
Influence of Quenching and Subsequent Artificial Aging on Tensile Strength of Laser-Welded Joints of Al–Cu–Li Alloy


Abstract
:1. Introduction
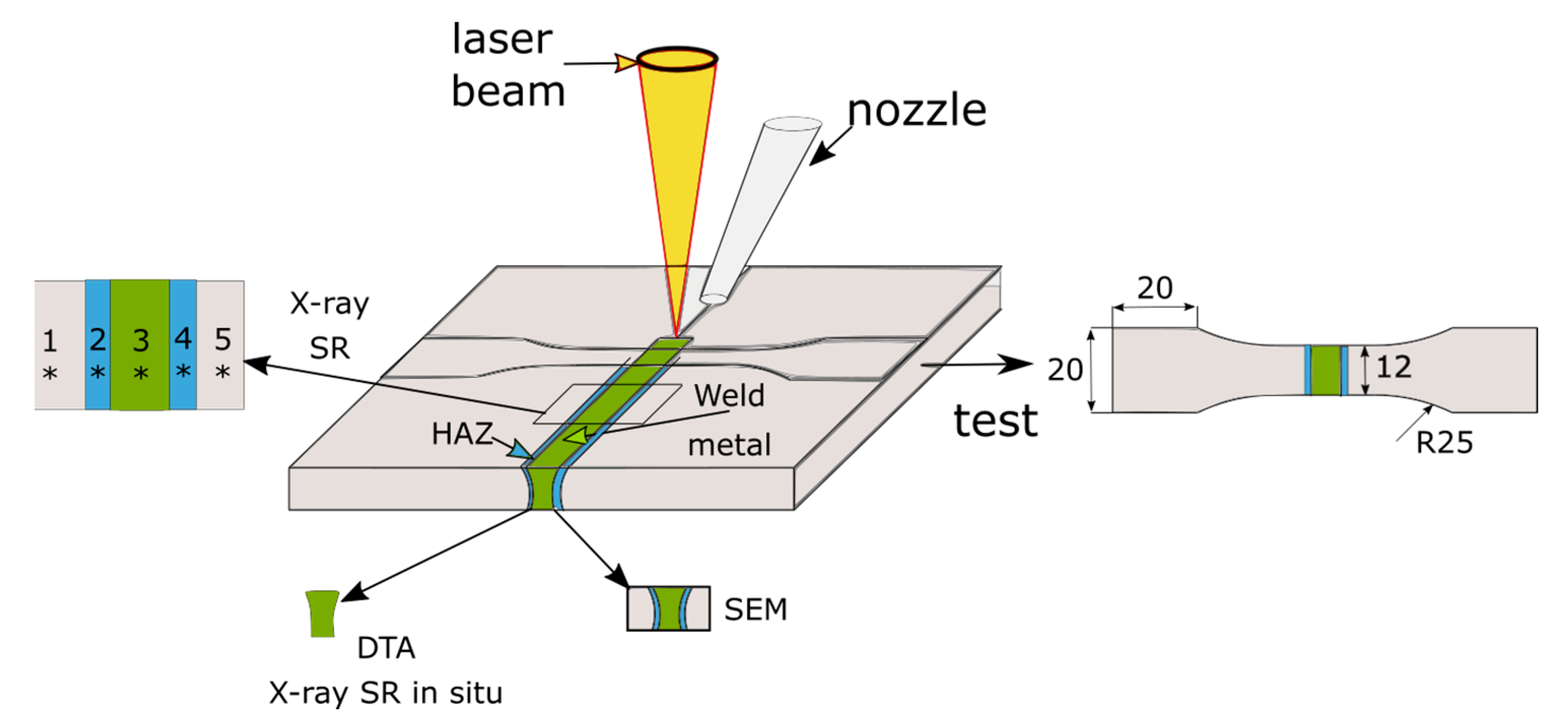
2. Materials and Methods
3. Results
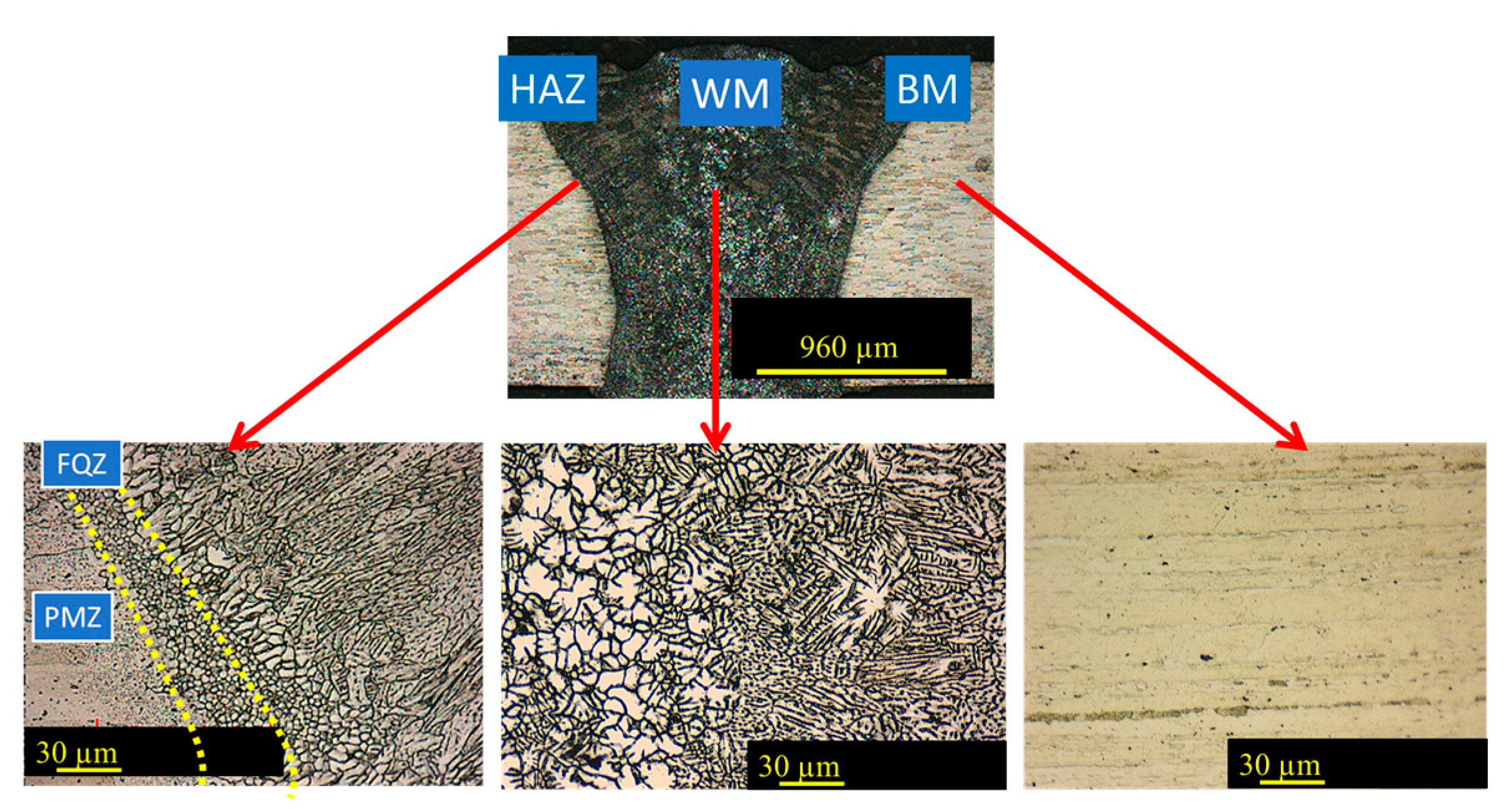
3.1. General Patterns
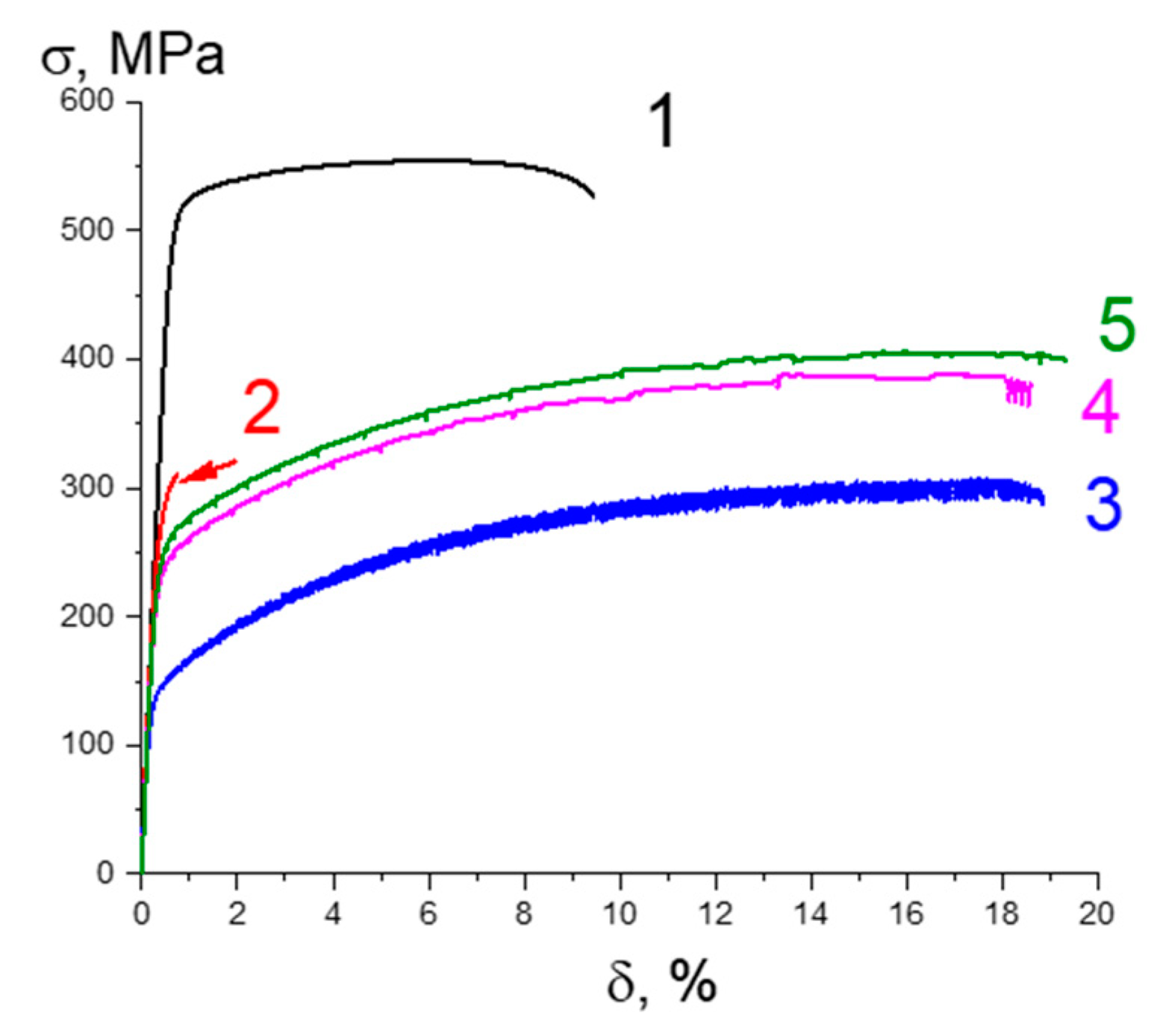
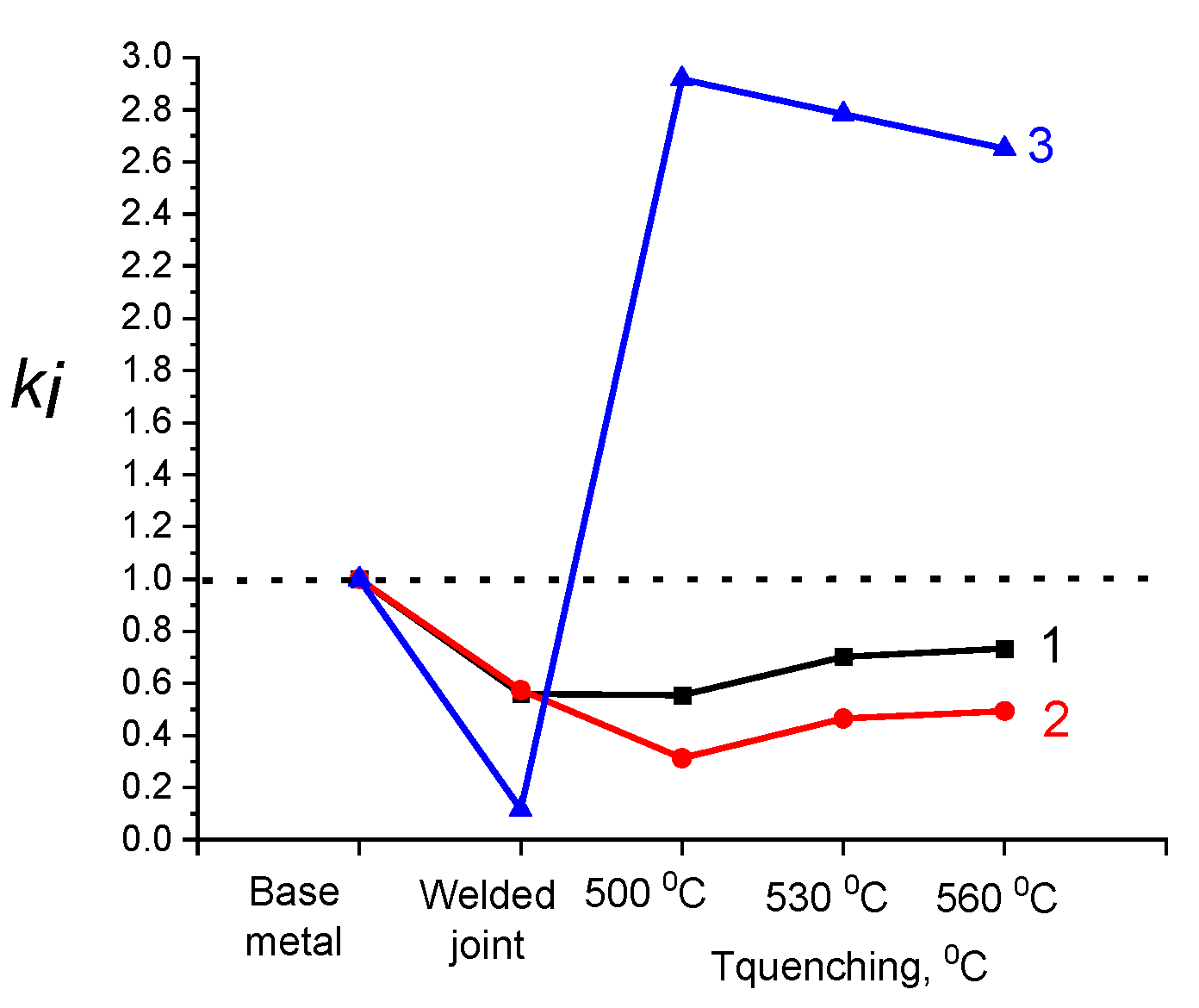
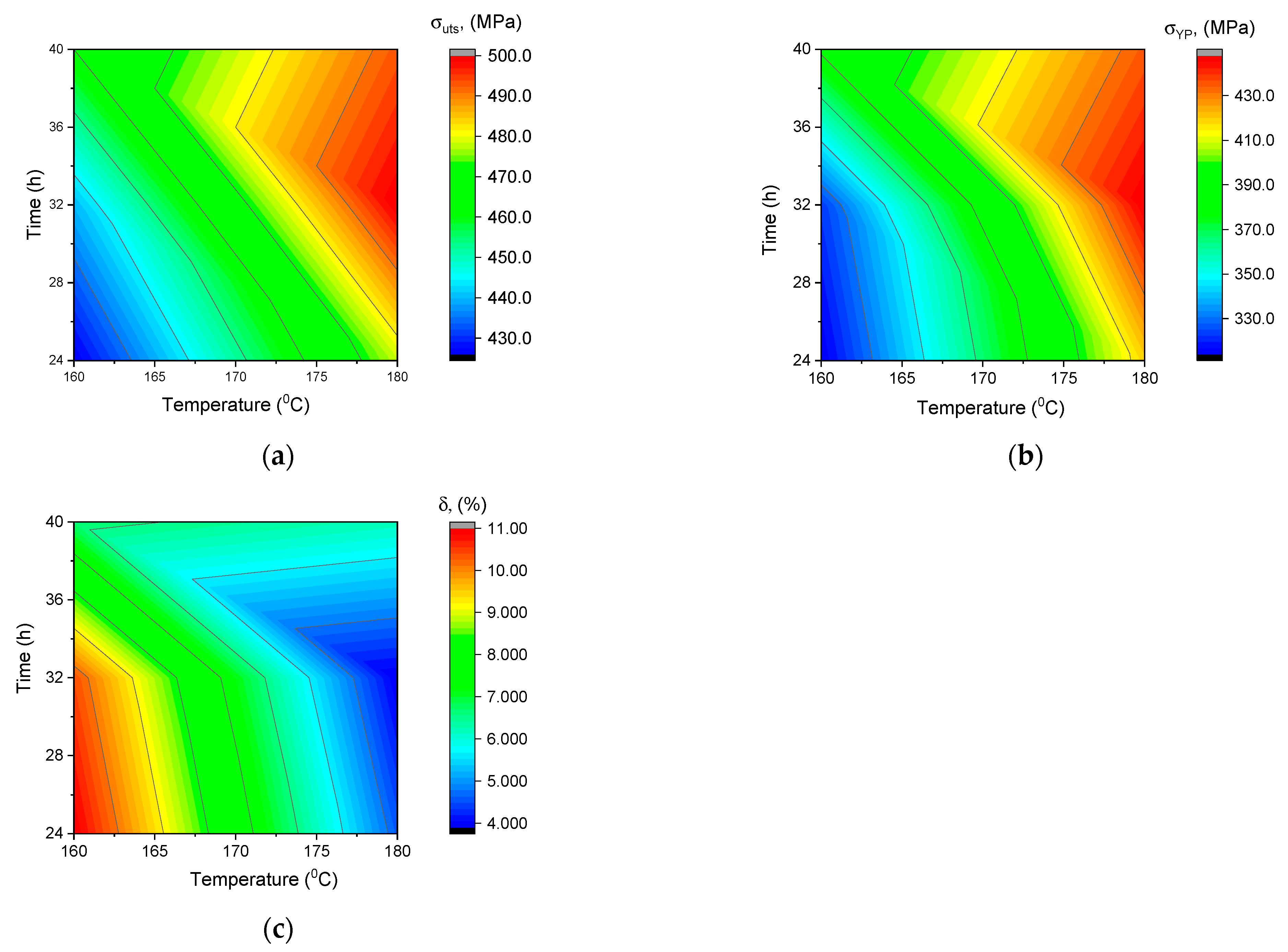
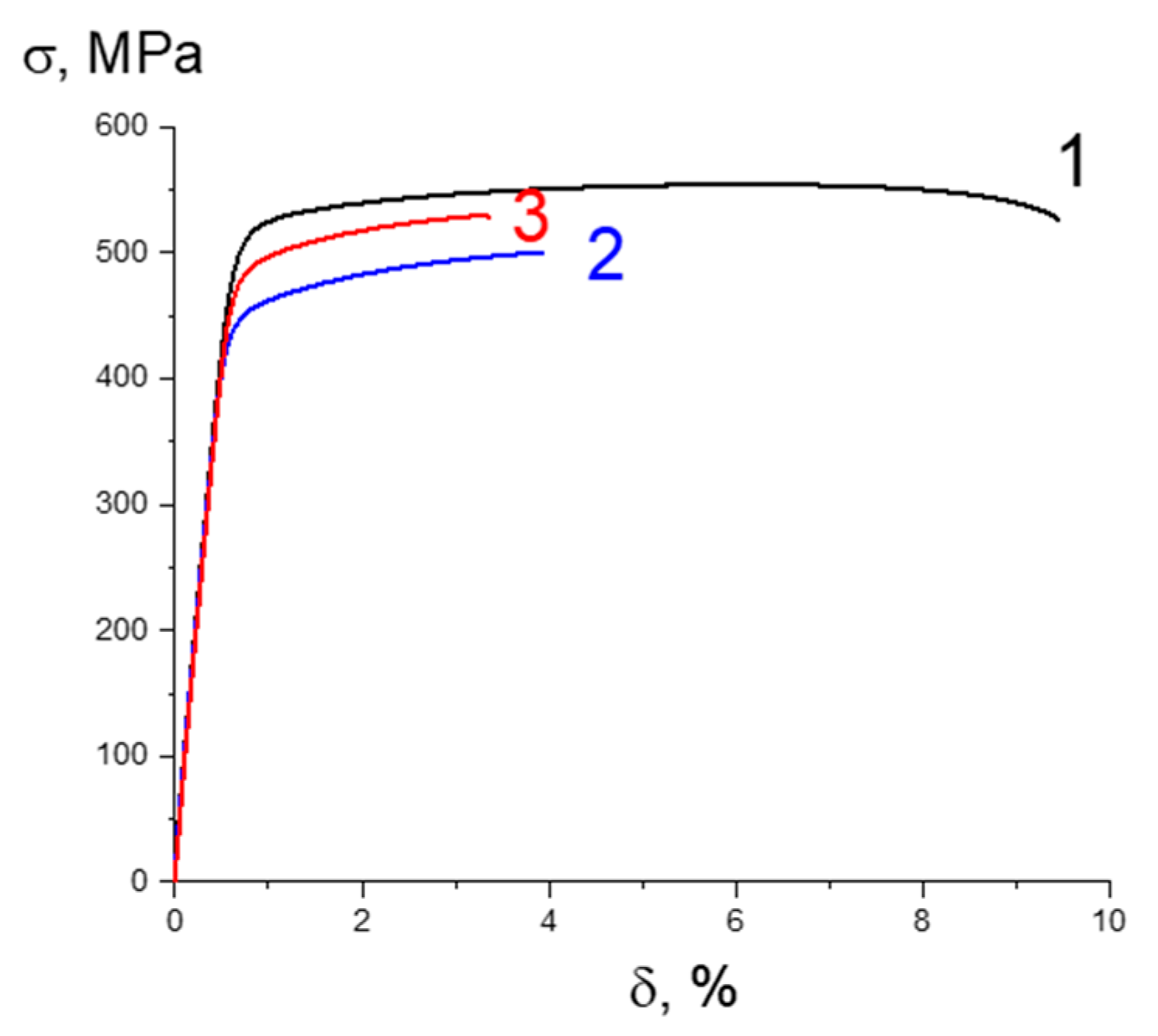
3.2. Mechanical Properties
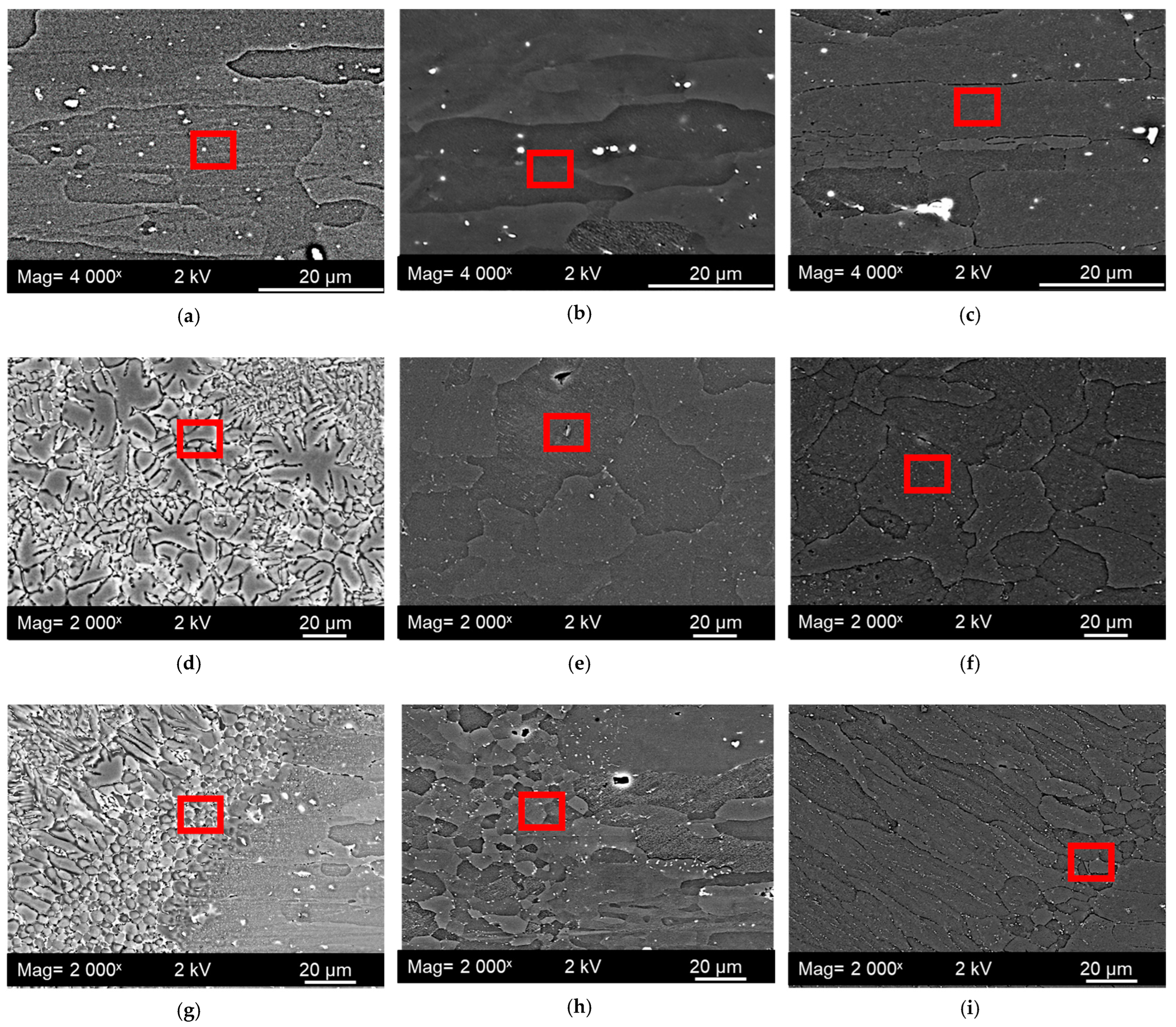
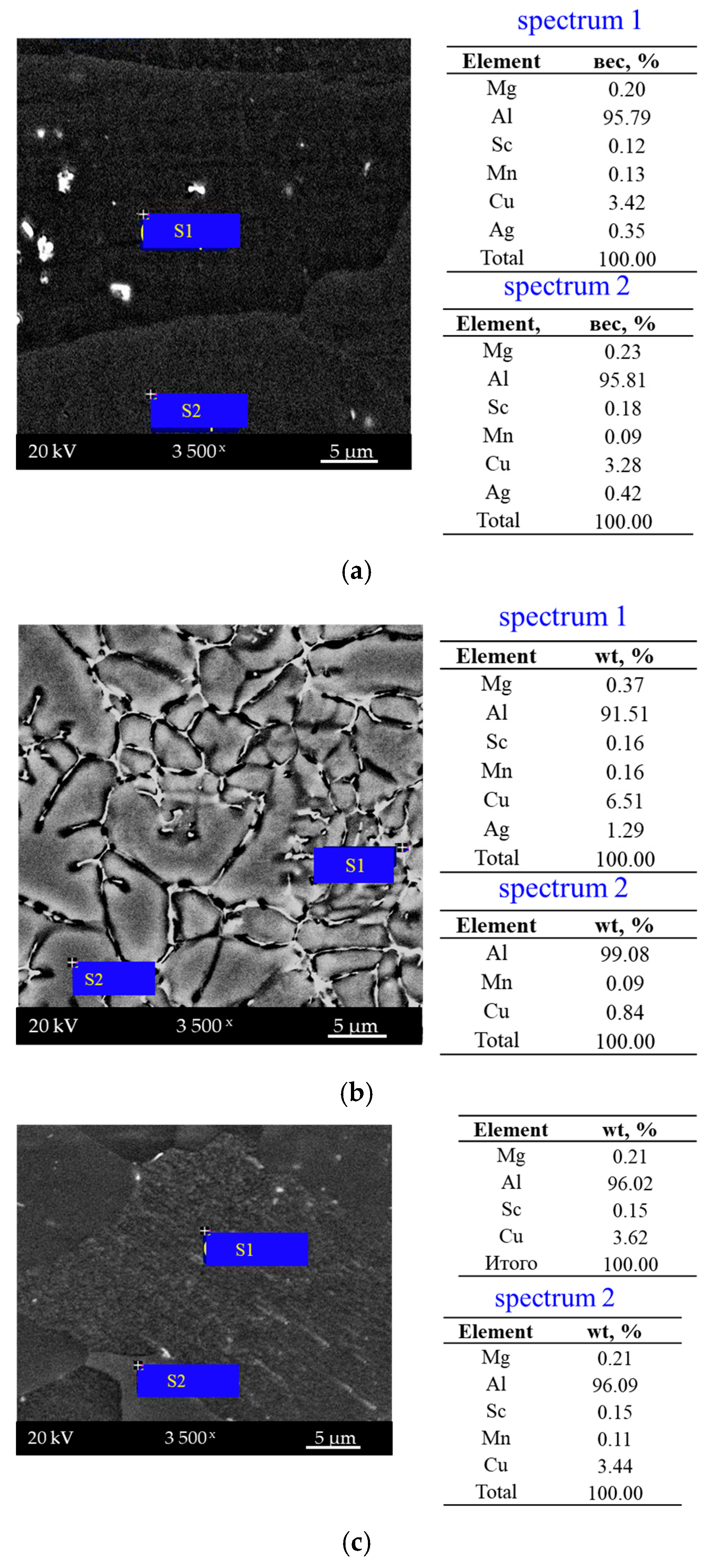
3.3. SEM Examinations
4. Discussion
- For Cu/Li ≥ 4.0; α (SSS) → Guinier–Preston (GP) zones → θ″ → θ′
- For Cu/Li = 2.5–4.0; α (SSS) → GP zones → GP zones + δ′ → θ″ + θ′ + δ′ → δ′ + T1 → T1
- For Cu/Li = 1.0–2.5; α (SSS) → GP zones + δ′ → θ′ + δ′ → δ′ + T1 → T1
- For Cu/Li ≤ 1.0; α (SSS) → GP zones → δ′ + T1 → T1
| welding → | quenching → | artificial aging |
| α-Al + T1 + θ′ | α (SSS) → GP zones → θ″ | α-Al + θ′ + T1 |
5. Conclusions
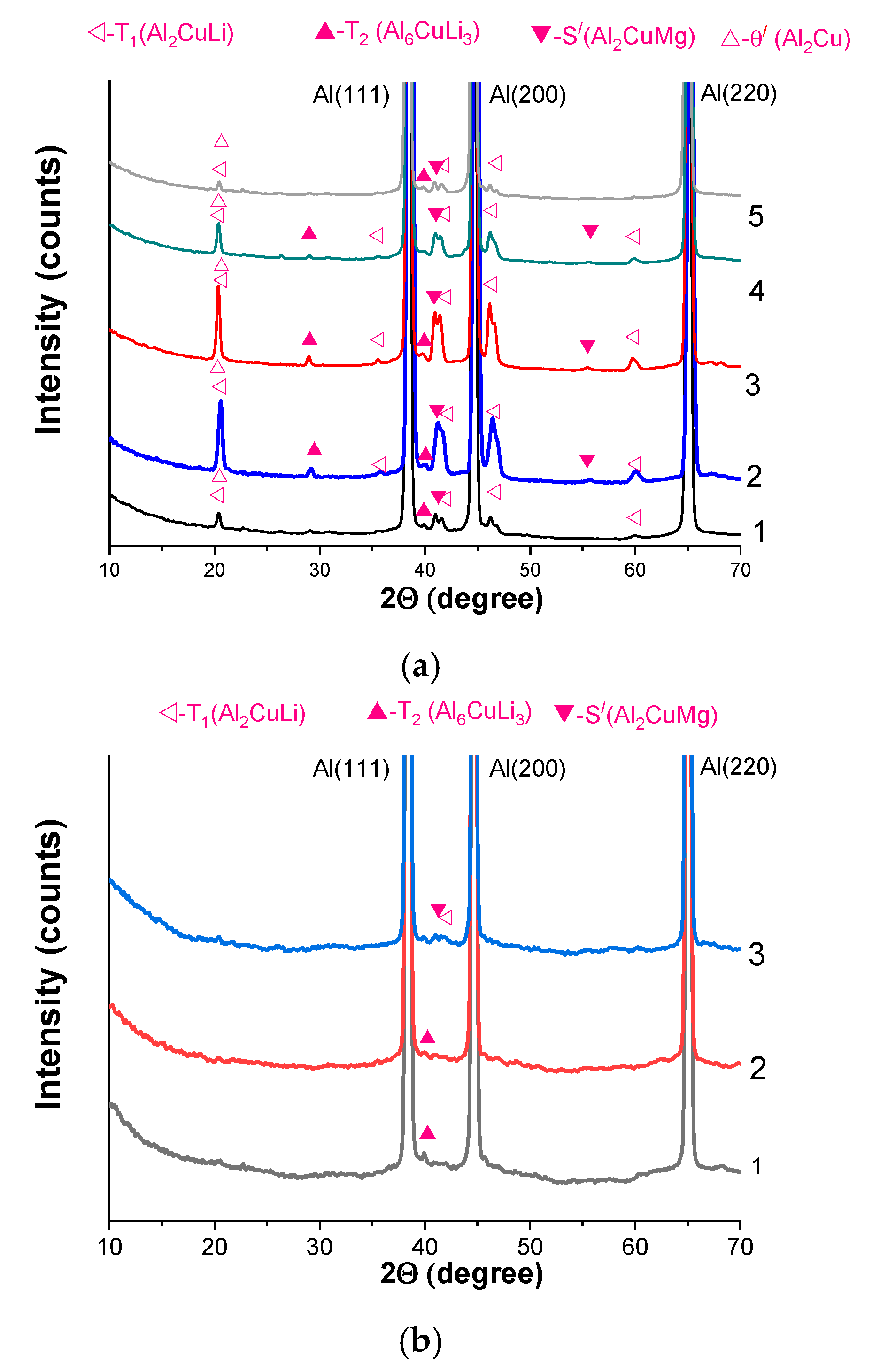
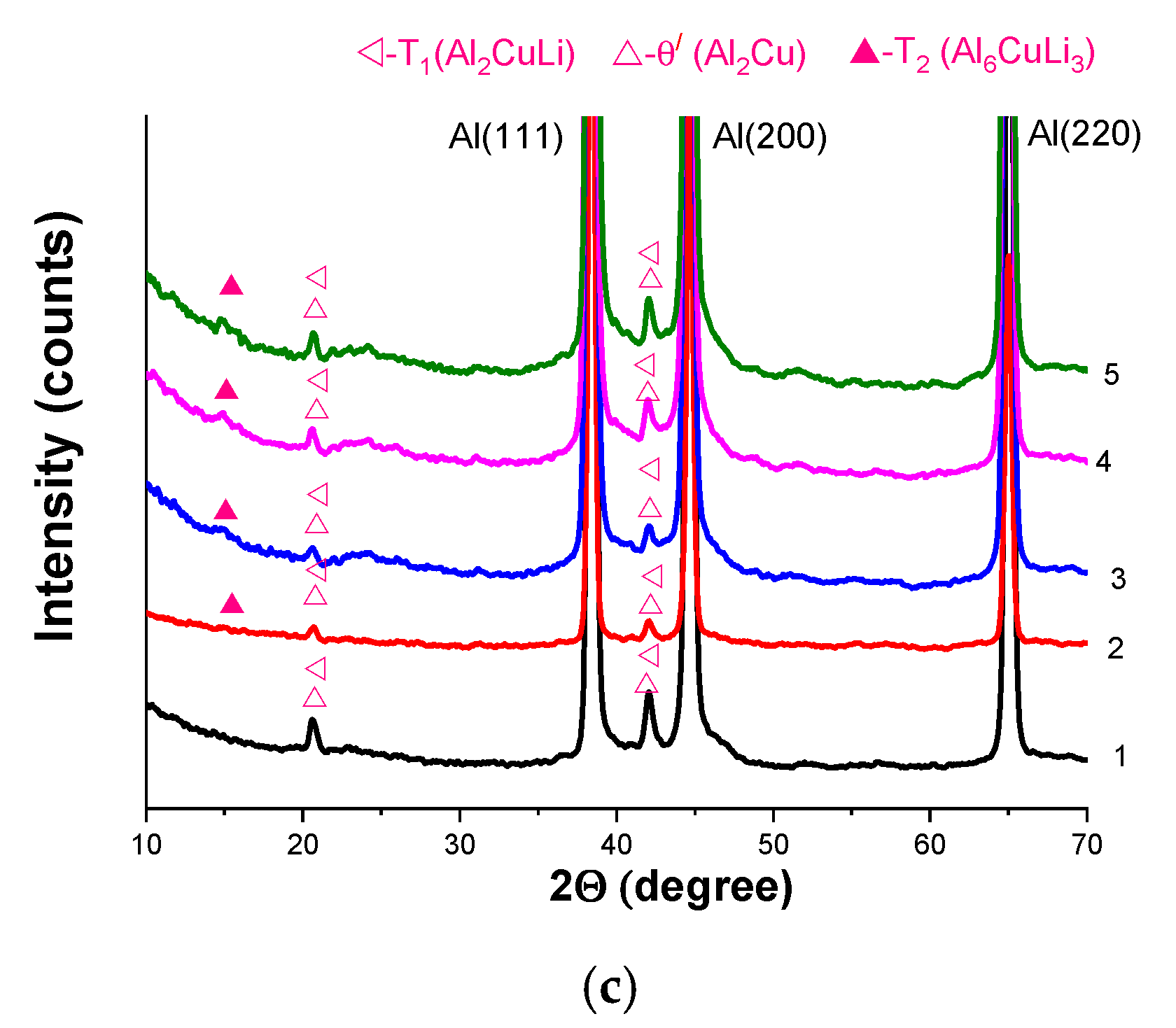
- In laser welding, copper atoms were concentrated at the grain boundaries, causing the formations of the T1(Al2CuLi), θ′(Al2Cu), and S′(Al2CuMg) phases. As a result, the ultimate tensile strength and yield point of the welded joint were 55% and 54%, respectively, of the levels inherent in the base metal.
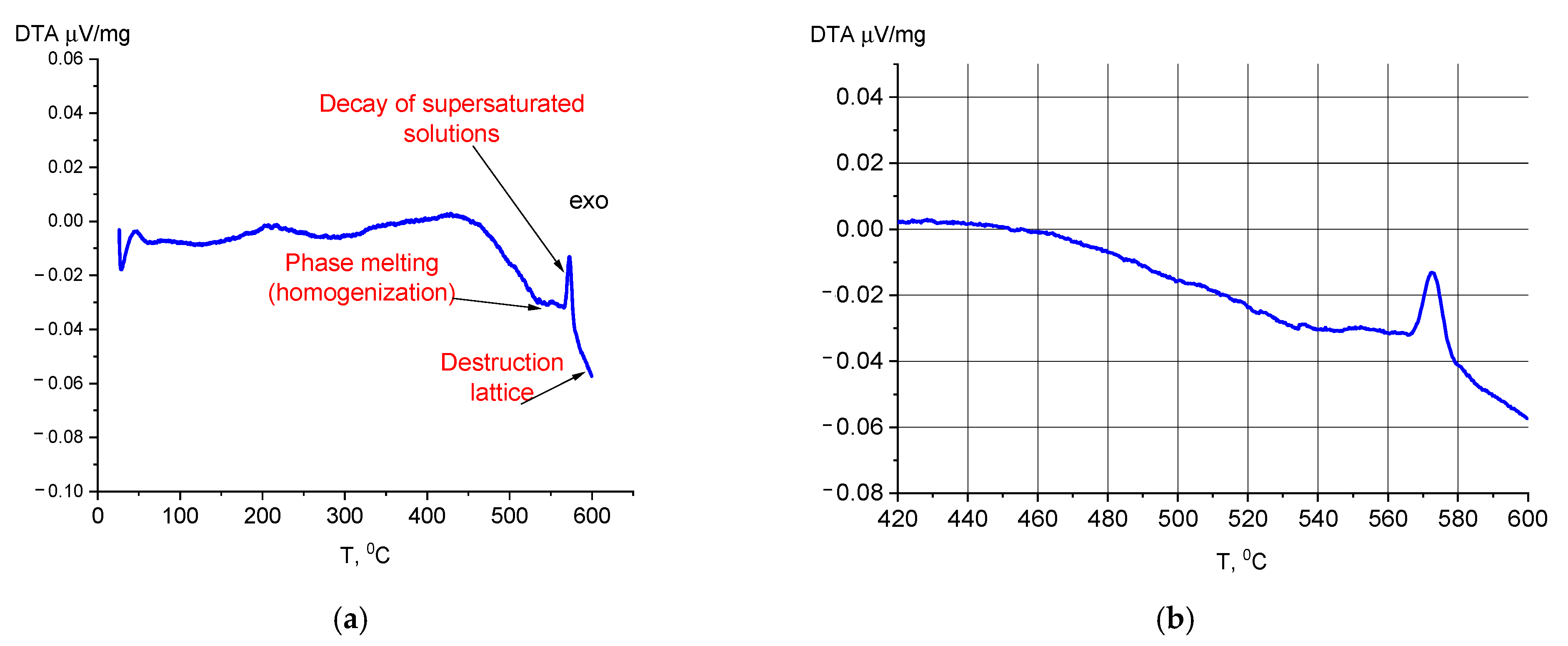
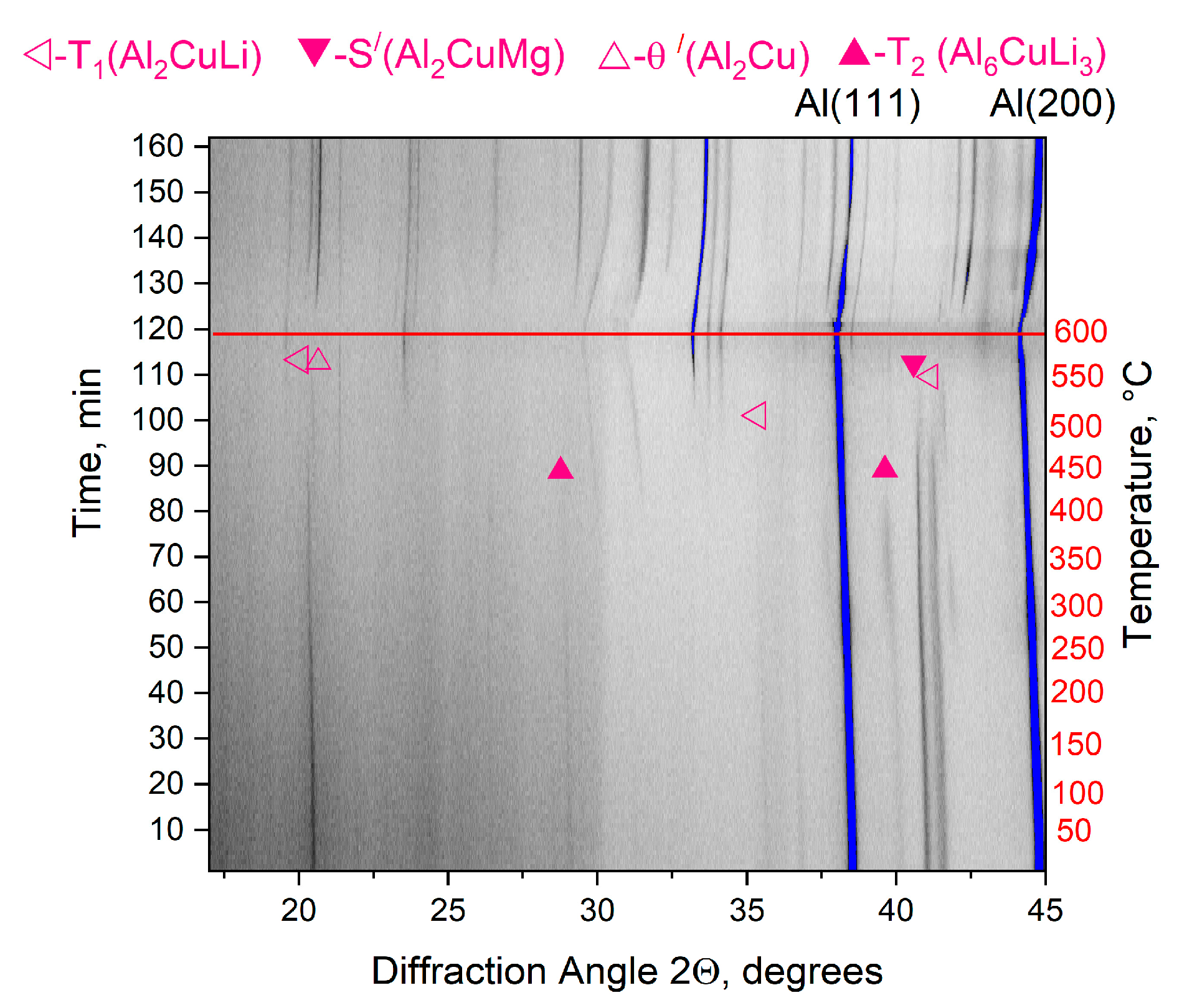
- In situ X-ray diffraction analysis on a synchrotron radiation source revealed the dissolution of the T1(Al2CuLi) and θ′(Al2Cu) phases at temperatures of 550–560 °C.
- Quenching from the temperature of 560 °C evenly distributed the alloying elements and formed the SSS, GP zones, and the metastable θ″ phase. As a result, the ultimate tensile strength increased from 306 up to 403 MPa (by ~1.3 times), while the yield point enhanced from 150 up to 250 MPa (by 1.66 times).
- Artificial aging at 190 °C for 32 h resulted in the formation of the main θ′(Al2Cu) phase with the additional T1(Al2CuLi), one in the weld metal. In this case, the ultimate tensile strength increased from 403 up to 472 MPa (by ~1.17 times), while the yield point enhanced from 259 up to 367 MPa (by 1.46 times).
- The optimal PWHT enabled for the improve of the ultimate tensile strength, yield point, and elongation of the welded joint up to 530 MPa, 485 MPa, and 3.9%, respectively, i.e., 95%, 94%, and 34% from the levels of the base metal.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, S.; Zhang, C.; Li, X.; Huang, H.; Wang, J. First-Principle Investigation on the Interfacial Structure Evolution of the δ′/θ′/δ′ Composite Precipitates in Al-Cu-Li Alloys. J. Mater. Sci. Technol. 2020, 58, 205–214. [Google Scholar] [CrossRef]
- Zhao, X.; Liu, W.; Xiao, D.; Ma, Y.; Huang, L.; Tang, Y. A Critical Review: Crystal Structure, Evolution and Interaction Mechanism with Dislocations of Nano Precipitates in Al-Li Alloys. Mater. Des. 2022, 217, 110629. [Google Scholar] [CrossRef]
- Kablov, E.N.; Antipov, V.V.; Oglodkova, J.S.; Oglodkov, M.S. Development and Application Prospects of Aluminum–Lithium Alloys in Aircraft and Space Technology. Metallurgist 2021, 65, 72–81. [Google Scholar] [CrossRef]
- Liu, C.; Zhou, Y.; Ma, P.; He, J.; Chen, L. Enhanced Age-Hardening Response at Elevated Temperature by Natural-Ageing-Modified Precipitation in an Al-Cu-Li-Mg Alloy. Mater. Charact. 2023, 199, 112791. [Google Scholar] [CrossRef]
- Wang, S.; Xue, C.; Yang, X.; Tian, G.; Wang, J. Heterogeneous Nucleation of T1 Precipitates in Solid Solution of Al-Cu-Li Alloys from Ag-Rich Structures: An Ab Initio Study. Scr. Mater. 2023, 225, 115191. [Google Scholar] [CrossRef]
- Wang, S.; Yang, X.; Wang, J.; Zhang, C.; Xue, C. Identifying the Crystal Structure of T1 Precipitates in Al-Li-Cu Alloys by Ab Initio Calculations and HAADF-STEM Imaging. J. Mater. Sci. Technol. 2023, 133, 41–57. [Google Scholar] [CrossRef]
- Yang, Y.; He, G.; Liu, Y.; Li, K.; Wu, W.; Huang, C. Quantitative Contribution of T1 Phase to the Strength of Al-Cu-Li Alloys. J. Mater. Sci. 2021, 56, 18368–18390. [Google Scholar] [CrossRef]
- Tian, X.; Zhao, Y.; Gu, T.; Guo, Y.; Xu, F.; Hou, H. Cooperative Effect of Strength and Ductility Processed by Thermomechanical Treatment for Cu–Al–Ni Alloy. Mater. Sci. Eng. A 2022, 849, 143485. [Google Scholar] [CrossRef]
- Xu, X.; Hao, Y.; Dong, R.; Hou, H.; Zhao, Y. Effect of Undercooling on Microstructure Evolution of Cu Based Alloys. J. Alloys Compd. 2023, 935, 167998. [Google Scholar] [CrossRef]
- Hu, Y.N.; Wu, S.C.; Chen, L. Review on Failure Behaviors of Fusion Welded High-Strength Al Alloys Due to Fine Equiaxed Zone. Eng. Fract. Mech. 2019, 208, 45–71. [Google Scholar] [CrossRef]
- Kashaev, N.; Ventzke, V.; Çam, G. Prospects of Laser Beam Welding and Friction Stir Welding Processes for Aluminum Airframe Structural Applications. J. Manuf. Process. 2018, 36, 571–600. [Google Scholar] [CrossRef]
- Fernández-Calvo, A.I.; Delgado, C.; Dufour, P.; Aldanondo, E.; Díaz, M.; García-Blanco, M.B. New EoL Routes of Al-Li Aircraft Integral LBW and FSW Welded Panels Including New Cr-Free Coatings. Crystals 2023, 13, 807. [Google Scholar] [CrossRef]
- Zhang, Y.; Tao, W.; Chen, Y.; Lei, Z.; Bai, R.; Lei, Z. Experiment and Numerical Simulation for the Compressive Buckling Behavior of Double-Sided Laser-Welded Al–Li Alloy Aircraft Fuselage Panel. Materials 2020, 13, 3599. [Google Scholar] [CrossRef] [PubMed]
- Cheng, J.; Song, G.; Zhang, X.; Liu, C.; Liu, L. Review of Techniques for Improvement of Softening Behavior of Age-Hardening Aluminum Alloy Welded Joints. Materials 2021, 14, 5804. [Google Scholar] [CrossRef] [PubMed]
- Han, C.; Jiang, P.; Geng, S.; Mi, G.; Wang, C.; Li, Y. Nucleation Mechanisms of Equiaxed Grains in the Fusion Zone of Aluminum-Lithium Alloys by Laser Welding. J. Mater. Res. Technol. 2021, 14, 2219–2232. [Google Scholar] [CrossRef]
- Ning, J.; Zhang, L.J.; Bai, Q.L.; Yin, X.Q.; Niu, J.; Zhang, J.X. Comparison of the Microstructure and Mechanical Performance of 2A97 Al-Li Alloy Joints between Autogenous and Non-Autogenous Laser Welding. Mater. Des. 2017, 120, 144–156. [Google Scholar] [CrossRef]
- Fu, B.; Qin, G.; Meng, X.; Ji, Y.; Zou, Y.; Lei, Z. Microstructure and Mechanical Properties of Newly Developed Aluminum-Lithium Alloy 2A97 Welded by Fiber Laser. Mater. Sci. Eng. A 2014, 617, 1–11. [Google Scholar] [CrossRef]
- Zhang, X.; Yang, W.; Xiao, R. Microstructure and Mechanical Properties of Laser Beam Welded Al-Li Alloy 2060 with Al-Mg Filler Wire. Mater. Des. 2015, 88, 446–450. [Google Scholar] [CrossRef]
- Zhang, X.; Huang, T.; Yang, W.; Xiao, R.; Liu, Z.; Li, L. Microstructure and Mechanical Properties of Laser Beam-Welded AA2060 Al-Li Alloy. J. Mater. Process. Technol. 2016, 237, 301–308. [Google Scholar] [CrossRef]
- Liu, F.; Wang, X.; Zhou, B.; Huang, C.; Lyu, F. Corrosion Resistance of 2060 Aluminum–Lithium Alloy LBW Welds Filled with Al-5.6Cu Wire. Materials 2018, 11, 1988. [Google Scholar] [CrossRef] [Green Version]
- Zhang, X.; Liu, B.; Zhou, X.; Wang, J.; Hashimoto, T.; Luo, C.; Sun, Z.; Tang, Z.; Lu, F. Laser Welding Introduced Segregation and Its Influence on the Corrosion Behaviour of Al-Cu-Li Alloy. Corros. Sci. 2018, 135, 177–191. [Google Scholar] [CrossRef]
- Han, B.; Tao, W.; Chen, Y.; Li, H. Double-Sided Laser Beam Welded T-Joints for Aluminum-Lithium Alloy Aircraft Fuselage Panels: Effects of Filler Elements on Microstructure and Mechanical Properties. Opt. Laser Technol. 2017, 93, 99–108. [Google Scholar] [CrossRef]
- Wang, S.; Zhao, L.; Jin, Y. Influence of Post-Weld Heat Treatment on Microstructure and Mechanical Properties of Laser Beam Welded 2195 Al–Li Alloy. Mater. Res. Express 2019, 6, 076567. [Google Scholar] [CrossRef]
- Faraji, A.H.; Moradi, M.; Goodarzi, M.; Colucci, P.; Maletta, C. An Investigation on Capability of Hybrid Nd:YAG Laser-TIG Welding Technology for AA2198 Al-Li Alloy. Opt. Lasers Eng. 2017, 96, 1–6. [Google Scholar] [CrossRef]
- Xu, B.; Jin, G.; Zhang, Z.; Wang, J.; Zhan, X. Effect on the Property of 2195 Al-Li Alloy Laser-Welded Joints with Different Filler Materials. Metals 2023, 13, 958. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent Progress on Control Strategies for Inherent Issues in Friction Stir Welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Meng, X.; Xie, Y.; Ma, X.; Liang, M.; Peng, X.; Han, S.; Kan, L.; Wang, X.; Chen, S.; Huang, Y. Towards Friction Stir Remanufacturing of High-Strength Aluminum Components. Acta Metall. Sin. (Engl. Lett.) 2023, 36, 91–102. [Google Scholar] [CrossRef]
- Shiganov, I.N.; Kholopov, A.A.; Trushnikov, A.V.; Ioda, E.N.; Panteleev, M.D.; Skupov, A.A. Laser Welding of High-Strength Aluminium–Lithium Alloys with a Filler Wire. Weld. Int. 2017, 31, 481–486. [Google Scholar] [CrossRef]
- Malikov, A.; Orishich, A.; Vitoshkin, I.; Bulina, N.; Karpov, E.; Gutakovskii, A.; Batsanov, S.; Ancharov, A.; Tabakaev, R. Effect of the Structure and the Phase Composition on the Mechanical Properties of Al–Cu–Li Alloy Laser Welds. Mater. Sci. Eng. A 2021, 809, 140947. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of Post-Weld Heat Treatment on the Microstructure and Mechanical Properties of Laser-Welded NiTi/304SS Joint with Ni Filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Malikov, A.; Orishich, A.; Vitoshkin, I.; Karpov, E.; Ancharov, A. Effect of Post-Heat Treatment on Microstructure and Mechanical Properties of Laser Welded Al-Cu-Mg Alloy. J. Manuf. Process. 2021, 64, 620–632. [Google Scholar] [CrossRef]
- Malikov, A.; Bulina, N.; Sharafutdinov, M.; Orishich, A. Study of the Structure and Phase Composition of Laser Welded Joints of Al-Cu-Li Alloy under Different Heat Treatment Conditions. Int. J. Adv. Manuf. Technol. 2019, 104, 4313–4324. [Google Scholar] [CrossRef]
- Jia, M.; Zheng, Z.; Gong, Z. Microstructure Evolution of the 1469 Al–Cu–Li–Sc Alloy during Homogenization. J. Alloys Compd. 2014, 614, 131–139. [Google Scholar] [CrossRef]
- Kolobnev, N.I.; Khokhlatova, L.B.; Lukina, E.A. Trends in the Development of Aluminum-Lithium Alloys and Technologies for Their Processing; Kolobnev, N.I., Khokhlatova, L.B., Lukina, E.A., Eds.; All-Russian Scientific Research Institute of Aviation Materials: Moscow, Russia, 2019; 367p, ISBN 9785905217500. [Google Scholar]
- Malikov, A.G.; Orishich, A.M. Laser Welding of the High-Strength Al–Cu–Li Alloy. Int. J. Adv. Manuf. Technol. 2018, 94, 2217–2227. [Google Scholar] [CrossRef]
- Wu, C.H.; Li, H.; Bian, T.J.; Lei, C.; Zhang, L.W. Natural Aging Behaviors of Al-Cu-Li Alloy: PLC Effect, Properties and Microstructure Evolution. Mater. Charact. 2022, 184, 111694. [Google Scholar] [CrossRef]
- Betsofen, S.Y.; Antipov, V.V.; Knyazev, M.I. Al–Cu–Li and Al–Mg–Li Alloys: Phase Composition, Texture, and Anisotropy of Mechanical Properties (Review). Russ. Metall. 2016, 2016, 326–341. [Google Scholar] [CrossRef]
- Malikov, A.; Orishich, A.; Bulina, N.; Karpov, E.; Sharafutdinov, M. Effect of Post Heat Treatment on the Phase Composition and Strength of Laser Welded Joints of an Al–Mg–Li Alloy. Mater. Sci. Eng. A 2019, 765, 138302. [Google Scholar] [CrossRef]
- Orishich, A.M.; Malikov, A.G.; Karpov, E.V.; Pavlov, N.A.; Mesenzova, I.S. Effect of Heat Treatment on Mechanical and Microstructural Properties of the Welded Joint of the Al–Mg–Li Alloy Obtained by Laser Welding. J. Appl. Mech. Tech. Phys. 2018, 59, 561–568. [Google Scholar] [CrossRef]
- Prasad, N.E.; Ramachandran, T.R. Phase Diagrams and Phase Reactions in Al–Li Alloys. In Aluminum-Lithium Alloys; Elsevier: Amsterdam, The Netherlands, 2014; pp. 61–97. ISBN 9780124016989. [Google Scholar]
- Cassada, W.A.; Shiflet, G.J.; Jesser, W.A. Heterogeneous Nucleation and Growth of Δ′ in Al at.% Li. Acta Metall. Mater. 1992, 40, 2101–2111. [Google Scholar] [CrossRef]
- Wang, Z.M.; Shiflet, G.J. δ′ Nucleation and Growth on Low-Angle Dislocation Boundaries in Al-Li. Phys. Status Solidi 1995, 149, 105–122. [Google Scholar] [CrossRef]
- Liu, Y.; Teng, F.; Cao, F.H.; Yin, Z.X.; Jiang, Y.; Wang, S.B.; Shen, P.K. Defective GP-Zones and Their Evolution in an Al-Cu-Mg Alloy during High-Temperature Aging. J. Alloys Compd. 2019, 774, 988–996. [Google Scholar] [CrossRef]
- Gault, B.; de Geuser, F.; Bourgeois, L.; Gabble, B.M.; Ringer, S.P.; Muddle, B.C. Atom Probe Tomography and Transmission Electron Microscopy Characterisation of Precipitation in an Al–Cu–Li–Mg–Ag Alloy. Ultramicroscopy 2011, 111, 683–689. [Google Scholar] [CrossRef] [PubMed]
- Duan, S.Y.; Wu, C.L.; Gao, Z.; Cha, L.M.; Fan, T.W.; Chen, J.H. Interfacial Structure Evolution of the Growing Composite Precipitates in Al-Cu-Li Alloys. Acta Mater. 2017, 129, 352–360. [Google Scholar] [CrossRef]
- Wang, S.C.; Starink, M.J. Precipitates and Intermetallic Phases in Precipitation Hardening Al–Cu–Mg–(Li) Based Alloys. Int. Mater. Rev. 2005, 50, 193–215. [Google Scholar] [CrossRef] [Green Version]
- Alexopoulos, N.D.; Velonaki, Z.; Stergiou, C.I.; Kourkoulis, S.K. Effect of Ageing on Precipitation Kinetics, Tensile and Work Hardening Behavior of Al-Cu-Mg (2024) Alloy. Mater. Sci. Eng. A 2017, 700, 457–467. [Google Scholar] [CrossRef]
- Martin, J. The Microstructure of Precipitation-Hardened Alloys. In Precipitation Hardening; Elsevier: Amsterdam, The Netherlands, 1998; pp. 1–78. [Google Scholar]
- Liang, M.; Chen, L.; Zhao, G.; Guo, Y. Effects of Solution Treatment on the Microstructure and Mechanical Properties of Naturally Aged EN AW 2024 Al Alloy Sheet. J. Alloys Compd. 2020, 824, 153943. [Google Scholar] [CrossRef]
- Yoshimura, R.; Konno, T.J.; Abe, E.; Hiraga, K. Transmission Electron Microscopy Study of the Early Stage of Precipitates in Aged Al–Li–Cu Alloys. Acta Mater. 2003, 51, 2891–2903. [Google Scholar] [CrossRef]
- Milkereit, B.; Starink, M.J.; Rometsch, P.A.; Schick, C.; Kessler, O. Review of the Quench Sensitivity of Aluminium Alloys: Analysis of the Kinetics and Nature of Quench-Induced Precipitation. Materials 2019, 12, 4083. [Google Scholar] [CrossRef] [PubMed] [Green Version]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| W, kW | V, m/min | ∆f, mm | P, J/mm | E, J/mm3 |
|---|---|---|---|---|
| 3.5 | 4 | −3 | 20.99 | 49.5 |
| Sample | σUTS, MPa | k1, | σYP, MPa | k2, | δ, % | k3 |
|---|---|---|---|---|---|---|
| Base metal | 556 | – | 514 | – | 10.4 | – |
| Welded joint | 310 | 0.55 | 295 | 0.57 | 0.7 | 0.06 |
| № | Temperature, °C | Time, h |
|---|---|---|
| 1 | 160 | 24 |
| 2 | 160 | 32 |
| 3 | 160 | 40 |
| 4 | 180 | 24 |
| 5 | 180 | 32 |
| 6 | 180 | 40 |
| Initial State | Quenching from 560 °C | Quenching from 560 °C and Subsequent Artificial Aging at 180 °C for 32 h | ||
|---|---|---|---|---|
| Base metal | Main phases | α-Al+ T1(Al2CuLi) | α-Al + SSS + GP zones + θ″ | α-Al + θ′(Al2Cu) |
| Additional phases | T2(Al6CuLi3) S(Al2CuMg) θ′(Al2Cu) | T1(Al2CuLi) | ||
| Weld metal | Main phases | α-Al + T1(Al2CuLi)) | α-Al + SSS + GP zones + θ″ | α-Al + θ′(Al2Cu) |
| Additional phases | S(Al2CuMg) T2(Al6CuLi3) θ′(Al2Cu) | T1(Al2CuLi) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Malikov, A.; Karpov, E.; Kuper, K.; Shmakov, A. Influence of Quenching and Subsequent Artificial Aging on Tensile Strength of Laser-Welded Joints of Al–Cu–Li Alloy. Metals 2023, 13, 1393. https://doi.org/10.3390/met13081393
Malikov A, Karpov E, Kuper K, Shmakov A. Influence of Quenching and Subsequent Artificial Aging on Tensile Strength of Laser-Welded Joints of Al–Cu–Li Alloy. Metals. 2023; 13(8):1393. https://doi.org/10.3390/met13081393
Chicago/Turabian StyleMalikov, Alexandr, Evgeniy Karpov, Konstantin Kuper, and Alexandr Shmakov. 2023. "Influence of Quenching and Subsequent Artificial Aging on Tensile Strength of Laser-Welded Joints of Al–Cu–Li Alloy" Metals 13, no. 8: 1393. https://doi.org/10.3390/met13081393
APA StyleMalikov, A., Karpov, E., Kuper, K., & Shmakov, A. (2023). Influence of Quenching and Subsequent Artificial Aging on Tensile Strength of Laser-Welded Joints of Al–Cu–Li Alloy. Metals, 13(8), 1393. https://doi.org/10.3390/met13081393