
Experimental Investigation of the Three-Point Bending Property of a Sandwich Panel with a Metal Rubber Core



Abstract
:1. Introduction
2. Preparation of Sandwich Panel with Metal Rubber Core
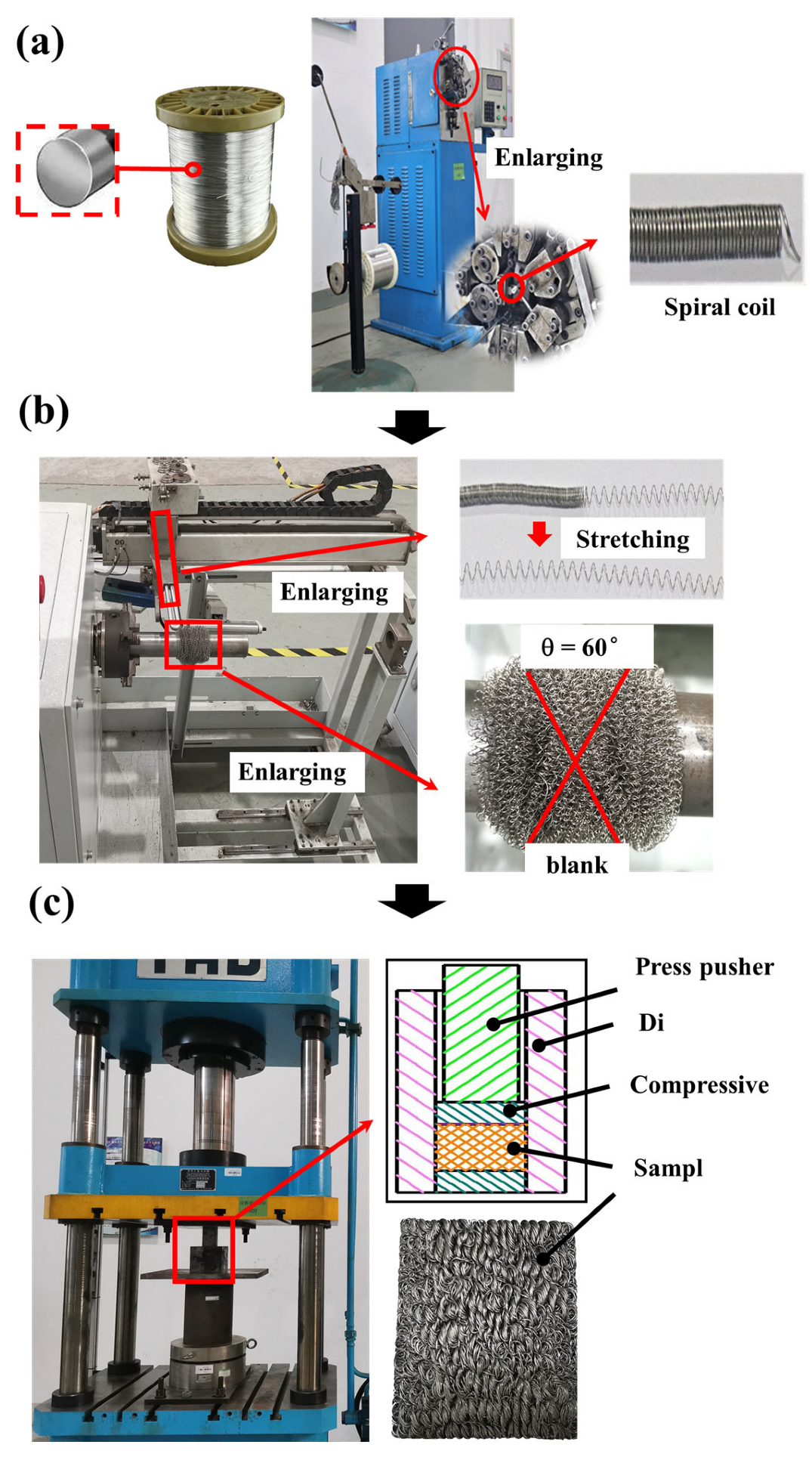
2.1. Preparation of the Core Material
2.2. Sandwich Panel/Core Connection Process
2.2.1. Vacuum Brazing Process
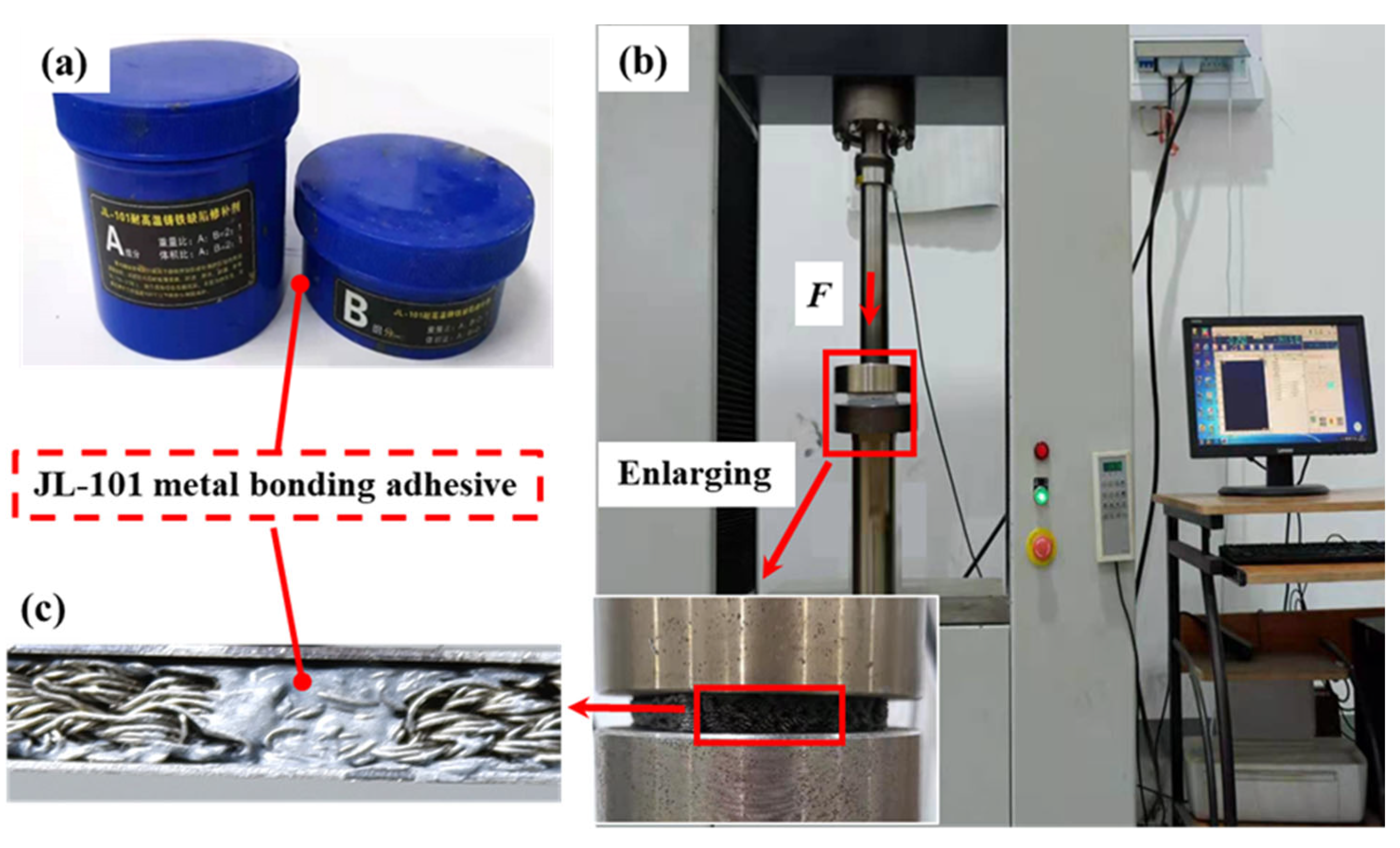
2.2.2. Cementing Process
- (a)
- The surface of the panel was preprocessed by sequentially using abrasive paper of varying grits (600#, 800#, 1000#, 1500#, 2000#, 2500#);
- (b)
- The adhesion between the panel and the core material was facilitated by using ultrasonic cleaning;
- (c)
- The panel was cleaned with industrial ethanol to remove surface residues and oil stains.
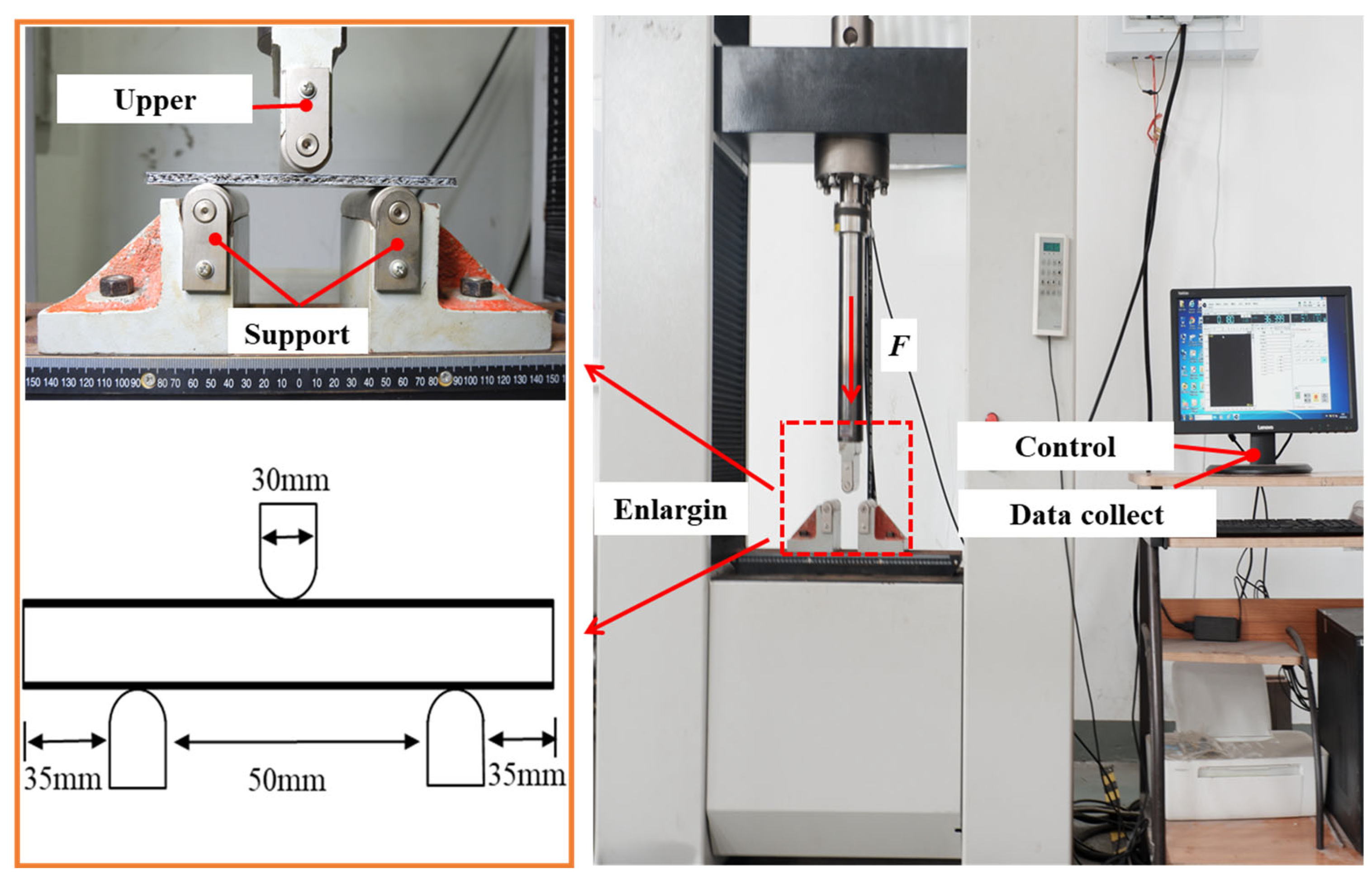
3. Experimental Procedures
4. Results and Discussion
4.1. Panel/Core Material Connection Quality Inspection
4.1.1. Energy-Dispersive Spectroscopy
- (a)
- The sandwich structure was cut along the direction perpendicular to the brazing interface using laser cutting technology;
- (b)
- Epoxy resin served as the inlay material for preparing EDS specimens of sandwich panels through cold inlay;
- (c)
- The EDS specimens were polished with abrasive paper of varying grits (600#, 800#, 1000#, 1500#, 2000#, 2500#).
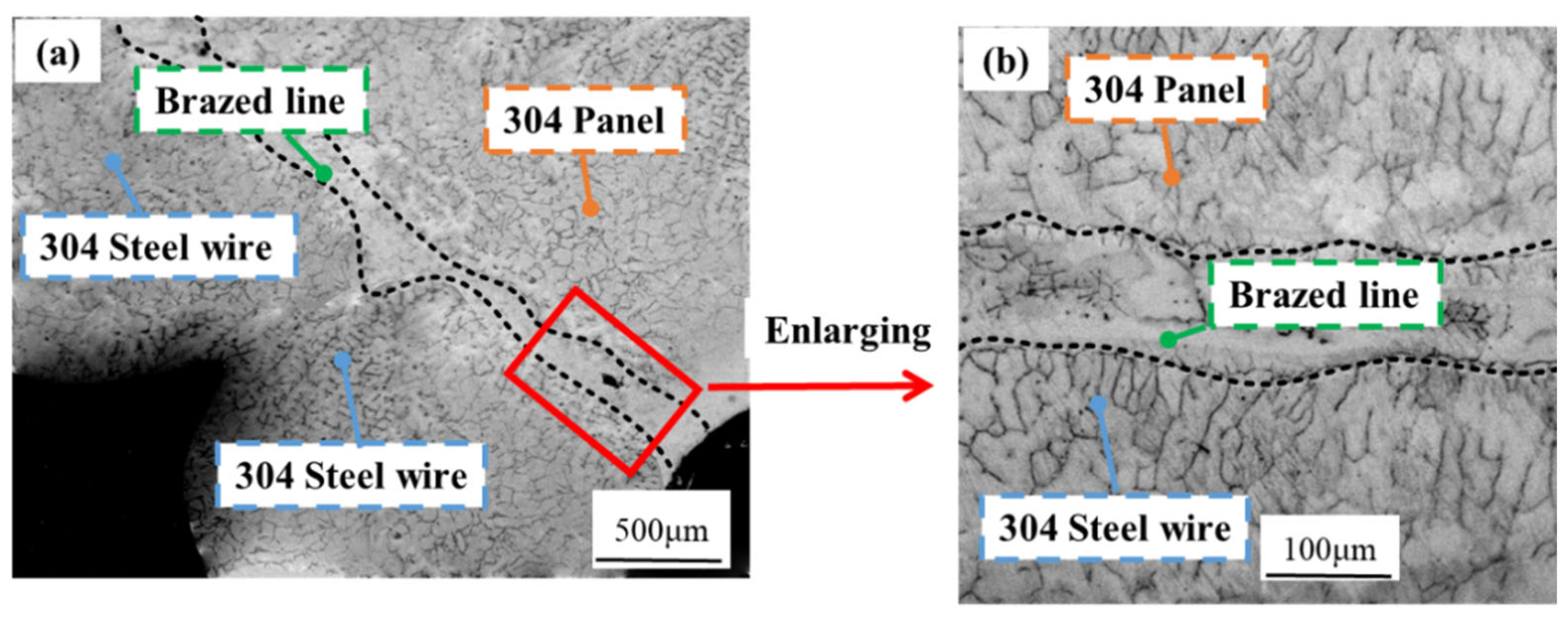
4.1.2. Scanning Electron Microscopy Analysis
4.2. Failure Analysis of Three-Point Bending Experiment
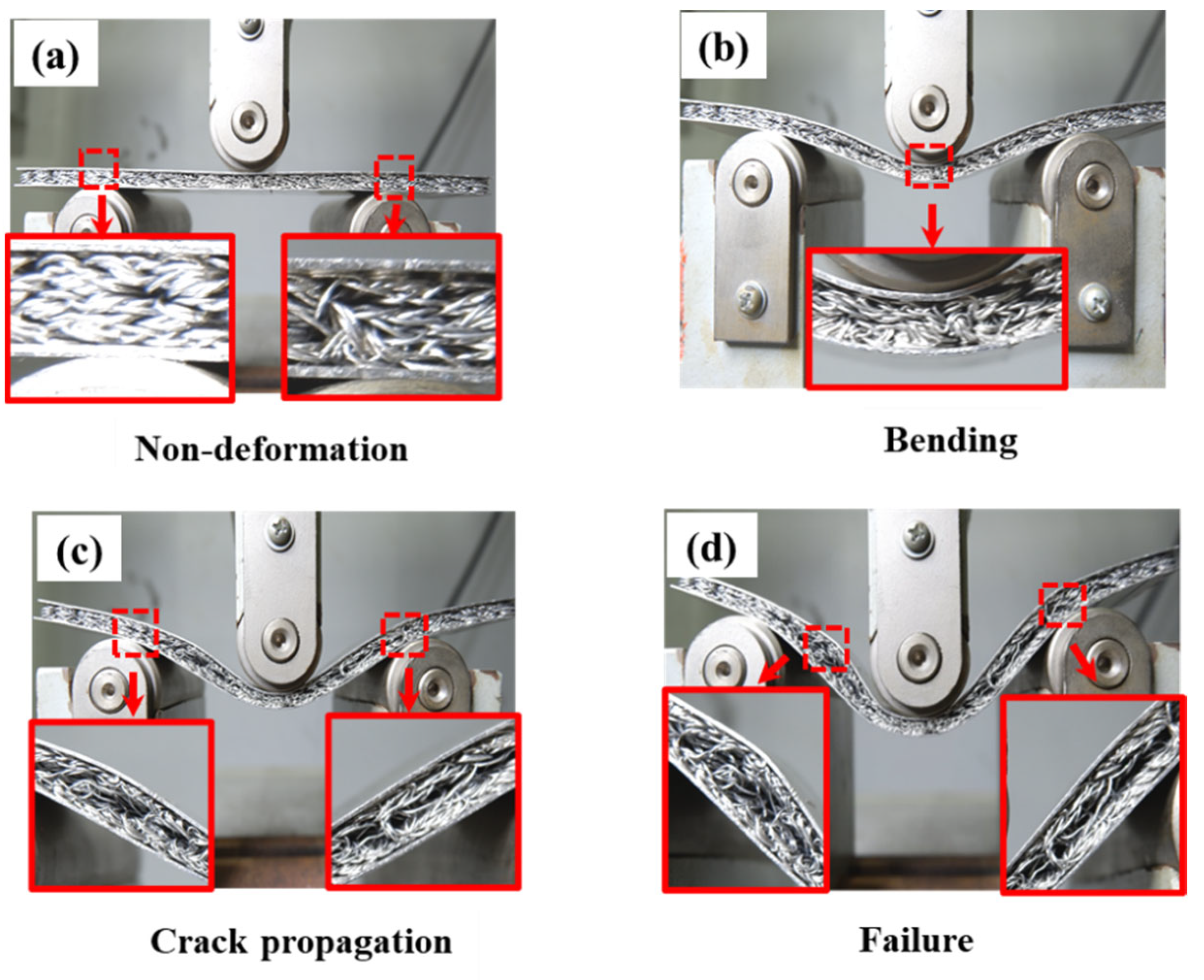
4.2.1. Sandwich Panel with Metal Rubber Core Prepared by Vacuum Brazing Process
- (a)
- The upper panel primarily bears the compression load applied by the loading indenter and the lateral compression load generated by the bending deformation of the specimen;
- (b)
- The lower panel mainly withstands the lateral tensile load resulting from the bending deformation of the specimen;
- (c)
- The core material bears the shear load generated by the bending deformation of the specimen, as well as the compression load in the vicinity of the loading point.
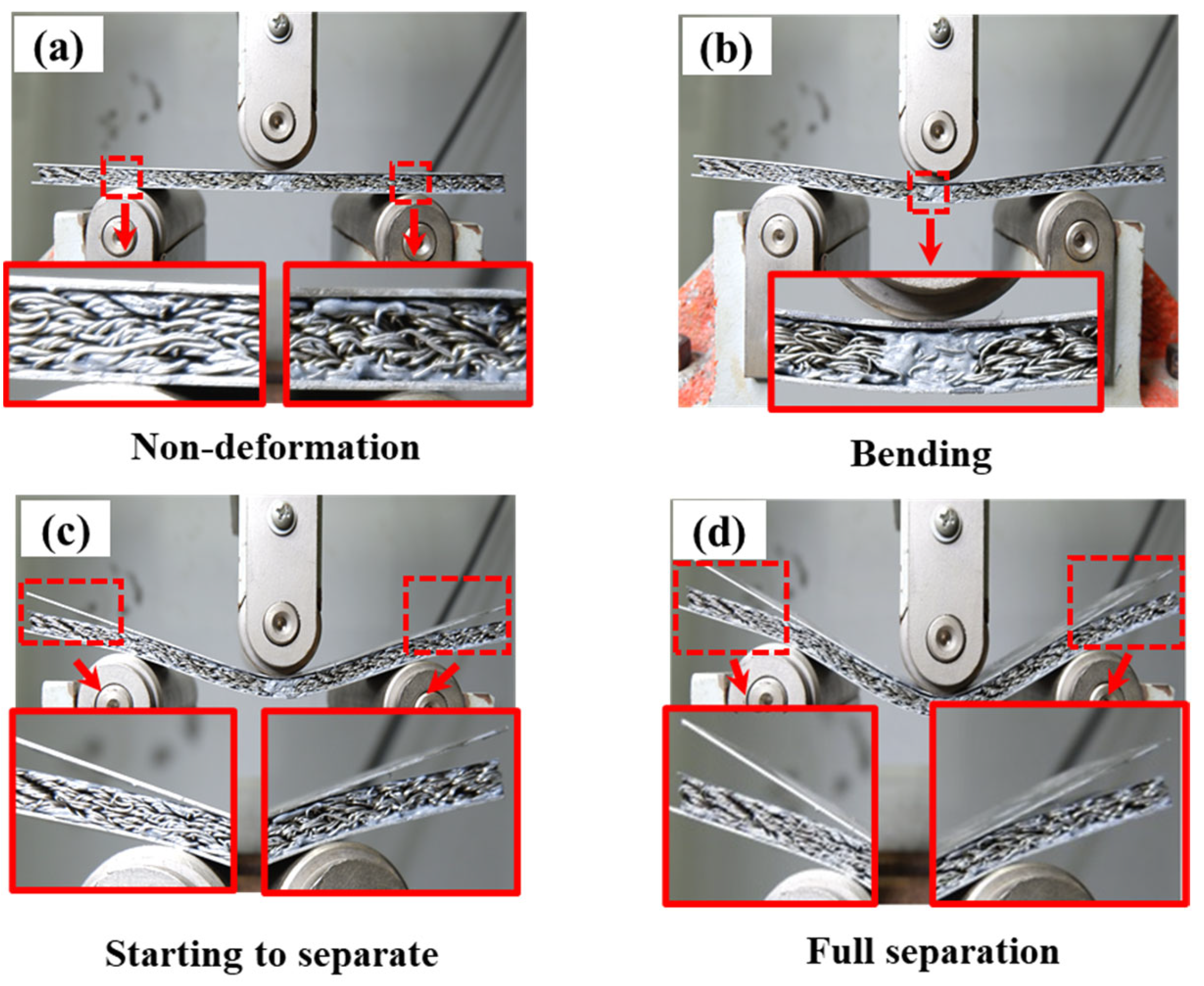
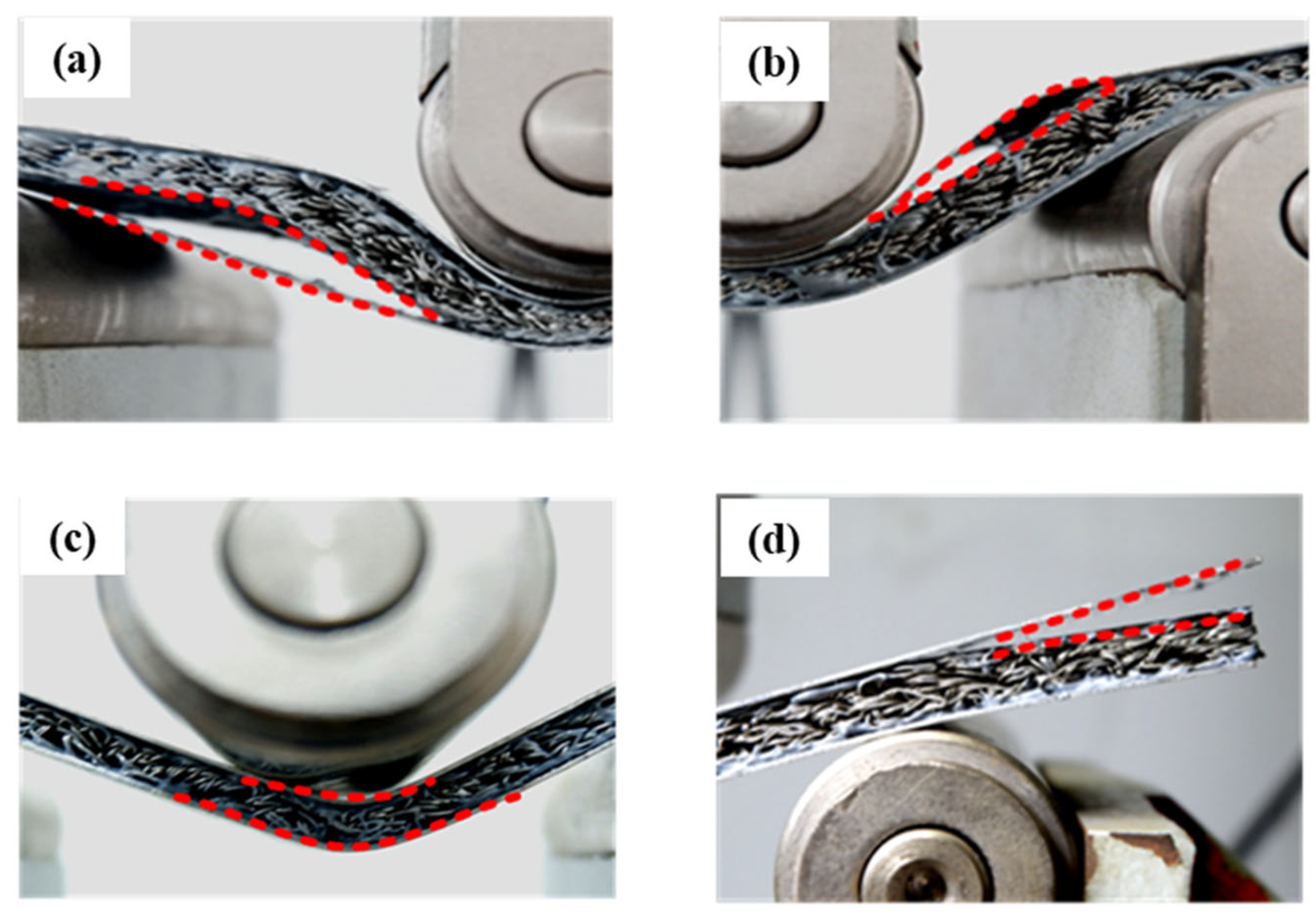
4.2.2. Sandwich Panel with Metal Rubber Core Prepared by Cementing Process
4.3. Analysis of Experiment Results
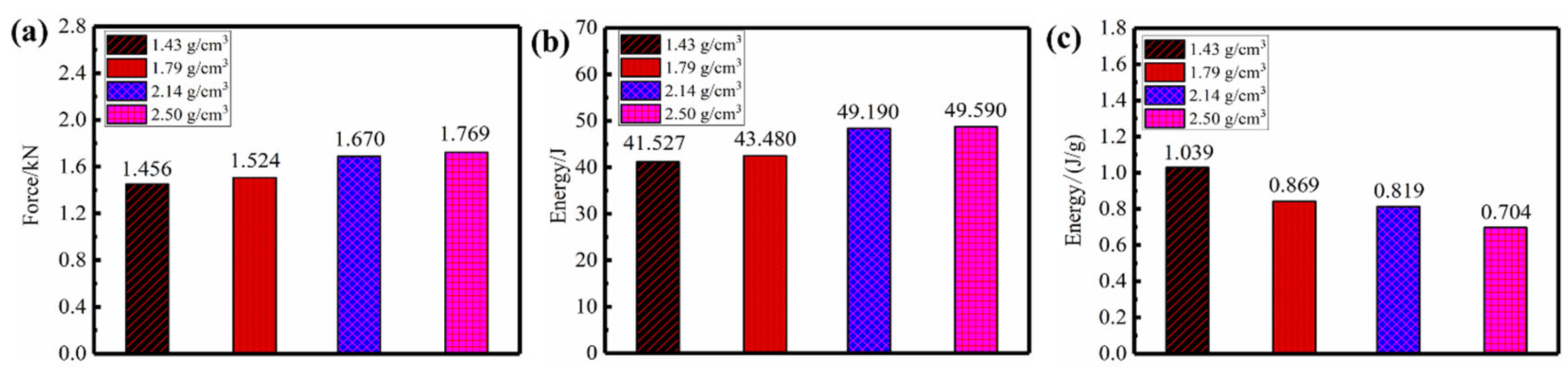
4.3.1. Effect of Core Density on Three-Point Bending Performance
4.3.2. Effect of Core Thickness on Three-Point Bending Performance
4.3.3. Effect of Connection Process on Three-Point Bending Performance
5. Conclusions
- (1)
- EDS and SEM analyses showed that the connection interface in the brazed specimen is more uniform and continuous compared to that in the cemented specimen. There is a noticeable diffusion of Ni and Si elements in the brazing filler metal, as well as Fe and Cr elements in the core material and panel, resulting in a superior metallurgical bond;
- (2)
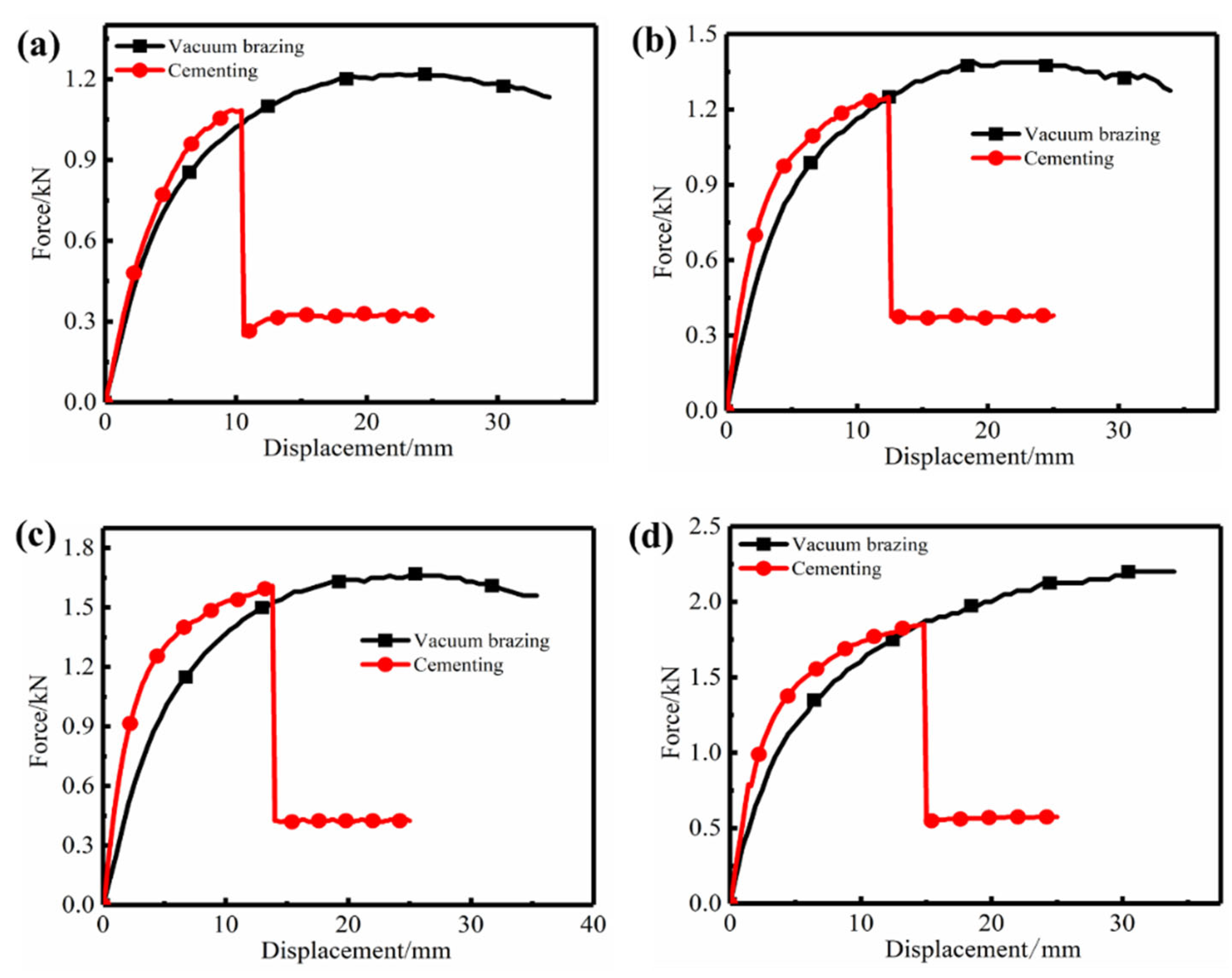
- The results of the three-point bending experiments indicate that the top panel of the sandwich panel primarily bore compressive loads applied by the load head, along with lateral compressive loads caused by structural deformation. The bottom panel mainly experiences lateral tensile loads due to structural deformation, while the metal rubber core material endures shear loads resulting from structural deformation. The failure of the brazed specimen is characterized by panel bending and the shear failure of internal metal wires within the core material, whereas the cemented specimen experiences separation failure at both ends;
- (3)
- The thickness and density of the core material significantly influence the three-point bending performance. Increasing the thickness and density of the core material effectively improves the peak load and energy absorption capacity of a sandwich panel with a metal rubber core. With the density of the metal rubber core increasing from 1.43 g/cm3 to 2.50 g/cm3, the bending peak load enhances from 1.456 kN to 1.769 kN, the total energy absorptions rise from 41.572 J to 49.590 J, while the specific energy absorptions decrease from 1.039 J/g to 0.704 J/g. As the thickness of the metal rubber core increases from 3 mm to 6 mm, the bending peak load enhances from 1.219 kN to 2.200 kN, the total energy absorptions rise from 34.78 J to 58.91 J, while the specific energy absorptions decrease from 0.791 J/g to 0.655 J/g. The brazed specimen demonstrates significantly higher total and specific energy absorption compared to the cemented specimen with the same structural parameters.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Huang, M.J.; Li, K.; Dong, X.P. Study on friction characteristics of laser textured metal rubber microwires under solid lubricating grease. Prot. Met. Phys. Chem. 2021, 57, 361–366. [Google Scholar]
- Zhang, C.B.; Ao, H.R.; Jiang, H.Y. Macro–Microstatic stiffness prediction model of metal rubber. Adv. Theor. Simul. 2021, 4, 2100008. [Google Scholar] [CrossRef]
- Zou, Y.C.; Xiong, C.; Yin, J.H.; Cui, K.; Zhu, X.; Deng, H.; Song, S. Research on the dynamic mechanical properties and constitutive model of metal rubber under impact loading. Mater. Res. Express 2021, 8, 046503. [Google Scholar] [CrossRef]
- Zheng, C.; Zou, L.; Zheng, Z.; Xue, X. Kinematics modeling and singularity analysis of a 6-dof all-metal vibration isolator based on dual quaternions. Symmetry 2023, 15, 562. [Google Scholar] [CrossRef]
- Jiang, F.; Ding, Z.Y.; Wu, Y.W.; Bai, H.; Shao, Y.; Zi, B. Energy dissipation characteristics and parameter identification of symmetrically coated damping structure of pipelines under different temperature environment. Symmetry 2020, 12, 1283. [Google Scholar] [CrossRef]
- Zheng, X.Y.; Ren, Z.Y.; Bai, H.B.; Wu, Z.-B.; Guo, Y.-S. Mechanical behavior of entangled metallic wire materials-polyurethane interpenetrating composites. Def. Technol. 2023, 23, 120–136. [Google Scholar] [CrossRef]
- Tan, Q.; Guo, H. 3D entangled wire reinforced metallic composites. Mat. Sci. Eng. A-Struct. 2012, 546, 233–238. [Google Scholar] [CrossRef]
- Zhang, W.; Xue, X.; Bai, H.B. Mechanical and electrical properties of Cu-Steel bimetallic porous composite with a double-helix entangled structure. Compos. Struct. 2020, 255, 112886. [Google Scholar] [CrossRef]
- Li, Q.; Jiao, L.; Guo, H. Compressive properties and damping capacities of magnesium reinforced with continuous steel wire. Mat. Sci. Eng. A-Struct. 2016, 680, 92–96. [Google Scholar] [CrossRef]
- George, T.; Deshpande, S.; Sharp, K.; Wadley, H.N. Hybrid core carbon fiber composite sandwich panels: Fabrication and mechanical response. Compos. Struct. 2014, 108, 696–710. [Google Scholar] [CrossRef]
- Zhang, Q.C.; Lu, T.J.; Wen, T. Research progress on the preparation of lightweight and high-strength dot-matrix metallic materials and their mechanical properties strengthening. Adv. Appl. Mech. 2010, 40, 157–169. [Google Scholar]
- Lv, M.; Yuan, W.H.; Li, F.L. Free vibration characteristics of corrugated sandwich panels with different boundary conditions. Acta Mater. Compos. Sin. 2020, 37, 215–225. [Google Scholar]
- Patekar, V.; Kale, K. State of the art review on mechanical properties of sandwich composite structures. Polym. Compos. 2022, 43, 5820–5830. [Google Scholar] [CrossRef]
- Jin, F.L.; Zhao, M.; Park, M.; Park, S.J. Recent trends of foaming in polymer processing: A review. Polymers 2019, 11, 953. [Google Scholar] [CrossRef] [PubMed]
- Ates, M.; Karadag, S.; Eker, A.A.; Eker, B. Polyurethane foam materials and their industrial applications. Polym. Int. 2022, 71, 1157–1163. [Google Scholar] [CrossRef]
- Ma, Q.; Rejab, M.; Siregar, J.; Guan, Z. A review of the recent trends on core structures and impact response of sandwich panels. J. Compos. Mater. 2021, 55, 2513–2555. [Google Scholar] [CrossRef]
- Li, X.; Kang, R.; Li, C.; Zhang, Z.; Zhao, Z.; Lu, T.J. Dynamic responses of ultralight all-metallic honeycomb sandwich panels under fully confined blast loading. Compos. Struct. 2023, 311, 116791. [Google Scholar] [CrossRef]
- Zhang, J.; Zhu, Y.; Li, K.; Yuan, H.; Du, J.; Qin, Q. Dynamic response of sandwich plates with GLARE face-sheets and honeycomb core under metal foam projectile impact: Experimental and numerical investigations. Int. J. Impact. Eng. 2022, 164, 104201. [Google Scholar] [CrossRef]
- Xin, Y.J.; Yan, H.M.; Yang, S.; Li, H.; Cheng, S. Experimental study on the indentation of epoxy resin–aluminum honeycomb composite sandwich panel. Mech. Adv. Mater. Struc. 2019, 28, 904–918. [Google Scholar] [CrossRef]
- Huang, B.S.; Zhao, X.; Wu, X.P.; Liu, D.S.; Zeng, Q. Status and prospects of the application of welding processes for aluminum foam connectors. Int. Mater. Rev. 2017, 19, 69–74. [Google Scholar]
- Zhang, J.; Cheng, H.F.; Qing, X.X.; Xu, T. Preparation of foamed aluminum/aluminum sandwich panels by brazing process and study of their mechanical behavior. Mater. Res. Appl. 2017, 11, 167–171. [Google Scholar]
- Sun, G.; Huo, X.; Chen, D.; Li, Q. Experimental and numerical study on honeycomb sandwich panels under bending and in-panel compression. Mater. Des. 2017, 133, 154–168. [Google Scholar] [CrossRef]
- Yang, C.; Li, X.; Fang, H.; Huo, X.; Chen, D.; Li, Q. An experimental investigation of static and fatigue behavior of GFRP sandwich beams with a web reinforced wood core. Constr. Build Mater. 2020, 253, 119194. [Google Scholar] [CrossRef]
- Wang, Z.G.; Li, Z.D.; Xiong, W. Numerical study on three-point bending behavior of honeycomb sandwich with ceramic tile. Compos. Part B-Eng. 2019, 167, 63–70. [Google Scholar] [CrossRef]
- Fang, B.; Huang, W.; Xu, H.; Jiang, C.; Liu, J. High-velocity impact resistance of stepwise gradient sandwich beams with metal foam cores. Thin-Walled Struct. 2022, 181, 110054. [Google Scholar] [CrossRef]
- Xia, F.; Durandet, Y.; Tan, P.J.; Ruan, D. Three-point bending performance of sandwich panels with various types of cores. Thin-Walled Struct. 2022, 179, 109723. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Ni | C | Si | Mn | S | P | Cr |
|---|---|---|---|---|---|---|---|
| Spare | 8.01% | ≤0.08% | ≤1.00% | ≤2.00% | ≤0.03% | ≤0.035% | 17.12% |
| Ni | Cr | Si | B | Fe | Co | |
|---|---|---|---|---|---|---|
| BNi-2 | Spare | 6–8% | 4–5% | 2.75–3.5% | 2.5–3.5% | ≤0.1% |
| Density (g/cm3) | Compressive Strength (MPa) | Tensile Strength (MPa) | Shear Strength (MPa) | Operating Temperature (°C) |
|---|---|---|---|---|
| 1.64 | 87.6 | 26.8 | 19.8 | −60–300 |
| Specimen No. | Length/mm | Width/mm | Core Density (kg/m3) | Core Thickness/mm | Preparation Process |
|---|---|---|---|---|---|
| B1-1 | 180 | 45 | 1.43 | 5 | Brazing |
| B1-2 | 180 | 45 | 1.79 | 5 | Brazing |
| B1-3 | 180 | 45 | 2.14 | 5 | Brazing |
| B1-4 | 180 | 45 | 2.50 | 5 | Brazing |
| B2-1 | 180 | 45 | 2.14 | 3 | Brazing |
| B2-2 | 180 | 45 | 2.14 | 4 | Brazing |
| B2-3 | 180 | 45 | 2.14 | 5 | Brazing |
| B2-4 | 180 | 45 | 2.14 | 6 | Brazing |
| B3-1 | 180 | 45 | 2.14 | 3 | Cementing |
| B3-2 | 180 | 45 | 2.14 | 4 | Cementing |
| B3-3 | 180 | 45 | 2.14 | 5 | Cementing |
| B3-4 | 180 | 45 | 2.14 | 6 | Cementing |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Wang, S.; Zheng, X.; Xue, X. Experimental Investigation of the Three-Point Bending Property of a Sandwich Panel with a Metal Rubber Core. Metals 2024, 14, 383. https://doi.org/10.3390/met14040383
Zhang W, Wang S, Zheng X, Xue X. Experimental Investigation of the Three-Point Bending Property of a Sandwich Panel with a Metal Rubber Core. Metals. 2024; 14(4):383. https://doi.org/10.3390/met14040383
Chicago/Turabian StyleZhang, Wei, Shanshan Wang, Xiaoyuan Zheng, and Xin Xue. 2024. "Experimental Investigation of the Three-Point Bending Property of a Sandwich Panel with a Metal Rubber Core" Metals 14, no. 4: 383. https://doi.org/10.3390/met14040383