

Effect of Nb Content on the Microstructure and Impact Toughness of High-Strength Pipeline Steel
Abstract
:1. Introduction
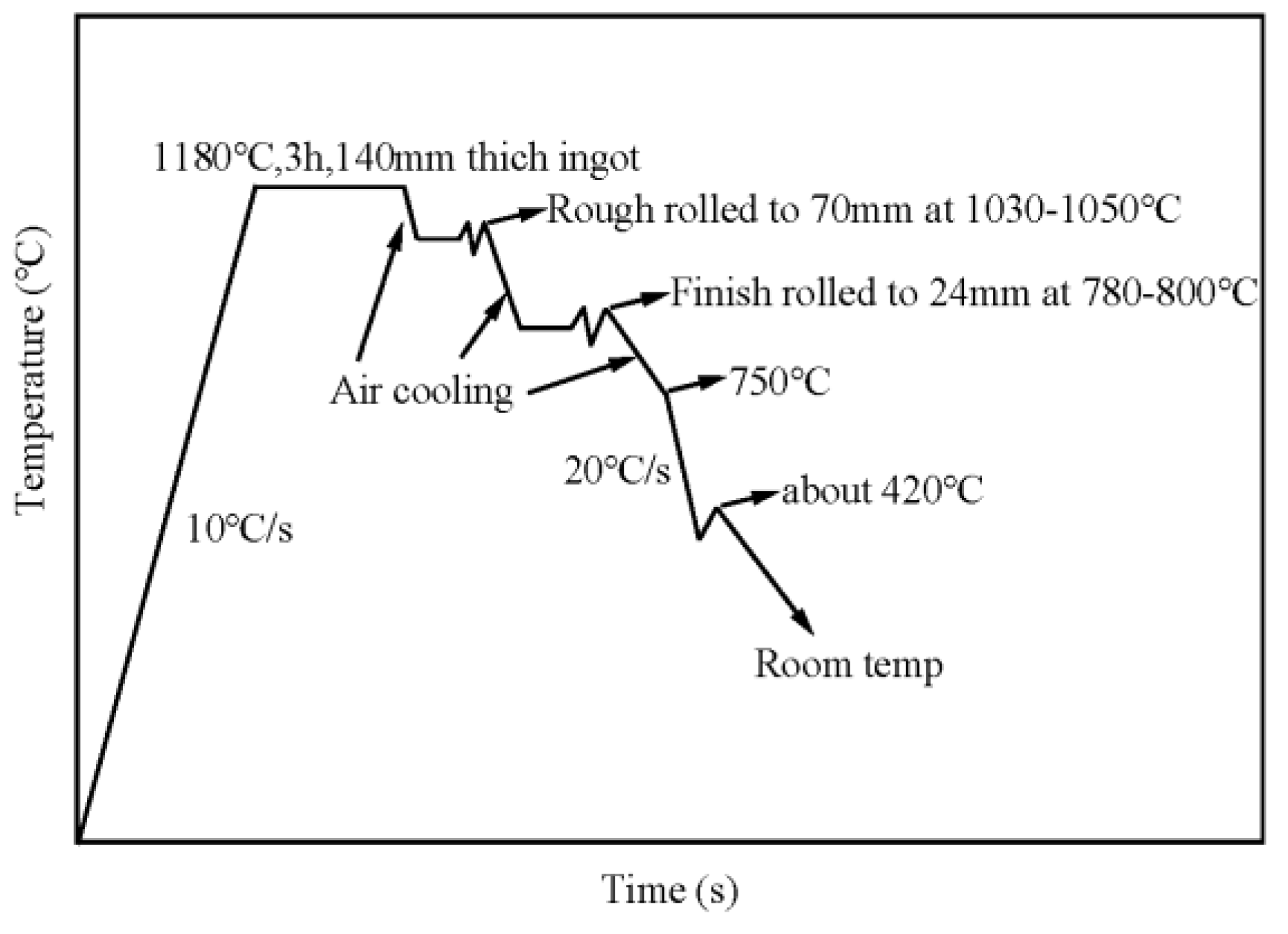
2. Experimental Procedure
3. Results
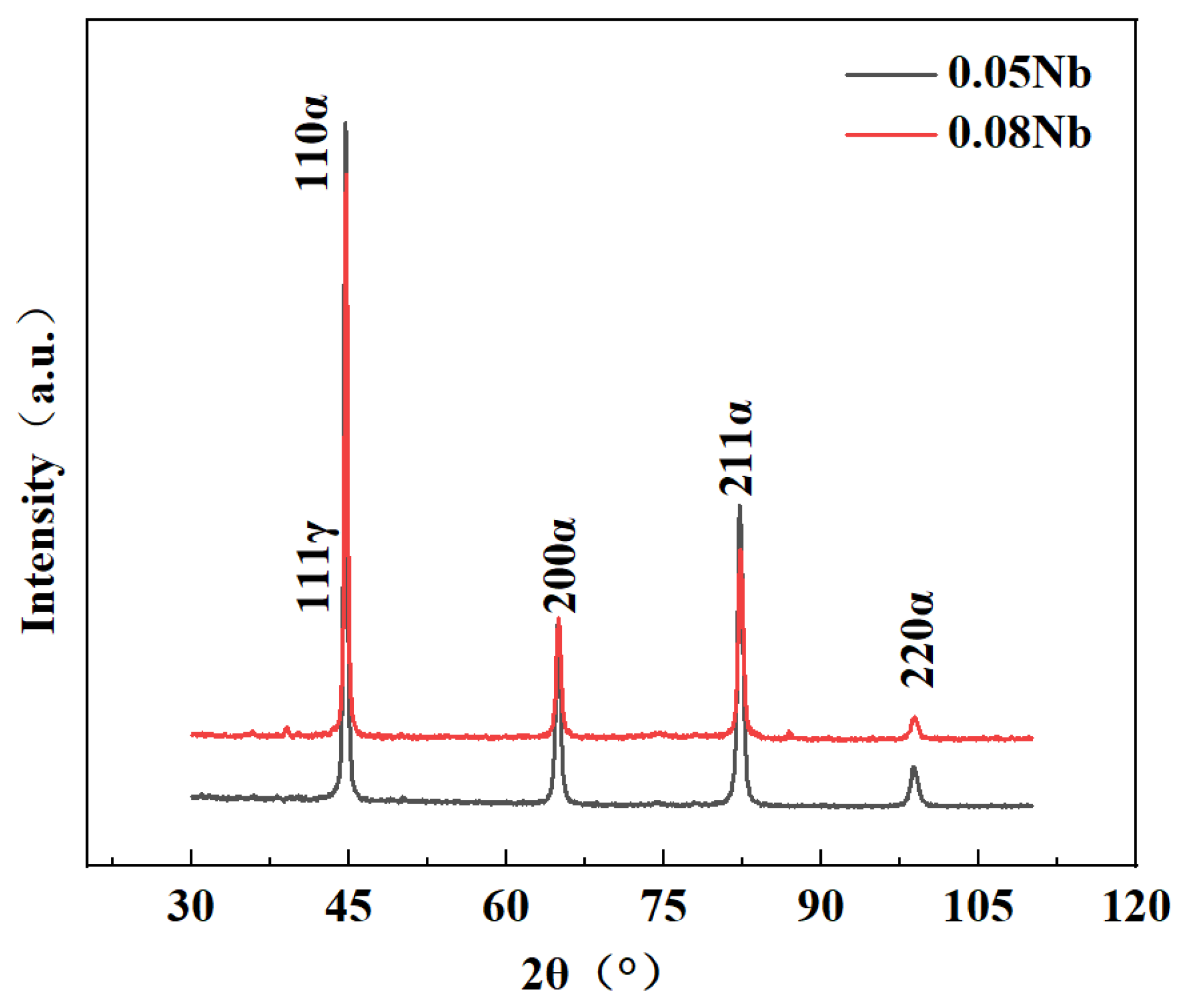
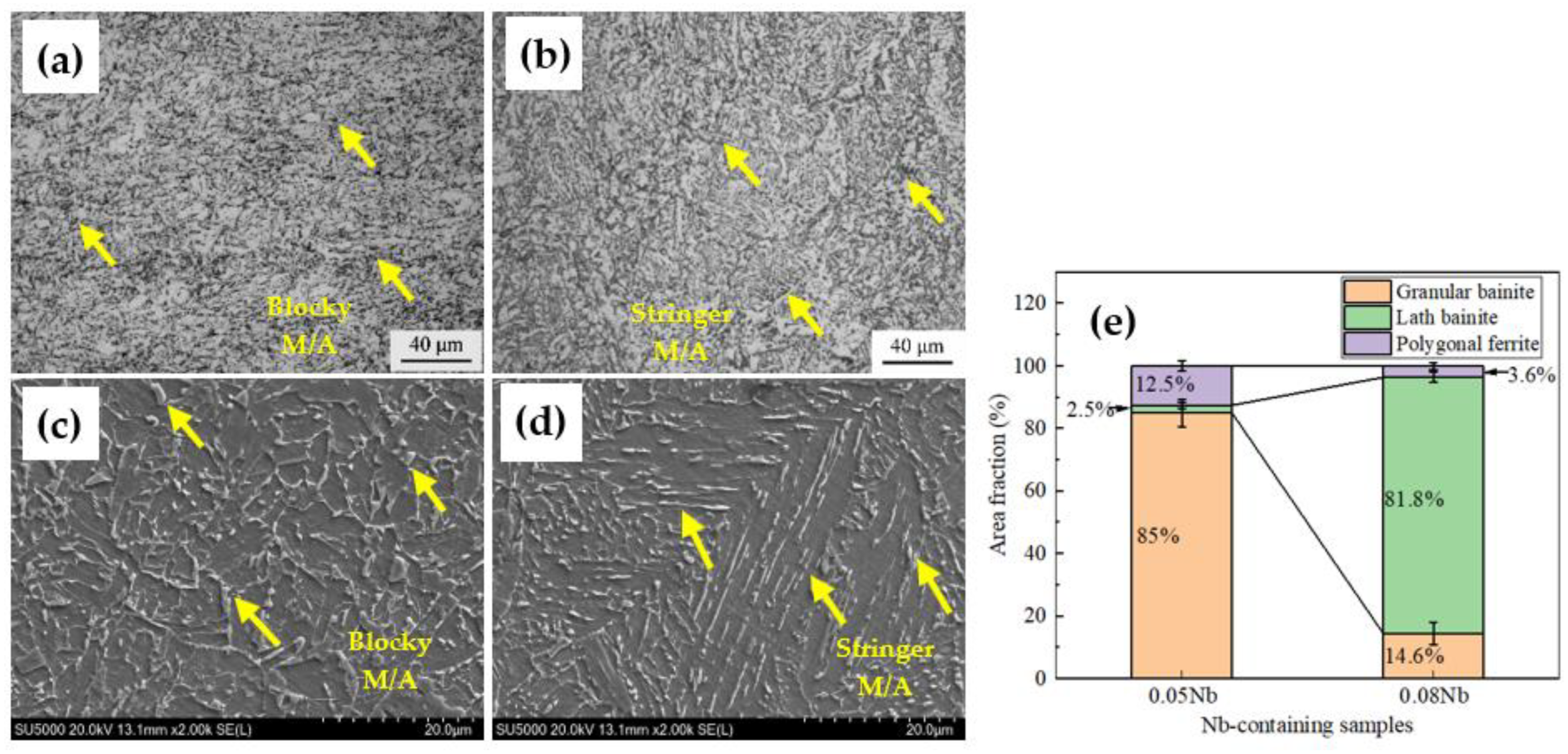
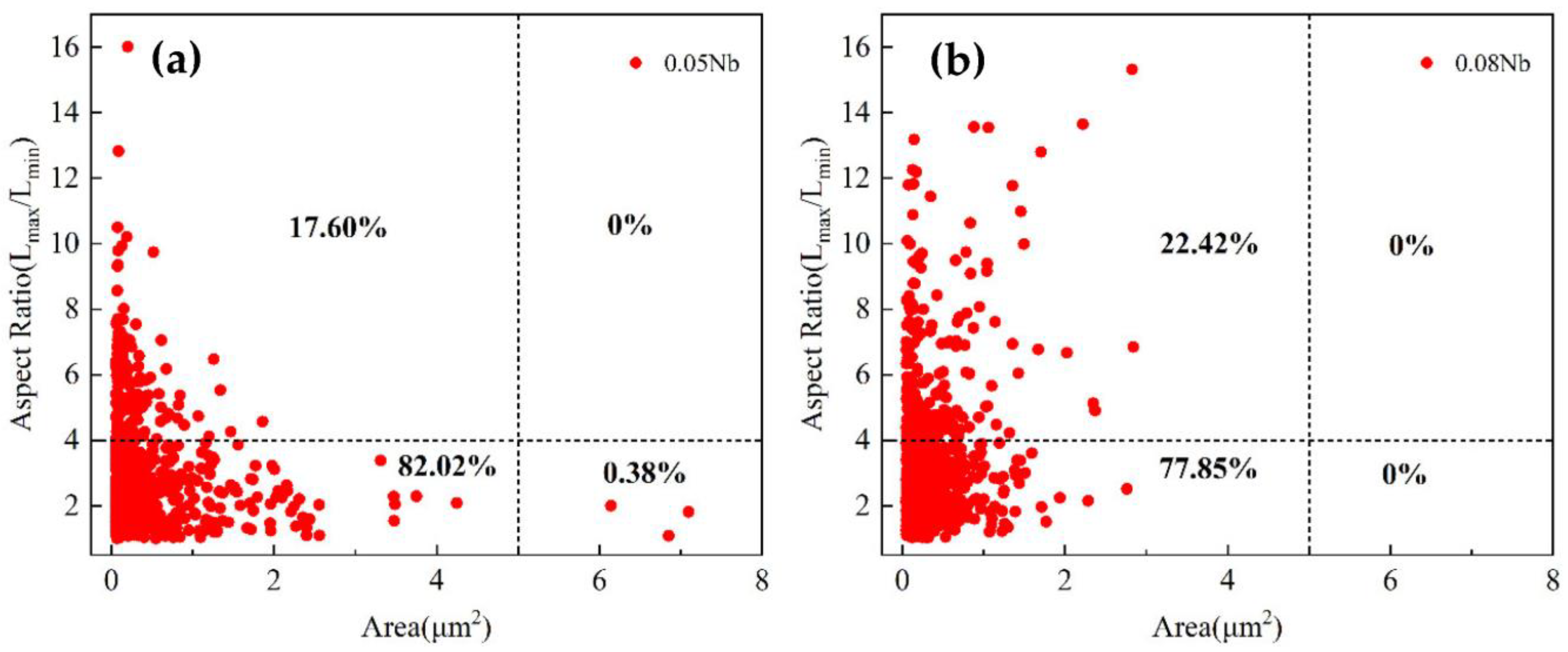
3.1. Microstructure
3.2. Impact Test
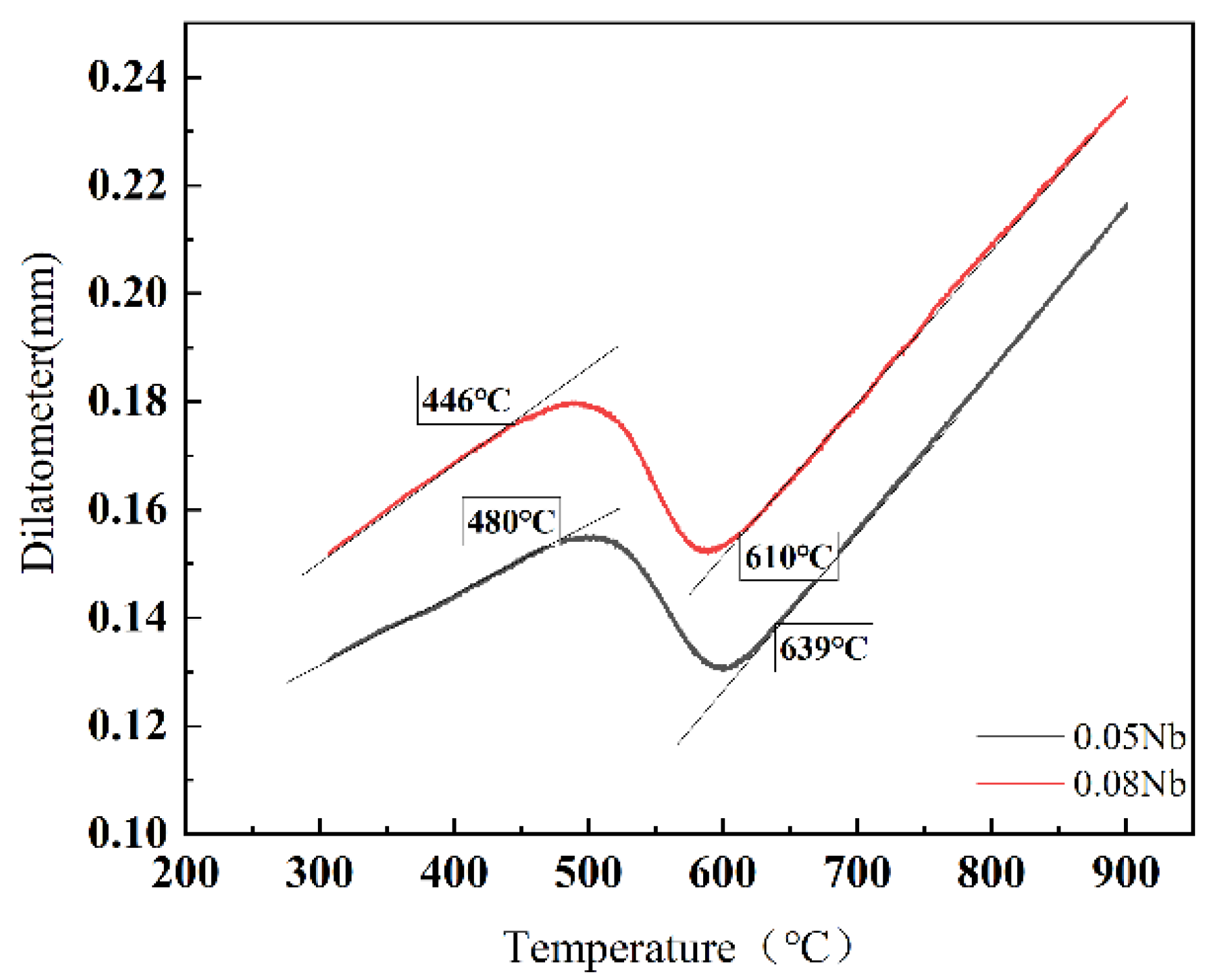
3.3. Thermal Expansion Curve
4. Discussion
4.1. Effect of Nb Content on the Microstructural Evolution of Pipeline Steel
4.1.1. Effect of Nb Content on the Evolution of LB + GB + AF Mixed Microstructure
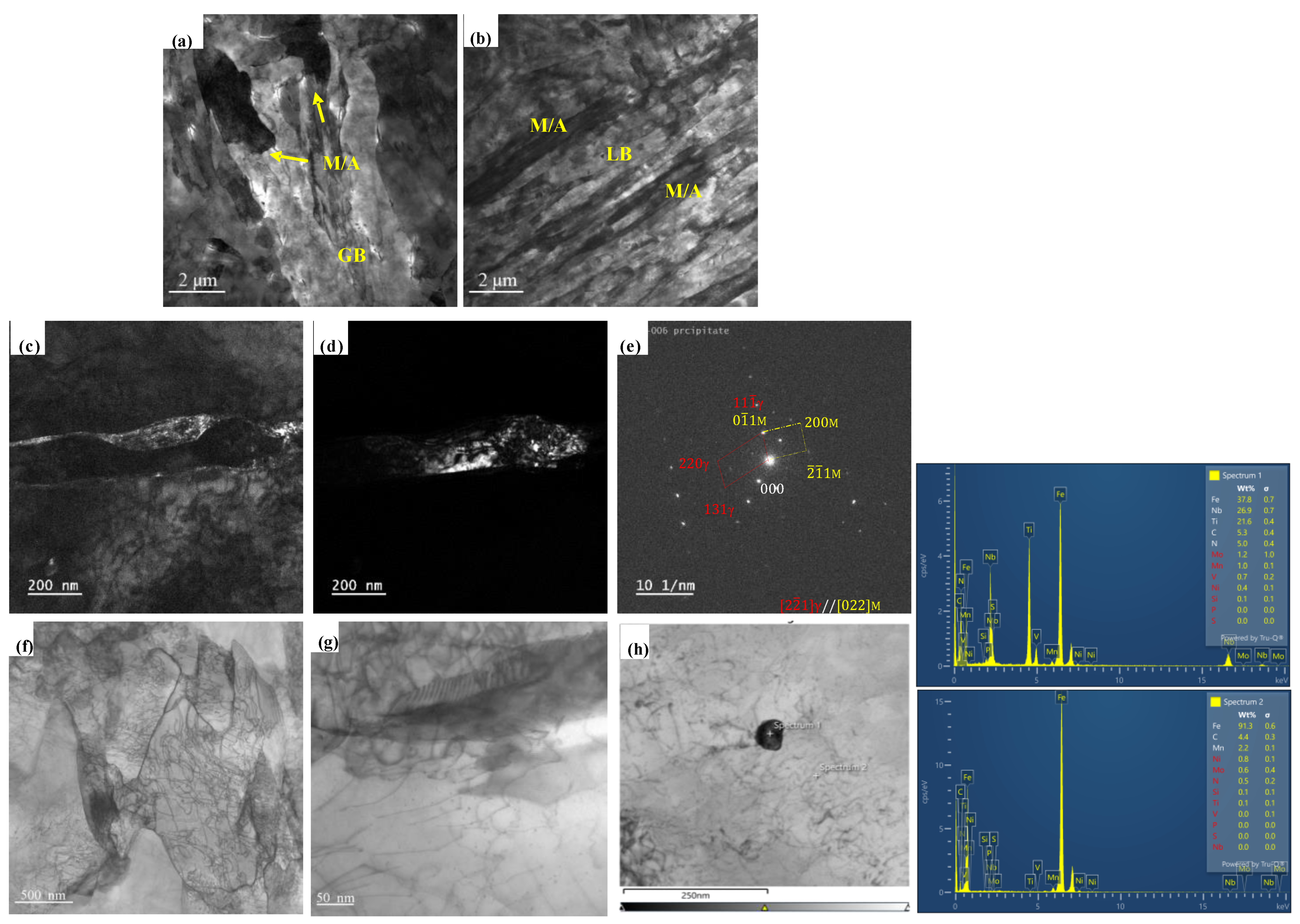
4.1.2. Effect of Nb Content on the Evolution of M/A Microstructure
4.2. Effect of Nb Content on the Impact Behavior of Pipeline Steel
5. Conclusions
- (1)
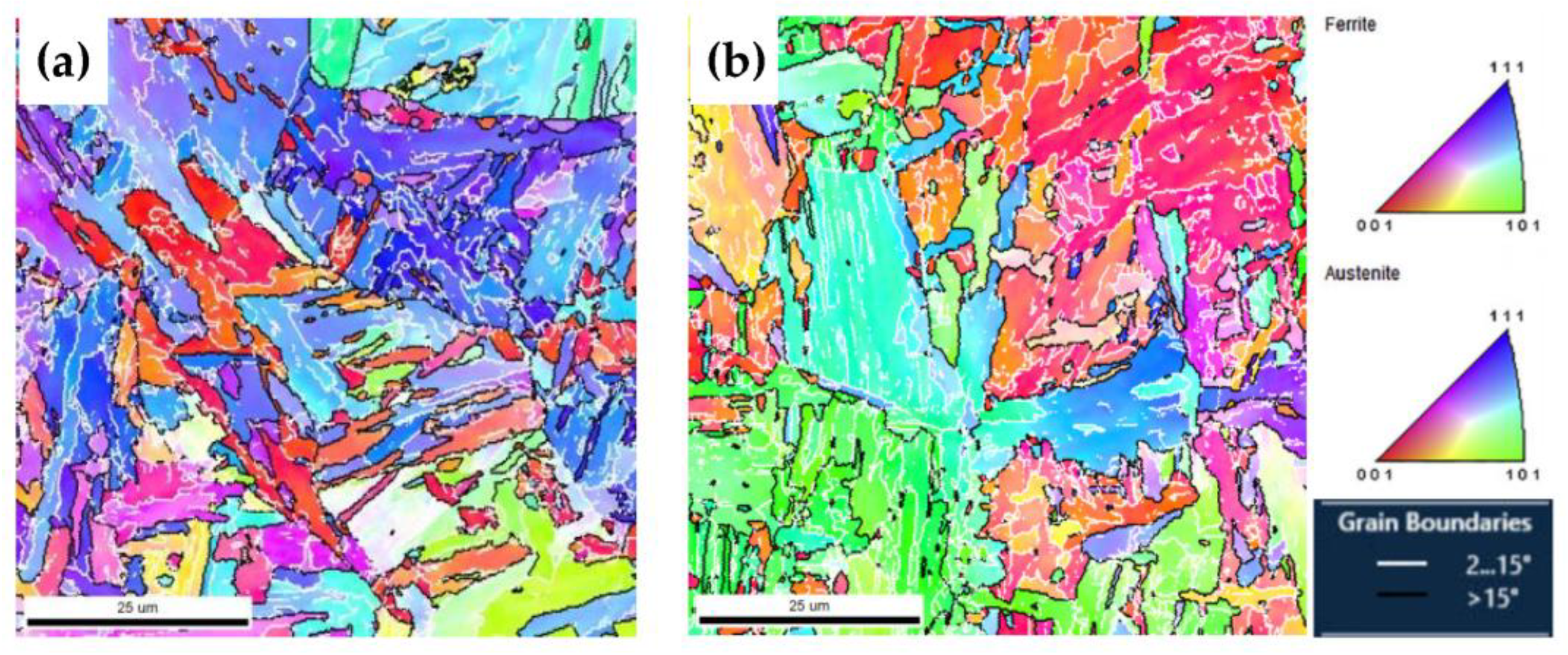
- The microstructure of X80 pipeline steel mainly included AF, PF, LB, GB, and M/A constituents. With the increase in the Nb content, the microstructure was refined. The MED corresponding to MTA greater than 15° reduced from 4.43 ± 0.05 to 4.02 ± 0.09 μm. At the same time, the content of GB and AF in the microstructure decreased, while that of LB and M/A constituents increased. With the increase in the Nb content from 0.05 to 0.08 wt.%, the proportion of M/A constituents increased from 10.9% to 15.6%
- (2)
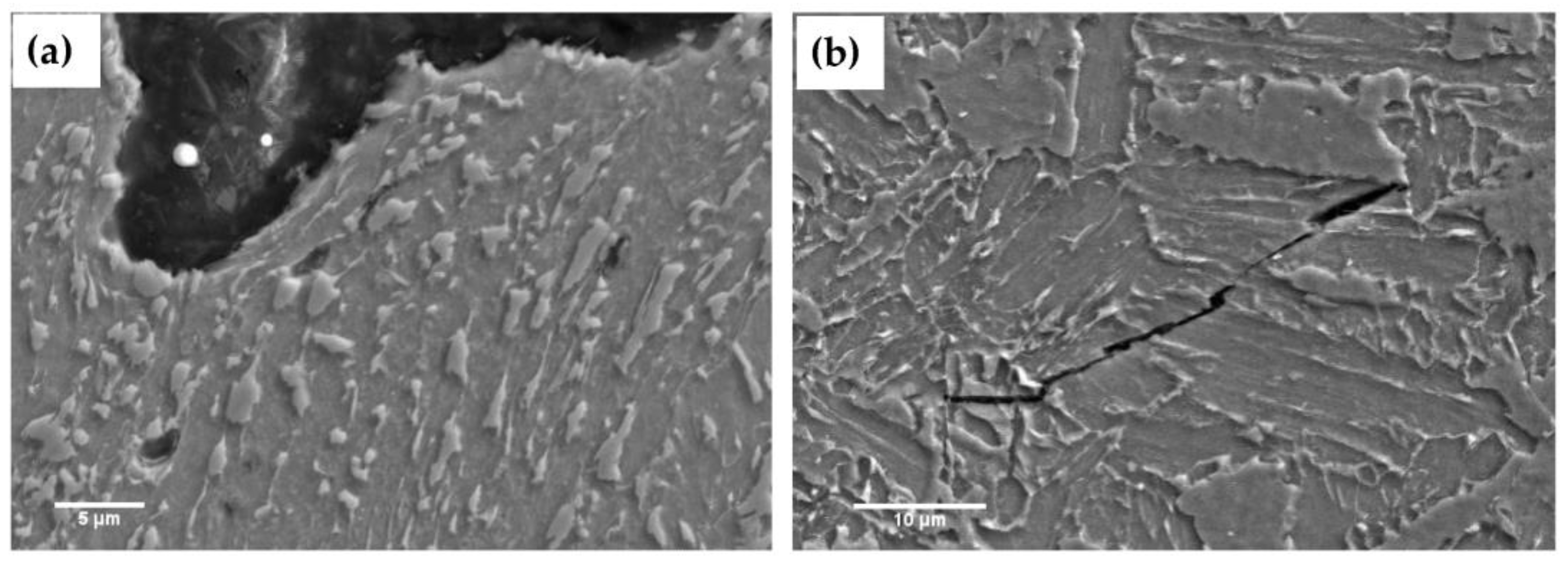
- As the Nb content increased from 0.05 to 0.08 wt.%, the crack initiation energy decreased from 83.5 J to 69.5 J, the crack propagation energy decreased from 133.5 J to 18.5 J, and the total impact energy decreased from 217 J to 88 J. In addition, the fracture mode changed from mixed fracture to cleavage fracture.
- (3)
- The content and shape of M/A constituents and the volume fraction of HAGBs significantly affected the low-temperature toughness of pipeline steel. A small amount of small-sized block-like M/A constituents and a high-volume fraction of HAGBs were found to significantly improve the low-temperature impact toughness of the tested pipeline steel.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2016, 38, 203–217. [Google Scholar] [CrossRef]
- Buzzichelli, G.; Anelli, E. Present status and perspectives of European research in the field of advanced structural steels. ISIJ Int. 2007, 42, 1354–1363. [Google Scholar] [CrossRef]
- Khalaj, G.; Pouraliakbar, H.; Kaveh, R.M.; Khalaj, M.-J. Modeling the correlation between heat treatment, chemical composition and bainite fraction of pipeline steels by means of artificial neural networks. Neural Netw. World J. 2013, 23, 351–367. [Google Scholar] [CrossRef]
- Khalaj, G.; Yoozbashizadeh, H.; Khodabandeh, A.; Tamizifar, M. Austenite grain growth modelling in weld heat affected zone of Nb/Ti microalloyed linepipe steel. Mater. Sci. Technol. 2014, 30, 424–433. [Google Scholar] [CrossRef]
- Folga, S.M. Natural Gas Pipeline Technology Overview; Technical Report; U.S. Department of Energy Office of Scientific and Technical Information: Oak Ridge, TN, USA, 2007.
- Zhou, F.; Gao, Z.; Wu, K.M. Effect of Nb content on the impact toughness of coarse-grained heat-affected zone of pipeline steels under large heat input. Adv. Mater. Res. 2015, 1078, 3–7. [Google Scholar] [CrossRef]
- Chen, X.W.; Qiao, G.Y.; Han, X.L.; Wang, X.; Xiao, F.R.; Liao, B. Effects of Mo, Cr and Nb on microstructure and mechanical properties of heat affected zone for Nb-bearing X80 pipeline steels. Mater. Des. 2014, 53, 888–901. [Google Scholar] [CrossRef]
- Kim, Y.M.; Kim, S.K.; Lim, Y.J.; Kim, N.J. Effect of Microstructure on the Yield Ratio and Low Temperature Toughness of Pipeline Steels. ISIJ Int. 2002, 42, 1571–1577. [Google Scholar] [CrossRef]
- Sun, X.; Zhou, M.X.; Zhu, M.; Wang, H.; Zhang, Q.; Tian, J.; Xu, G. Microstructure and mechanical properties of Nb microalloyed high-carbon pearlitic steels subjected to isothermal transformation. Mater. Charact. 2023, 202, 113013. [Google Scholar]
- Bai, P.H.; Shang, C.L.; Wu, H.H.; Ma, G.; Wang, S.; Wu, G.; Gao, J.; Chen, Y.; Zhang, J.; Zhu, J.; et al. A review on the advance of low-temperature toughness in pipeline steels. J. Mater. Res. Technol. 2023, 25, 6949–6964. [Google Scholar] [CrossRef]
- Wu, G.; Liu, C.; Chen, R.; Li, X.; Jiang, M. Effects of Alloy Content on Impact Toughness in X80 Pipeline Steel. In Proceedings of the International Forum on Electrical Engineering & Automation. 2016. Available online: https://api.semanticscholar.org/CorpusID:59462783 (accessed on 10 January 2016).
- Chen, X.W.; Liao, B.; Qiao, G.Y.; Gu, Y.; Wang, X.; Xiao, F.R. Effect of Nb on Mechanical Properties of HAZ for High Nb X80 Pipeline Steels. J. Iron Steel Res. 2013, 20, 53–60. [Google Scholar] [CrossRef]
- Garcia-Sesma, L.; Lopez, B.; Pereda, B. Effect of coiling conditions on the strengthening mechanisms of Nb microalloyed steels with high Ti addition levels. Mater. Sci. Eng. A 2019, 748, 386–395. [Google Scholar] [CrossRef]
- Zhao, Y.T.; Shang, C.J.; Yang, S.W.; Wang, X.M.; He, X.L. The metastable austenite transformation in Mo–Nb-Cu-B low carbon steel. Mater. Sci. Eng. A 2006, 433, 169–174. [Google Scholar] [CrossRef]
- Xia, F.; Li, Z.; Ming, M.; Zhao, Y.; Wu, C.; Su, X.; Peng, H. Effect of Nb on microstructure and corrosion resistance of X80 pipeline steel. International. J. Press. Vessel. Pip. 2023, 203, 104949. [Google Scholar] [CrossRef]
- Shang, C.; Wang, X.; Zhou, Z.; Liang, X.; He, X. Evolution of intermediate transformation microstructures in Mn-Mo-Nb-B low carbon microalloyed steel. Acta Metall. Sin. 2008, 44, 287–291. [Google Scholar]
- Pereda, B.; Fernandez, A.I.; Lopez, B.; Rodriguez-Ibabe, J.M. Effect of Mo on Dynamic Recrystallization Behavior of Nb-Mo Microalloyed Steels. Trans. Iron Steel Inst. Jpn. 2007, 47, 860–868. [Google Scholar] [CrossRef]
- Zhang, F.; Xiang, C.; Han, E.H.; Zhang, Z. Effect of Nb Content on Microstructure and Mechanical Properties of Mo0.25V0.25Ti1.5Zr0.5Nbx High-Entropy Alloys. Acta Metall. Sin. 2022, 35, 12. [Google Scholar] [CrossRef]
- Zhu, D.M.; He, J.L.; Shi, G.H.; Wang, Q.F. Effect of Welding Heat Input on the Microstructure and Impact Toughness of the Simulated CGHAZ in Q500qE Steel. Acta Metall. Sin. 2022, 58, 1581–1588. [Google Scholar]
- Zhao, L.Y.; Wang, Q.F.; Shi, G.H.; Yang, X.; Qiao, M.; Wu, J.; Zhang, F. In-depth understanding of the relationship between dislocation substructure and tensile properties in a low-carbon microalloyed steel. Mater. Sci. Eng. A 2022, 854, 12. [Google Scholar] [CrossRef]
- Fu, C.; Li, X.D.; Li, H.C.; Han, T.; Han, B.; Wang, Y. Influence of ICCGHAZ on the Low-Temperature Toughness in HAZ of Heavy-Wall X80 Pipeline Steel. Metals 2022, 12, 907. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, G.H.; Sun, R.; Guo, K.; Zhang, C.; Wang, Q. Effect of Si content on the microstructures and the impact properties in the coarse-grained heat-affected zone (CGHAZ) of typical weathering steel. Mater. Sci. Eng. A 2019, 762, 10. [Google Scholar] [CrossRef]
- Lan, L.; Qiu, C.; Zhao, X.D.; Gao, X.; Du, L. Microstructural characteristics and toughness of the simulated coarse grained heat affected zone of high strength low carbon bainitic steel. Mater. Sci. Eng. A 2011, 529, 192–200. [Google Scholar] [CrossRef]
- Lee, S.G.; Sohn, S.S.; Kim, B.; Kim, W.G.; Um, K.-K.; Lee, S. Effects of martensite-austenite constituent on crack initiation and propagation in inter-critical heat-affected zone of high-strength low-alloy (HSLA) steel. Mater. Sci. Eng. A 2018, 715, 332–339. [Google Scholar] [CrossRef]
- Xie, C.; Liu, Z.; He, X.; Wang, X.; Qiao, S. Effect of martensite–austenite constituents on impact toughness of pre-tempered MnNiMo bainitic steel—ScienceDirect. Mater. Charact. 2020, 161, 110139. [Google Scholar] [CrossRef]
- Huda, N.; Wang, Y.Y.; Li, L.J.; Gerlich, A.P. Effect of martensite-austenite (MA) distribution on mechanical properties of inter-critical Reheated Coarse Grain heat affected zone in X80 linepipe steel. Mater. Sci. Eng. A 2019, 765, 9. [Google Scholar] [CrossRef]
- Yang, Y.; Jia, X.; Ma, Y.; Wang, P.; Zhu, F.; Yang, H.; Wang, C.; Wang, S. Effect of Nb on microstructure and mechanical properties between base metal and high heat input coarse-grain HAZ in a Ti-deoxidized low carbon high strength steel. J. Mater. Res. Technol. 2022, 18, 2399–2412. [Google Scholar] [CrossRef]
- Chen, J.; Tang, S.; Liu, Z.-Y.; Wang, G.-D. Microstructural characteristics with various cooling paths and the mechanism of embrittlement and toughening in low-carbon high performance bridge steel. Mater. Sci. Eng. A 2013, 559, 241–249. [Google Scholar] [CrossRef]
- Goods, S.H.; Brown, L.M. Overview No. 1, The nucleation of cavities by plastic deformation. Acta Metall. 1979, 27, 1–15. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | C | Mn | P | S | Si | Ni | Cr | Cu | Mo | Nb | V | Ti | Carbon Equivalent Content (Ceq) | Crack Susceptibility Factor (Pcm) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.05Nb | 0.079 | 1.67 | 0.007 | 0.002 | 0.18 | 0.62 | 0.16 | 0.15 | 0.26 | 0.05 | 0.037 | 0.009 | 0.49 | 0.21 |
| 0.08Nb | 0.070 | 1.70 | 0.006 | 0.002 | 0.16 | 0.66 | 0.15 | 0.15 | 0.25 | 0.08 | 0.034 | 0.008 | 0.47 | 0.202 |
| Steel | Heating Temperature (°C) | RRST (°C) | RRFT (°C) | FRST (°C) | FRFT (°C) | SCT (°C) | FCT (°C) | Cooling Rate (°C/s) |
|---|---|---|---|---|---|---|---|---|
| 0.05Nb | 1176 | 1091 | 1042 | 818 | 798 | 756 | 421 | 20 |
| 0.08Nb | 1178 | 1088 | 1039 | 818 | 789 | 749 | 422 | 20 |
| Steel | M/A Content (Area %) | Island-like Shape (Number %) | Thin Elongated Shape (Number %) | Thick Elongated Shape (Number %) | Block-like Shape (Number %) |
|---|---|---|---|---|---|
| 0.05Nb | 10.9 | 82.0 | 17.6 | 0.4 | 0.0 |
| 0.08Nb | 15.6 | 77.9 | 22.4 | 0.0 | 0.0 |
| Steel | MED (μm) | Proportion of Grain Boundaries with Different MTAs (%) | ||
|---|---|---|---|---|
| 2–15° | >15° | 2–15° | 15–65° | |
| 0.05Nb | 3.86 ± 0.08 | 4.43 ± 0.05 | 0.5 | 0.5 |
| 0.08Nb | 3.28 ± 0.11 | 4.02 ± 0.09 | 0.6 | 0.4 |
| Steel | Fm (kN) | Ei (J) | Ep (J) | Et (J) | Cleavage Fracture Surface Size (μm2) | The Percent Shear Fracture Area (SA, %) |
|---|---|---|---|---|---|---|
| 0.05Nb | 26.0 | 83.5 | 133.5 | 217.0 | 19 ± 2 | 41 |
| 0.08Nb | 27.6 | 69.5 | 18.5 | 88.0 | 32 ± 2 | 11 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, J.; Zhang, Z.; Guo, K.; Guan, Y.; Yuan, L.; Wang, Q. Effect of Nb Content on the Microstructure and Impact Toughness of High-Strength Pipeline Steel. Metals 2024, 14, 42. https://doi.org/10.3390/met14010042
Jiang J, Zhang Z, Guo K, Guan Y, Yuan L, Wang Q. Effect of Nb Content on the Microstructure and Impact Toughness of High-Strength Pipeline Steel. Metals. 2024; 14(1):42. https://doi.org/10.3390/met14010042
Chicago/Turabian StyleJiang, Jinxing, Zhongde Zhang, Kai Guo, Yingping Guan, Liangzeng Yuan, and Qingfeng Wang. 2024. "Effect of Nb Content on the Microstructure and Impact Toughness of High-Strength Pipeline Steel" Metals 14, no. 1: 42. https://doi.org/10.3390/met14010042