
Dislocation Strengthening and Texture Evolution of Non-Oriented Fe-3.3 wt% Si Steel in Double Cold Rolling


Abstract
:1. Introduction
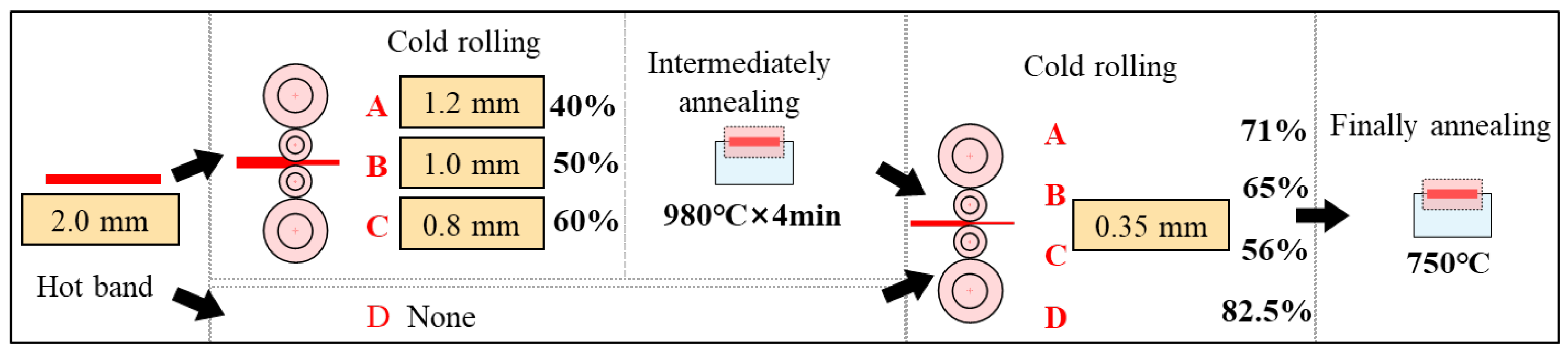
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure and Textures of Hot-Rolled Sheet
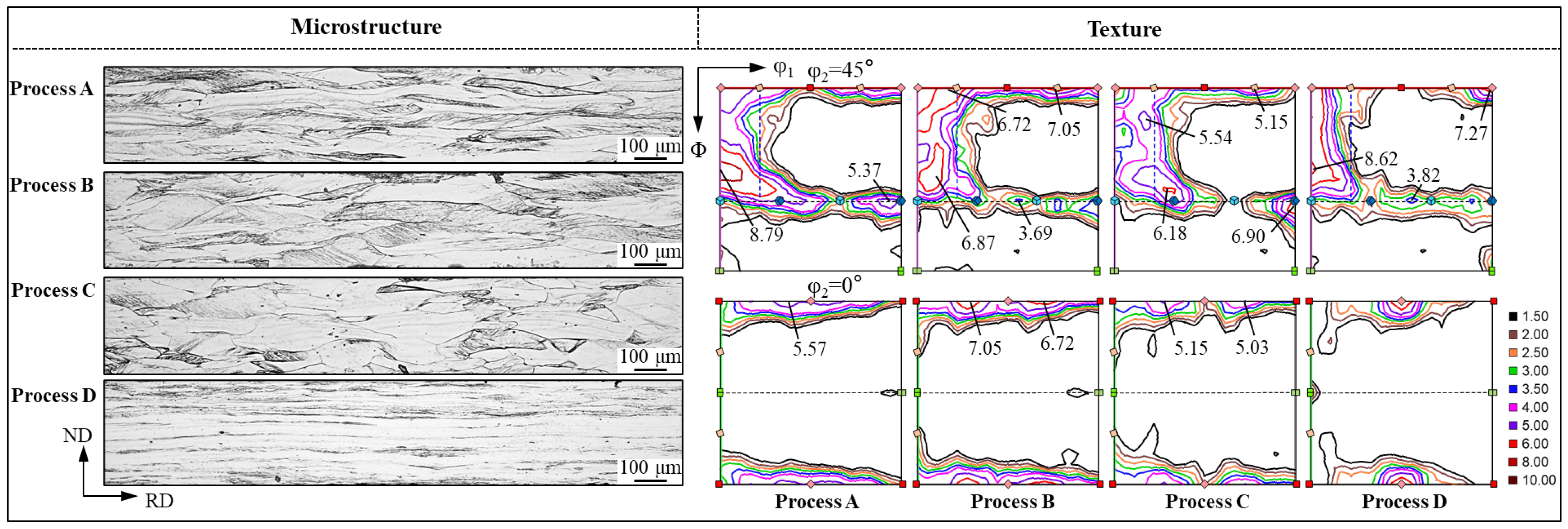
3.2. Microstructures and Textures of Cold-Rolled and Intermediate Annealed Sheets
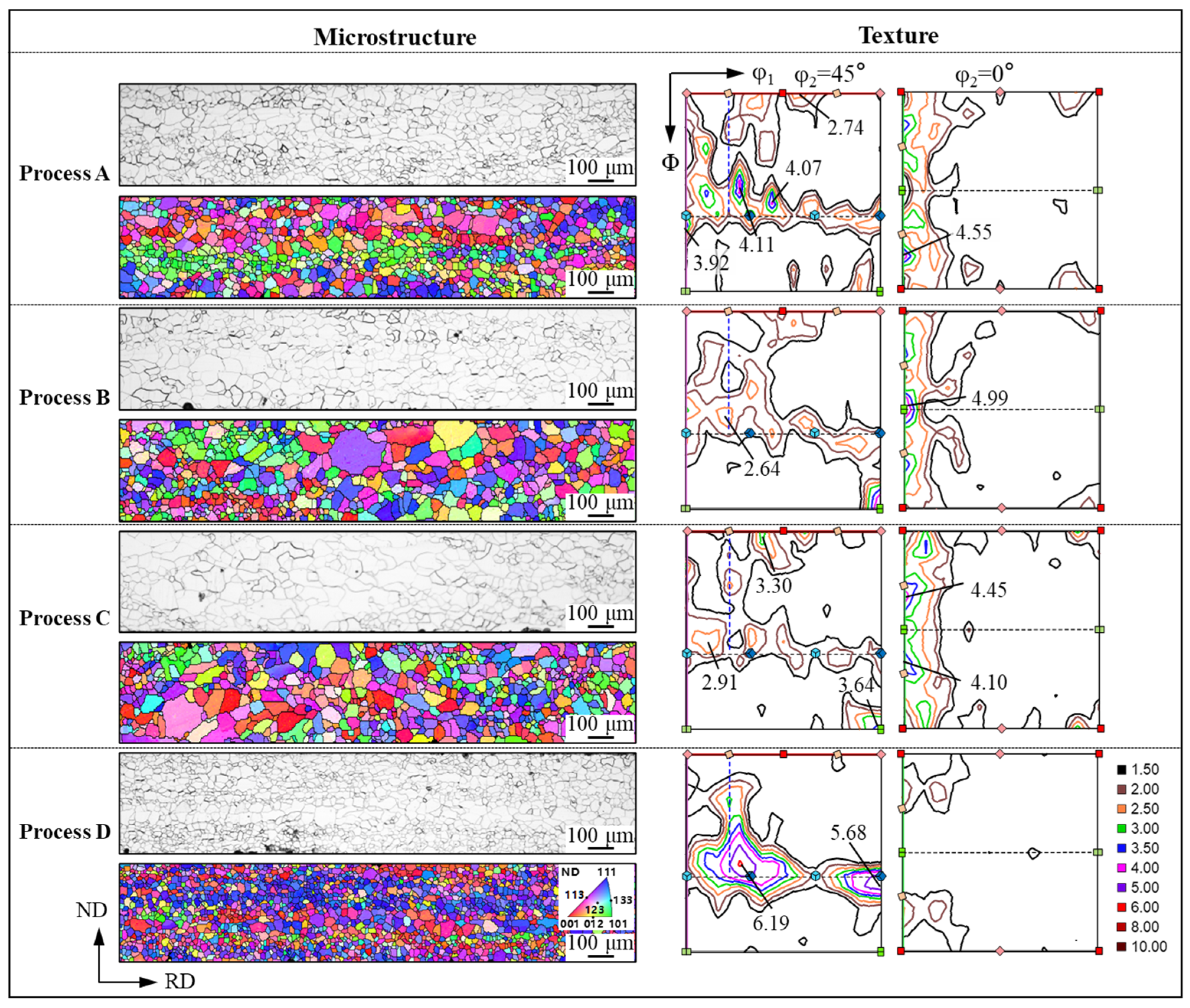
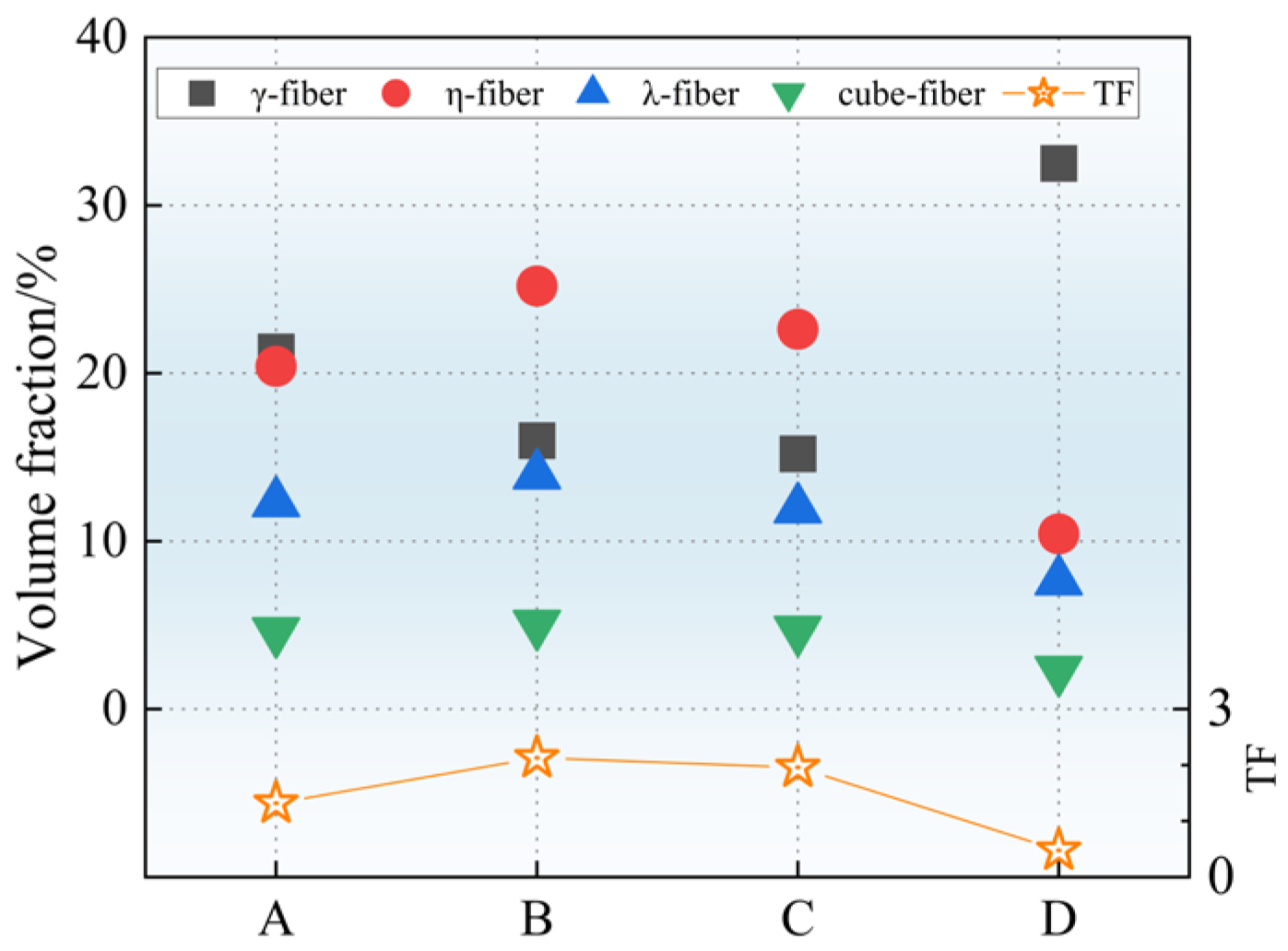
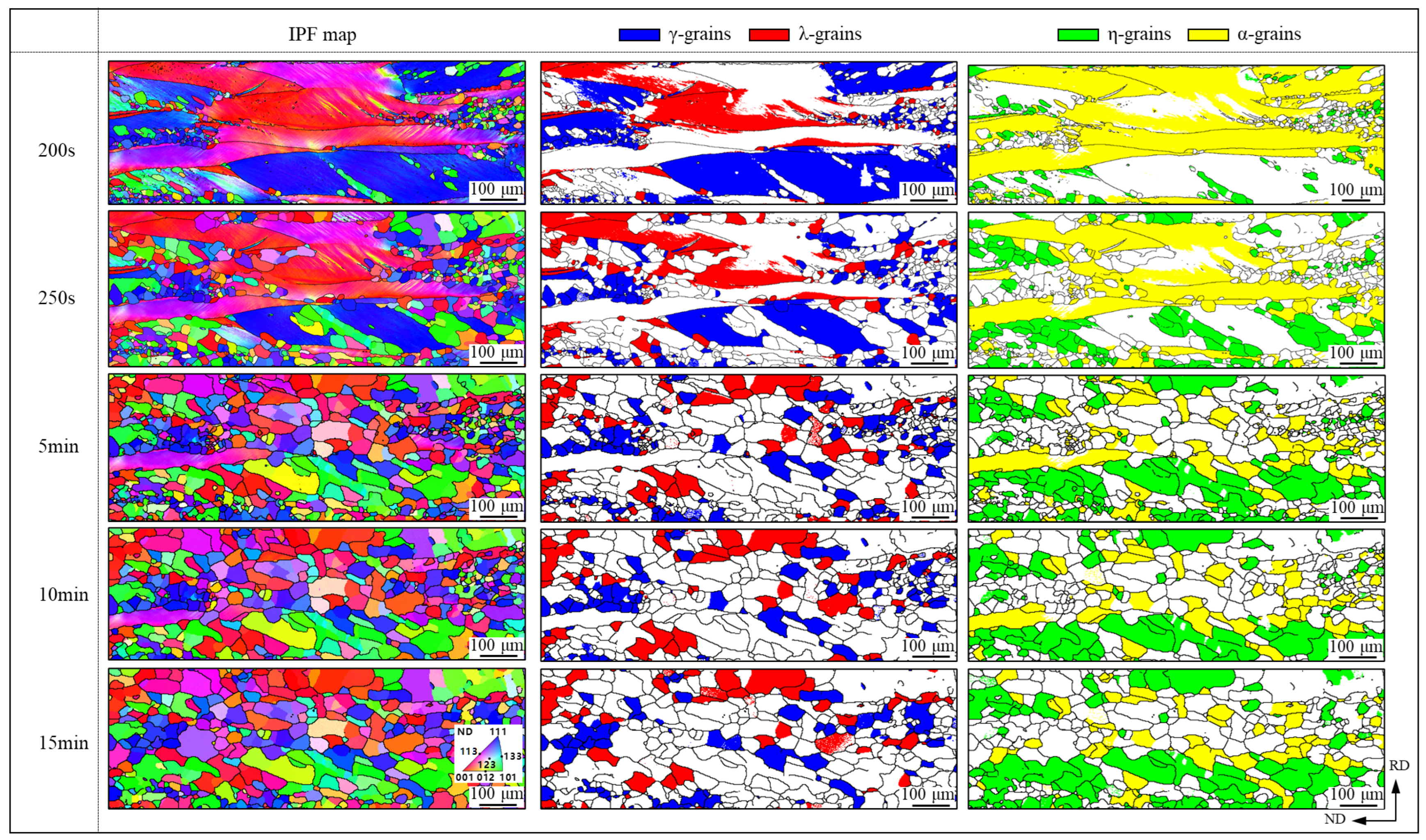
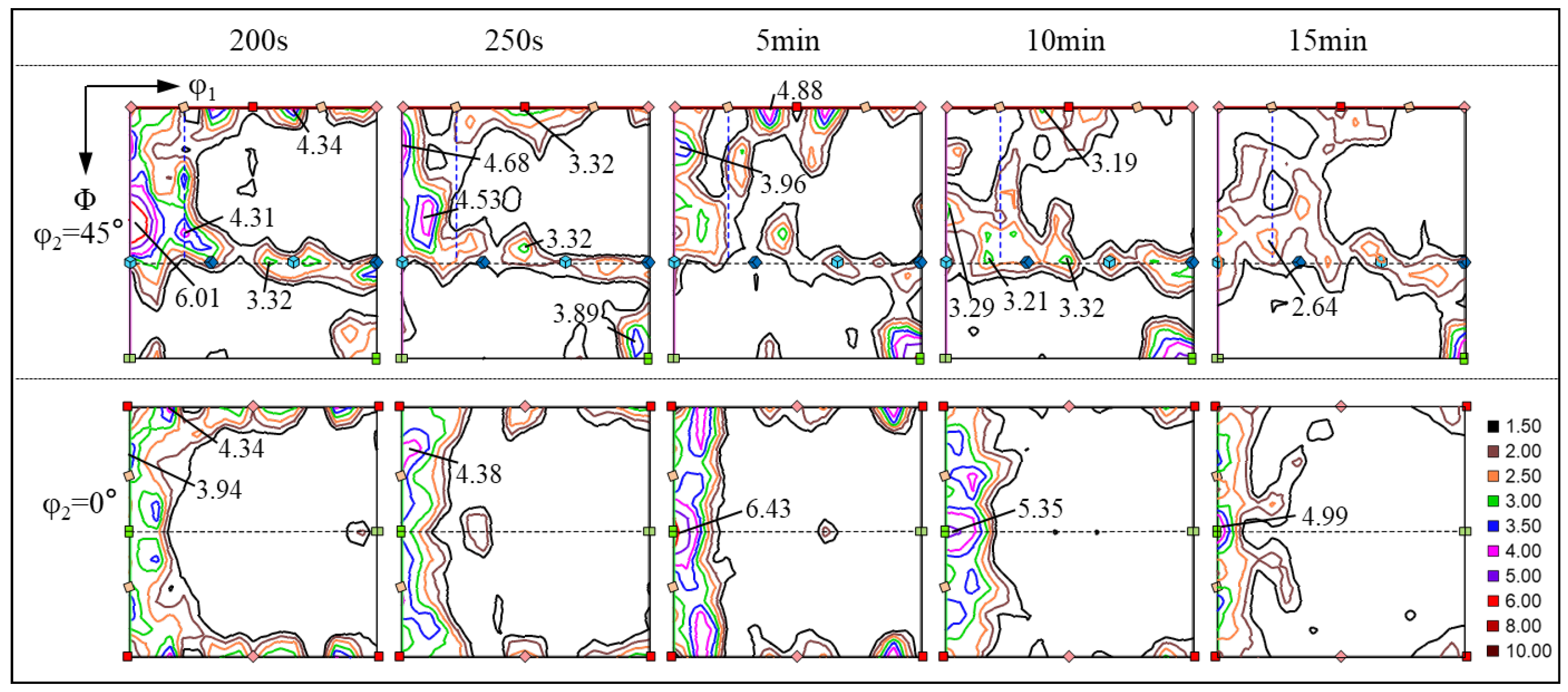
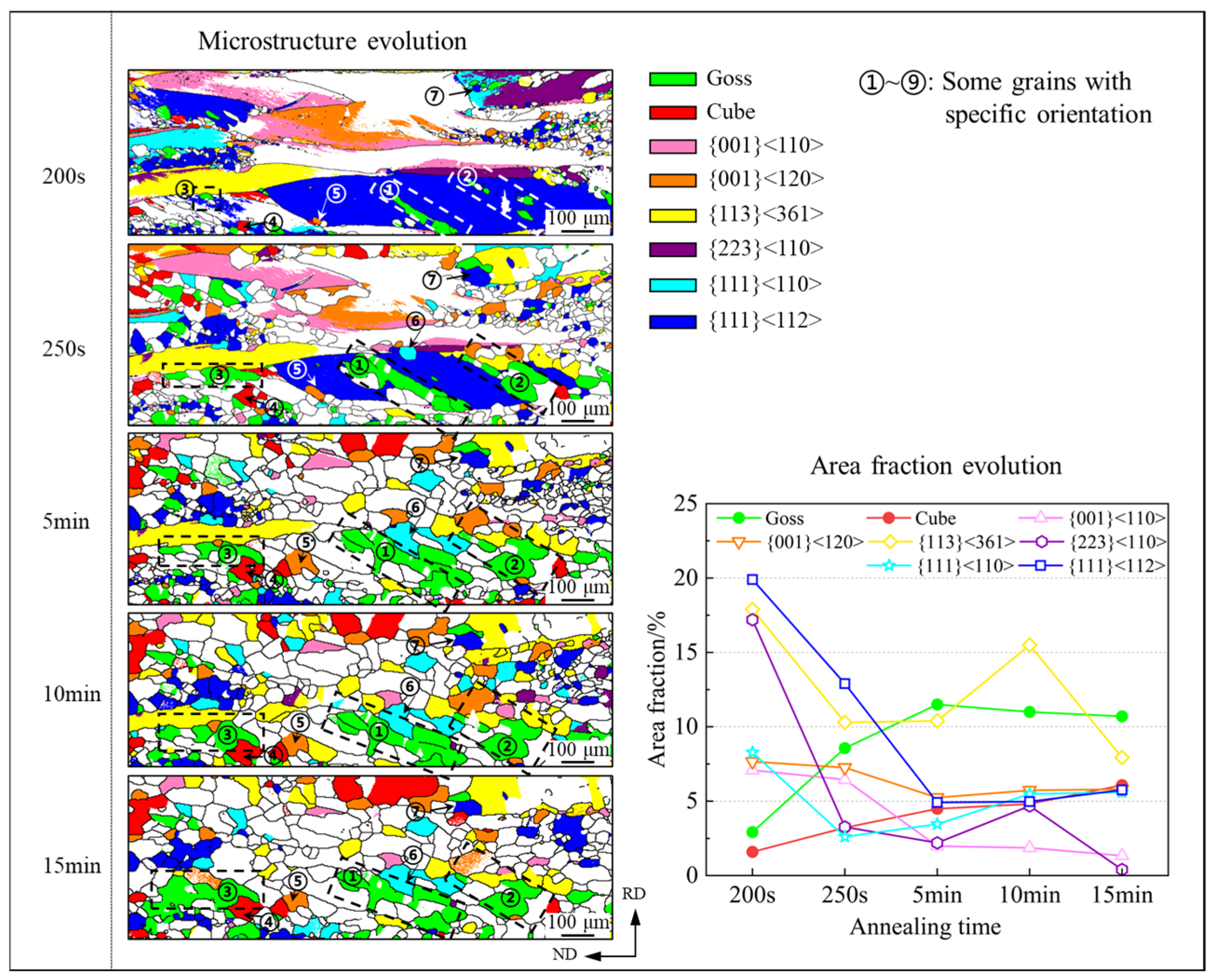
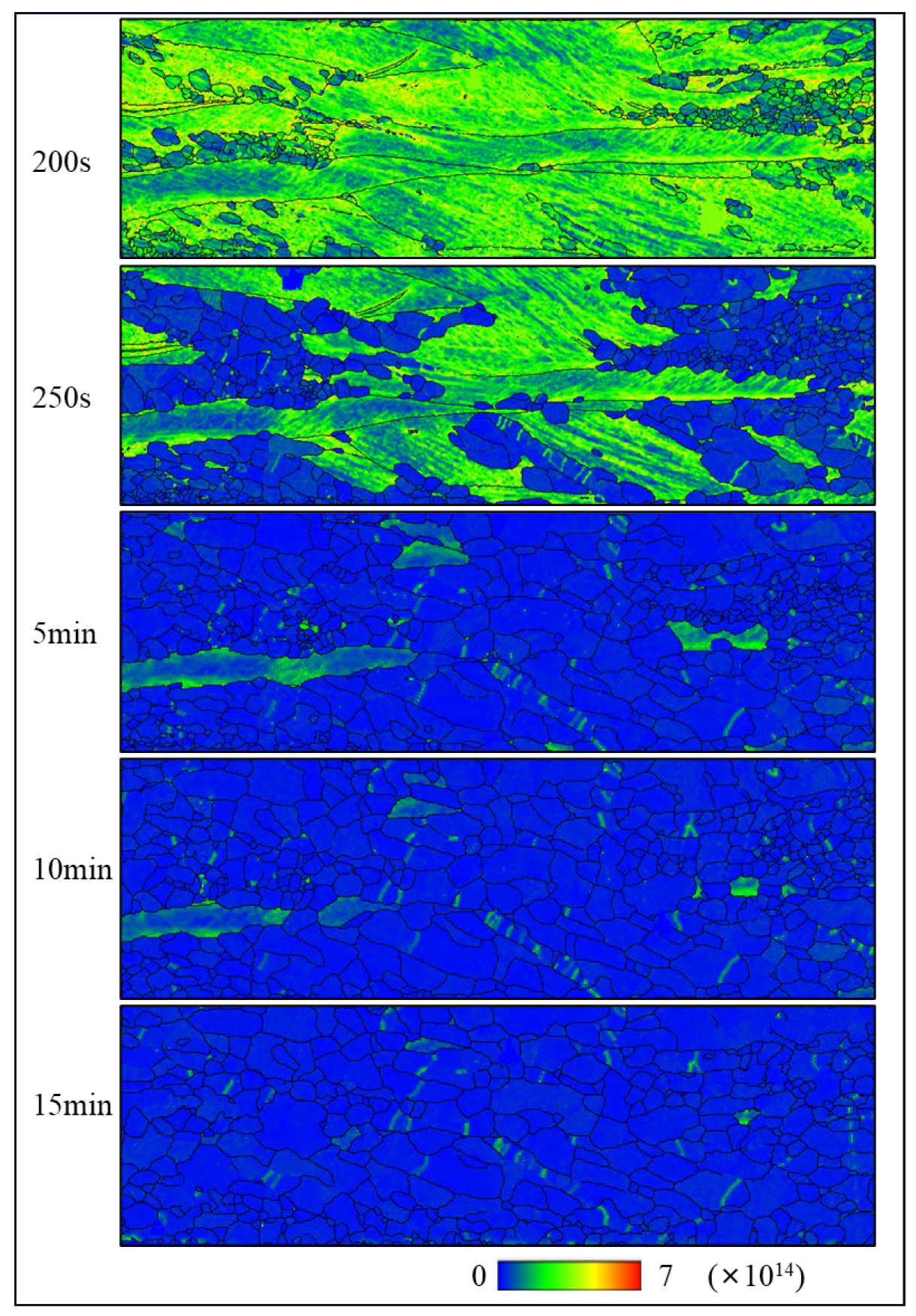
3.3. Microstructures and Textures of Final Annealed Sheets
3.4. Magnetic and Mechanical Properties
3.5. Relationship between Microstructure, Texture Evolution, and Properties
4. Conclusions
- (1)
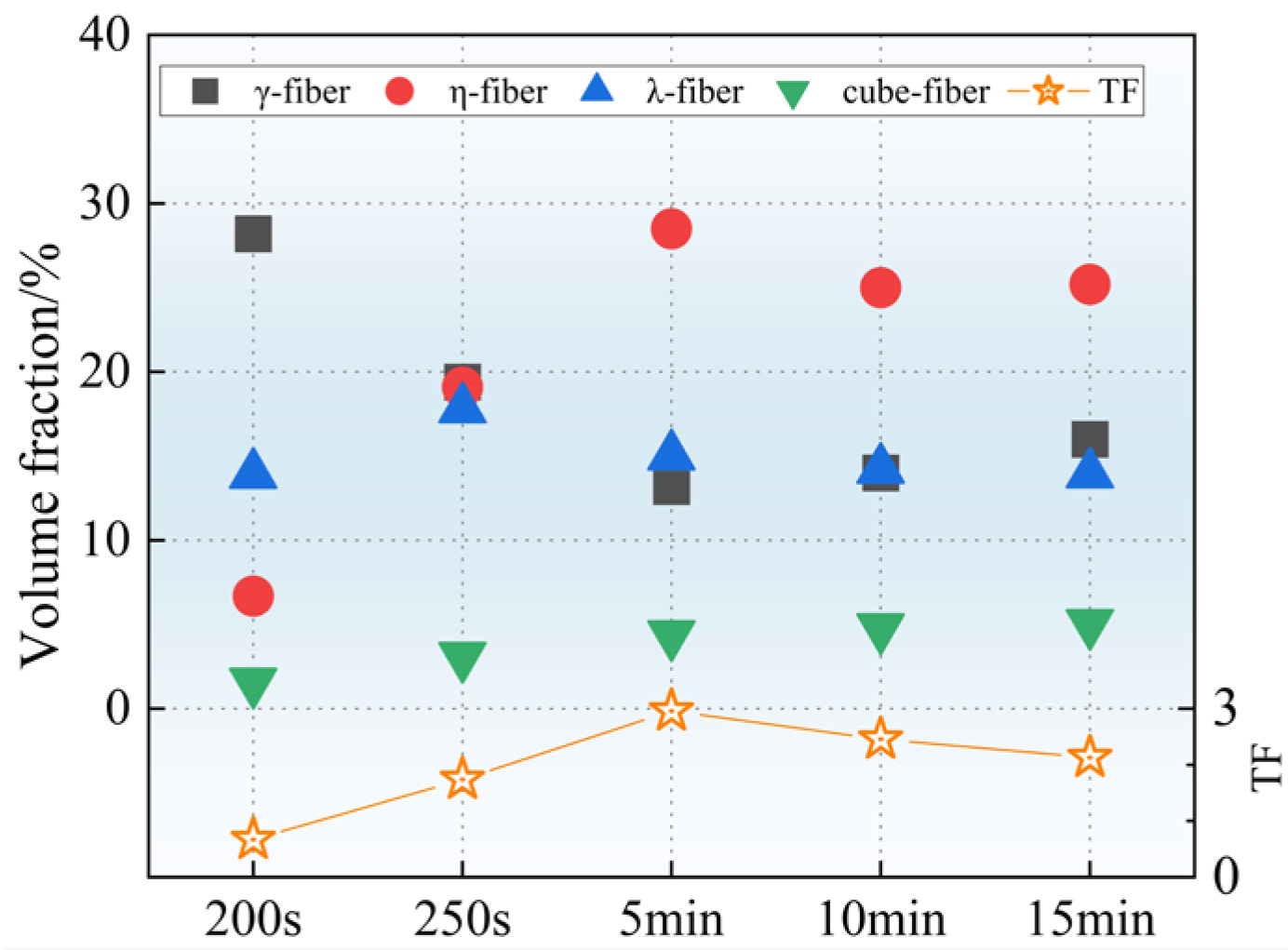
- The final annealed sheet produced through the single-stage cold rolling process is mainly composed of strong γ and α* textures. In contrast, the double cold rolling processes significantly reduced the adverse γ texture, and a stronger η texture appears in the final annealed sheets, leading to a relatively high texture factor. Compared with single-stage cold rolling, the double cold rolling process can improve the magnetic induction and iron loss.
- (2)
- Under the double cold rolling process, with the increase in annealing time, the magnetic induction B50 first increases from 1.664 T to 1.698 T and then decreases to 1.683 T, and the yield strength continues to reduce from 621 MPa to 505 MPa. With a shorter annealing time, incomplete recrystallization can improve the yield strength of the samples, owing to stronger dislocation strengthening.
- (3)
- An optimized combination of magnetic properties (B50 of 1.698 T, P10/400 of 21.84 W/kg) and mechanical properties (Rp0.2 of 578 MPa) is obtained via a moderate rolling reduction (50%, 65%) and an appropriate annealing time (5 min). Compared with the single-stage cold rolling process, B50 increases by 0.038 T, P10/400 decreases by 6.43 W/kg and RP0.2 increases by 37 MPa.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stornelli, G.; Faba, A.; Di Schino, A.; Folgarait, P.; Ridolfi, M.R.; Cardelli, E.; Montanari, R. Properties of Additively Manufactured Electric Steel Powder Cores with Increased Si Content. Materials 2021, 14, 1489. [Google Scholar] [CrossRef] [PubMed]
- Leuning, N.; Jaeger, M.; Schauerte, B.; Stöcker, A.; Kawalla, R.; Wei, X.; Hirt, G.; Heller, M.; Korte-Kerzel, S.; Böhm, L. Material Design for Low-Loss Non-Oriented Electrical Steel for Energy Efficient Drives. Materials 2021, 14, 6588. [Google Scholar] [CrossRef] [PubMed]
- Dou, Y.; Li, Y.; Zhang, C.; Yue, S.; Zhu, J. Effects of Uniaxial Stress Along Different Directions on Alternating Magnetic Properties of Silicon Steel Sheets. IEEE Trans. Magn. 2020, 56, 7512004. [Google Scholar] [CrossRef]
- Du, Y.; O’Malley, R.; Buchely, M.F. Review of Magnetic Properties and Texture Evolution in Non-Oriented Electrical Steels. Appl. Sci. 2023, 13, 6097. [Google Scholar] [CrossRef]
- Sahoo, G.; Singh, C.D.; Deepa, M.; Dhua, S.K.; Saxena, A. Recrystallization behaviour and texture of non-oriented electrical steels. Mater. Sci. Eng. A 2018, 734, 229–243. [Google Scholar] [CrossRef]
- Ou, J.; Liu, Y.; Breining, P.; Gietzelt, T.; Wunsch, T.; Doppelbauer, M. Experimental Characterization and Feasibility Study on High Mechanical Strength Electrical Steels for High-Speed Motors Application. IEEE Trans. Ind. Appl. 2021, 57, 284–293. [Google Scholar] [CrossRef]
- Tanaka, I.; Yashiki, H.; Iwamoto, S.; Takamaru, H.; Nakayama, T. Development of high strength electrical steel SXRC of resource-saving design. Mater. Jpn. 2011, 49, 29–31. [Google Scholar] [CrossRef]
- Zhong, B.; Cheng, Z.; Volkova, O.; Zhang, X.; Liu, J. Effect of microstructure modification on magnetic and mechanical properties of high-grade non-oriented silicon steel during annealing treatment. J. Mater. Res. Technol. 2023, 27, 7730–7739. [Google Scholar] [CrossRef]
- YU, L.; LUO, H. Effect of partial recrystallization annealing on magnetic properties and mechanical properties of non-oriented silicon steel. Acta Metall. Sin. 2019, 56, 291–300. [Google Scholar]
- Lin, Y.; Wang, H.; Wei, H.; Zhang, W.; Wang, S.; Qiu, S.; Lu, H.; Wang, Y. Thick-Gauge Ultra-High-Strength High-Silicon Non-Oriented Silicon Steel with Balanced Mechanical and Magnetic Properties Controlled by Partial Recrystallization Annealing. JOM 2022, 74, 3788–3798. [Google Scholar] [CrossRef]
- Zhang, B.; Liang, Y.; Wen, S.; Wang, S.; Shi, X.; Ye, F.; Lin, J. High-strength low-iron-loss silicon steels fabricated by cold rolling. J. Magn. Magn. Mater. 2019, 474, 51–55. [Google Scholar] [CrossRef]
- Takashima, M.; Komatsubara, M.; Morito, N. {001}<210> Texture Development by Two-Stage Cold Rolling Method in Non-oriented Electrical Steel. ISIJ Int. 1997, 37, 1263–1268. [Google Scholar]
- An, L.-Z.; Wang, Y.-P.; Wang, G.-D.; Liu, H.-T. Comparative study on microstructure and texture evolution of low silicon non-oriented electrical steels along one-stage and two-stage cold rolling processes. J. Magn. Magn. Mater. 2023, 567, 170358. [Google Scholar] [CrossRef]
- Qin, J.; Liu, D.-f.; Yue, Y.; Zhao, H.-j.; Lai, C.-b. Effect of normalization on texture evolution of 0.2-mm-thick thin-gauge non-oriented electrical steels with strong η-fiber textures. J. Iron Steel Res. Int. 2019, 26, 1219–1227. [Google Scholar] [CrossRef]
- Yao, Y.; Sha, Y.; Liu, J.; Zhang, F.; Zuo, L. Texture and microstructure for magnetic properties of two-stage cold-rolled Fe-6.5 wt pct Si thin sheets. Metall. Mater. Trans. A 2016, 47, 5771–5776. [Google Scholar] [CrossRef]
- Li, Z.-h.; Xie, S.-k.; Wang, G.-d.; Liu, H.-t. Ultrathin-gauge high silicon non-oriented electrical steel with high permeability and low core loss fabricated by optimized two-stage cold rolling method. Mater. Charact. 2022, 183, 111593. [Google Scholar] [CrossRef]
- Lu, Y.; Zu, G.; Luo, L.; Wang, Y.; Gao, L.; Yuan, L.; Ran, X.; Zhang, X. Investigation of microstructure and properties of strip-cast 4.5 wt% Si non-oriented electrical steel by different rolling processes. J. Magn. Magn. Mater. 2020, 497, 165975. [Google Scholar] [CrossRef]
- Mehdi, M.; He, Y.; Hilinski, E.J.; Kestens, L.A.I.; Edrisy, A. The evolution of cube ({001}<100>) texture in non-oriented electrical steel. Acta Mater. 2020, 185, 540–554. [Google Scholar]
- Sanjari, M.; He, Y.; Hilinski, E.J.; Yue, S.; Kestens, L.A.I. Development of the {113}<uvw> texture during the annealing of a skew cold rolled non-oriented electrical steel. Scr. Mater. 2016, 124, 179–183. [Google Scholar]
- Kim, T.-Y.; Kim, H.-K.; Jeong, Y.-K.; Ahn, Y.-K.; Shim, H.-S.; Kwon, D.; Hwang, N.-M. Ex-Situ Time Sequential Observation on Island and Peninsular Grains in Abnormally Growing Goss Grains in Fe–3%Si Steel. Met. Mater. Int. 2020, 26, 1200–1206. [Google Scholar] [CrossRef]
- Fang, F.; Yu, C.; Wang, J.; Ding, Q.; Zhang, Y.; Wang, Y.; Kang, J.; Zhang, X.; Yuan, G.; Wang, G. Abnormal grain growth with preferred orientation in non-oriented silicon steel: A quasi-in situ study. J. Mater. Sci. 2024, 59, 3150–3167. [Google Scholar] [CrossRef]
- Wang, Y.-Q.; Kong, W.-W.; Yuan, C.; Chen, Y.-P.; Liu, X.; Liu, S. Effects of annealing on microstructures and properties of cold-rolled GH3536 sheet. Mater. Charact. 2021, 180, 111409. [Google Scholar] [CrossRef]
- Li, Z.-H.; Xie, S.-K.; Wang, G.-D.; Liu, H.-T. Dependence of recrystallization behavior and magnetic properties on grain size prior to cold rolling in high silicon non-oriented electrical steel. J. Alloys Compd. 2021, 888, 161576. [Google Scholar] [CrossRef]
- Huang, Y.; Prangnell, P. The effect of cryogenic temperature and change in deformation mode on the limiting grain size in a severely deformed dilute aluminium alloy. Acta Mater. 2008, 56, 1619–1632. [Google Scholar] [CrossRef]
- Qiu, S.; Niu, Y.; Qiao, J.; Wang, H. A Review of Development and Performance Control of Non-Oriented Silicon Steel for Drive Motors. J. Anhui Univ. Technol. Nat. Sci. 2024, 41, 350–364. [Google Scholar]
- Jiao, H.; Xu, Y.; Zhao, L.; Misra, R.; Tang, Y.; Liu, D.; Hu, Y.; Zhao, M.; Shen, M. Texture evolution in twin-roll strip cast non-oriented electrical steel with strong Cube and Goss texture. Acta Mater. 2020, 199, 311–325. [Google Scholar] [CrossRef]
- Qiao, J.; Liu, C.; Guo, F.; Xiang, L.; Qiu, S.; Wang, H. Effect of recrystallization annealing temperature on texture and magnetic properties of 2.97% Si non-oriented silicon steel. Metall. Res. Technol. 2019, 116, 412. [Google Scholar] [CrossRef]
- Ni, Z.; Cheng, Z.; Jing, W.; Wendler, M.; Volkova, O.; Zhang, X.; Liu, J. Effects of Cu Content on Mechanical and Magnetic Properties of High-Strength Nonoriented Silicon Steel. Steel Res. Int. 2024, 2300865. [Google Scholar] [CrossRef]
- Chen, W.; Cheng, Z.; Wen, Q.; Wendler, M.; Volkova, O.; Liu, J. High-Strength Nonoriented Electrical Steel with Excellent Magnetic Properties Accomplished by Cu–Ni Multialloying. Steel Res. Int. 2024, 2400254. [Google Scholar] [CrossRef]
- Li, Z.-H.; Wang, G.-D.; Liu, H.-T. Effects of processing routes on recrystallization texture development and magnetic properties of 0.10 mm ultrathin non-oriented electrical steel sheets for high-frequency application. J. Alloys Compd. 2023, 935, 167984. [Google Scholar] [CrossRef]
- Ghosh, P.; Chromik, R.R.; Vaseghi, B.; Knight, A.M. Effect of crystallographic texture on the bulk magnetic properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2014, 365, 14–22. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Hameyer, K. Effect of grain size and magnetic texture on iron-loss components in NO electrical steel at different frequencies. J. Magn. Magn. Mater. 2019, 469, 373–382. [Google Scholar] [CrossRef]
- Ning, X.; Liang, Y.; Wang, Y.; Ye, F.; Lin, J. A comprehensive study on texture evolution and recrystallization mechanism of Fe-4.5 wt% Si with strong {114}<481>. J. Mater. Res. Technol. 2023, 27, 7506–7520. [Google Scholar]
- Liu, J.; Sha, Y.; Hu, K.; Zhang, F.; Zuo, L. Formation of Cube and Goss Texture After Primary Recrystallization in Electrical Steels. Metall. Mater. Trans. A 2014, 45, 134–138. [Google Scholar] [CrossRef]
- Zhang, Y.; Xia, Y.; Dun, H.; Wang, Y.; Fang, F.; Zhang, Y.; Zhang, J.; Chen, Q.; Zhai, K.; Misra, R.D.K. Evolution of the Shear Band in Cold-Rolling of Strip-Cast Fe-1.3% Si Non-Oriented Silicon Steel. Materials 2021, 14, 775. [Google Scholar] [CrossRef]
- Park, J.-T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Hawezy, D.; Birosca, S. Disparity in recrystallization of α- & γ-fibers and its impact on Cube texture formation in non-oriented electrical steel. Acta Mater. 2021, 216, 117141. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Al | S | N | Fe |
|---|---|---|---|---|---|---|
| ≤0.005 | 3.3 | ≤0.5 | ≤1.1 | ≤0.005 | ≤0.005 | Bal. |
| Samples | P15/50 (W/Kg) | P10/400 (W/Kg) | B50 (T) | Rp0.2 (MPa) | Rm (MPa) | E (%) |
|---|---|---|---|---|---|---|
| A-15m | 3.26 | 21.46 | 1.671 | 508 | 612 | 19.4 |
| B-15m | 2.96 | 21.16 | 1.683 | 505 | 613 | 18.2 |
| C-15m | 3.07 | 21.15 | 1.679 | 496 | 594 | 20.1 |
| D-15m | 3.85 | 28.27 | 1.660 | 541 | 634 | 14.7 |
| Samples | P15/50 (W/Kg) | P10/400 (W/Kg) | B50 (T) | Rp0.2 (MPa) | Rm (MPa) | E (%) |
|---|---|---|---|---|---|---|
| B-200s | 4.40 | 29.42 | 1.664 | 621 | 671 | 10.6 |
| B-250s | 3.84 | 24.78 | 1.690 | 605 | 655 | 11.9 |
| B-5m | 3.28 | 21.84 | 1.698 | 578 | 648 | 13.4 |
| B-10m | 3.29 | 21.97 | 1.685 | 523 | 619 | 15.9 |
| B-15m | 2.96 | 21.16 | 1.683 | 505 | 613 | 18.2 |
| Samples | P10/400 (W/Kg) | B50 (T) | Rp0.2 (MPa) |
|---|---|---|---|
| Fe-3.3 wt% Si steel in this work | 21.84 | 1.698 | 578 |
| Commercial B35AHS550 | 30.00 | 1.660 | 575 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Y.; Xu, Y.; Chen, H.; Yuan, B.; Gao, Z.; Zhou, L. Dislocation Strengthening and Texture Evolution of Non-Oriented Fe-3.3 wt% Si Steel in Double Cold Rolling. Metals 2024, 14, 1127. https://doi.org/10.3390/met14101127
Gao Y, Xu Y, Chen H, Yuan B, Gao Z, Zhou L. Dislocation Strengthening and Texture Evolution of Non-Oriented Fe-3.3 wt% Si Steel in Double Cold Rolling. Metals. 2024; 14(10):1127. https://doi.org/10.3390/met14101127
Chicago/Turabian StyleGao, Yijing, Yunbo Xu, Haoran Chen, Bingyu Yuan, Zhenyu Gao, and Lifeng Zhou. 2024. "Dislocation Strengthening and Texture Evolution of Non-Oriented Fe-3.3 wt% Si Steel in Double Cold Rolling" Metals 14, no. 10: 1127. https://doi.org/10.3390/met14101127