

In-Situ Observation and Analysis of the Evolution of Copper Aluminum Composite Interface
 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. In-Situ Observation at High Temperature
2.2. SEM Analyse
2.3. TEM Analyse
3. Experimental Verification
3.1. Analysis of In-Situ Observation Experiments
3.2. SEM and EDS Analysis of Composite Interfaces
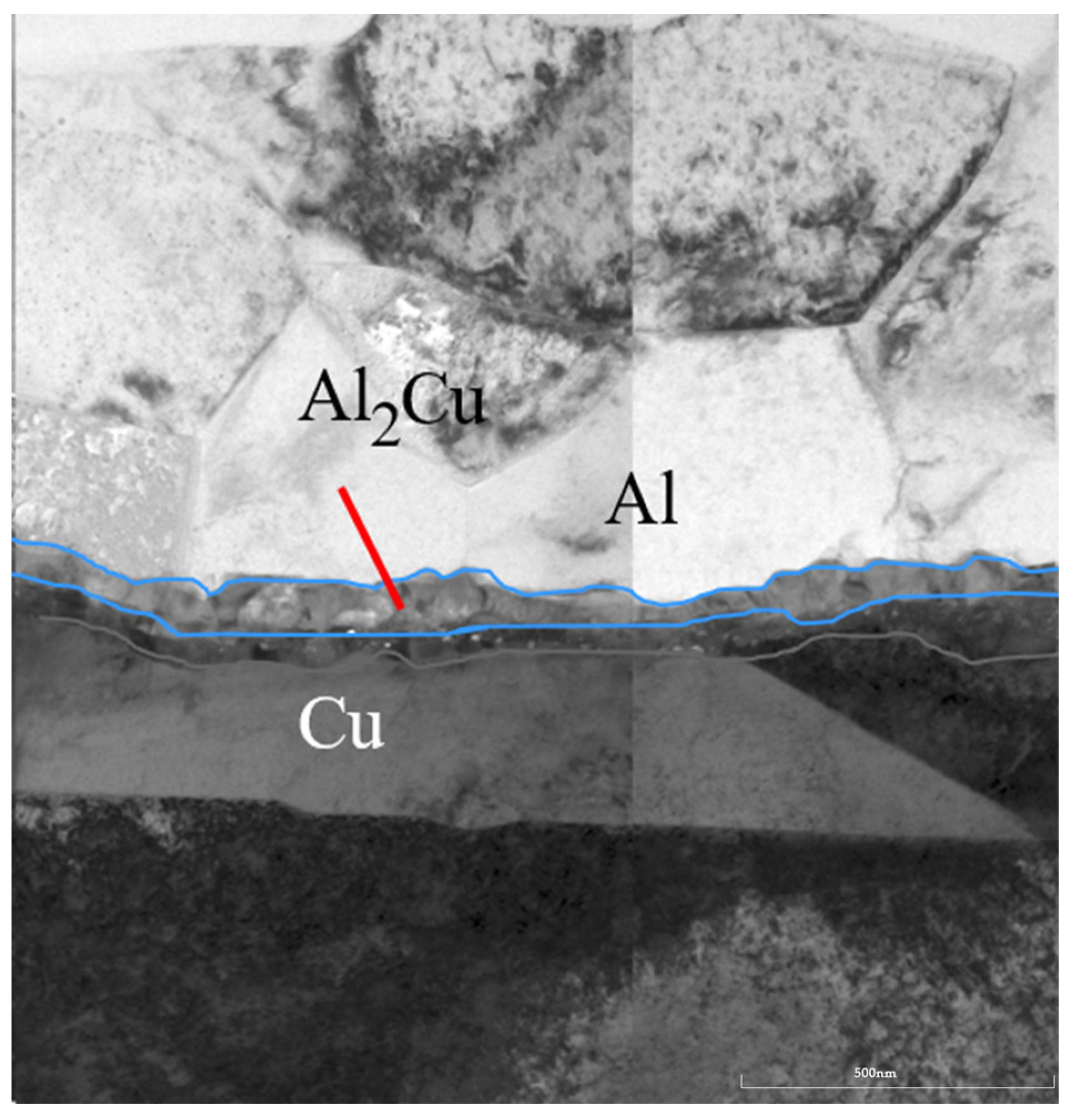
3.3. TEM Analysis of the Intermetallic Compounds in the Interface Zone
3.4. Analysis of Interface Bonding Mechanism of Copper Aluminum Solid Liquid Composite
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chen, D.G.; Zhang, H.M.; Zhao, D.D.; Liu, Y.Y.; Jiang, Z.Y. Effects of annealing temperature on interface microstructure and element diffusion of ultra-thin Cu/Al composite sheets. Mater. Lett. 2022, 3, 132491. [Google Scholar] [CrossRef]
- Zhang, Y.F.; Yuan, X.G.; Huang, H.J.; Zou, X.J.; Cheng, Y.L. Influence of chloride ion concentration and temperature on the corrosion of Cu–Al composite plates in salt fog. J. Alloys Compd. 2020, 821, 153249. [Google Scholar] [CrossRef]
- Song, H.; Hao, W.X.; Mu, X.W.; Han, T.Z.; Che, C.J.; Geng, G.H. Effect of pulse current-assisted rolling on the interface bonding strength and microstructure of Cu/Al laminated composite. Metals 2020, 11, 1555. [Google Scholar] [CrossRef]
- Gao, L.; Zou, T.J.; Zhang, P.; Sun, L.X.; Cao, F.; Liang, S.H. Interfacial bonding mechanism and mechanical properties of adding CuZn alloy fibre for Cu/Al composite. Mater. Charact. 2022, 188, 865–883. [Google Scholar] [CrossRef]
- Gao, H.T.; Li, J.; Lei, G.; Song, L.L.; Kong, C.; Yu, H.L. High strength and thermal stability of multilayered Cu/Al composites fabricated through accumulative roll bonding and cryorolling. Metall. Mater. Trans. A 2022, 53, 1176–1187. [Google Scholar] [CrossRef]
- Haitao, G.; Kong, C.; Hailiang, Y. Research progress in the preparation of lightweight metal layered strips by rolling (hot rolled, cold rolled, deep cold rolled) composite method. Chin. J. Non Ferr. Met. Engl. Ed. 2023, 33, 337–356. [Google Scholar]
- Chenglin, G.; Erchao, M.; Jianlin, S.; Wei, J. Experimental Study on the Lubrication Performance of Copper Aluminum Composite Plate Rolling Oil. Light Alloy Process. Technol. 2022, (007), 50–60. [Google Scholar]
- Zhang, L.; Ma, H.; Shen, Z.; Zhou, G. A new type of explosive welding method with dolls and analysis of sample welding quality. J. Weld. 2021, 42, 1–6. [Google Scholar]
- Li, Y.; Chen, C.; Li, Y.; Liu, C.; Zhao, R.; Zhou, Y.; Ren, J. Interface characterization and metallurgical connection mechanism of titanium/aluminum explosive welding composite plates. Press. Vessel. 2021, 40, 60–75. [Google Scholar]
- Yu, Y. Trial production of electromagnetic continuous casting aluminum alloy composite layer gradient casting billet. Shandong Metall. 2023, 45, 80–81. [Google Scholar]
- Xiong, Z.; Zhang, Y.; Chen, D.; Zhang, Y. The effect of welding energy on the mutual diffusion of elements at the interface of copper aluminum ultrasonic welded joints. Hot Work. Process 2021, (050), 010–017. [Google Scholar]
- Xiong, Z.; Zhang, Y.; Chen, D.; Zhang, Y. Optimization of Copper Aluminum Ultrasonic Welding Process by Orthogonal Experimental Method. Mech. Sci. Technol. 2022, (004), 41–50. [Google Scholar]
- Pang, J.; Yang, H.; Cheng, W.; Xu, J. Research progress in copper aluminum alloy friction stir welding. Met. Process. Hot Work. 2021, 7–15. [Google Scholar]
- Argesi, F.B.; Shamsipur, A.; Mirsalehi, S.E. Preparation of copper aluminum alloy bimetallic nanocomposites by heterogeneous friction stir welding. Chin. J. Non Ferr. Met. Engl. Ed. 2021, 31, 18–25. [Google Scholar]
- Xu, X.; Fang, Z.; Liu, X.; Wang, Z. The effect of heat treatment on low-temperature brazing of copper aluminum. Met. Heat Treat. 2022, (006), 47–55. [Google Scholar]
- Chen, G.; Li, J.T.; Yu, H.L.; Su, L.H.; Xu, G.M.; Pan, J.S.; You, T.; Zhang, G.; Sun, K.M.; He, L.Z. Investigation on bonding strength of steel/aluminum clad sheet processed by horizontal twin roll casting, anchoring and cold rolling. Mater. Des. 2016, 112, 263–274. [Google Scholar] [CrossRef]
- Lee, S.; Son, I.S.; Lee, J.K.; Lee, J.-S.; Kim, Y.-B.; Lee, G.-A.; Lee, S.-P.; Cho, Y.-R. Effect of aging treatment on bonding interface properties of hot-pressed Cu/Al clad material. Int. J. Precis. Eng. Manuf. 2015, 16, 525–530. [Google Scholar] [CrossRef]
- Sheng, L.Y.; Yang, F.; Xi, T.F.; Lai, C.; Ye, H.Q. Influence of annealing treatment on interface of Cu/Al bimetallic composite fabricated by cold rolling. Compos. Part B Eng. 2011, 42, 1468–1473. [Google Scholar] [CrossRef]
- Lv, S.; Xie, J.; Wang, A.; Mao, Z.; Liu, S.; Tian, H. Interface phase growth behavior of copper aluminum composite plates. J. Mater. Heat Treat. 2017, 38, 28–33. [Google Scholar]
- Liu, S.; Wang, A.; Lv, S.; Tian, H. Research progress on interface characteristics and deep processing of copper aluminum layered composite materials. Mater. Guide 2018, 32, 828–835. [Google Scholar]
- Mara, N.A.; Beyerlein, I.J. Review: Effect of bimetallic interface structure on the mechanical behavior of Cu Nb fcc bcc nanolayered composites. J. Mater. Sci. 2014, 49, 6497–6516. [Google Scholar] [CrossRef]
- Motevalli, P.D.; Eghbali, B. Microstructures and mechanical properties of Tri metal Al/Ti/Mg laminated composite processed by cumulative roll bonding. Mater. Sci. Eng. A 2015, 628, 135–142. [Google Scholar] [CrossRef]
- Chen, B.; Kondoh, K.; Imai, H.; Umeda, J.; Takahashi, M. Simultaneously enhancing strength and conductivity of carbon nanotubes/aluminum composites by improving bonding conditions. Scr. Mater. 2016, 113, 158–162. [Google Scholar] [CrossRef]
- He, J.; Ma, Y.; Yan, D. Improving productivity by increasing fraction of international zone in low C steel/304 SS laminates. Mater. Sci. Eng. A 2018, 72, 288–297. [Google Scholar] [CrossRef]
- Yasuhiro, F.K.W. Interdiffusion in the Al Cu system. Trans. F I M 1971, 12, 147–154. [Google Scholar]
- Kouters, M.H.M.; Gubbels, G.H.M.; O’Halloran, O. Characterization of intermetallic compounds in Cu-Al ball bonds layer growth, mechanical properties and oxidation. Microelectron. Reliab. 2013, 53, 1068–1075. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, G.; Jin, H.; Shi, Z. Intermetallic phase formation in diffusion-bonded Cu/Al laminates. J. Mater. Sci. 2010, 46, 2467–2473. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, G.; Jin, H.; Shi, Z.; Qiao, C. Study of Cu and Al foils. Rare Met. Mater. Eng. 2012, 41, 281–284. [Google Scholar]
- Lee, W.B.; Bang, K.S.; Jung, S.B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing. J. Alloys Compd. 2005, 390, 212–220. [Google Scholar] [CrossRef]
- Tanaka, Y.; Kajihara, M. Evaluation of interdiffusion in liquid phase during reactive diffusion between Cu and Al. Mater. Trans. 2006, 47, 2480–2488. [Google Scholar] [CrossRef]
- Tanaka, Y.; Kajihara, M.; Watanabe, Y. Growth Behavior of Compound Layers during Reactive Diffusion Between Solid Cu and Liquid Al. Mater. Sci. Eng. A 2007, 445–446, 355–363. [Google Scholar] [CrossRef]
- Li, L.; Yin, G.; Ning, W.; Ming, Y. Research on Annealing Process of Copper/Aluminum/Copper Rolling Composite Plate. Met. Heat Treat. 2006, 31, 80–83. [Google Scholar]
- Zhang, H.; Chen, G. Preparation of copper/aluminum composite materials by solid-liquid composite method and its interfacial bonding mechanism. Chin. J. Non Ferr. Met. 2008, 18, 414–420. [Google Scholar]
- Yang, Q.L.; Chen, Y.Y.; Wu, X.; Sim, K.S.; Sun, L.-T. In-situ investigation on the growth of Cu-Al intermetallic compounds in Cu wire bonding. Acta Phys. Sin. 2015, 64, 216804. (In Chinese) [Google Scholar] [CrossRef]
- Huang, H.; Ye, L.; Liu, W.; Du, F. CLSM in-situ observation and analysis of Cu/Al solid-liquid composite interface evolution. Hot Work. Process 2015, 44, 127–130. [Google Scholar]
- Lin, C.; Zhu, P.; Zhou, S.; Liang, F. Effect of solid-liquid composite method on interface bonding and conductivity of copper/aluminum materials. Hot Work. Process 2013, 42, 35–37. [Google Scholar]
- Zhang, Y.; Song, K.; Liu, Y.; Zhao, P.; Zhang, Y. Preparation of Cu/Al composite materials by solid-liquid composite method under pressure. Spec. Cast. Nonferr. Alloys 2014, 34, 101–104. [Google Scholar]
- Tanaka, Y.; Kajihara, M. Numerical analysis for migration of interface between liquid and solid phases during reactive fusion in the binary Cu Alsystem. Mater. Sci. Eng. A 2007, 459, 101–110. [Google Scholar] [CrossRef]
- Mao, Z. Research on the Evolution of Interface Structure and Comprehensive Properties of Copper Aluminum Cast Rolling Composite Plate; Zhengzhou University: Zhengzhou, China, 2019; pp. 33–35. [Google Scholar]
- Lv, S. Study on the Evolution Law and Properties of the Interface of Cast Rolled Copper Aluminum Composite Plate; Henan University of Science and Technology: Luoyang, China, 2018; pp. 30–35. [Google Scholar]
- Cao, F. Interface Diffusion Behavior and Microstructure Evolution of Al/Cu Bimetallic Composite Materials; Dalian University of Technology: Dalian, China, 2018; pp. 98–99. [Google Scholar]
- Liu, H.S.; Zhang, B.; Zhang, G.P. Microstructures and mechanical properties of Al/Mg alloy multilayered composites processed by cumulative roll bonding. J. Mater. Sci. Technol. 2011, 27, 15–21. [Google Scholar] [CrossRef]







Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Xie, J.; Wang, A.; Mao, Z.; Gao, P.; Chang, Q. In-Situ Observation and Analysis of the Evolution of Copper Aluminum Composite Interface. Metals 2023, 13, 1558. https://doi.org/10.3390/met13091558
Chen Y, Xie J, Wang A, Mao Z, Gao P, Chang Q. In-Situ Observation and Analysis of the Evolution of Copper Aluminum Composite Interface. Metals. 2023; 13(9):1558. https://doi.org/10.3390/met13091558
Chicago/Turabian StyleChen, Yanfang, Jingpei Xie, Aiqin Wang, Zhiping Mao, Peikai Gao, and Qinghua Chang. 2023. "In-Situ Observation and Analysis of the Evolution of Copper Aluminum Composite Interface" Metals 13, no. 9: 1558. https://doi.org/10.3390/met13091558