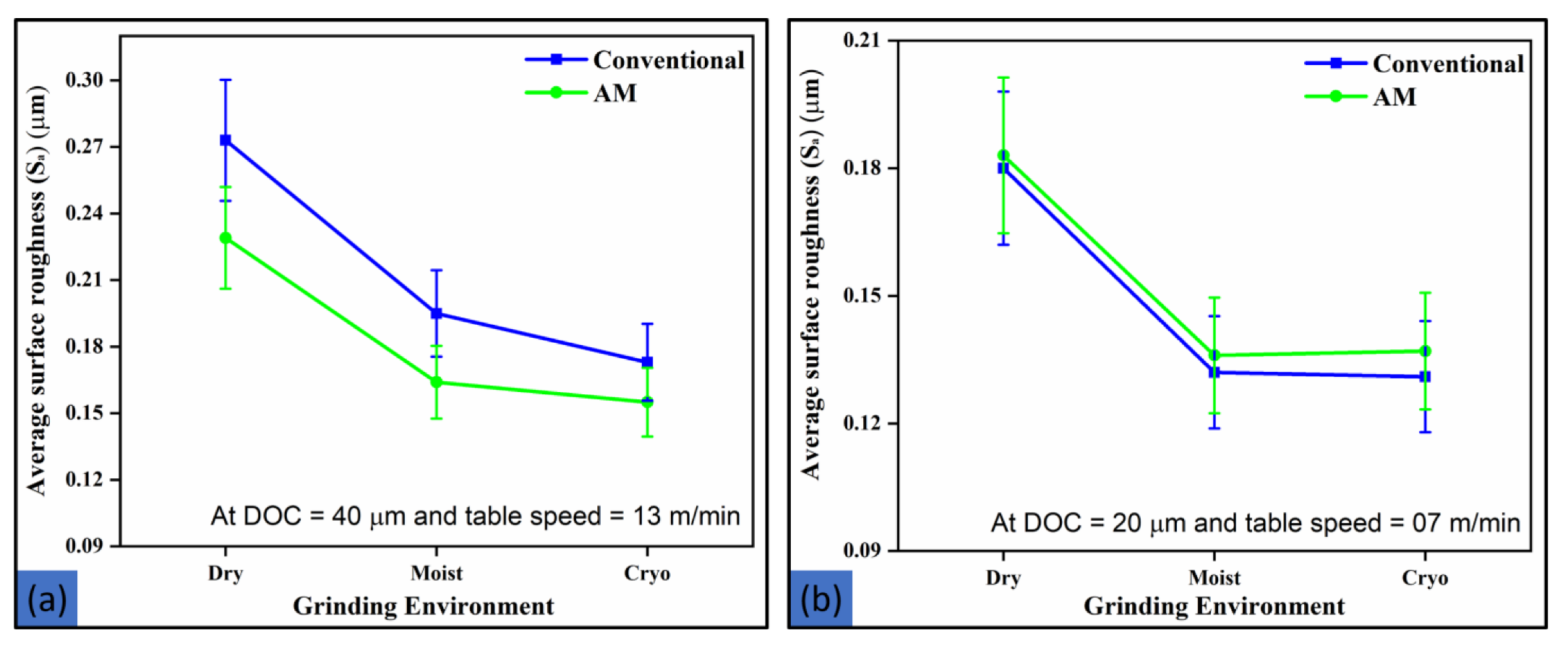
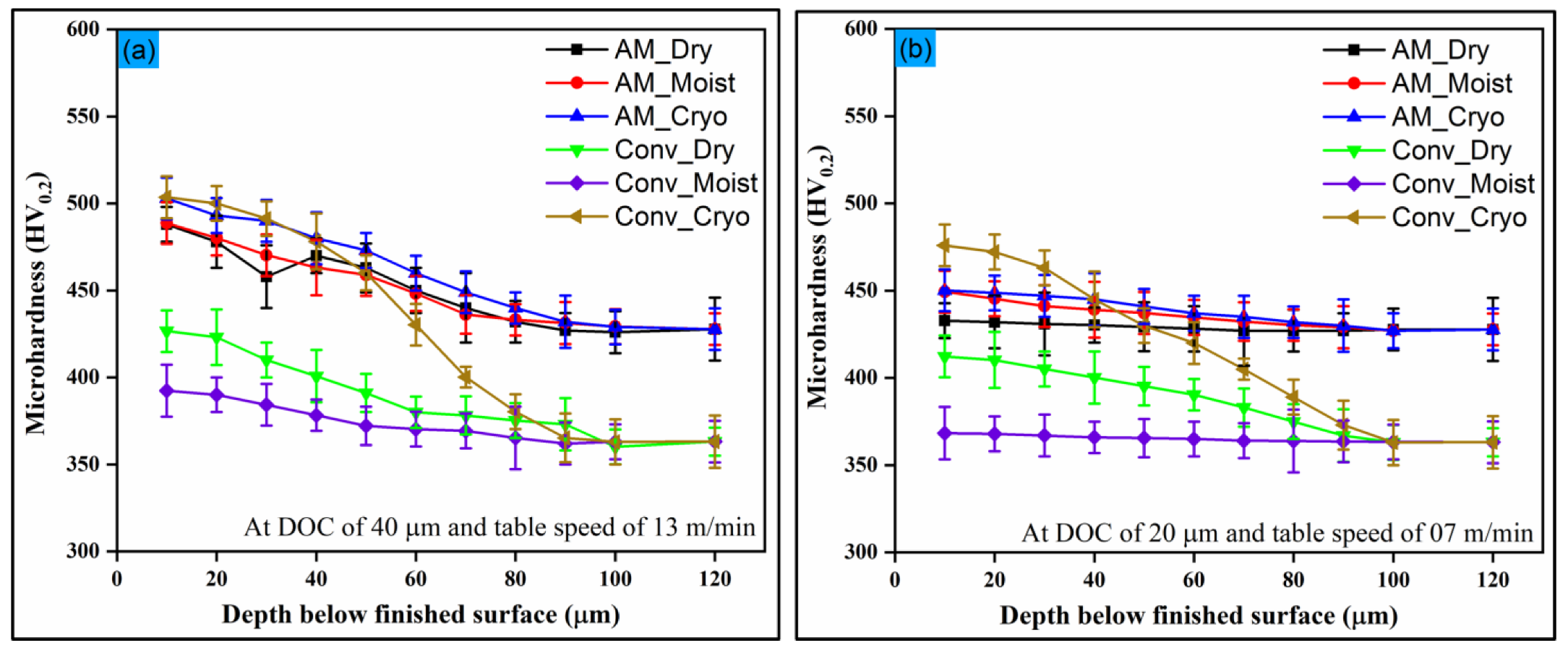
Most of the earlier studies are focused on finishing and machining the Ti-6Al-4V components fabricated by conventional methods in dry and wet environments. Only limited studies have been carried out on cryogenic machining of additively manufactured Ti-6Al-4V samples. Moreover, the effect of cryogenic grinding on the surface integrity of additively manufactured Ti-6Al-4V samples has not been explored. Thus, it is essential to carry out a systematic investigation on the surface integrity, microhardness, and subsurface layers of the specimens finished in dry, moist, and cryogenic environments by varying the input parameters such as depth of cut and table feed for the proper inception of cryogenic grinding as a potential finishing process.
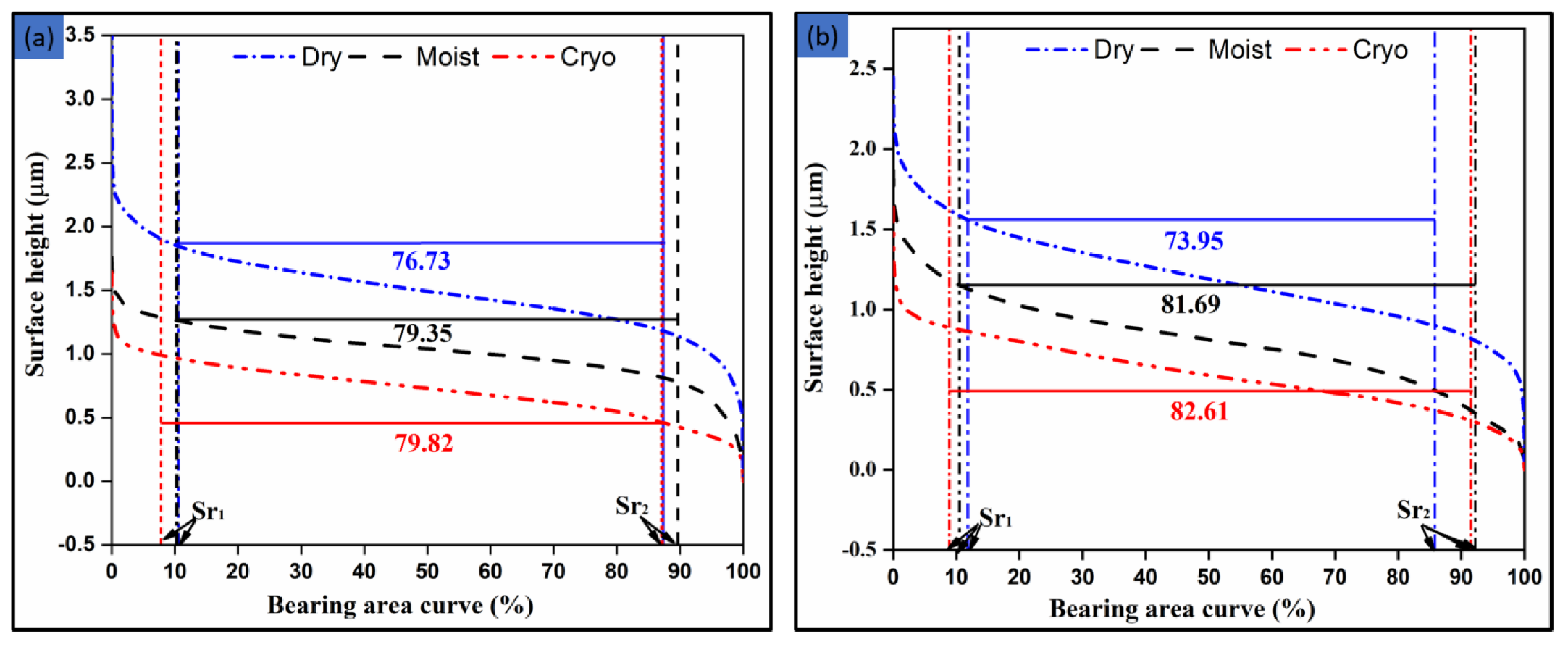
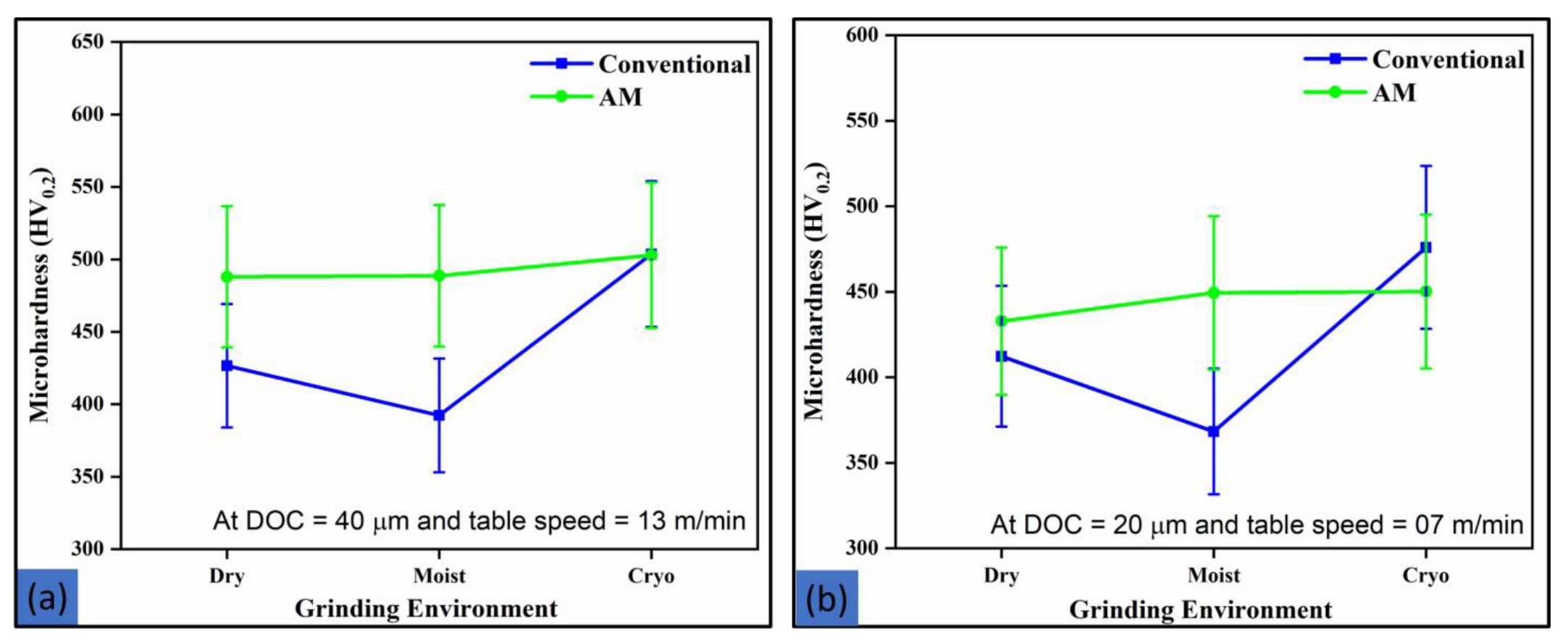
In the present study, the authors attempted to enhance the surface finish of Ti-6Al-4V samples by studying the effect of grinding variables under different grinding environments. The samples were fabricated by additive manufacturing and conventional processes. The depth of cut and table feed were varied in dry, moist, and cryogenic conditions and the microstructural characteristics, surface integrity, and quality of surface finish are analyzed. The bearing area characteristics are also analyzed. Ti-6Al-4V alloy is difficult to machine; its surface integrity, microhardness, bearing area curve, and surface roughness are of great importance for aerospace and biomedical applications. These parameters have been compared for the additively manufactured and conventionally fabricated samples.
2. Material and Methods
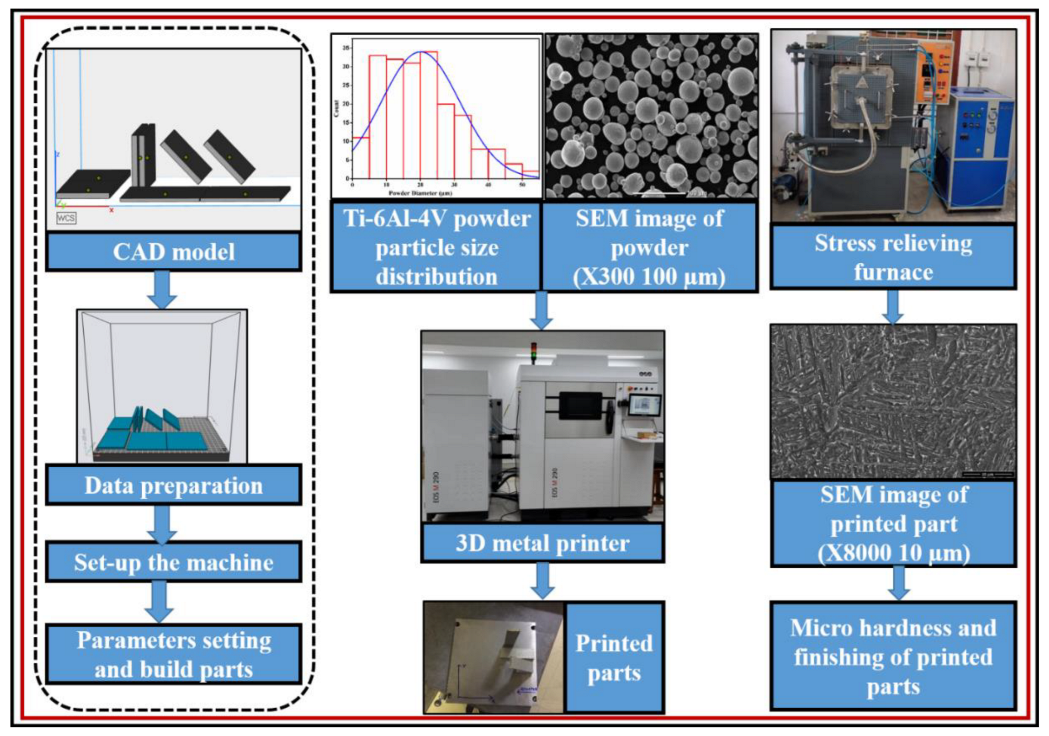
Components of the alloy Ti-6Al-4V were fabricated by the Direct Metal Laser Sintering (DMLS) and conventional (rolling) process. In the DMLS process, Ti-6Al-4V powder, with composition listed in
Table 1 was used for fabricating the components on EOS INT M290 machine (EOS GmbH - Electro Optical Systems, Krailling, Germany), as shown in
Figure 1 and the specifications are shown in
Table 2. The AM components were fabricated under a protective Argon atmosphere, at a flow rate of 20 L/min, with beam diameter 100 µm, melt pool diameter 80 µm, layer thickness 40 µm, laser power 340 W, and scan speed 1250 mm/s. The components were built along the longitudinal axis and parallel to the build plate.
The as-fabricated DMLS specimens were heat-treated at 800 °C for 1.5 h in argon atmosphere and cooled in furnace to transform the martensitic α′ phase (
Figure 2a) into α and β phases to diminish the high residual stresses, induced during additive manufacturing. After the heat treatment (HT), the martensitic α’ structure was converted into α and β phases as shown in
Figure 2b. The size of grains in the as-fabricated AM samples was ~1 µm in width and approximately 10 to 140 µm in length (
Figure 2a). After HT, the grain size increased and its width was about 1.5 to 3 µm.
In addition, the conventionally processed samples were subjected to the above HT. Although HT reduces the residual stresses of the AM-fabricated components, it does not enhance the surface finish of the AM components. Furthermore, the HT process lowers mechanical strength of the AM components. The microstructure of AM components is different from that of the conventionally processed one. In conventional Ti-6Al-4V, equiaxed α with intergranular β phase formed, as shown in
Figure 2c. The heat-treated samples, fabricated by conventional process showed equiaxed grains (
Figure 2d). The grain size in conventional samples ranged from 3.7 to 8.0 µm with an average of 5 µm; after heat treatment, the grain size increased and became 2.5 to 10.5 µm with an average of 6 µm.
The as-fabricated specimens by the AM and conventional process were mechanically polished on different grades of emery papers and finally on polishing cloth using diamond paste. To reveal and analyse the microstructure, the polished specimens were etched with Kroll’s reagent.
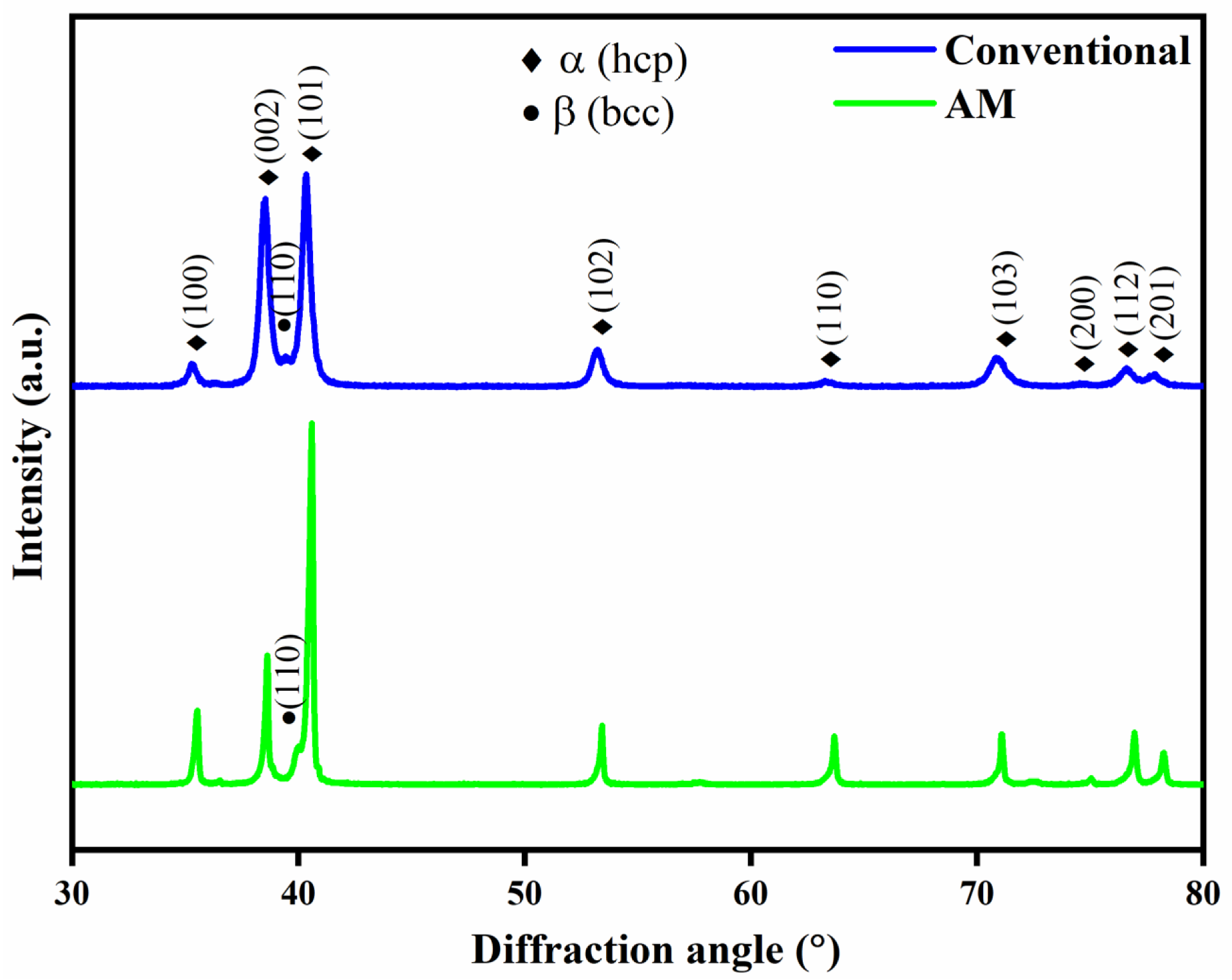
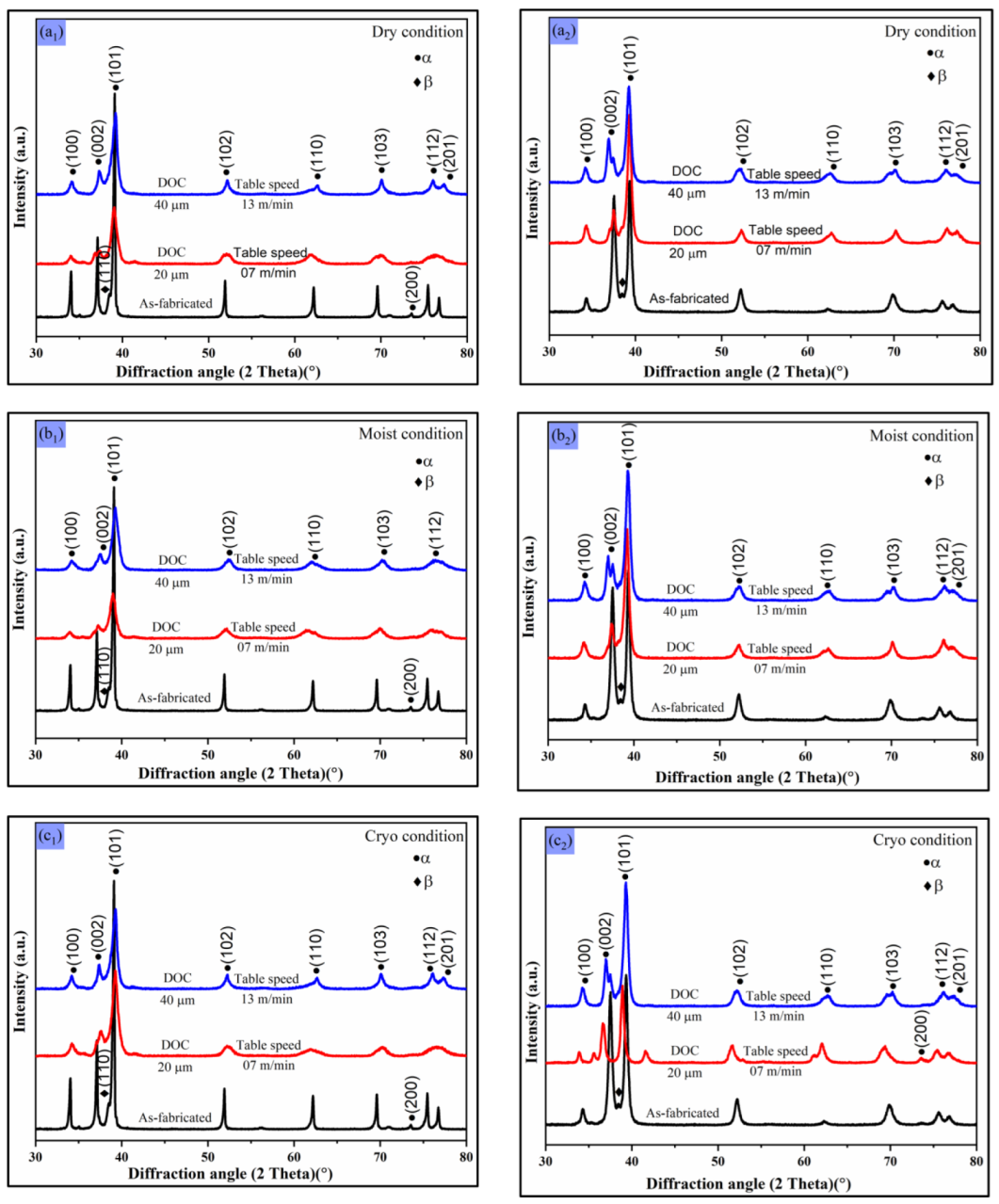
X-ray diffraction (XRD) of the specimens was carried out to evaluate the phases present in the as-fabricated AM and conventionally fabricated components (
Figure 3). Using a Rigaku Miniflex 600 Desktop X-ray Diffraction System (RIGAKU Corporation, Tokyo, Japan), the components were scanned at a rate of 0.5°/min. XRD revealed the presence of hexagonally closed packed (hcp) α’ phase in the as-fabricated samples and some presence of β phase in heat-treated DMLS components.
Microhardness was measured using a semiautomatic microhardness tester with diamond pyramid indenter, at load of 200 g applied for 10 s. After heat treatment, the microhardness of DMLS and conventional Ti-6Al-4V samples were 427.81 ± 7.58 HV
0.2 and 363.13 ± 4.34 HV
0.2, respectively. Thus, the conventional heat-treated sample was softer in comparison with the DMLS fabricated and heat-treated sample. The higher microhardness of the DMLS component is due to the formation of martensitic α’ resulting from fast cooling [
1]. It is clearly shows that the microhardness is affected by the cooling rate of the process, and it depends on the as-fabricated microstructural phases, sizes, and their textures [
3,
22,
23].
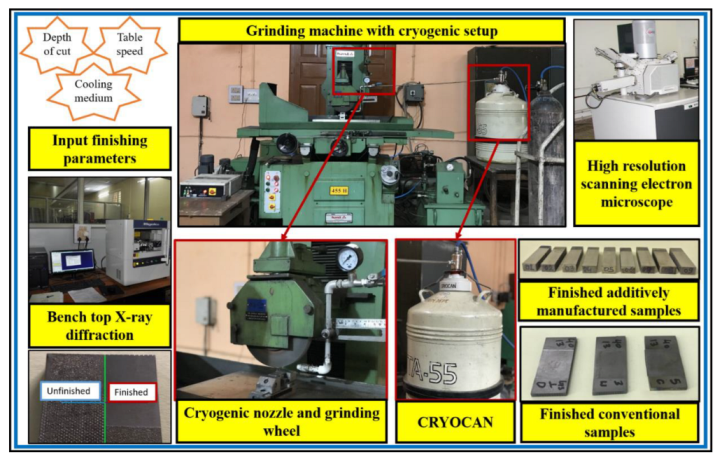
After initial characterization of the AM and conventionally fabricated specimens; dry, moist (wet), and cryogenic (cryo) grinding were done on a surface grinding machine, shown in
Figure 4. The main aim of using different media for grinding was to study the surface finish of the AM-fabricated and conventionally processed specimens. The abrasive wheel is made up of aluminum oxide, mounted on a horizontal axis shaft. The lower and higher depth of cut (DOC) of 20 and 40 µm and table feeds of 07 and 13 m/min were used for the finishing operations, as shown in
Table 3. These values of DOC and table feeds are recommended for titanium and other alloys [
18,
24,
25]. The speed of abrasive wheel was fixed at 39.42 m/s, as shown in
Table 3. Experiments were conducted under plunging mode for four passes. The dressing of abrasive wheel was performed using a single-point diamond dresser after every pass of the finishing operation. To check the reproducibility of the finishing operation, two tests were performed in each condition of DOC and table feed.
The temperature of the grinding region was also measured using FLIR E75 thermal camera (FLIR Systems, Inc., Wilsonville, OR, USA). The emissivity value of the material is important when using a thermal camera during the measurement of the heat generated in the grinding zone. In addition, distance is important in thermal measurements with the camera. The emissivity of the thermal camera was taken as 0.34 as per published literature for additively manufactured Ti-6Al-4V workpiece materials [
26,
27]. The thermal camera was fixed at a distance of 600 mm from the grinding zone using a tripod, after performing number of experiments to optimize the distance between the workpiece and the camera for proper focus on the grinding zone. A PT-100, 4-wired RTD thermocouple (Tempsens, master sensor parameters) was used to measure the temperature and at the same time, the temperature was also measured by an FLIR infrared thermal camera. The temperature measured by the FLIR infrared thermal camera was in good agreement with the one found with the thermocouple. The thermal gradient was found less than 400 °C, as a result, there was no phase transformation.
A 2D profilometer (Taylor Hobson Ltd., Leicester, UK) system was used to measure surface roughness of the finished samples. The microhardness of finished components was also evaluated.
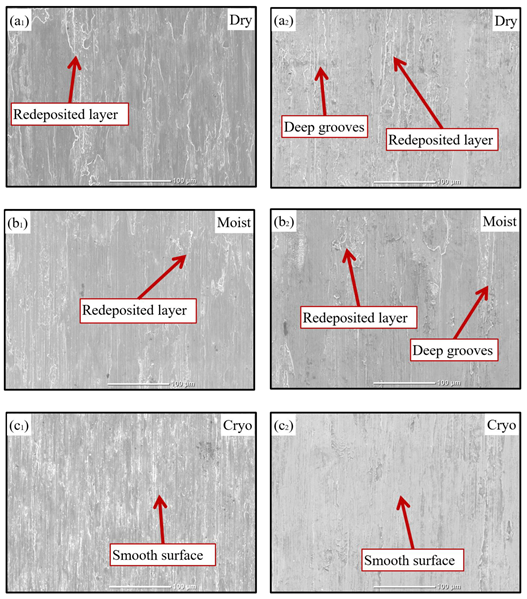
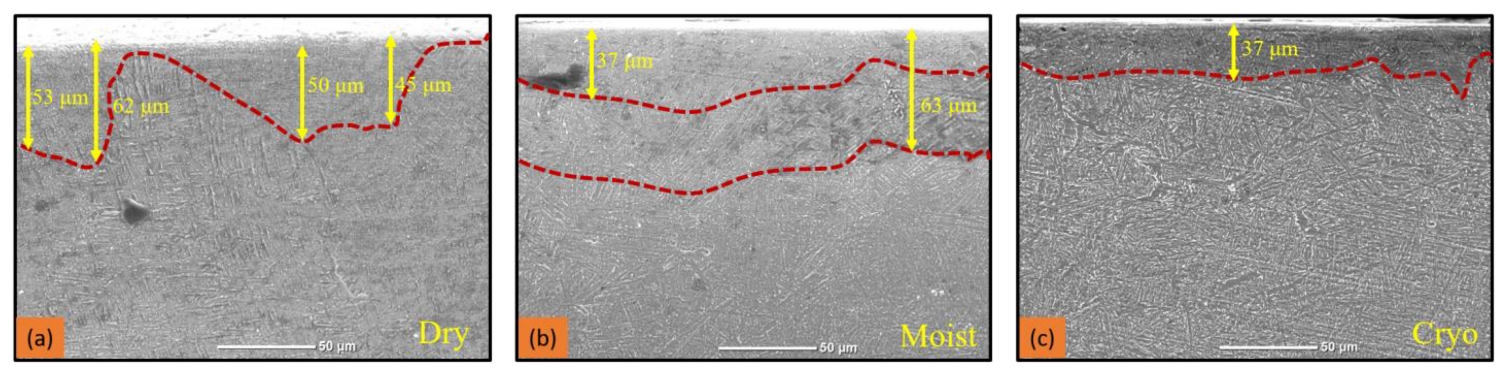
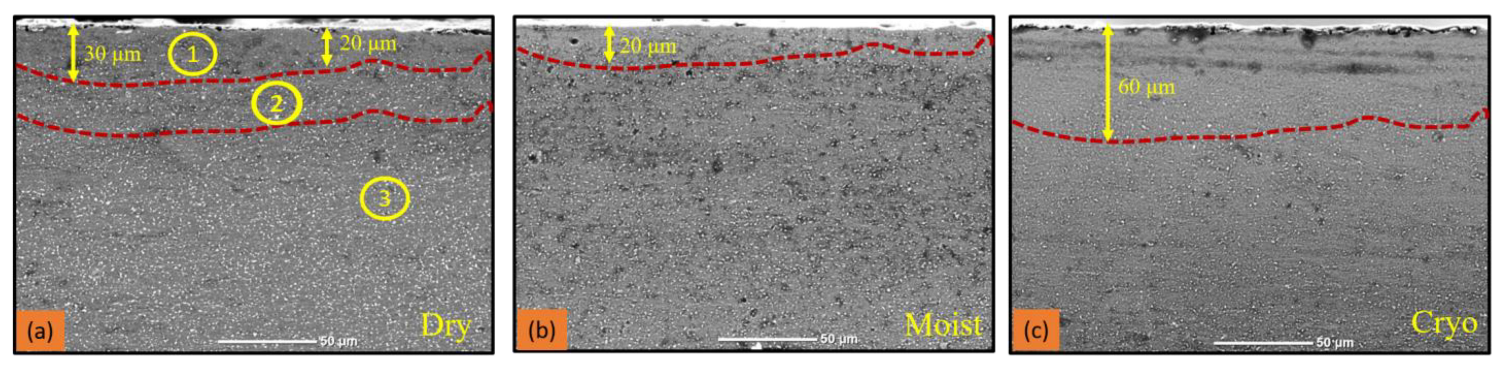
The surface integrity and subsurface layer of finished components was evaluated by JEOL JCM-6000PLUS (JEOL Ltd., Tokyo, Japan) scanning electron microscopy operated at 15 kV.
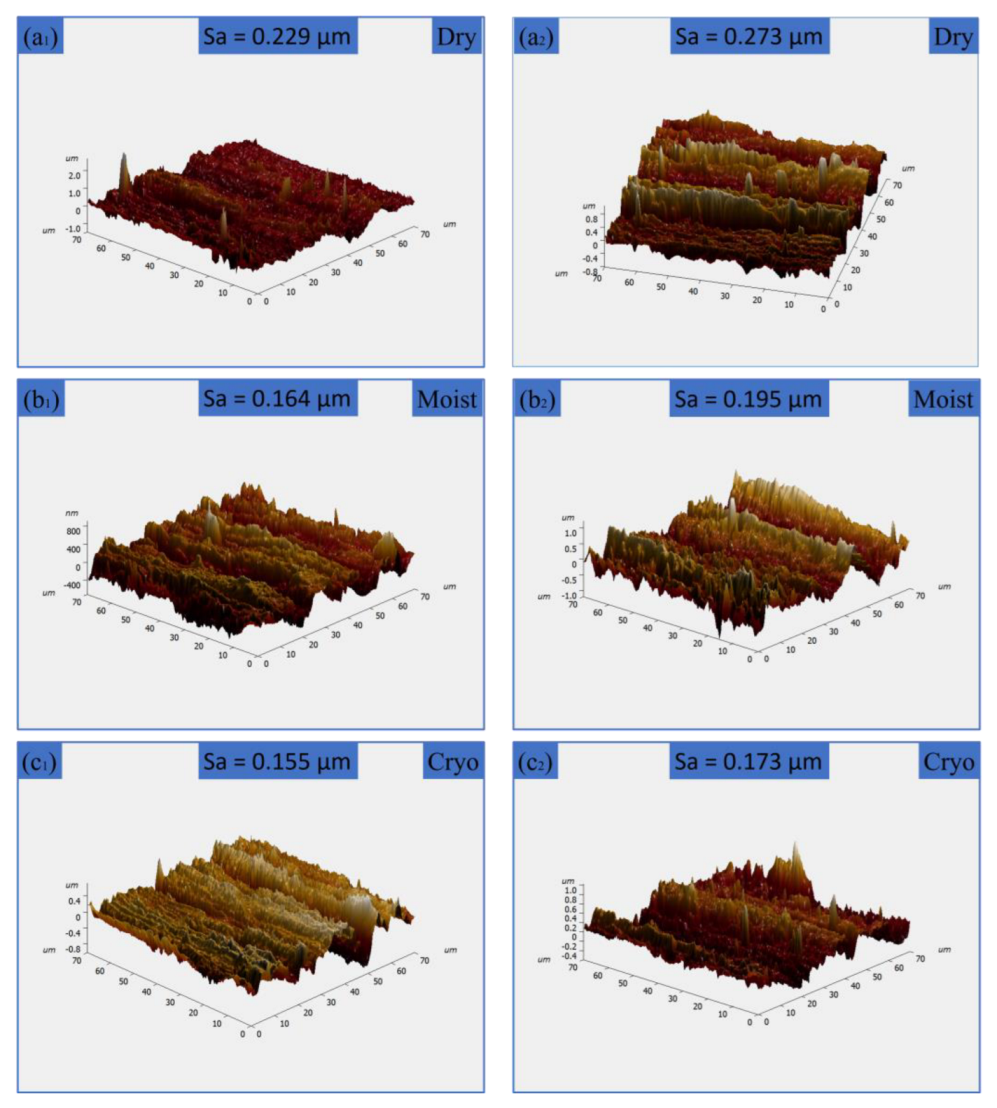
The 3D surface qualities of the finished samples were evaluated by atomic force microscope (NT-MDT service and logistics Ltd., Castletroy, Limerick, Ireland) for further validation.
Tensile tests were performed according to ASTM E8 standard [
28] on an INSTRON 8801 universal testing machine (INSTRON, Norwood, MA, USA) of 100 kN capacity for the AM and conventionally manufactured Ti-6Al-4V samples, in heat-treated condition, at a cross head displacement rate of 1 mm/min. Two specimens of each category were tested to check reproducibility.
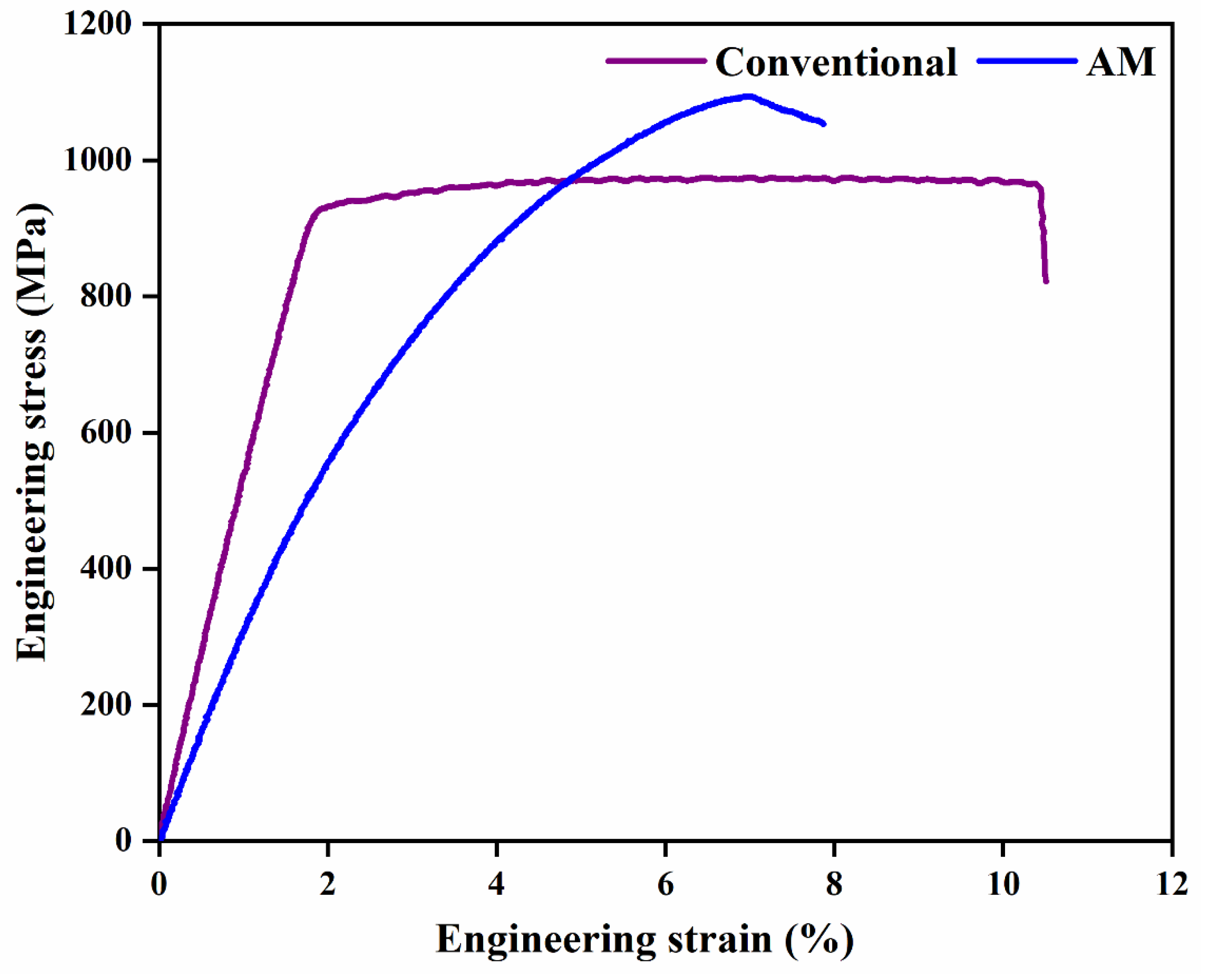
The engineering stress-strain curves of the AM and conventionally fabricated Ti-6Al-4V samples are shown in
Figure 5. The AM fabricated and heat-treated sample was found to have 12% higher tensile strength than the conventionally processed and heat-treated sample. This was due to presence of fine α martensitic structure in the AM fabricated samples [
3]. The tensile strength of the conventionally processed sample was lower and ductility was higher by 30%, in comparison with that of the AM samples.




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}