
Microstructural and Mechanical Characterization of Low-Alloy Fire- and Seismic-Resistant H-Section Steel
 , , , ,
, , , ,
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
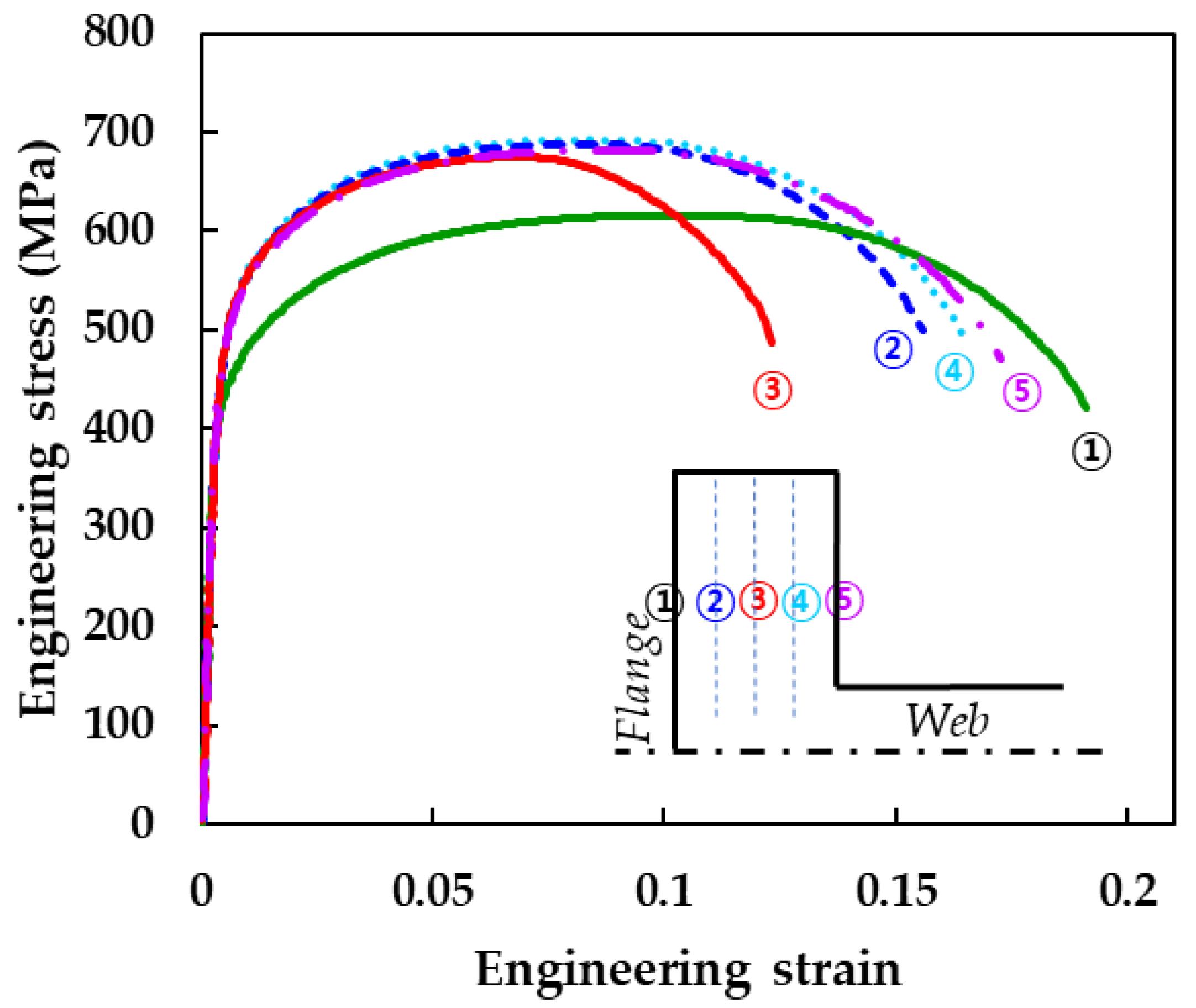
- Across all areas of the H-section steel beam with a 24 mm thick flange, which has dimensions of 300 mm (flange length), 700 mm (web length), 24 mm (flange thickness), and 13 mm (web thickness), the steel met the designed mechanical criteria with a yield strength (YS) exceeding 420 MPa, tensile strength (TS) over 520 MPa, and a yield-to-tensile ratio below 0.75.
- (2)
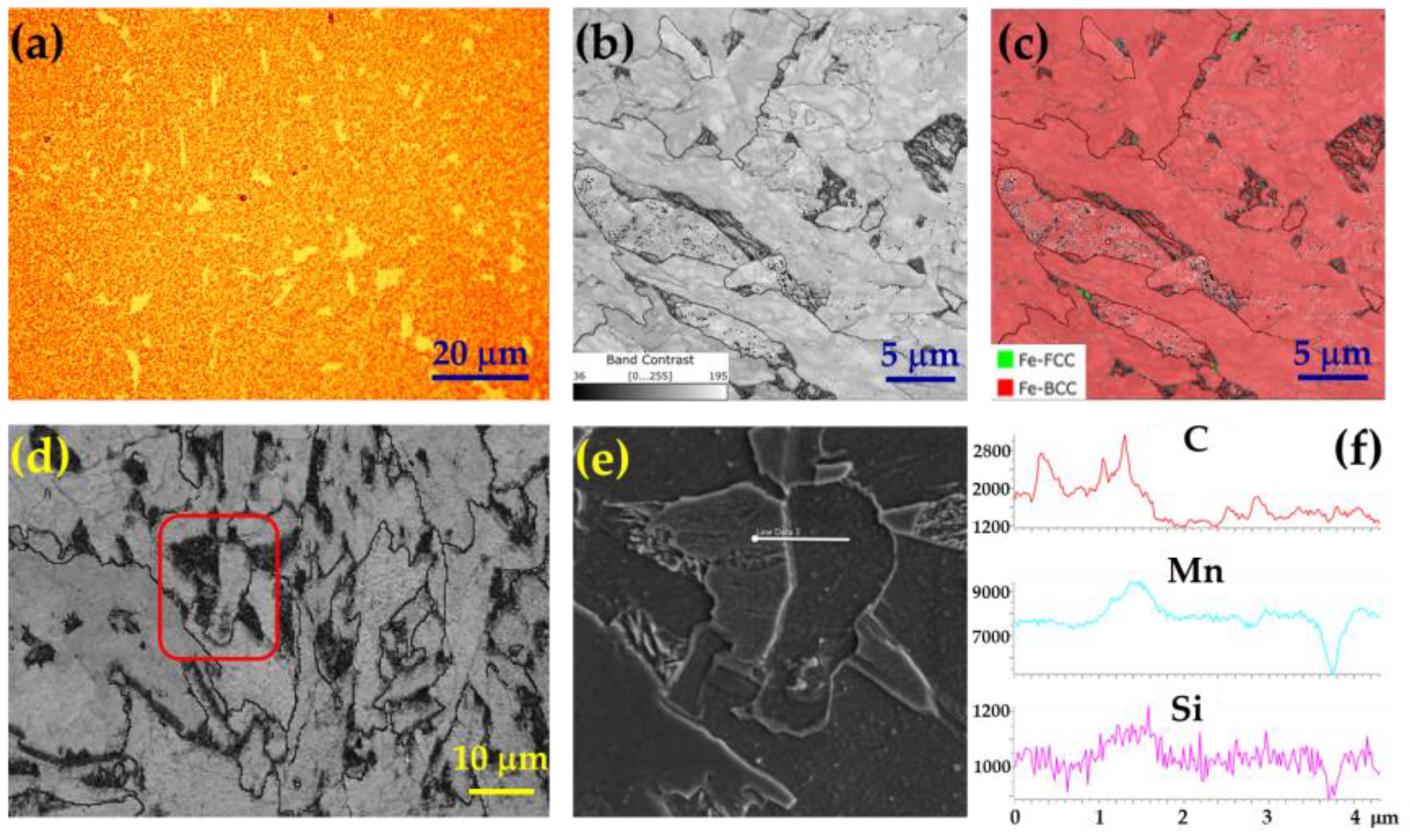
- The central position of the flange predominantly features granular bainite with a minor portion of martensite–austenite (MA) constituents. Proximity to the surface results in an increased presence of acicular ferrite and a reduction in MA constituents, attributed to the faster cooling rate. Notably, the presence of MA constituents at the central location is linked to a reduction in elongation, underscoring their influence on mechanical properties.
- (3)
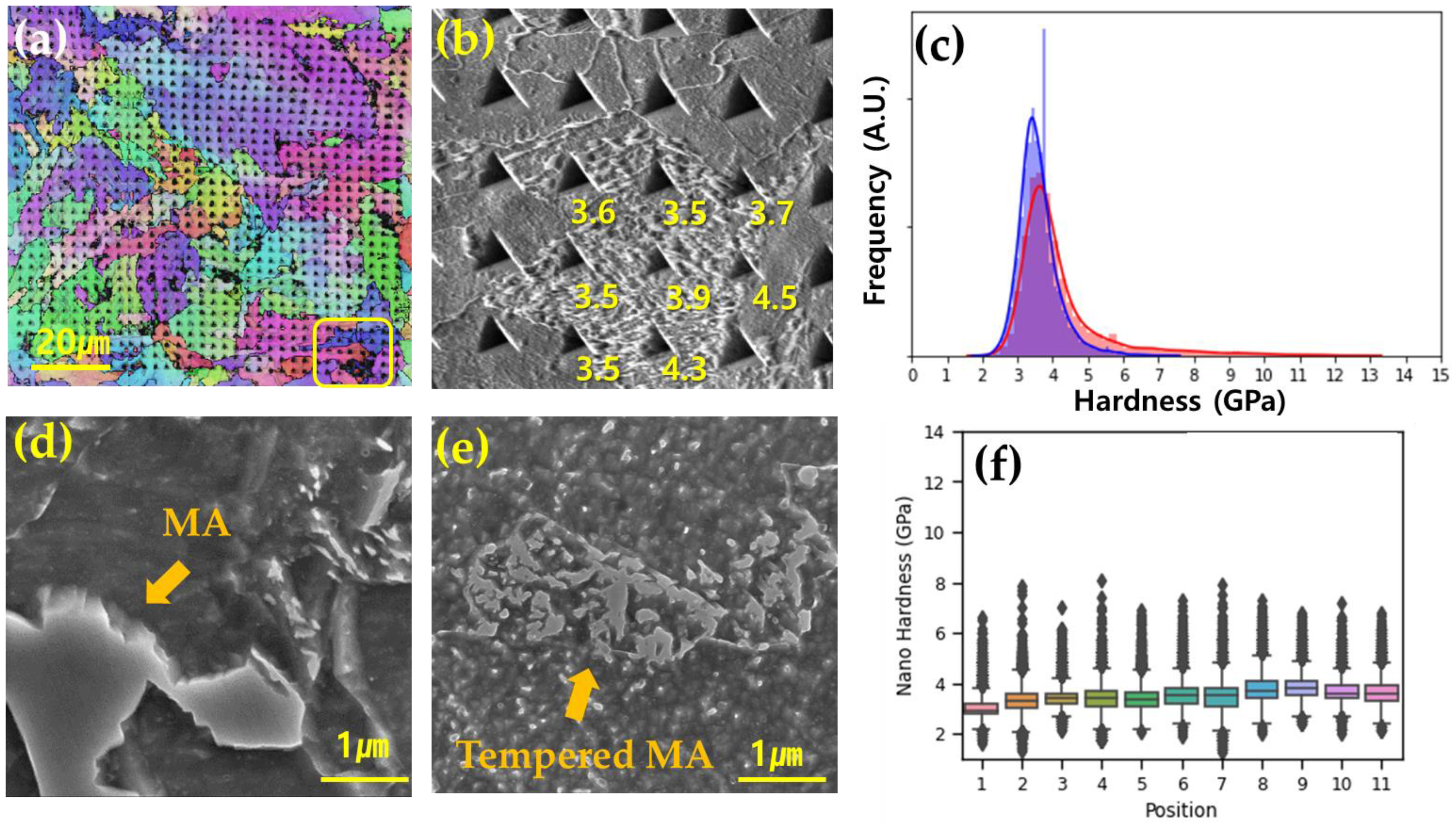
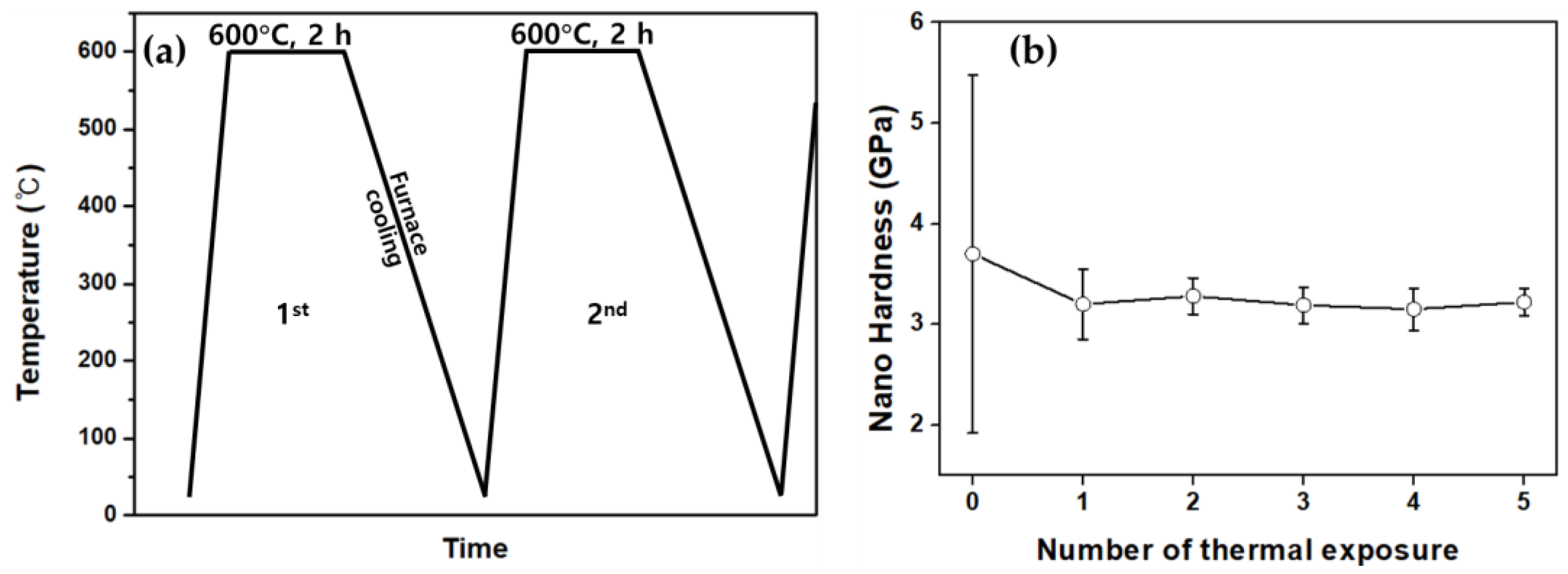
- After being subjected to thermal exposure at 600 °C, the matrix microstructure of the steel demonstrated remarkable thermal stability. In contrast, the MA phase experienced tempering, resulting in decreased nano-hardness. This indicates that steel possessing a bainitic microstructure offers considerable advantages in terms of high-temperature strength and thermal stability under fire-simulating conditions.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sim, J.H.; Kim, T.Y.; Kim, J.Y.; Kim, C.W.; Chung, J.H.; Moon, J.; Lee, C.H.; Hong, H.U. On the Strengthening Effects Affecting Tensile and Low Cycle Fatigue Properties of Low-Alloyed Seismic/Fire-Resistant Structural Steels. Met. Mater. Int. 2022, 28, 337–345. [Google Scholar] [CrossRef]
- Chijiwa, R.; Tamehiro, H.; Yoshida, Y.; Funato, K.; Uemori, R.; Horji, Y. Development and practical application of fire-resistant steel for buildings. Nippon Steel Tech. Rep. 1993, 58, 47–55. [Google Scholar]
- Wan, R.; Sun, F.; Zhang, L.; Shan, A. Development and study of high-strength low-Mo fire-resistant steel. Mater. Des. 2012, 36, 227–232. [Google Scholar] [CrossRef]
- Yoshida, S.; Okumura, T.; Kita, H.; Takahashi, J.; Ushioda, K. High temperature tensile properties and its mechanism in low carbon Nb-bearing steel. Mater. Trans. 2014, 55, 899–906. [Google Scholar] [CrossRef]
- Morozov, Y.D.; Chevskaya, O.N.; Filippov, G.A.; Muratov, A.N. Fire resistant structural steel. Metallurgist 2007, 51, 356–366. [Google Scholar] [CrossRef]
- Moon, J.; Kim, S.-D.; Lee, C.-H.; Jo, H.-H.; Hong, H.-U.; Chung, J.-H.; Lee, B.H. Strengthening mechanisms of solid solution and precipitation at elevated temperature in fire-resistant steels and the effects of Mo and Nb addition. J. Mater. Res. Technol. 2021, 15, 5095–5105. [Google Scholar] [CrossRef]
- Jo, H.-H.; Shin, C.; Moon, J.; Jang, J.H.; Ha, H.-Y.; Park, S.-J.; Lee, T.-H.; Lee, B.H.; Chung, J.-H.; Speer, J.G.; et al. Mechanisms for improving tensile properties at elevated temperature in fire-resistant steel with Mo and Nb. Mater. Des. 2020, 194, 108882. [Google Scholar] [CrossRef]
- Koo, B.S. A theoretical approach for estimating the effect of water-jet quenching on low-carbon steel beams. Sci. Rep. 2021, 11, 15401. [Google Scholar] [CrossRef]
- Ramachandran, D.C.; Moon, J.; Lee, C.-H.; Kim, S.-D.; Chung, J.-H.; Biro, E.; Park, Y.-D. Role of bainitic microstructures with M-A constituent on the toughness of an HSLA steel for seismic resistant structural applications. Mater. Sci. Eng. A 2021, 801, 140390. [Google Scholar] [CrossRef]
- Nam, J.; Lee, J.; Park, H.; Park, C.; Lee, C.; Chung, J.; Lee, S.-G. Alleviation of Hydrogen Embrittlement to Delay Effective Hydrogen Diffusion Against MA Constituent Formation Due to Mo Solutes for 420 MPa Grade Offshore Steels. Met. Mater. Int. 2023, 29, 1625–1636. [Google Scholar] [CrossRef]
- Rossi, E.; Wheeler, J.M.; Sebastiani, M. High-speed nanoindentation mapping: A review of recent advances and applications. Curr. Opin. Solid State Mater. Sci. 2023, 27, 101107. [Google Scholar] [CrossRef]
- Besharatloo, H.; Carpio, M.; Cabrera, J.-M.; Mateo, A.M.; Fargas, G.; Wheeler, J.M.; Roa, J.J.; Llanes, L. Novel Mechanical Characterization of Austenite and Ferrite Phases within Duplex Stainless Steel. Metals 2020, 10, 1352. [Google Scholar] [CrossRef]
- Kim, I.; Lee, M.; Choi, Y.; Kang, N. Effects of Mo Content on Low-Angle Misorientation Microstructure and Mechanical Properties of YS 550 MPa-Grade Steels for Offshore Structures. Steel Res. Int. 2018, 89, 1700278. [Google Scholar] [CrossRef]
- Lan, H.F.; Du, L.X.; Liu, X.H. Microstructure and Mechanical Properties of a Low Carbon Bainitic Steel. Steel Res. Int. 2013, 84, 352–361. [Google Scholar] [CrossRef]
- Shrestha, S.L.; Breen, A.J.; Trimby, P.; Proust, G.; Ringer, S.P.; Cairney, J.M. An automated method of quantifying ferrite microstructures using electron backscatter diffraction (EBSD) data. Ultramicroscopy 2014, 137, 40–47. [Google Scholar] [CrossRef] [PubMed]
- Liang, X.J.; Hua, M.J.; DeArdo, A.J. The Mechanism of Martensite-Austenite Microconstituents Formation during Thermomechanical Controlling Processing in Low Carbon Bainitic Steel. Mater. Sci. Forum 2014, 783–786, 704–712. [Google Scholar] [CrossRef]
- Huda, N.; Wang, Y.; Li, L.; Gerlich, A.P. Effect of martensite-austenite (MA) distribution on mechanical properties of inter-critical Reheated Coarse Grain heat affected zone in X80 linepipe steel. Mater. Sci. Eng. A 2019, 765, 138301. [Google Scholar] [CrossRef]
- Pham, T.-H.; Nguyen, N.-V. Mechanical properties of constituent phases in structural steels and heat-affected zones investigated by statistical nanoindentation analysis. Constr. Build. Mater. 2021, 268, 121211. [Google Scholar] [CrossRef]
- Fujita, N.; Ishikawa, N.; Roters, F.; Tasan, C.C.; Raabe, D. Experimental–numerical study on strain and stress partitioning in bainitic steels with martensite–austenite constituents. Int. J. Plast. 2018, 104, 39–53. [Google Scholar] [CrossRef]
- Ko, K.K.; Jang, J.H.; Tiwari, S.; Bae, H.J.; Sung, H.K.; Kim, J.G. Quantitative analysis of retained austenite in Nb added Fe-based alloy. Appl. Microsc. 2022, 52, 5. [Google Scholar] [CrossRef]
- Huda, N.; Lazor, R.; Gerlich, A.P. Study of MA Effect on Yield Strength and Ductility of X80 Linepipe Steels Weld. Metall. Mater. Trans. A 2017, 48, 4166–4179. [Google Scholar] [CrossRef]
- Zhou, S.; Hu, F.; Wang, K.; Hu, C.; Dong, H.; Wan, X.; Cheng, S.; Misra, R.D.K.; Wu, K. A study of deformation behavior and stability of retained austenite in carbide-free bainitic steel during nanoindentation process. J. Mater. Res. Technol. 2022, 20, 2221–2234. [Google Scholar] [CrossRef]
- Huda, N.; Midawi, A.; Gianetto, J.A.; Gerlich, A.P. Continuous cooling transformation behaviour and toughness of heat-affected zones in an X80 line pipe steel. J. Mater. Res. Technol. 2021, 12, 613–628. [Google Scholar] [CrossRef]
- Han, Y.; Kuang, S.; Liu, H.-s.; Jiang, Y.-h.; Liu, G.-h. Effect of Chromium on Microstructure and Mechanical Properties of Cold Rolled Hot-dip Galvanizing DP450 Steel. J. Iron Steel Res. Int. 2015, 22, 1055–1061. [Google Scholar] [CrossRef]
- Kim, I.; Nam, H.; Lee, M.; Nam, D.; Park, Y.; Kang, N. Effect of Martensite–Austenite Constituent on Low-Temperature Toughness in YS 500 MPa Grade Steel Welds. Metals 2018, 8, 638. [Google Scholar] [CrossRef]
- Junhua, K.; Lin, Z.; Bin, G.; Pinghe, L.; Aihua, W.; Changsheng, X. Influence of Mo content on microstructure and mechanical properties of high strength pipeline steel. Mater. Des. 2004, 25, 723–728. [Google Scholar] [CrossRef]
- Huda, N.; Ding, Y.; Gerlich, A.P. Temper-treatment development to decompose detrimental martensite–austenite and its effect on linepipe welds. Mater. Sci. Technol. 2017, 33, 1978–1992. [Google Scholar] [CrossRef]
- Wang, X.-Q.; Tao, Z.; Hassan, M.K. Post-fire behaviour of high-strength quenched and tempered steel under various heating conditions. J. Constr. Steel Res. 2020, 164, 105785. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Si | Mn | Cr | Mo | Cu | Ti | Nb | Al | B | N |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Bal. | 0.08 | 0.23 | 1.38 | 0.29 | 0.12 | 0.13 | 0.028 | 0.046 | 0.020 | 0.0022 | 0.009 |
| Position | 0 (①) | 1/4 (②) | 1/2 (③) | 3/4 (④) | 1 (⑤) |
|---|---|---|---|---|---|
| YS (MPa) | 427.6 (±2.1) | 493.9 (±9.4) | 507.8 (±23.3) | 482.4 (±26.5) | 482.9 (±4.9) |
| UTS (MPa) | 616.9 (±2.4) | 688.1 (±2.3) | 674.8 (±1.7) | 693.3 (±0.6) | 681.3 (±1.0) |
| UE (%) | 9.2 (±0.4) | 7.6 (±0.4) | 6.1 (±0.4) | 7.9 (±0.06) | 8.0 (±0.3) |
| Yield ratio | 0.69 | 0.72 | 0.75 | 0.70 | 0.71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Yu, G.; Kim, S.; Park, J.; Ahn, M.; Chung, J.-H.; Lee, C.-H.; Shin, C. Microstructural and Mechanical Characterization of Low-Alloy Fire- and Seismic-Resistant H-Section Steel. Metals 2024, 14, 374. https://doi.org/10.3390/met14040374
Kim J, Yu G, Kim S, Park J, Ahn M, Chung J-H, Lee C-H, Shin C. Microstructural and Mechanical Characterization of Low-Alloy Fire- and Seismic-Resistant H-Section Steel. Metals. 2024; 14(4):374. https://doi.org/10.3390/met14040374
Chicago/Turabian StyleKim, Jinhyuk, Gyeongsik Yu, Sangeun Kim, Jinwoo Park, Minkyu Ahn, Jun-Ho Chung, Chang-Hoon Lee, and Chansun Shin. 2024. "Microstructural and Mechanical Characterization of Low-Alloy Fire- and Seismic-Resistant H-Section Steel" Metals 14, no. 4: 374. https://doi.org/10.3390/met14040374