
Effects of Cr Addition on the Precipitation and Properties of Cryo-Rolled CuNiSi Alloys

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Preparations
2.2. Property Tests
2.3. Microstructure Characterizations
3. Results
3.1. EMPA Analysis
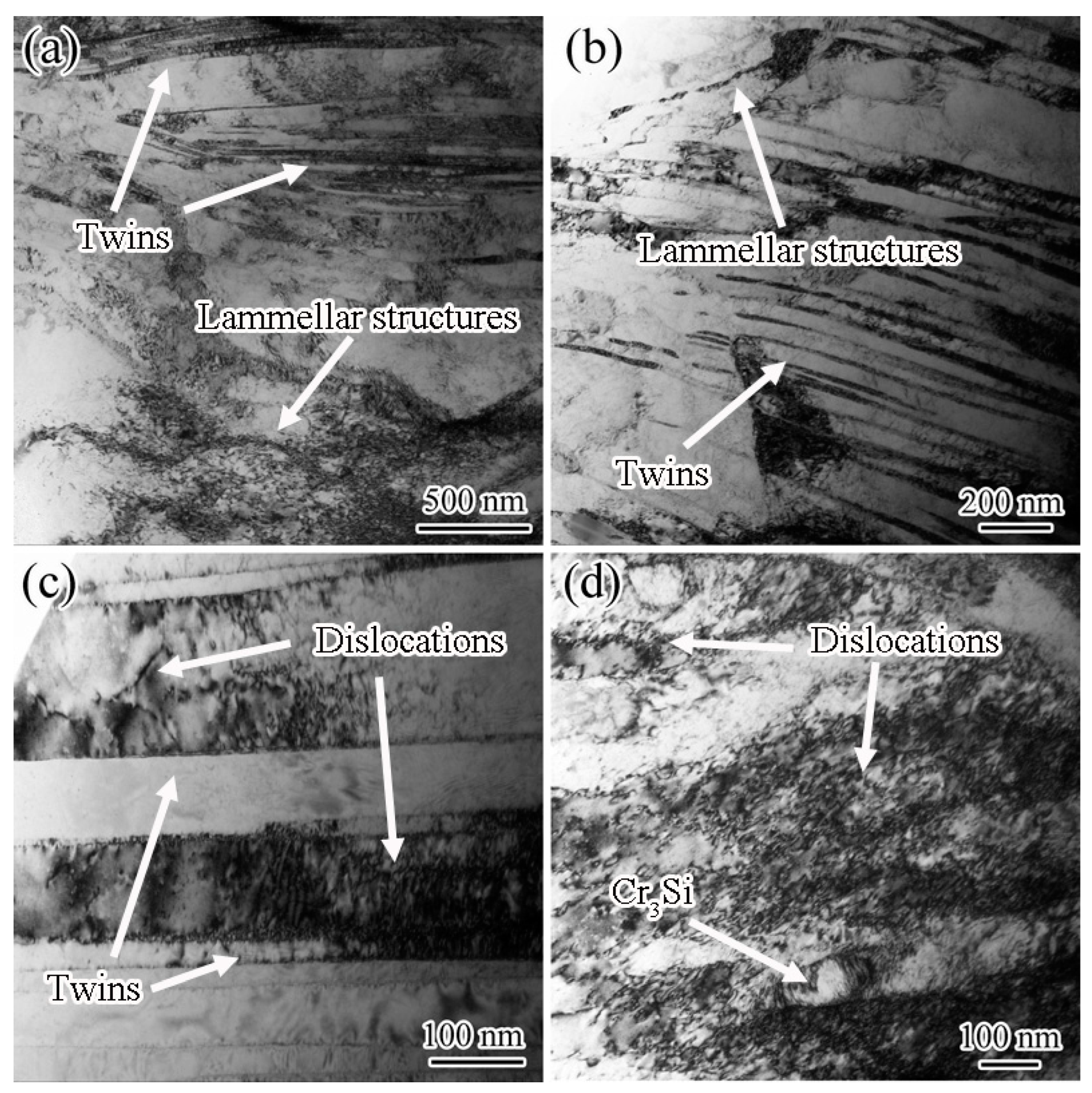
3.2. TEM Analysis
3.3. Vickers Hardness and Electrical Properties
3.4. Tensile Tests
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ghosh, G.; Miyake, J.; Fine, M.E. The systems-based design of high-strength, high-conductivity alloys. JOM 1997, 49, 56–60. [Google Scholar] [CrossRef]
- Zhao, D.M.; Dong, Q.M.; Liu, P.; Kang, B.X.; Huang, J.L.; Jin, Z.H. Aging behavior of Cu–Ni–Si alloy. Mater. Sci. Eng. A 2003, 361, 93–99. [Google Scholar] [CrossRef]
- Guo, X.H.; Song, K.X.; Liang, S.H.; Wang, X.; Zhang, Y.M. Effect of Al2O3 Particle Size on Electrical Wear Performance of Al2O3/Cu Composites. Tribol. Trans. 2016, 59, 170–177. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Li, S.G.; Song, K.S.; Zhou, Y.J.; Zhou, F.; Lu, L.L.; Liu, A.K. Effect of Stretch-Bending Straightening on the Residual Stress of C19400 Alloy Strips. J. Mater. Eng. Perform. 2023, 32, 1883–1891. [Google Scholar] [CrossRef]
- Wu, Y.K.; Li, Y.; Lu, J.Y.; Tan, S.; Jiang, F.; Sun, J. Correlations between microstructures and properties of Cu-Ni-Si-Cr alloy. Mater. Sci. Eng. A 2018, 731, 403–412. [Google Scholar] [CrossRef]
- Lu, K. The future of metals. Science 2010, 328, 319–320. [Google Scholar] [CrossRef]
- Liu, P.; Kang, B.X.; Cao, X.G.; Huang, J.L.; Gu, H.C. Coherent strengthening of aging precipitation in rapidly solidified Cu-Cr alloy. Trans. Nonferrous Met. Soc. China 1999, 4, 723–727. [Google Scholar]
- Batra, I.S.; Dey, G.K.; Kulkarni, U.D.; Banerjee, S. Microstructure and properties of a Cu-Cr-Zr alloy. J. Nucl. Mater. 2001, 299, 91–100. [Google Scholar] [CrossRef]
- Cao, H.; Min, J.Y.; Wu, S.D.; Xian, A.P.; Shang, J.K. Pinning of grain boundaries by second phase particles in equal-channel angularly pressed Cu–Fe–P alloy. Mater. Sci. Eng. A 2006, 431, 86–91. [Google Scholar] [CrossRef]
- Pang, J.C.; Li, S.X.; Zhang, Z.F. High-cycle fatigue and fracture behaviours of Cu-Be alloy with a wide strength range. Fatigue Fract. Eng. Mater. Struct. 2013, 36, 168–176. [Google Scholar] [CrossRef]
- Lei, Q.; Li, Z.; Xiao, T.; Pang, Y.; Xiang, Z.Q.; Qiu, W.T.; Xiao, Z. A new ultrahigh strength Cu–Ni–Si alloy. Intermetallics 2013, 42, 77–84. [Google Scholar] [CrossRef]
- Wang, R.; Fu YLi Xie GLi Hao, Z.F.; Zhang, S.; Liu, X.H. The Microstructure and Mechanical Properties of Cu-20Ni-20Mn Alloy Fabricated by a Compact Preparation Process. Metals 2020, 10, 1528. [Google Scholar] [CrossRef]
- Ma, M.Z.; Li, Z.; Xiao, Z.; Jia, Y.L.; Meng, X.P.; Jiang, Y.B.; Hu, Y. Microstructure and properties of Cu–Ni–Co–Si–Cr–Mg alloys with different Si contents after multi-step thermo-mechanical treatment. Mater. Sci. Eng. A 2022, 850, 143532. [Google Scholar] [CrossRef]
- Beata, K.; Rdzawski, Z.; Mariusz, K.; Pakieła, W. Precipitation Strengthening of Cu–Ni–Si Alloy. Materials 2020, 13, 1182. [Google Scholar]
- Fu, H.W.; Yin, Y.W.; Zhang, Y.; Zhang, M.Y.; Yun, X.B. Enhancing the comprehensive properties of as-cast Cu–Ni–Si alloys by continuous extrusion combined with subsequent thermomechanical treatment. Mater. Des. 2022, 222, 111033. [Google Scholar] [CrossRef]
- Khereddine, A.Y.; Larbi, F.H.; Kawasaki, M.; Baudin, T.; Bradai, D.; Langdon, T.G. An examination of microstructural evolution in a Cu–Ni–Si alloy processed by HPT and ECAP. Mater. Sci. Eng. A 2013, 576, 149–155. [Google Scholar] [CrossRef]
- Monzen, R.; Takagawa, Y.; Watanabe, C.; Terada, D.; Tsuji, N. Mechanical properties of precipitation strengthening Cu-base alloys highly deformed by ARB process. Procedia Eng. 2011, 10, 2417–2422. [Google Scholar] [CrossRef]
- Hikaru, W.; Takahiro, K.; Chihiro, W.; Ryoichi, M.; Yoshikazu, T. Tensile deformation characteristics of a CuNiSi alloy containing trace elements processed by high-pressure torsion with subsequent aging. Mater. Sci. Eng. A 2018, 730, 10–15. [Google Scholar]
- Dasharath, S.M.; Mula, S. Mechanical properties and fracture mechanisms of ultrafine grained Cu-9.6% Zn alloy processed by multiaxial cryoforging. Mater. Sci. Eng. A 2016, 675, 403–414. [Google Scholar] [CrossRef]
- Wang, Y.M.; Chen, M.W.; Zhou, F.H.; Ma, E. High tensile ductility in a nanostructured metal. Nature 2002, 419, 912–915. [Google Scholar] [CrossRef]
- Wang, W.; Chen, Z.N.; Guo, E.Y.; Kang, H.J.; Liu, Y.; Zou, C.L.; Li, R.G.; Yin, G.M.; Wang, T.M. Influence of Cryorolling on the Precipitation of Cu–Ni–Si Alloys: An In Situ X-ray Diffraction Study. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1089–1097. [Google Scholar] [CrossRef]
- Lei, Q.; Li, Z.; Dai, C.; Wang, J.; Chen, X.; Xie, J.M.; Yang, W.W.; Chen, D.L. Effect of aluminum on microstructure and property of Cu–Ni–Si alloys. Mater. Sci. Eng. A 2013, 572, 65–74. [Google Scholar] [CrossRef]
- Gholami, M.; Vesely, J.; Altenberger, I.; Kuhn, H.A.; Wollmann, M.; Janecek, M.; Wagner, L. Influence of grain size and precipitation hardening on high cycle fatigue performance of CuNiSi alloys. Mater. Sci. Eng. A 2017, 684, 524–533. [Google Scholar] [CrossRef]
- Lee, E.Y.; Han, S.Z.; Euh, K.; Lim, S.H.; Kim, S.S. Effect of Ti addition on tensile properties of Cu-Ni-Si alloys. Met. Mater. Int. 2011, 17, 569–576. [Google Scholar] [CrossRef]
- Han, S.Z.; Gu, J.H.; Lee, J.H.; Que, Z.P.; Shin, J.H.; Lim, S.H.; Kim, S.S. Effect of V addition on hardness and electrical conductivity in Cu-Ni-Si alloys. Met. Mater. Int. 2013, 19, 637–641. [Google Scholar] [CrossRef]
- Wang, W.; Kang, H.J.; Chen, Z.N.; Chen, Z.J.; Zou, C.L.; Li, R.G.; Yin, G.M.; Wang, T.M. Effects of Cr and Zr additions on microstructure and properties of Cu-Ni-Si alloys. Mater. Sci. Eng. A 2016, 673, 378–390. [Google Scholar] [CrossRef]
- Cheng, J.Y.; Tang, B.B.; Yu, F.X.; Shen, B. Evaluation of nanoscaled precipitates in a Cu–Ni–Si–Cr alloy during aging. J. Alloys Compd. 2014, 614, 189–195. [Google Scholar] [CrossRef]
- Wu, Y.K.; Li, Y.; Lu, J.Y.; Tan, S.; Jiang, F.; Sun, J. Effects of pre-deformation on precipitation behaviors and properties in Cu-Ni-Si-Cr alloy. Mater. Sci. Eng. A 2019, 742, 501–507. [Google Scholar] [CrossRef]
- Wu, Y.K.; Lu, J.Y.; Tan, S.; Jiang, F.; Sun, J. Accessing enhanced uniformity and property in CuNiSiCr alloy by high-temperature recrystallization. Mater. Sci. Eng. A 2019, 764, 138281. [Google Scholar] [CrossRef]
- Ban, Y.J.; Zhang, Y.; Jia, Y.L.; Tian, B.H.; Volinsky, A.A.; Zhang, X.H.; Zhang, Q.F.; Geng, Y.F.; Liu, Y.; Li, X. Effects of Cr addition on the constitutive equation and precipitated phases of copper alloy during hot deformation. Mater. Des. 2020, 191, 108613. [Google Scholar] [CrossRef]
- Meng, X.H.; Xie, G.L.; Xue, W.L.; Fu, Y.L.; Wang, R.; Liu, X.H. The Precipitation Behavior of a Cu-Ni-Si Alloy with Cr Addition Prepared by Heating-Cooling Combined Mold (HCCM) Continuous Casting. Materials 2022, 15, 4521. [Google Scholar] [CrossRef] [PubMed]
- Atapek, S.; Pantelakis, S.; Polat, S.; Chamos, A.; Aktaş, G. Fatigue behavior of precipitation strengthened Cu–Ni–Si alloy modified by Cr and Zr addition. Int. J. Struct. Integr. 2020, 11, 861–873. [Google Scholar] [CrossRef]
- Wang, W.; Guo, E.Y.; Chen, Z.N.; Kang, H.J.; Chen, Z.J.; Zou, C.L.; Li, R.G.; Yin, G.M.; Wang, T.M. Correlation between microstructures and mechanical properties of cryorolled CuNiSi alloys with Cr and Zr alloying. Mater. Charact. 2018, 144, 532–546. [Google Scholar] [CrossRef]
- Watanabe, C.; Takeshita, S.; Monzen, R. Effects of Small Addition of Ti on Strength and Microstructure of a Cu-Ni-Si Alloy. Metall. Mater. Trans. A 2015, 46, 2469–2475. [Google Scholar] [CrossRef]
- Zhao, Z.L.; Xiao, Z.; Li, Z.; Qiu, W.T.; Jiang, H.Y.; Lei, Q.; Liu, Z.U.; Jiang, Y.B.; Zhang, S.J. Microstructure and properties of a Cu–Ni–Si–Co–Cr alloy with high strength and high conductivity. Mater. Sci. Eng. A 2019, 759, 396–403. [Google Scholar] [CrossRef]
- Lei, Q.; Li, Z.; Zhu, A.Y.; Qiu, W.T.; Liang, S.H. The transformation behavior of Cu–8.0Ni–1.8Si–0.6Sn–0.15Mg alloy during isothermal heat treatment. Mater. Charact. 2011, 62, 904–911. [Google Scholar] [CrossRef]
- Han, S.Z.; Lim, S.H.; Kim, S.; Lee, J.; Goto, M.; Kim, H.G.; Han, B.; Kim, K.H. Increasing strength and conductivity of Cu alloy through abnormal plastic deformation of an intermetallic compound. Sci. Rep. 2016, 6, 30907. [Google Scholar] [CrossRef]
- Ahn, J.H.; Han, S.Z.; Choi, E.A.; Lee, H.; Lim, S.H.; Lee, J.; Kim, K.; Hwang, N.M.; Han, H.N. The effect of bimodal structure with nanofibers and normal precipitates on the mechanical and electrical properties of CuNiSi alloy. Mater. Charact. 2020, 170, 110642. [Google Scholar] [CrossRef]
- Shi, F.; Wang, L.J.; Cui, W.F.; Liu, C.M. Precipitation behavior of M2N in a high-nitrogen austenitic stainless steel during isothermal aging. Acta Metall. Sin. (Engl. Lett.) 2007, 20, 95–101. [Google Scholar] [CrossRef]
- Semboshi, S.; Ikeda, J.; Iwase, A.; Takasugi, T.; Suzuki, S. Effect of Boron Doping on Cellular Discontinuous Precipitation for Age-Hardenable Cu–Ti Alloys. Materials 2015, 8, 3467–3478. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | Ni | Si | Cr | Cu |
|---|---|---|---|---|
| CuNiSi | 1.917 | 0.523 | / | Bal. |
| CuNiSi-0.15Cr | 2.022 | 0.607 | 0.1272 | Bal. |
| CuNiSi-0.30Cr | 1.969 | 0.633 | 0.2602 | Bal. |
| CuNiSi-0.45Cr | 1.987 | 0.693 | 0.3807 | Bal. |
| CuNiSi-0.90Cr | 1.953 | 0.862 | 0.7768 | Bal. |
| Alloys | Ni | Si | Cr |
|---|---|---|---|
| CuNiSi-0.15Cr | 2.24 ± 0.06 | 0.50 ± 0.04 | 0.14 ± 0.02 |
| CuNiSi-0.30Cr | 2.33 ± 0.05 | 0.47 ± 0.01 | 0.20 ± 0.03 |
| CuNiSi-0.45Cr | 2.36 ± 0.06 | 0.44 ± 0.02 | 0.23 ± 0.01 |
| CuNiSi-0.90Cr | 2.34 ± 0.06 | 0.37 ± 0.02 | 0.26 ± 0.03 |
| Alloys | CR 50% + 723 K × 1 h +CR 50% + 648 K × 4 h | CR 50% + 723 K × 1 h +CR 50% + 648 K × 8 h | ||||||
|---|---|---|---|---|---|---|---|---|
| σ0.2/Mpa | σb/MPa | δ/% | C/(%IACS) | σ0.2/MPa | σb/MPa | δ/% | C/(%IACS) | |
| CuNiSi-0.15Cr | 734 | 791 | 5.7 | 43.8 | 712 | 761 | 6.3 | 48.4 |
| CuNiSi-0.30Cr | 681 | 752 | 2.7 | 43.1 | 644 | 720 | 9.2 | 46.1 |
| CuNiSi-0.45Cr | 723 | 782 | 2.8 | 42.4 | 696 | 752 | 4.2 | 45.7 |
| CuNiSi-0.90Cr | 674 | 731 | 3.5 | 41.6 | 636 | 698 | 11.1 | 44.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, W.; Chen, Z.; Guo, E.; Zhang, S.; Kang, H.; Wang, T. Effects of Cr Addition on the Precipitation and Properties of Cryo-Rolled CuNiSi Alloys. Metals 2023, 13, 758. https://doi.org/10.3390/met13040758
Wang W, Chen Z, Guo E, Zhang S, Kang H, Wang T. Effects of Cr Addition on the Precipitation and Properties of Cryo-Rolled CuNiSi Alloys. Metals. 2023; 13(4):758. https://doi.org/10.3390/met13040758
Chicago/Turabian StyleWang, Wei, Zongning Chen, Enyu Guo, Siruo Zhang, Huijun Kang, and Tongmin Wang. 2023. "Effects of Cr Addition on the Precipitation and Properties of Cryo-Rolled CuNiSi Alloys" Metals 13, no. 4: 758. https://doi.org/10.3390/met13040758