
On Structural Sensitivity of Young’s Modulus of Ni-Rich Ti-Ni Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
5. Conclusions
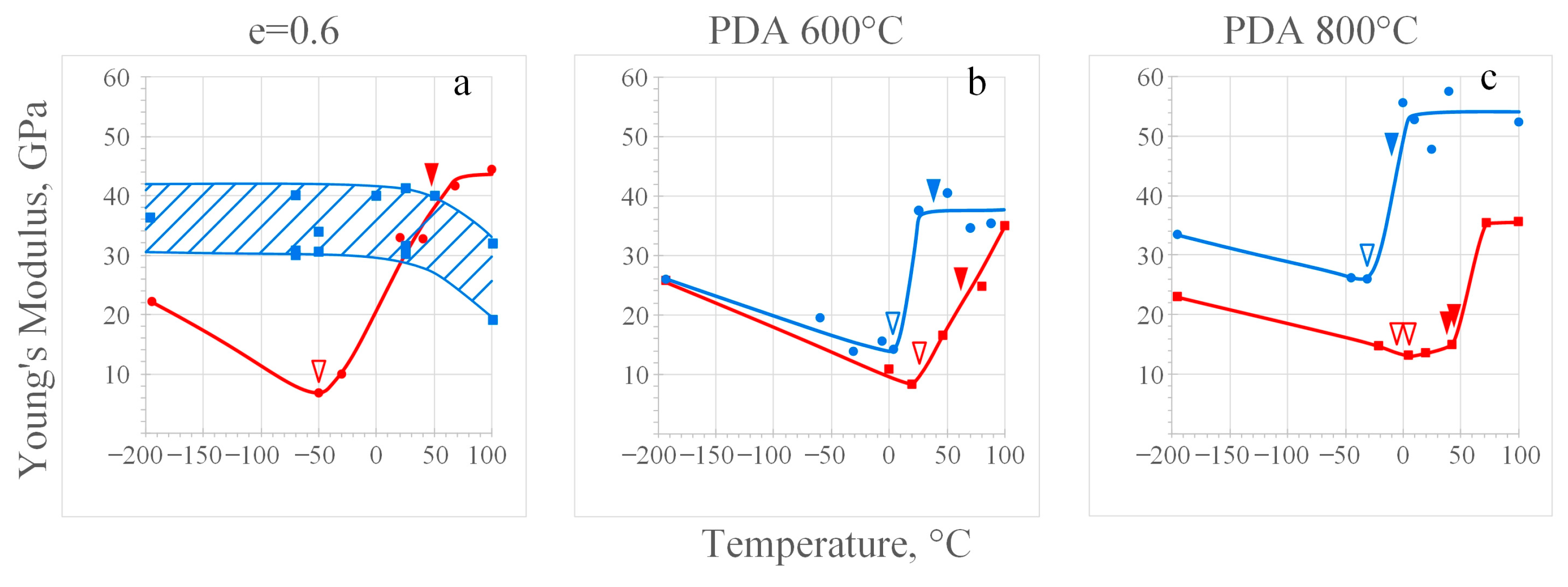
- After PDA, the temperature dependence of Young’s modulus exhibits a pronounced V-shaped character with a minimum at the onset temperature of the forward martensitic transformation, Ms, regardless of the structure. The modulus magnitude is always higher in the region of existence of metastable B2-austenite compared to B19’-martensite due to the higher symmetry of the austenite’s crystal lattice. The exception is in as-deformed materials due to the suppression of martensitic transformations and significant residual stresses.
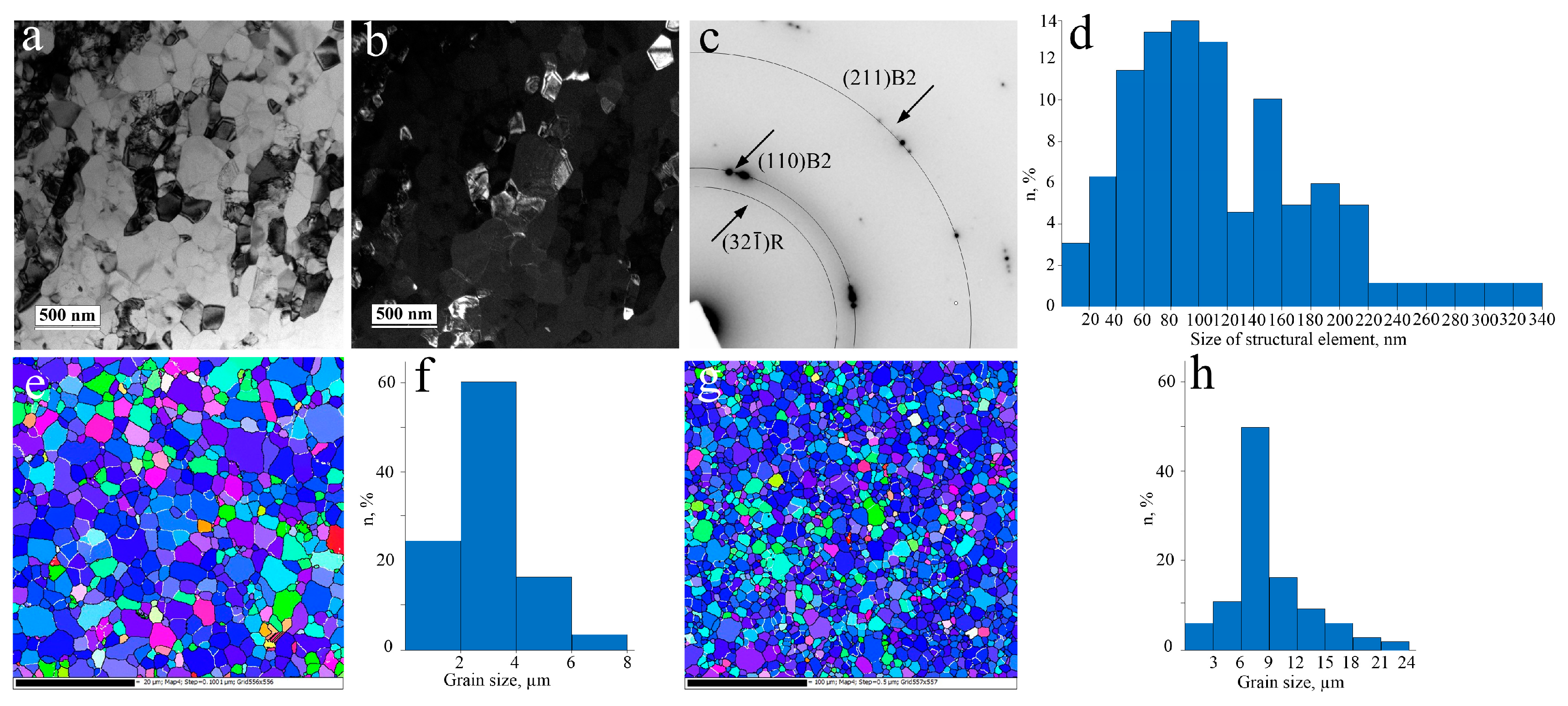
- The grain/subgrain size of the B2-austenite Ni-rich NiTi alloy exhibits a pronounced effect on Young’s modulus magnitude. This effect is ambiguous for materials with grain sizes of 0.13–3 µm and depends on the test temperature. The recrystallized alloy with a grain size of 9 μm exhibits the highest values of E = 32–55 GPa over the entire temperature range.
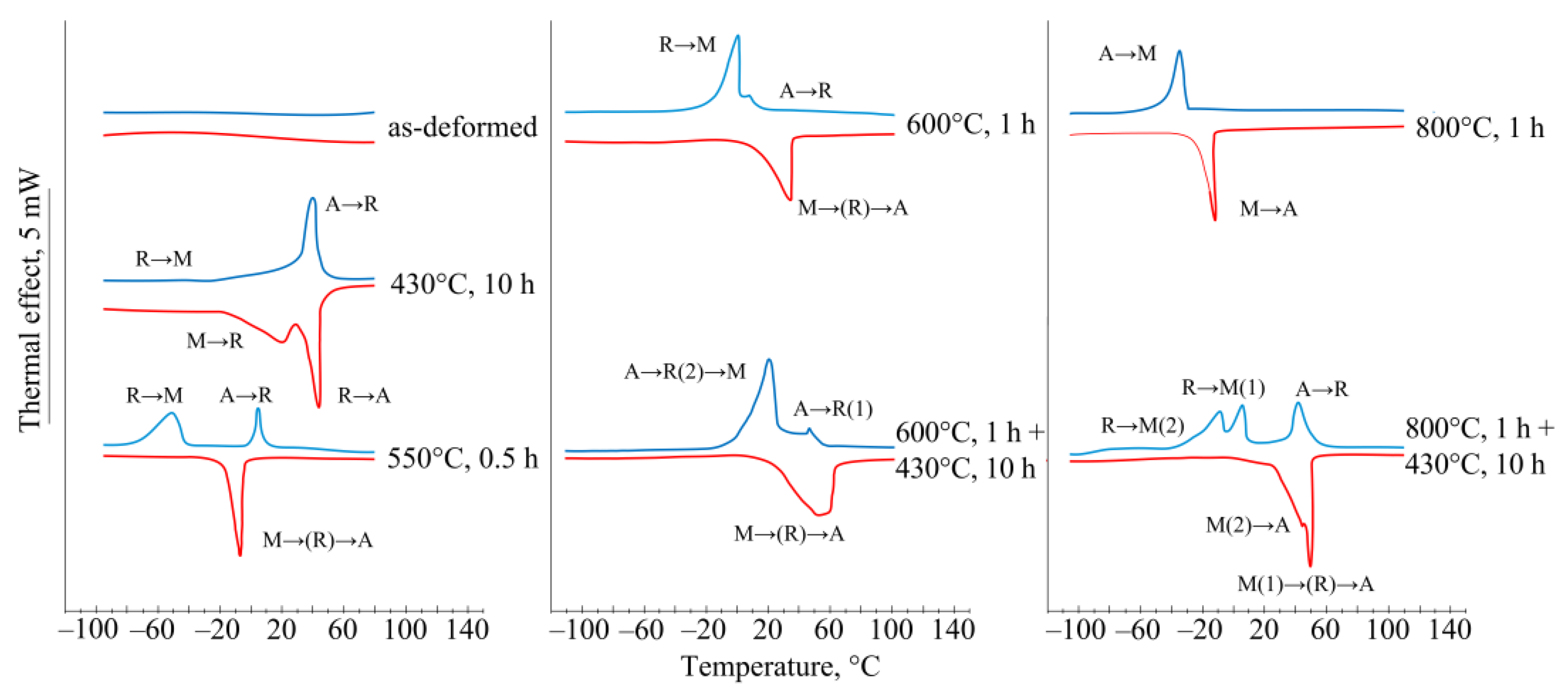
- Varying the initial structure of Ni-rich NiTi alloy when using the same aging mode (430 °C, 10 h) makes it possible to precisely control the kinetics, sequence, and stages of the martensitic transformations and Young’s modulus.
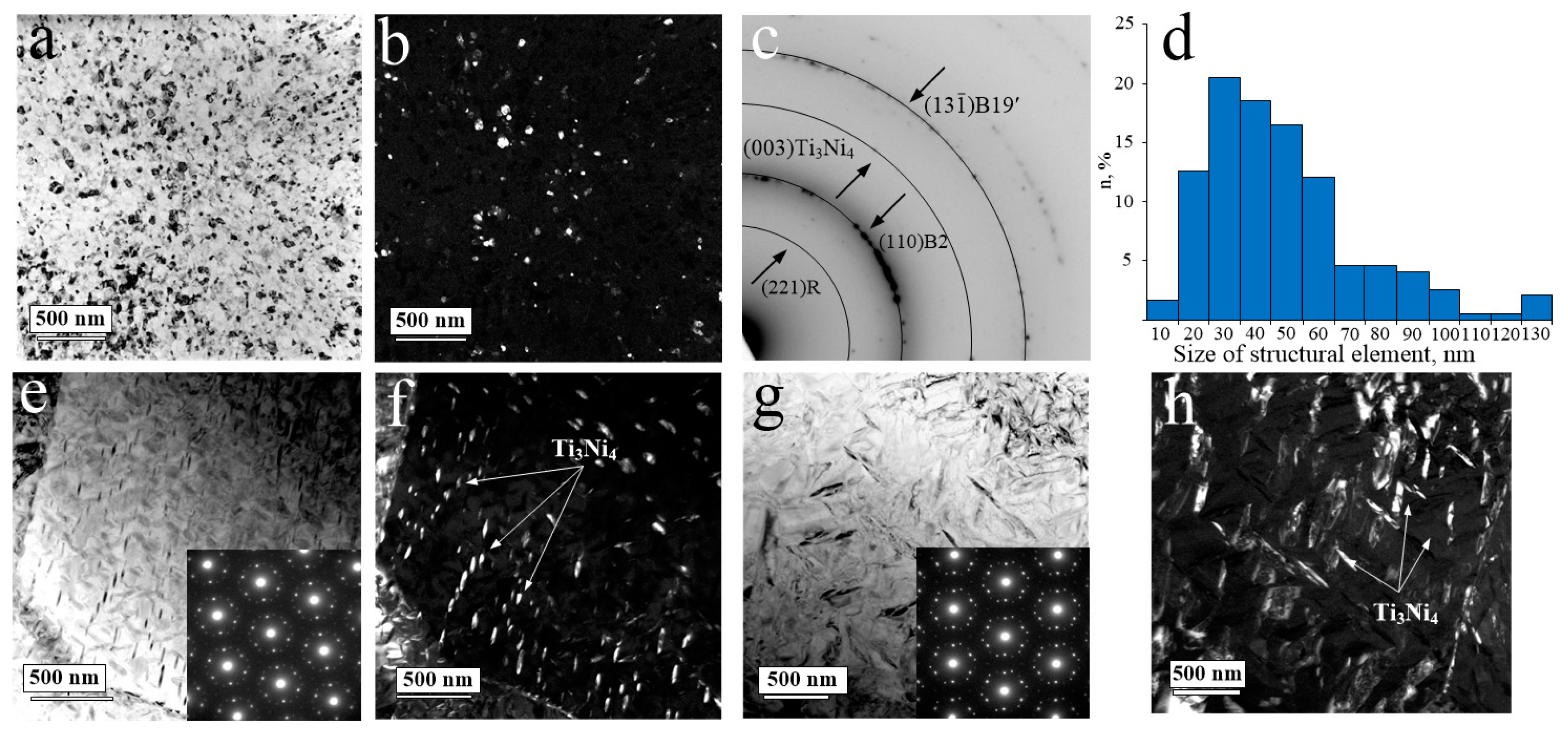
- Aging of the recrystallized material results in Young’s modulus reduction and provides an equivalent magnitude of Young’s modulus over the entire test temperature range of −196 °C ≤ T ≤ +100 °C; this proves the insensitivity of E to the size and distribution of the Ti3Ni4 precipitates.
- The initial structure strongly affects the effect of aging on Young’s modulus reduction; it is most pronounced in alloys with a relatively coarse grain size of 9 µm and brings a decrease of 3.8 times at a temperature of 37 °C. The observed reduction in E due to the aging of the as-deformed material proves that its magnitude is more sensitive to aging than to softening.
- Aging of the initially recrystallized Ni-rich NiTi alloy makes it possible to obtain a bone-like elastic modulus range of E = 12–13 GPa at an operating temperature of 37 °C. The ultrafine-grained substructure exhibits the same values of Young’s modulus in the low temperature range of −196 °C ≤ T ≤ +25 °C. The fine-grained material exhibits a good agreement of the transformation yield stress with the yield stress of human bone; therefore, this structure is the most preferred for bone implants.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Auricchio, F.; Boatti, E.; Conti, M.; Marconi, S. SMA Biomedical Applications. Shape Memory Alloy Engineering: For Aerospace, Structural, and Biomedical Applications; Butterworth-Heinemann: Oxford, UK, 2021; pp. 627–658. [Google Scholar]
- Mohd Jani, J.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Haga, Y.; Mineta, T.; Matsunaga, T.; Tsuruoka, N. Micro-Robotic Medical Tools Employing SMA Actuators for Use in the Human Body. J. Robot. Mechatron. 2022, 34, 1233–1244. [Google Scholar] [CrossRef]
- Otsuka, K.; Ren, X. Physical metallurgy of Ti-Ni-based shape memory alloys. Prog. Mater. Sci. 2005, 50, 511–678. [Google Scholar]
- Kuranova, N.N.; Makarov, V.V.; Pushin, V.G.; Ustyugov, Y.M. Influence of Heat Treatment and Deformation on the Structure, Phase Transformation, and Mechanical Behavior of Bulk TiNi-Based Alloys. Metals 2022, 12, 2188. [Google Scholar] [CrossRef]
- Lee, T.-J.; Kim, W.-J. Effect of Severe Plastic Deformation and Post-Deformation Heat Treatment on the Microstructure and Superelastic Properties of Ti-50.8 at.% Ni Alloy. Materials 2022, 15, 7822. [Google Scholar]
- Kaya, I.; Karaca, H.E.; Nagasako, M.; Kainuma, R. Effects of aging temperature and aging time on the mechanism of martensitic transformation in nickel-rich NiTi shape memory alloys. Mat. Char. 2020, 159, 110034. [Google Scholar] [CrossRef]
- Ryklina, E.P.; Polyakova, K.A.; Resnina, N.N. Role of Structural Heredity in Aging-Induced Microstructure and Transformation Behavior in Ni-rich Titanium Nickelide. Shape Mem. Superelast. 2022, 8, 200–214. [Google Scholar] [CrossRef]
- Polyakova, K.A.; Ryklina, E.P.; Prokoshkin, S.D. Effect of Grain Size and Ageing-Induced Microstructure on Functional Characteristics of a Ti-50.7 at.% Ni Alloy. Shape Mem. Superelast. 2020, 6, 139–147. [Google Scholar] [CrossRef]
- Wilson, J. Metallic biomaterials: State of the art and new challenges. In Fundamental Biomaterials: Metals; Woodhead Publishing Series in Biomaterials: Cambridge, UK, 2018; pp. 1–33. [Google Scholar]
- Nicholson, P.; Cheng, X.; Lowet, G.; Boonen, S.; Davie, M.; Dequeker, J.; Van der Perre, G. Structural and material mechanical properties of human vertebral cancellous bone. Med. Eng. Phys. 1997, 19, 729–737. [Google Scholar] [CrossRef]
- Morgan, E.F.; Unnikrisnan, G.U.; Hussein, A.I. Hussein Bone Mechanical Properties in Healthy and Diseased States. Annu. Rev. Biomed. Eng. 2018, 20, 119–143. [Google Scholar] [CrossRef]
- Davis, J.R. Handbook of Materials for Medical Devices; ASM International: Materials Park, OH, USA, 2003; 341p. [Google Scholar]
- Kohrt, W.; Bloomfield, S.; Little, K.; Nelson, M.; Yingling, V. American College of Sports Medicine Position Stand: Physical activity and bone health. Med. Sci. Sports Exerc. 2004, 36, 1985–1996. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pushin, V.G.; Prokoshkin, S.D.; Valiev, R.Z.; Brailovskii, V.; Valiev, E.Z.; Volkov, A.E.; Glezer, A.M.; Dobatrin, S.V.; Dudarev, E.F.; Zhu, V.T.; et al. Titanium Nickelide Alloys with Shape memory Effect. In Part 1. Structure, Phase Transformations and Properties; lzd-vo UrO RAN: Ekaterinburg, Russia, 2006. (In Russian) [Google Scholar]
- Xu, Z.; Hao, Y.; Ji, Y.; Xiao, A.; Qian, Y.; Wang, W.; Ren, X. Simultaneously Increasing the Strength and Decreasing the Modulus in TiNi Alloys via Plastic Deformation. Scr. Mater. 2022, 209, 114374. [Google Scholar]
- Šittner, P.; Heller, L.; Pilch, J.; Curfs, C.; Alonso, T.; Favier, D. Young’s Modulus of Austenite and Martensite Phases in Superelastic NiTi Wires. J. Mater. Eng. Perform. 2014, 23, 2303–2314. [Google Scholar] [CrossRef]
- Deng, Z.; Huang, K.; Yin, H.; Sun, Q. Temperature-dependent mechanical properties and elastocaloric effects of multiphase nanocrystalline NiTi alloys. J. Alloys Compd. 2023, 938, 168547. [Google Scholar] [CrossRef]
- Ryklina, E.P.; Polyakova, K.A.; Murygin, S.R.; Komarov, V.S.; Resnina, N.N.; Andreev, V.A. Role of structural heredity in control of functional and mechanical characteristics of Ni-rich titanium nickelide. Phys. Met. Metallogr. 2022, 123, 1226–1233. [Google Scholar] [CrossRef]
- Gunderov, D.V.; Maksutova, G.; Churakova, A.; Lukyanov, A.; Kreitcberg, A.; Raab, G.I.; Sabirov, I.; Prokoshkin, S. Strain rate sensitivity and deformation activation volume of coarse-grained and ultrafine-grained TiNi alloys. Scr. Mater. 2015, 102, 99–102. [Google Scholar]
- Kudryashova, A.; Lukashevich, K.; Derkach, M.; Strakhov, O.; Dubinskiy, S.; Andreev, V.; Prokoshkin, S.; Sheremetyev, V. Effect of Cold Drawing and Annealing in Thermomechanical Treatment Route on the Microstructure and Functional Properties of Superelastic Ti-Zr-Nb Alloy. Materials 2023, 16, 5017. [Google Scholar] [CrossRef]
- Konopatsky, A.; Sheremetyev, V.; Dubinskiy, S.; Zhukova, Y.; Firestein, K.; Golberg, D.; Filonov, M.; Prokoshkin, S.; Brailovski, V. Structure and Superelasticity of Novel Zr-Rich Ti-Zr-Nb Shape Memory Alloys. Shape Mem. Superelast. 2021, 7, 304–313. [Google Scholar] [CrossRef]
- Betekhtin, V.I.; Kolobov, Y.; Golosova, O.; Dvorak, J.; Sklenička, V.; Kardashev, B.K.; Kadomtsev, A.G.; Narykova, M.; Ivanov, M. Elastic modulus, microplastic properties and durability of titanium alloys for biomedical applications. Rev. Adv. Mater. Sci. 2016, 45, 42–51. [Google Scholar]
- Ryklina, E.P.; Polyakova, K.A.; Murygin, S.R.; Isaenkova, M.G.; Zaripova, M.M.; Fesenko, V.A.; Komarov, V.S.; Andreev, N.V.; Resnina, N.N.; Andreev, V.A. On Textural Heredity of Ni-rich Ti–Ni alloy: Specific Features of Transformation and Tensile Behavior. Shape Mem. Superelast. 2023. [CrossRef]
- Kolobova, A.Y.; Ryklina, E.P.; Prokoshkin, S.D.; Inaekyan, K.E.; Brailovskii, V. Study of the Evolution of the Structure and Kinetics of Martensitic Transformations in a Titanium Nickelide upon Isothermal Annealing after Hot Helical Rolling. Phys. Met. Metall. 2018, 119, 134–145. [Google Scholar] [CrossRef]
- Poletika, T.M.; Girsova, S.L.; Lotkov, A.I. Ti3Ni4 precipitation features in heat-treated grain/subgrain nanostructure in Ni-rich TiNi alloy. Intermetallics 2020, 127, 106966. [Google Scholar] [CrossRef]
- Lifshits, B.G.; Kraposhin, V.S.; Linetsky, Y.L. Physical Properties of Metals and Alloys; Metallurgiya: Moscow, Russia, 1980; 320p. (In Russian) [Google Scholar]
- Sun, Z.; Hao, S.; Kang, G.; Ren, Y.; Liu, J.; Yang, Y.; Kong, X.; Feng, B.; Wang, C.; Zhao, K.; et al. Exploiting ultra-large linear elasticity over a wide temperature range in nanocrystalline NiTi alloy. J. Mater. Sci. Technol. 2020, 57, 197–203. [Google Scholar]
- Prokoshkin, S.; Brailovski, V.; Inaekyan, K.; Korotitskiy, A.; Kreitsberg, A. Thermomechanical Treatment of TiNi Intermetallicc-Based Shape Memory Alloys. In Book Shape Memory Alloys: Properties, Technologies, Opportunities; Resnina, N., Rubanik, V., Eds.; Trans Tech Publications Ltd: Zurich, Switzerland, 2015; pp. 260–341. [Google Scholar]
- Gorelik, S.S.; Dobatkin, S.V.; Kaputkina, L.M. Rekrystallizatsiya metallov i splavov. [Recrystallization of Metals and Alloys]; MISiS Publications: Moscow, Russia, 2005; 432p. (In Russian) [Google Scholar]
- Karbakhsh Ravari, B.; Farjami, S.; Nishida, M. Effects of Ni concentration and aging conditions on multistage martensitic transformation in aged Ni-rich Ti–Ni alloys. Acta Mater. 2014, 69, 17–29. [Google Scholar] [CrossRef]
- Wang, X.; Li, C.; Verlinden, B.; Humbeeck, J.V. Effect of grain size on aging microstructure as reflected in the transformation behavior of a low-temperature aged Ti–50.8 at.% Ni alloy. Scr. Mater. 2013, 69, 545–548. [Google Scholar] [CrossRef]
- Zel’dovich, V.I.; Khomskaya, I.V.; Frolova NYu Sbitneva, G.A. Nucleation of the R martensite in titanium nickelide. Phys. Met. Metall. 2001, 92, 490–495. [Google Scholar]
- Nikanorov, S.P.; Kardashev, B.K. Elasticity and Dislocation Inelasticity of Crystals; Nauka: Moscow, Russia, 1985; 256p. [Google Scholar]
- Gremaud, G. Dislocation–Point Defect Interactions. Mater. Sci. Forum 2001, 366–368, 178–246. [Google Scholar] [CrossRef]
- Chaim, R.; Hefetz, M. Effect of Grain Size on Elastic Modulus and Hardness of Nanocrystalline ZrO2–3 wt % Y2O3 Ceramic. J. Mater. Sci. 2004, 39, 3057–3061. [Google Scholar] [CrossRef]
- Cabanillas-Casas, C.J.; Cuba-Supanta, G.; Rojas-Tapia, J.; Rojas-Ayala, C. Shape and size effects of the pore on the mechanical properties of nanoporous graphene membranes. Momento 2021, 62, 63–78. [Google Scholar]
- Zhu, K.; Li, C.; Zhu, Z.; Liu, C.S. Measurement of the Dynamic Young’s Modulus of Porous Titanium and Ti6Al4V. J. Mater. Sci. 2007, 42, 7348–7353. [Google Scholar] [CrossRef]
- Lin, J.; Balint, D.; Pietrzyk, M. Microstructure Evolution in Metal Forming Processes; Woodhead Publishing: Sawston, UK, 2012; 416p. [Google Scholar]
- Zhang, Z.; Wang, Y.; Wang, D.; Zhou, Y.; Otsuka, K.; Ren, X. Phase diagram of Ti50−xNi50+x: Crossover from martensite to strain glass. Phys. Rev. B 2010, 81, 224102. [Google Scholar] [CrossRef] [Green Version]
- Deng, Z.; Chu, K.; Li, Q.; Onuki, Y.; Sun, Q. Elinvar property of cold-rolled NiTi alloy. Scr. Mater. 2020, 187, 197–201. [Google Scholar] [CrossRef]
- Chernov, V.M.; Kardashev, B.K.; Krjukova, L.M.; Mamaev, L.I.; Plaksin, O.A.; Rusanov, A.E.; Solonina, M.I.; Stepanov, V.A.; Votinova, S.N.; Zavialski, L.P. Internal Friction and Anelastic Properties of Vanadium and V-Ti-Cr Alloys. J. Nucl. Mater. 1998, 257, 263–273. [Google Scholar] [CrossRef]
- Dudarev, E.F.; Pochivalova, G.P.; Kolobov, Y.R.; Kashin, O.A.; Galkina, I.G.; Girsova, N.V.; Valiev, R.Z. True Grain-Boundary Slipping in Coarse- and Ultrafine-Grained Titanium. Russ. Phys. J. 2004, 47, 617–625. [Google Scholar] [CrossRef]
- Liu, Y.G.; Zhou, J.Q.; Ling, X. Impact of Grain Size Distribution on the Multiscale Mechanical Behavior of Nanocrystalline Materials, Mater. Sci. Eng. A 2010, 527, 1719–1729. [Google Scholar] [CrossRef]
- Alhajeri, S.N.; Fox, A.G.; Langdon, T.G. A Convergent-Beam Electron Diffraction Study of Strain Homogeneity in Severely Strained Aluminum Processed by Equal-Channel Angular Pressing. Acta Mater. 2011, 59, 7388–7395. [Google Scholar] [CrossRef]
- Kardashev, B.K.; Narykova, M.V.; Betekhtin, V.I.; Kadomtsev, A.G. Evolution of Elastic Properties of Ti and Its Alloys due to Severe Plastic Deformation. Phys. Mesomech. 2020, 23, 193–198. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PDA Mode | Cooling, °C | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| A → R | R → M | A → M | |||||||
| Tp | Tp | Tp | Ms | Mf | |||||
| as-deformed + aging | 40 | 45 | 34 | – | −48 | – | – | – | – |
| 550 °C, 0.5 h | 4 | 8 | 1 | −51 | −42 | −61 | – | – | – |
| 600 °C, 1 h | 9 | 17 | – | 1 | 4 | −7 | – | – | – |
| 600 °C, 1 h + aging | 46 | 48 | – | 20 | 26 | 0 | – | – | – |
| 800 °C, 1 h | – | – | – | – | – | – | −37 | −31 | −44 |
| 800 °C, 1 h + aging | 43 | 51 | 37 | 6 | 5 | −10 | −9 | −6 | −21 |
| PDA mode | Heating, °C | ||||||||
| M → R | R → A | M → A (M → R → A) | |||||||
| Tp | Tp | As | Af | Tp | As | Af | |||
| as-deformed + aging | 20 | 8 | – | 44 | 38 | 48 | – | – | – |
| 550 °C, 0.5 h | – | – | – | – | – | – | 9 | 2 | 12 |
| 600 °C, 1 h | – | – | – | – | – | – | 34 | 19 | 37 |
| 600 °C, 1 h + aging | – | – | – | – | – | – | 51 | 25 | 61 |
| 800 °C, 1 h | – | – | – | – | – | – | −13 | −19 | −10 |
| 800 °C, 1 h + aging | – | – | – | – | – | – | 45 (2) 50 (1) | 38 44 | * 52 |
| PDA Modes | Young’s Modulus, GPa/Test Temperature, °C | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| −196 | −70 | −50 | −40 | −30 | −21 | −7 | 0 | 4 | 9 | 25 | 30 | 43 | 50 | 60 | 70 | 80 | 100 | ||
| CD * (e = 0.6) | u.b. | 42 | 42 | 42 | – | – | – | – | – | – | – | 41 | – | – | – | – | – | – | 32 |
| l.b. | 30 | 30 | – | – | – | – | – | – | – | – | 29 | – | – | – | – | – | – | 19 | |
| CD + aging | 22 | – | 7 | – | 10 | – | – | – | – | – | – | – | 33 | – | – | 42 | – | 44 | |
| 550 °C, 0.5 h | 28 | – | – | 10 | – | 13 | – | – | 26 | – | 45 | 46 | – | – | 47 | 36 | 34 | 47 | |
| 600 °C, 1 h | 26 | – | – | – | 14 | – | 15 | – | 14 | – | 38 | – | – | 40 | – | 35 | 36 | – | |
| 600 °C, 1 h + aging | 26 | – | – | – | – | – | – | 10 | – | – | 9 | – | 17 | – | – | – | 25 | 35 | |
| 800 °C, 1 h | 33 | – | – | 27 | 27 | – | – | 55 | – | 54 | 54 | 52 | 58 | – | – | – | – | 52 | |
| 800 °C, 1 h + aging | 23 | – | – | – | – | 15 | – | – | 13 | – | 13 | – | 15 | – | – | 35 | – | 35 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ryklina, E.; Murygin, S.; Komarov, V.; Polyakova, K.; Resnina, N.; Andreev, V. On Structural Sensitivity of Young’s Modulus of Ni-Rich Ti-Ni Alloy. Metals 2023, 13, 1428. https://doi.org/10.3390/met13081428
Ryklina E, Murygin S, Komarov V, Polyakova K, Resnina N, Andreev V. On Structural Sensitivity of Young’s Modulus of Ni-Rich Ti-Ni Alloy. Metals. 2023; 13(8):1428. https://doi.org/10.3390/met13081428
Chicago/Turabian StyleRyklina, Elena, Semen Murygin, Victor Komarov, Kristina Polyakova, Natalia Resnina, and Vladimir Andreev. 2023. "On Structural Sensitivity of Young’s Modulus of Ni-Rich Ti-Ni Alloy" Metals 13, no. 8: 1428. https://doi.org/10.3390/met13081428