
Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review



Abstract
:1. Introduction
2. Macroscopic Characteristics of Welded Joints
3. Microstructures
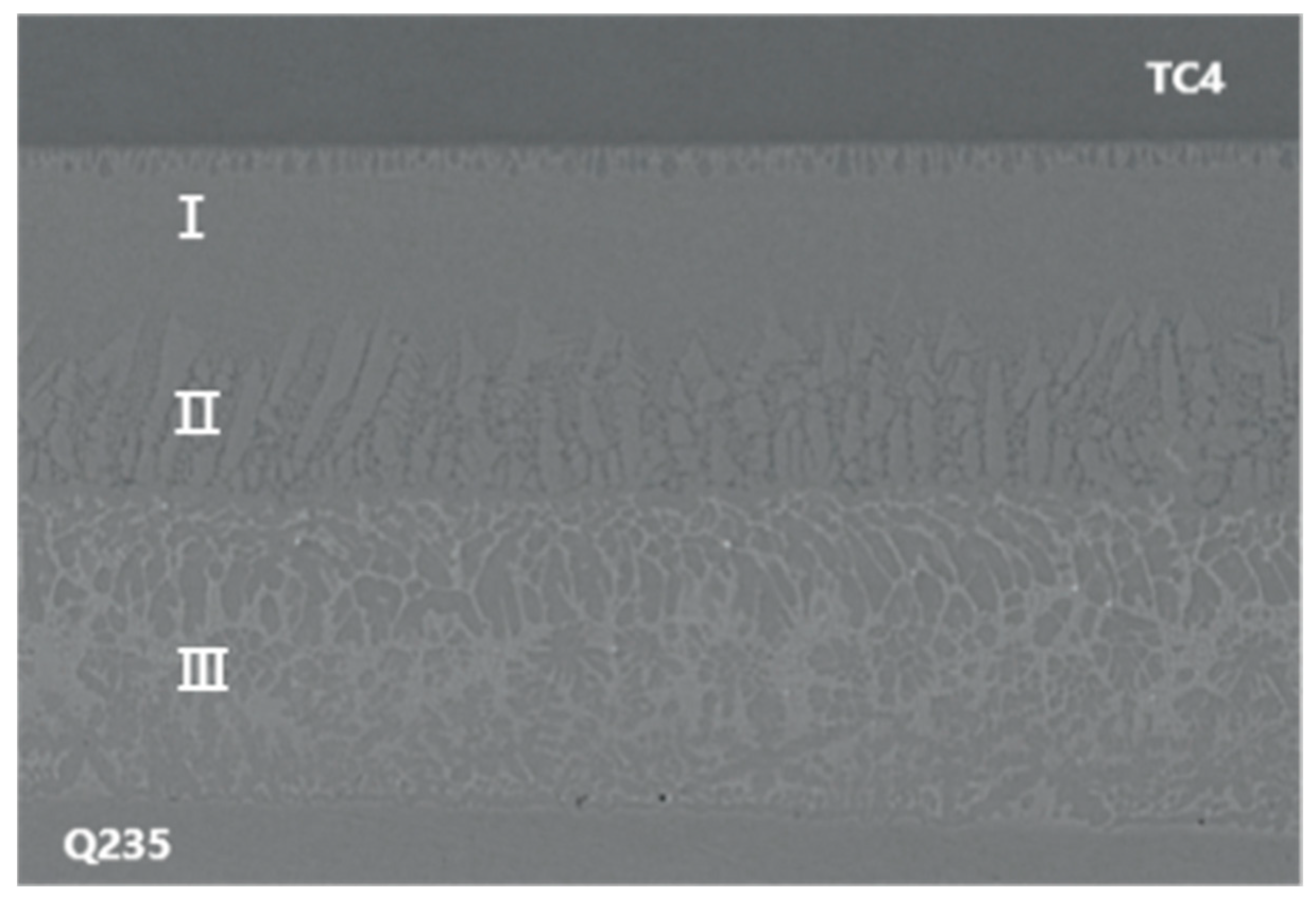
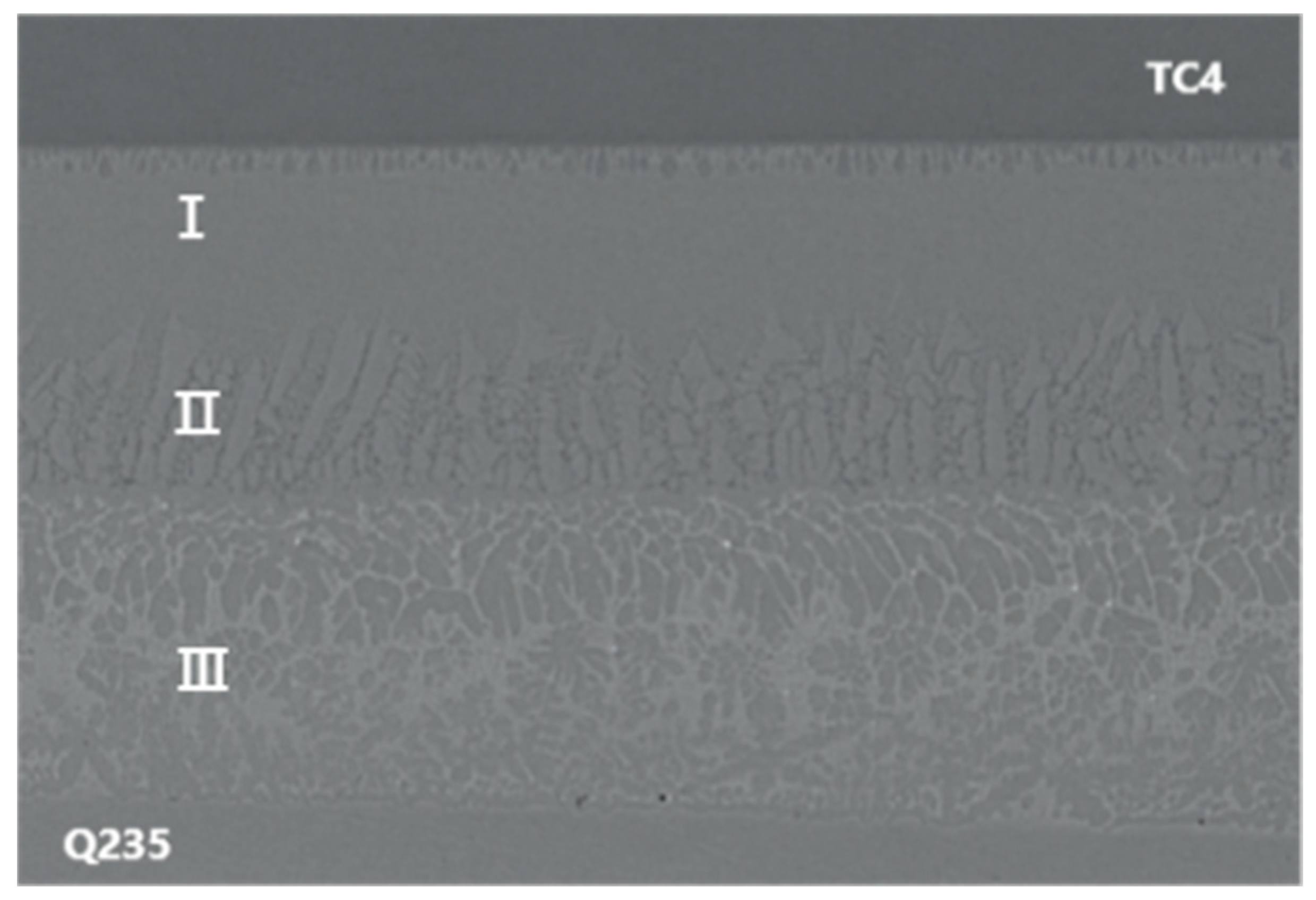
3.1. Interfacial Microstructure without Interlayers
3.2. Effects of Adding an Interlayer
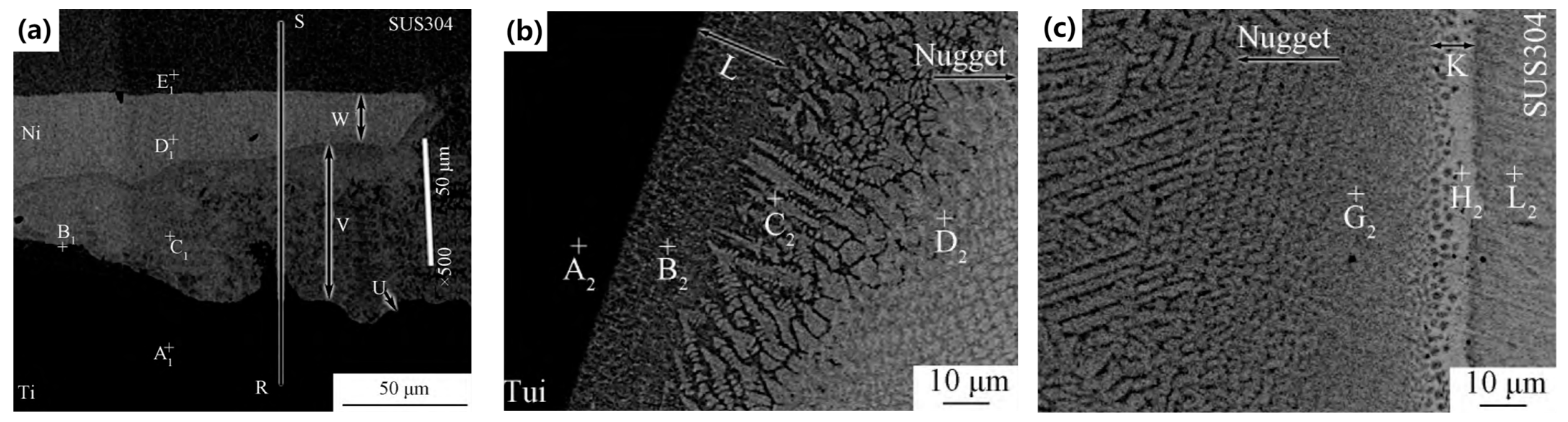
3.2.1. Ni Interlayer
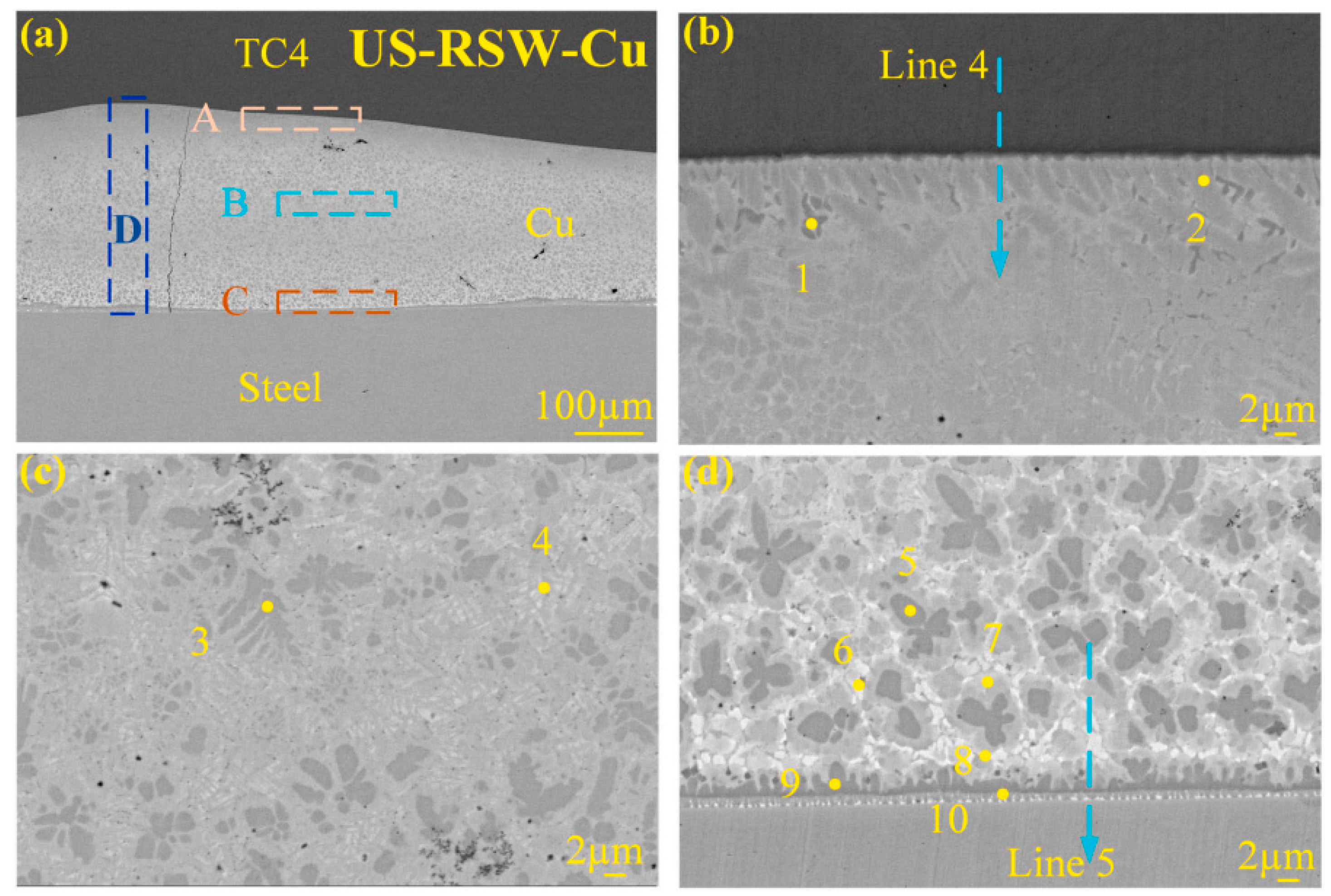
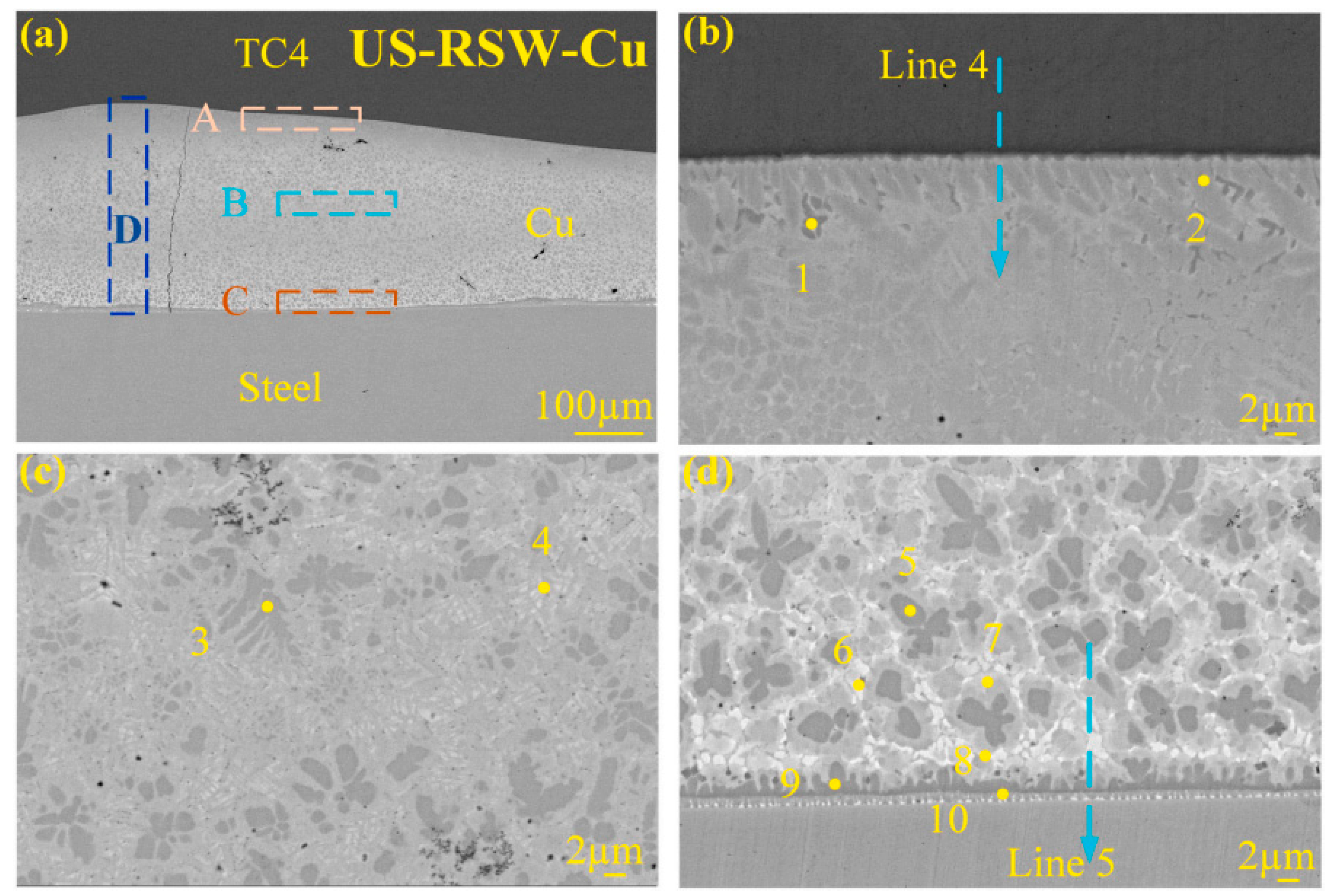
3.2.2. Cu Interlayer
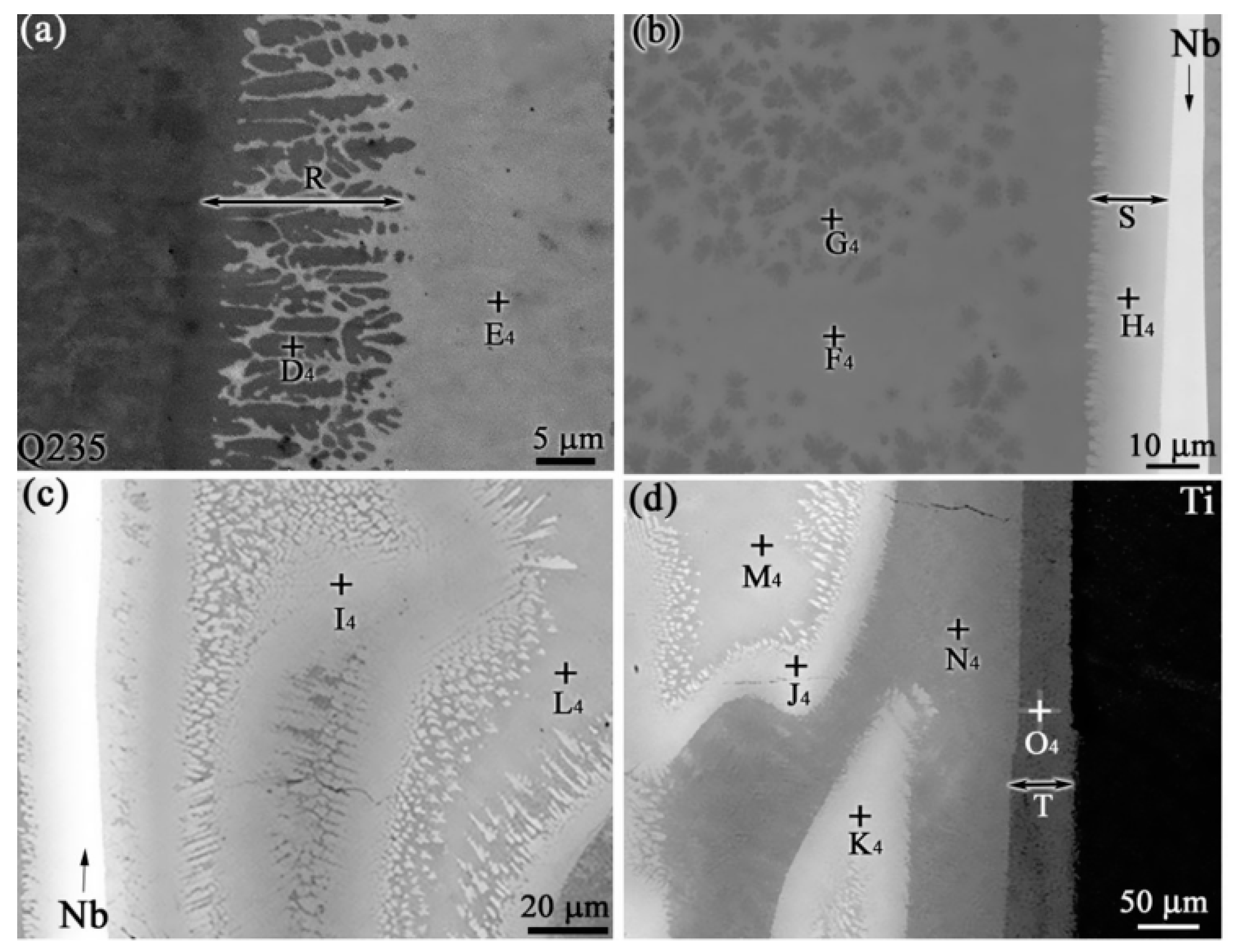
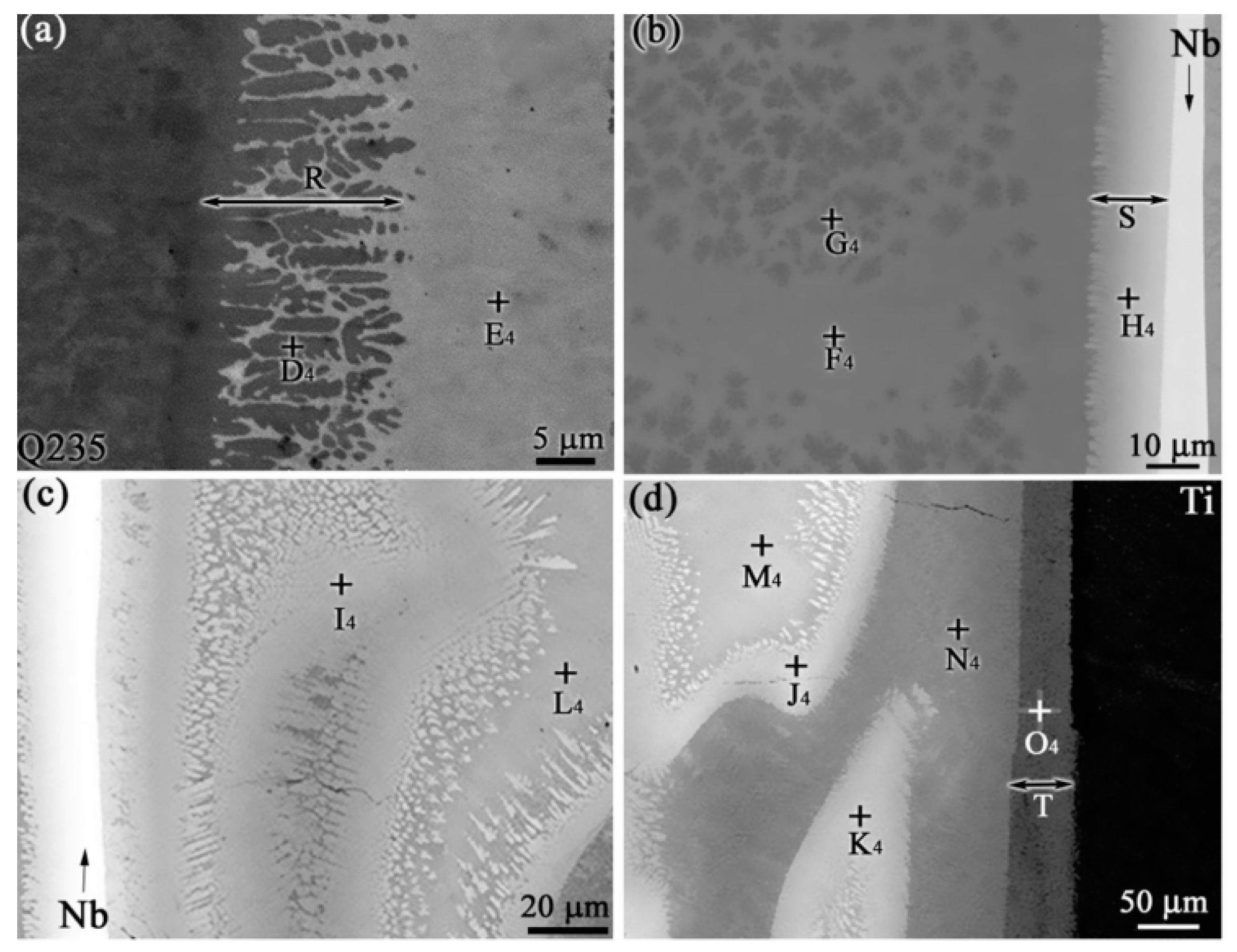
3.2.3. Nb Interlayer
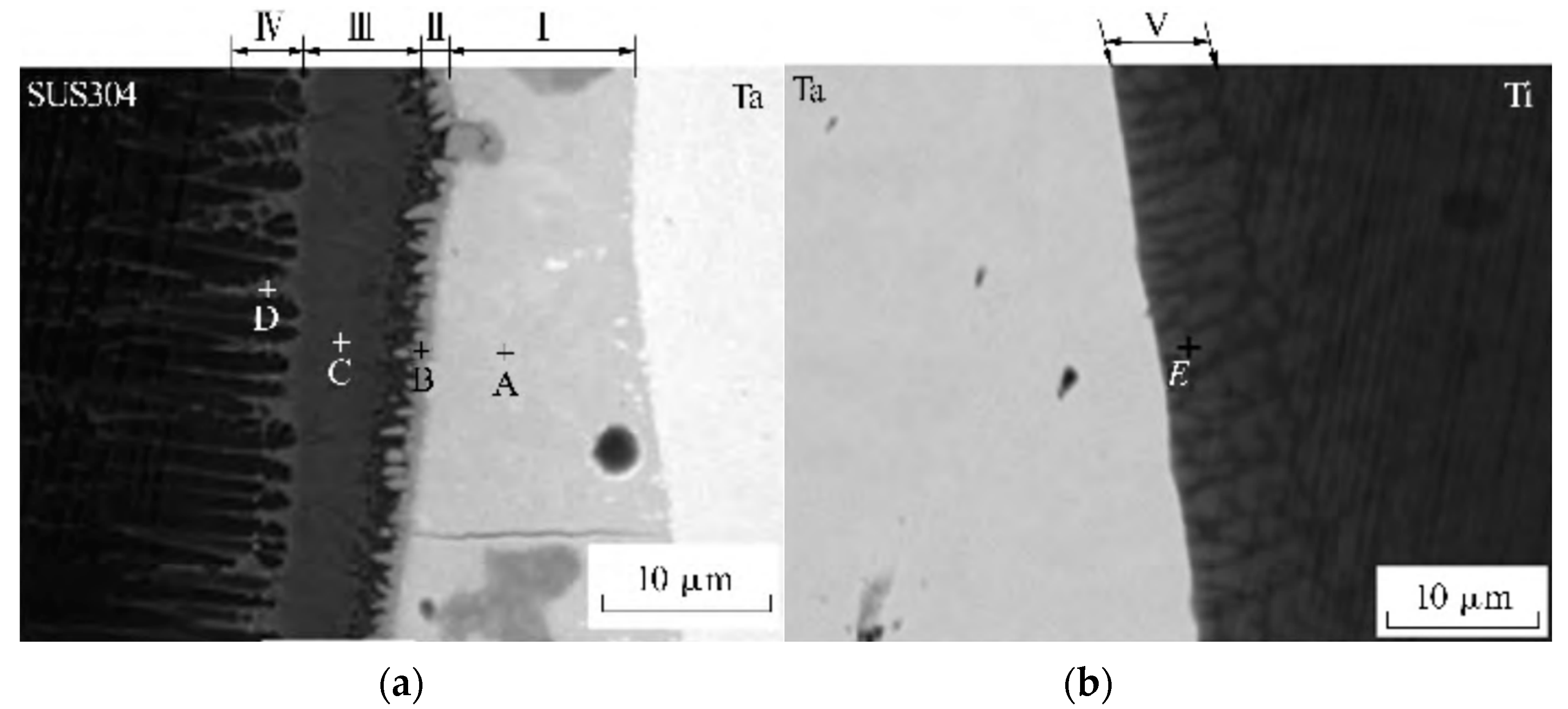
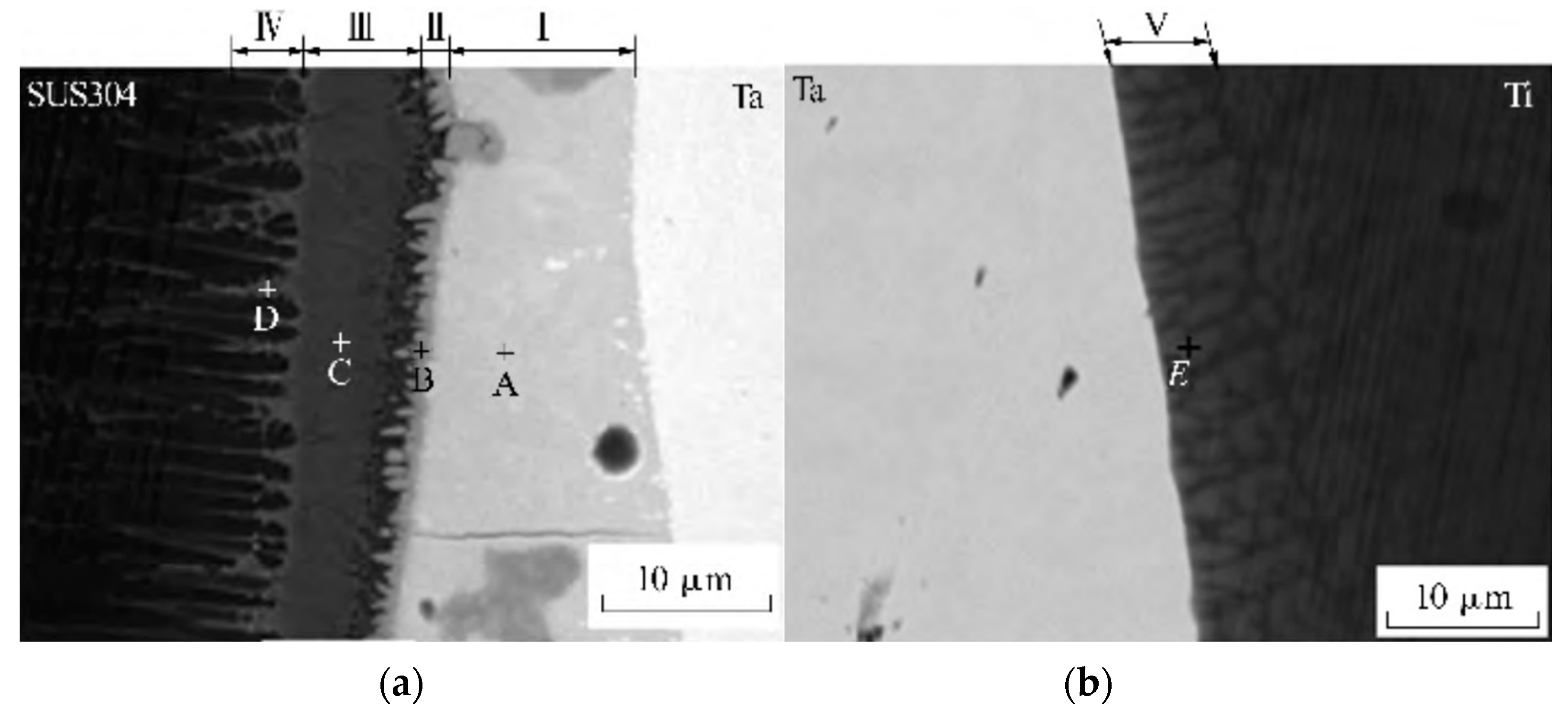
3.2.4. Ta Interlayer
3.2.5. Alloy Layers
4. Effects of Interlayer on Defects in Titanium/Steel RSW Joints
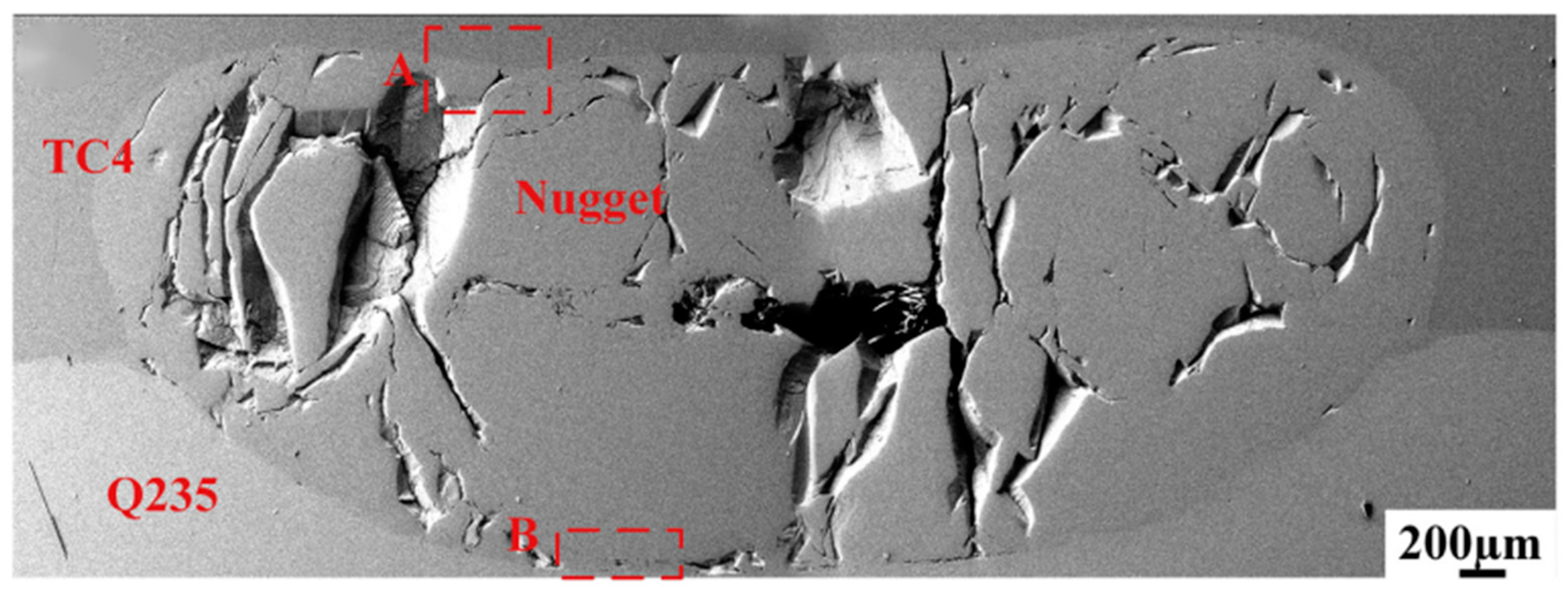
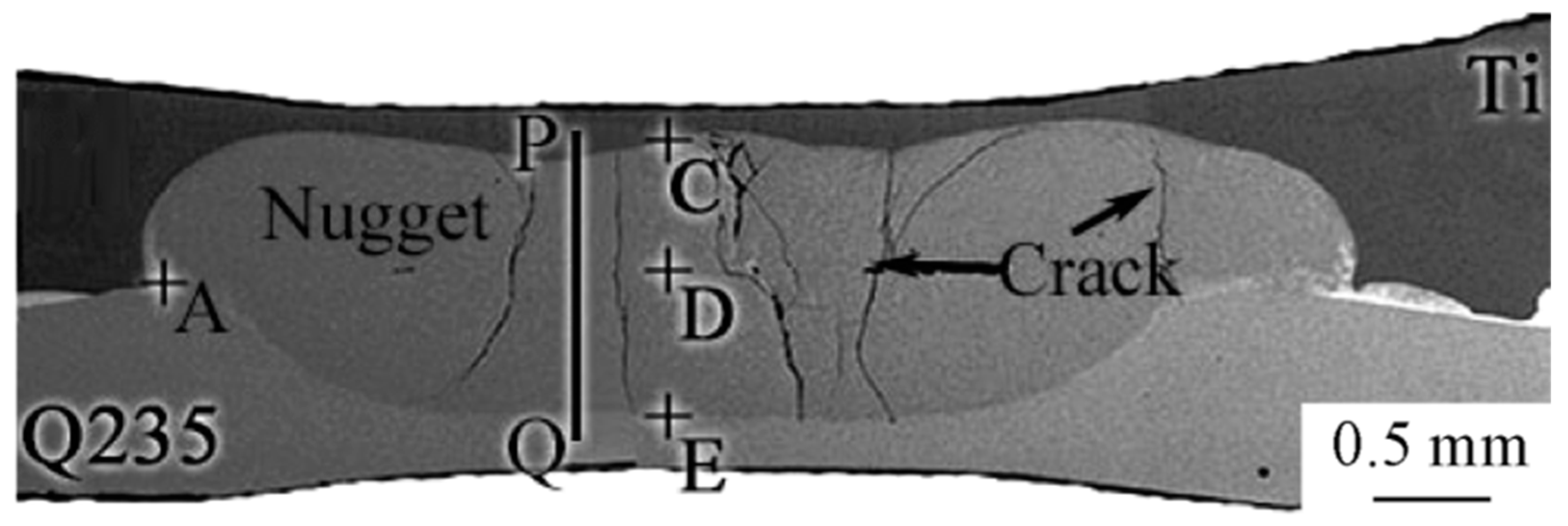
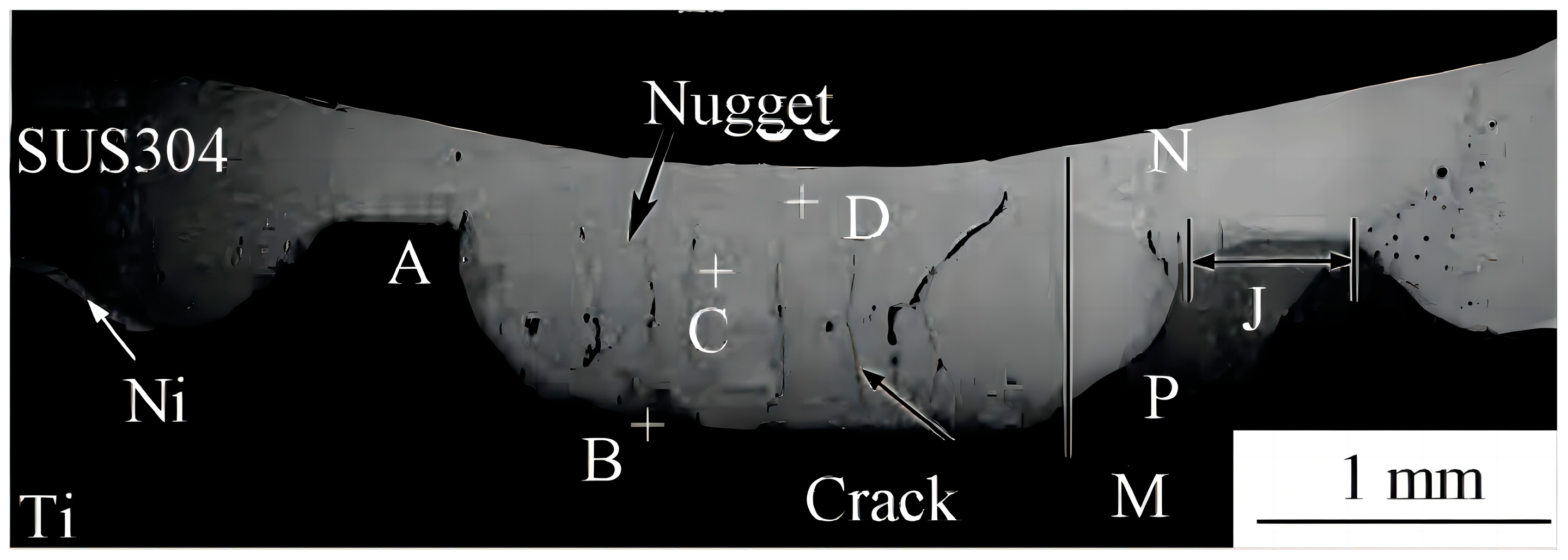
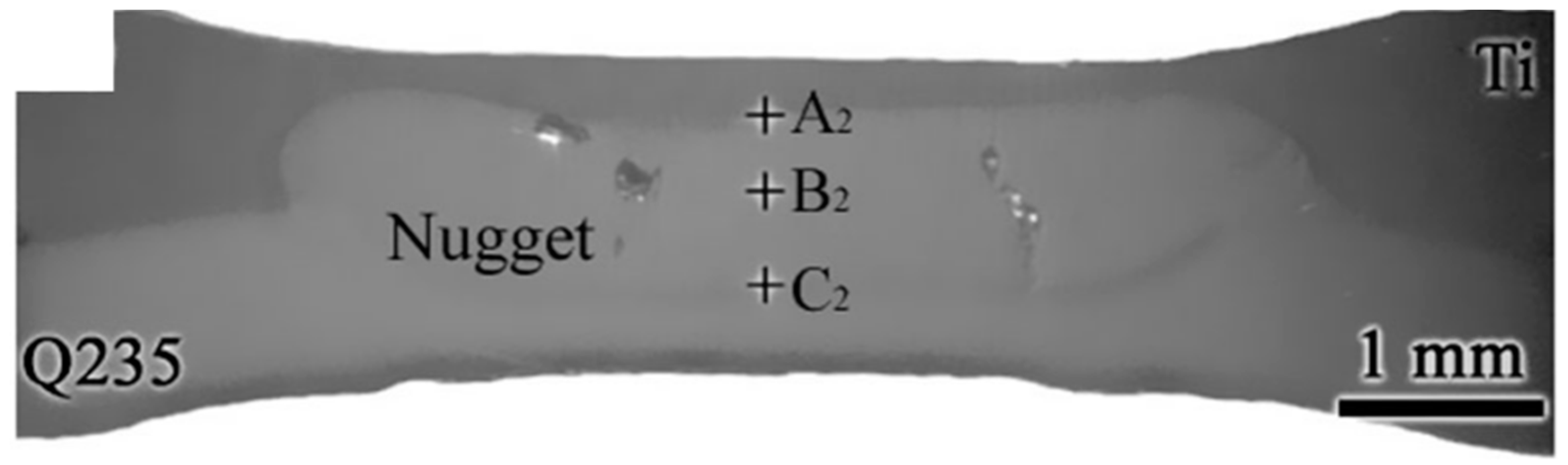
4.1. Defects in Ti–Steel Joints without Interlayer
4.2. Influence of Adding Cu Interlayer on Defects in Ti–Steel Joints
4.3. Influence of Adding Ni Interlayer on Defects in Ti–Steel Joints
4.4. Influence of Adding Nb Interlayer on Defects in Ti–Steel Joints
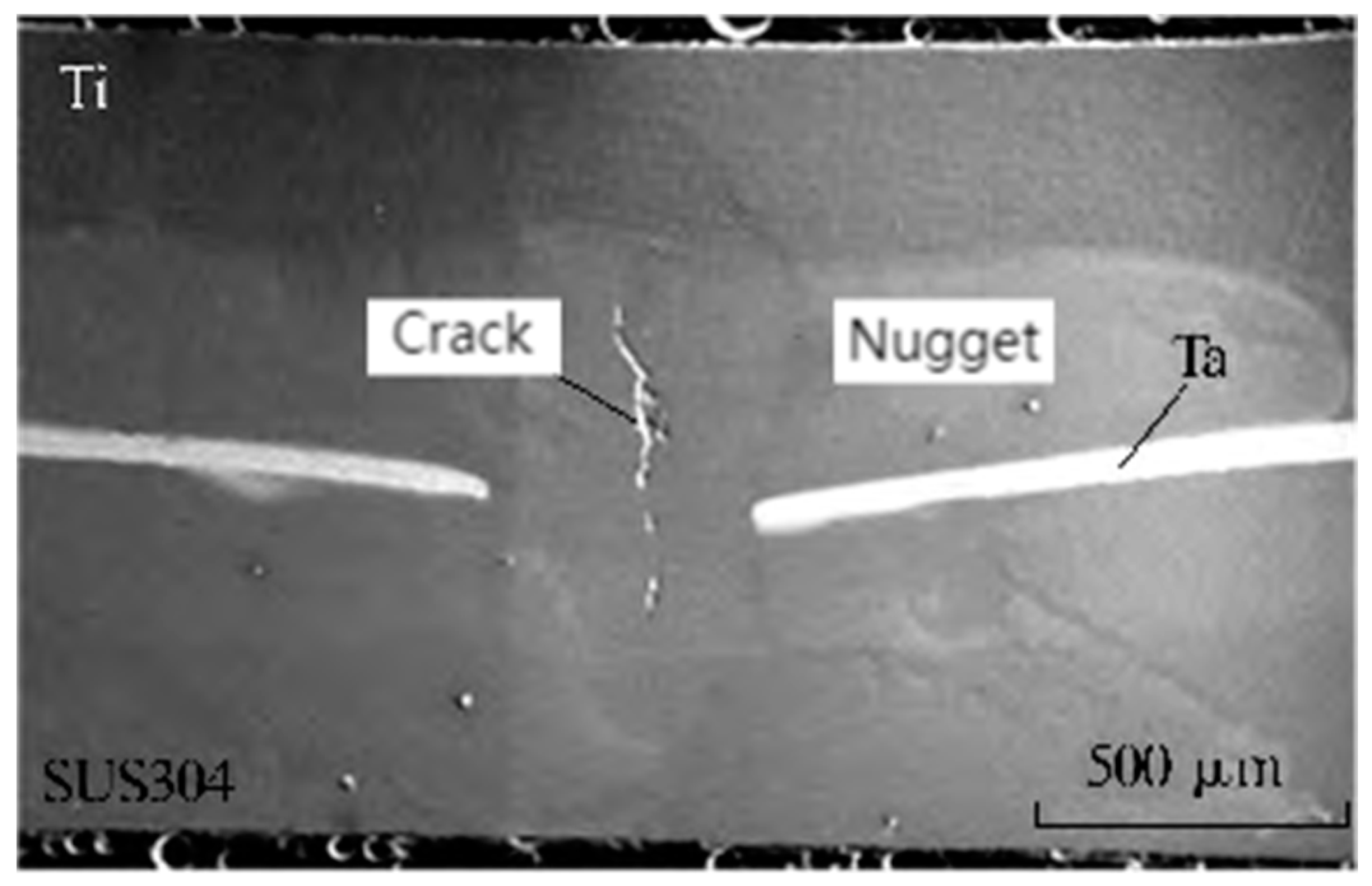
4.5. Influence of Adding Ta Interlayer on Defects in Ti-Steel Joints
5. Mechanical Properties
5.1. Influence of Process Parameters on Shear Strength of Joints
5.2. Influence of Interlayer Type on Shear Strength of Joints
5.3. Influence of Interlayer Thickness on Shear Strength of Joints
5.4. Influence of Interlayer Type on Hardness of Joints
6. Summary and Outlook
- (1)
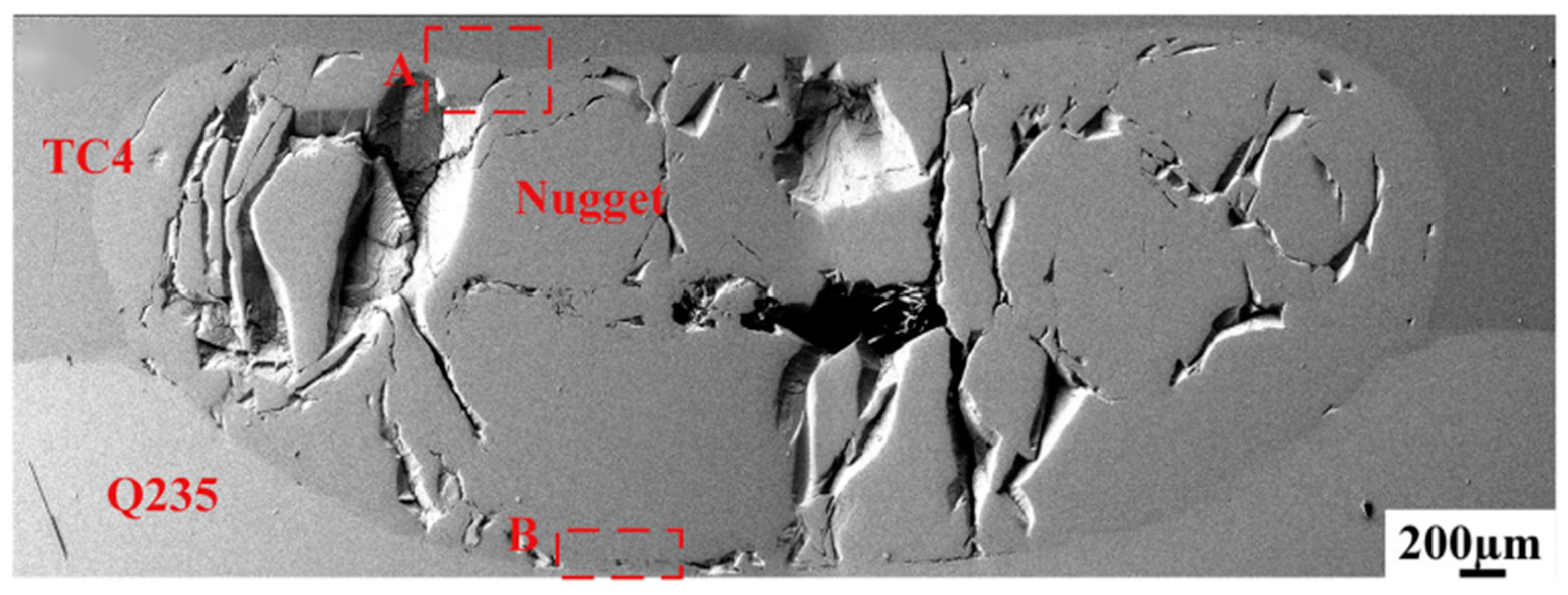
- The fracture mode of titanium/steel RSW joints is a brittle fracture, and the fractured surface is mainly composed of FeTi, Fe2Ti and TiC.
- (2)
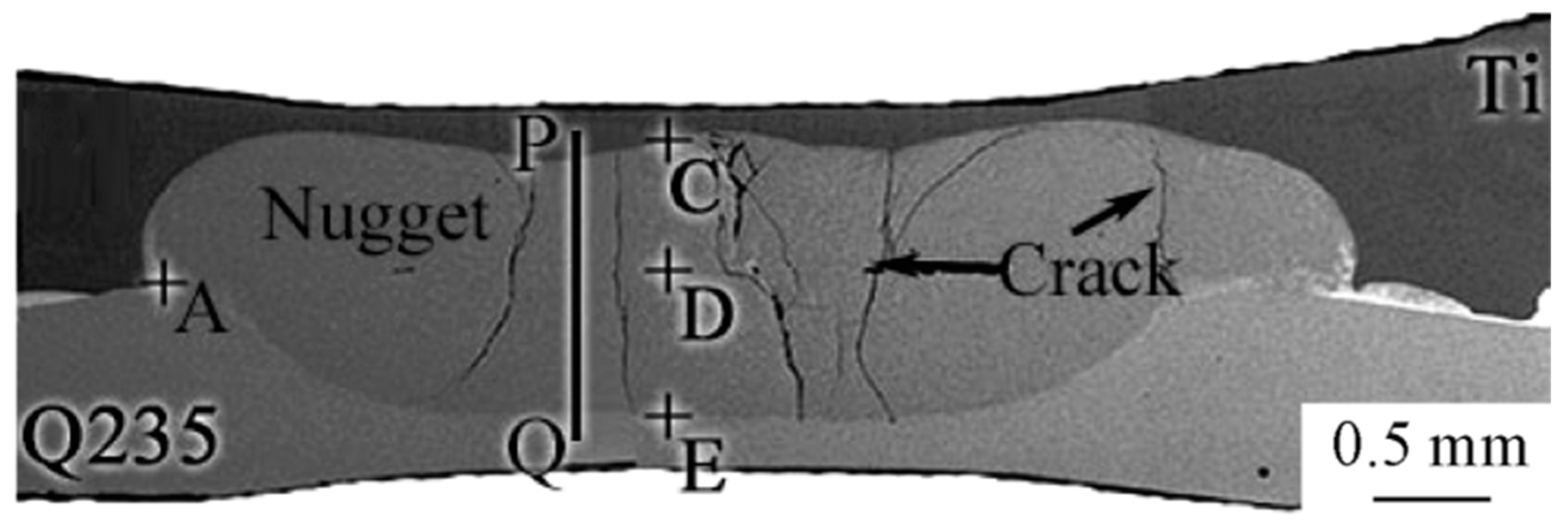
- During the welding process, the molten pool undergoes volume contraction during solidification, resulting in local stress and strain due to the constraints of the surrounding solid metal. The solidified metal in the molten pool cannot completely fill the entire molten nugget, so defects such as holes and cracks are formed in the welded joint.
- (3)
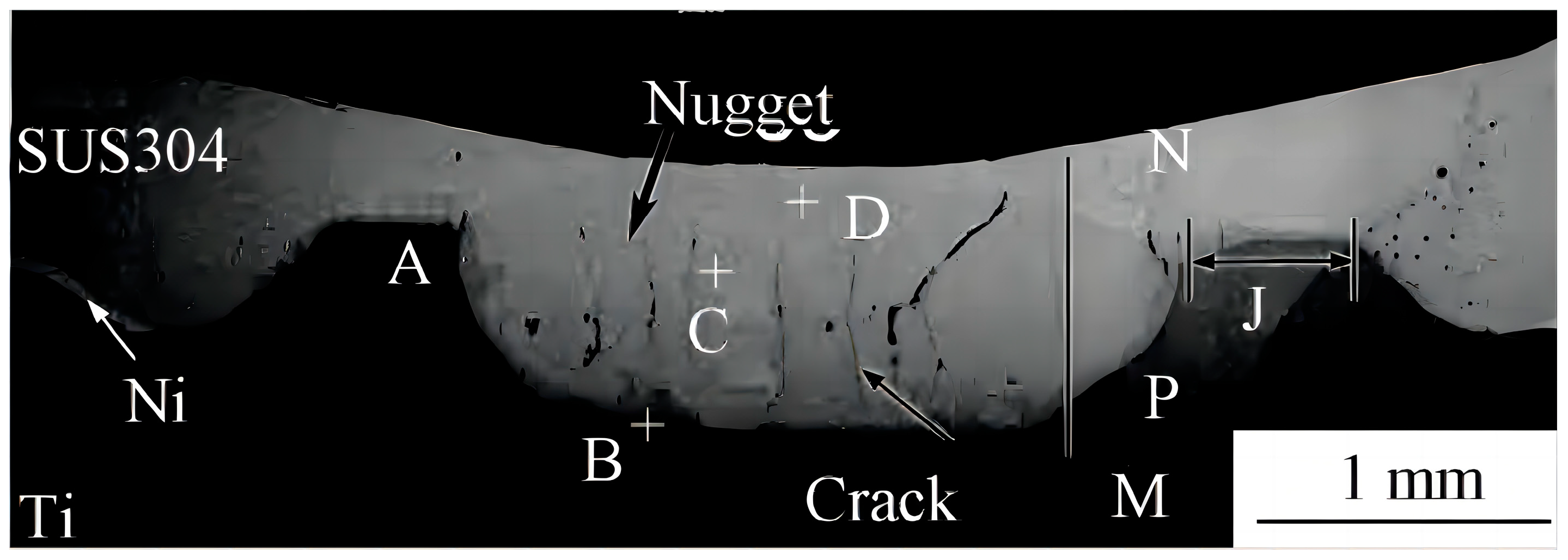
- When the temperature decreases, the significant disparity in the coefficient of linear expansion between titanium and steel causes a significantly different rate of contraction, which leads to the generation of local stress and exacerbates the extension of defects. The excellent ductility of Cu, Ni and Ag can effectively alleviate the generation of internal stress and reduce the formation of defects.
- (4)
- Elements such as Cu, Ni, Cr, Nb, Ta and V can form solid solutions or intermetallic compounds with Fe or Ti, and the intermetallic compounds formed have lower brittleness than Fe–Ti compounds, thus increasing the joint strength.
- (5)
- By comparing the mechanical properties of joints in direct RSW of titanium/steel with those in titanium/steel RSW with the addition of interlayers, it is evident that the addition of Cu, Ni, Nb, Ta, 60% Ni–Cu alloy or BAg45CuZn layers results in a significant increase in shear strength of the joints. When Cu is used as the interlayer, the maximum shear load of the joint reaches 7.5 kN, which is 62.6% higher than that of 4.61 kN without the interlayer. The addition of a Ta interlayer makes the shear load reach 7.4 kN. By adding a Nb interlayer, the maximum shear load can reach 6.62 kN, and the shear strength of a Ni interlayer can reach 254.71 MPa by the spraying method. When V + Mo/BAg45CuZn/Cr + Mo is used as the interlayer to weld TC4/304SS, the maximum shear strength of the welded joint can reach 235 MPa.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Y.; Zhang, Y.; Zhou, J.; Sun, D.; Li, H. Developing high-strength titanium/steel composite structures by adding composite interlayer. Mater. Lett. 2023, 350, 134961. [Google Scholar] [CrossRef]
- Ren, G.; Zhang, Y.; Zhou, J.; Sun, D.; Li, H. Titanium/steel composites were prepared by composite interlayer and two pass laser welding. J. Mater. Res. Technol. 2023, 27, 6367–6375. [Google Scholar] [CrossRef]
- Yang, X.; Guo, K.; Wang, Q.; Wang, Y.; Zhang, X.; Wang, Q.; Liu, R. Interfacial complex reactions and microstructures in vacuum hot-rolling bonded titanium-steel clad composites dominated by bonding temperature. Mater. Sci. Eng. A 2023, 885, 145621. [Google Scholar] [CrossRef]
- Ghalib, L.; Muhammad, A.K.; Mahdi, S.M. Study the Effect of Adding Titanium Powder on the Corrosion Behavior for Spot Welded Low Carbon Steel Sheets. J. Inorg. Organomet. Polym. Mater. 2021, 31, 2665–2671. [Google Scholar] [CrossRef]
- Xiao, X.; Hongxin, S.; Feng, Q.R.; Kexu, R.; Zhongren, L. Resistance spot welding process of aluminum alloy and low carbon steel composite electrode. J. Mater. Heat Treat. 2020, 41, 156–162. [Google Scholar]
- Wang, L.; Che, Y.; Wu, D.; Li, H.; Sun, D.; Zhang, X. Orthogonal Optimization of Resistance Spot Welding Parameters and Mi-crostructure and Mechanical Property of Aluminum Alloy/High Strength Steel Joint. Trans. Indian Inst. Met. 2021, 74, 1–9. [Google Scholar] [CrossRef]
- Li, J.; Schneiderman, B.; Gilbert, S.M.; Vivek, A.; Yu, Z.; Daehn, G. Process characteristics and interfacial microstructure in spot impact welding of titanium to stainless steel. J. Manuf. Process. 2020, 50, 421–429. [Google Scholar] [CrossRef]
- Dragan, A.M.; Zijah, B.; Damjan, K.; Miodrag, M.; Biljana, M.; Vladislav, K. Microstructure and Fatigue Properties of Resistance Element Welded Joints of DP500 Steel and AW 5754 H22 Aluminum Alloy. Crystals 2022, 12, 258. [Google Scholar] [CrossRef]
- Amirreza, M.; Mahdi, A. Friction spot brazing of stainless steel to titanium (grade 1) using aluminum foil. Mater. Res. Express 2022, 9, 056523. [Google Scholar]
- Fodorné, C.M.; Ákos, M. The Behaviour of Hybrid Aluminium-Steel Resistance Spot Welded Joints in Case of Dynamic Loading. Mater. Sci. Forum 2023, 6922, 97–104. [Google Scholar]
- Pan, B.; Sun, H.; Shang, S.L.; Banu, M.; Wang, P.C.; Carlson, B.E.; Lu, Z.-K.; Li, J. Understanding formation mechanisms of intermetallic compounds in dissimilar Al/steel joint processed by resistance spot welding. J. Manuf. Process. 2022, 83, 212–222. [Google Scholar] [CrossRef]
- Qian, C.; Ghassemi-Armaki, H.; Shi, L.; Kang, J.; Haselhuhn, A.S.; Carlson, B.E. Competing fracture modes in Al-steel resistance spot welded structures: Experimental evaluation and numerical prediction. Int. J. Impact Eng. 2024, 185, 104838. [Google Scholar] [CrossRef]
- Zhang, G.; Li, Y.; Lin, Z. Failure Mechanism of Al–Steel Resistance Spot Welding (RSW) Welds and a Metallic Bump Printed on Al Sheet-Assisted RSW (MBaRSW/Al) Welds During Lap-Shear Tests. Metall. Mater. Trans. A 2021, 52, 4922–4933. [Google Scholar] [CrossRef]
- Muhaed, A.; Alnaffakh, M.G. Characterization of AISI 316L Stainless Steel/Low Alloy Steel Resistance Spot Dissimilar Weld. Metallogr. Microstruct. Anal. 2023, 12, 622–633. [Google Scholar]
- Ion, M.; Călin, B.L.; Mircea, B.; Marius, C.C.; IonDragoș, U. Process parameters, structure and mechanical properties of dissimi-lar Nimonic 80 A/AISI 316 L resistance welded joints. Mater. Test. 2023, 65, 911–923. [Google Scholar]
- Shi, L.; Xue, J.; Kang, J.; Haselhuhn, A.S.; Ghassemi-Armaki, H.; Carlson, B.E. Fatigue behavior of three-sheet aluminum-steel dissimilar re-sistance spot welds for automotive applications. Procedia Struct. Integr. 2023, 51, 102–108. [Google Scholar] [CrossRef]
- Mingfeng, L.; Shanglu, Y.; Yanjun, W.; Wu, T. Joining aluminum to steel dissimilar metals using novel resistance spot welding process. Mater. Lett. 2022, 318, 132215. [Google Scholar]
- Xiang, C.; Daisuke, I.; Tanaka, S.; Li, X.J.; Bataev, I.A.; Hokamoto, K. Comparison of explosive welding of pure titanium/SUS 304 austenitic stainless steel and pure titanium/SUS 821L1 duplex stainless steel. Trans. Nonferrous Met. Soc. China 2021, 31, 2687–2702. [Google Scholar]
- Shanqing, H.; Haselhuhn, A.S.; Yunwu, M.; Zhuoran, L.; Lin, Q.; Yongbing, L.; Carlson, B.E.; Zhongqin, L. Effect of external magnetic field on resistance spot welding of aluminium to steel. Sci. Technol. Weld. Join. 2022, 27, 84–91. [Google Scholar]
- Yan, Z.; JianPing, Z.; DaQian, S.; HongMei, L. Three-pass laser welding of Ti alloy-stainless steel using Nb and Ni interlayers. J. Mater. Res. Technol. 2019, 9, 1780–1784. [Google Scholar]
- Cheepu, M.; Susila, P. Interface Microstructure Characteristics of Friction-Welded Joint of Titanium to Stainless Steel with Interlayer. Trans. Indian Inst. Met. 2020, 73, 1497–1501. [Google Scholar] [CrossRef]
- Bai, Y.-L.; Liu, X.-F. Interfacial reaction behavior of titanium/steel composite plate formed by cold-hot rolling. Mater. Charact. 2023, 202, 113030. [Google Scholar] [CrossRef]
- Bi, Z.; Li, X.; Wu, Y.; Xiong, S.; Wang, Q.; Rong, K. Interfacial bonding properties of titanium foil/steel explosive welding. J. Weld. Technol. 2022, 43, 81–85+118. [Google Scholar]
- Bin, L.; Peng, X.; Feng, Z.; Lei, Z.; Guoqing, P.; Jiangtao, W.; Kesshe, F. Research on interface structure of titani-um/steel composite plate. Equip. Manuf. Technol. 2023, 98–103. [Google Scholar]
- Zhao, B.; Jian, D.; Ma, L.; Ding, Y.; Zhou, L. Precipitation of intermetallic compounds in brazing of titanium and steel using brass filler. J. Am. Acad. Dermatol. 2020, 285, 116730. [Google Scholar] [CrossRef]
- Linlin, Y.; Bin, L.; Ran, W.; Yu, Q.; Lei, J.; Yuefeng, Q. Microstructure and properties of titanium/steel joints brazed by vacuum silver base brazing filler metal. Precious Met. 2017, 38, 1–6. [Google Scholar]
- Tong, W.; Chunli, Y. Interfacial evolution of titanium/steel clad plates during pulsed tungsten inert gas welding. Mater. Sci. Technol. 2023, 39, 834–846. [Google Scholar]
- Chatterjee, S.; Sahoo, S.K.; Swain, B.; Mahapatra, S.S.; Roy, T. Quality characterization of dissimilar laser welded joints of Ti6Al4V with AISI 304 by using copper deposition technique. Int. J. Adv. Manuf. Technol. 2020, 106, 4577–4591. [Google Scholar] [CrossRef]
- Qiaoling, C.; Qilu, C.; Min, Z.; Jianming, Z.; Pengkang, Z.; Fuxue, Y.; Peng, C.; Cheng, Y.; Hailong, L. Microstructure and mechanical properties investigation of explosively welded titanium/copper/steel trimetallic plate. Mater. Charact. 2022, 192, 112250. [Google Scholar]
- Xuejiao, L.; Zhixiong, B.; Quan, W.; Kai, R.; Mengben, X.; Tingzhao, Z.; Jingye, Q. Influence of copper foil interlayer on micro-structure and bonding properties of titanium-steel explosive welded composite plate. Mater. Today Commun. 2023, 34, 105143. [Google Scholar]
- Trykov, Y.; Gurevich, L.; Pronichev, D.; Trunov, M. Investigation of the rupture of Ti/Steel laminated composite with soft interlayers. FME Trans. 2016, 44, 16–21. [Google Scholar] [CrossRef]
- Angshuman, C.; Gopinath, M.; Sagar, S.; Vikranth, R.; Kumar, N.A. Mitigation of cracks in laser welding of titanium and stain-less steel by in-situ nickel interlayer deposition. J. Mater. Process. Tech. 2022, 300, 117403. [Google Scholar]
- Yu, M.; Xiaoyan, G.; Meng, C.; Xiaopeng, G.; Xiaohui, Z. Laser assisted diffusion bonding of TC4 titanium alloy to 301 stainless steel using a Ni interlayer. J. Mater. Res. Technol. 2022, 21, 739–748. [Google Scholar]
- Mohammad, A.; Prasad, R.K.; Khalid, R.H.; Murty, B.S.; Chandra, D.H.; Bhaduri, A.K. Friction Welding of Titanium to 304L Stainless Steel Using Inter-layers. Pract. Metallogr. 2011, 48, 188–207. [Google Scholar]
- Chu, Q.; Zhang, M.; Li, J.; Yan, C.; Qin, Z. Influence of vanadium filler on the properties of titanium and steel TIG welded joints. J. Mater. Process. Tech 2016, 240, 293–304. [Google Scholar] [CrossRef]
- Jianxiong, L.; Anupam, V.; Glenn, D. Improved properties and thermal stability of a titanium-stainless steel solid-state weld with a niobium interlayer. J. Mater. Sci. Technol. 2021, 79, 191–204. [Google Scholar]
- Yan, Z.; JianPing, Z.; DaQian, S.; XiaoYan, G. Characterization of Pulsed Laser Welded Titanium Alloy and Stainless Steel Joint Using Nb as Interlayer. Steel Res. Int. 2021, 92, 2000635. [Google Scholar]
- Lin, J.-Y.; Nambu, S.; Liu, M.; Koseki, T. Influence of Al and Ni interlayers on interfacial strength evolution during ultrasonic welding of ultra-low-carbon steel and pure Ti. Mater. Sci. Eng. A 2020, 798, 140073. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Friction Welding of Titanium to Stainless Steel Using Al Interlayer. Trans. Indian Inst. Met. 2019, 72, 1563–1568. [Google Scholar] [CrossRef]
- Taufiqurrahman, I.; Lenggo Ginta, T.; Mustapha, M. The effect of holding time on dissimilar resistance spot welding of stain-less steel 316L and Ti6Al4V titanium alloy with aluminum interlayer. Mater. Today Proc. 2021, 46, 1563–1568. [Google Scholar] [CrossRef]
- Nannan, W.; Ranfeng, Q.; Hongxin, S.; Keke, Z. Characteristics of interlayer resistance spot welding joints between aluminum alloy and low carbon steel. J. Mater. Heat Treat. 2015, 36, 70–74. [Google Scholar]
- Kang, Z.; Baokai, R.; Wenxiao, Y. Optimized designing of generalized electrodes for aluminum/steel resistance spot welding process based on numerical calculation. J. Manuf. Process. 2023, 99, 563–580. [Google Scholar]
- Gopinath, B.K. Multi-objective optimisation of friction welding parameters in joining titanium alloy and stainless steel with a novel interlayer geometry. Adv. Mater. Process. Technol. 2020, 6, 25–39. [Google Scholar]
- Han, K.; Wang, T.; Chang, S.; Tang, Q.; Zhang, B. Interface characteristics and mechanical property of titanium/steel joint by electron beam brazing with 72Ag-28Cu filler metal. J. Manuf. Process. 2020, 59, 58–67. [Google Scholar] [CrossRef]
- Kumar, S.A.; Gandhinathan, R. Optimization of process parameters for titanium alloy to itself and stainless steel brazed joints using BAg22 filler metal. Mater. Today Proc. 2020, 46, 9454–9461. [Google Scholar] [CrossRef]
- Li, A.H.; Li, T.; Chen, X.G.; Guo, W.B.; Xue, H.T.; Chen, C.X. Effect of copper interlayer to the microstructure and strength of alumina/304 stainless steel joint brazed with silver-copper-titanium filler. Mater. Werkst. 2023, 54, 1717–1727. [Google Scholar] [CrossRef]
- Wiegand, M.; Kimm, A.; Sommer, N.; Marks, L.; Kahlmeyer, M.; Böhm, S. Dissimilar Laser Beam Welding of Titanium to Stain-less Steel Using Pure Niobium as Filler Material in Lap Joint Configuration. Photonics 2023, 10, 1063. [Google Scholar] [CrossRef]
- Xiaohu, H.; Honggang, D.; Fengyun, Y.; Peng, L.; Zhonglin, Y. Arc welding of titanium alloy to stainless steel with Cu foil as interlayer and Ni-based alloy as filler metal. J. Mater. Res. Technol. 2021, 13, 48–60. [Google Scholar]
- Xiaohu, H.; Xinlong, W.; Shuhua, L.; Zeqin, C.; Wenxian, W.; Honggang, D.; Weiguo, L. Joining mechanism evolution of fusion welded TC4 titanium alloy/304 stainless steel dissimilar joint by GTAW. Sci. Technol. Weld. Join. 2023, 28, 1031–1040. [Google Scholar]
- YuanBo, B.; Yan, Z.; Kai, L.; Yan, X.; RuiLei, X. Two pass laser welding of 304 stainless to TC4 titanium alloy using monel 400/Nb bilayer. J. Mater. Res. Technol. 2020, 9, 16522–16528. [Google Scholar]
- Mansor, M.S.M.; Yusof, F.; Ariga, T.; Miyashita, Y. Microstructure and mechanical properties of micro-resistance spot welding between stainless steel 316L and Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2018, 96, 2567–2581. [Google Scholar] [CrossRef]
- Zhang, Y.; Chen, Y.; Zhou, J.; Sun, D.; Li, H. Microstructure and mechanical property in laser welding-brazing of stainless steel and titanium alloy using 63Sn-37Pb alloy as filler metal. Weld. World 2019, 64, 257–266. [Google Scholar] [CrossRef]
- Ranfeng, Q.; Qing-Zhe, L.; Hong-Xin, S.; Zhong-Ren, L. Resistance spot welding of titanium and low carbon steel. J. Weld. Technol. 2018, 39, 45–48+131. [Google Scholar]
- Liu, C.; Zhang, J.; Shi, H.; Li, Q. Influence of Interlayer Nb on the Performance of Joint Between Titanium and Steel Welded by Resistance Spot Welding. J. Mater. Eng. Perform. 2021, 31, 1155–1162. [Google Scholar] [CrossRef]
- Zhang, P.; Yu, H.; Wang, G. Joint formation mechanism of titanium/steel resistance brazing under nickel coating. J. Weld. Sci. 2017, 38, 62–66+131–132. [Google Scholar]
- Li, D.; Qiu, R.; Ren, K.; Shi, H. Resistance spot welding of titanium and stainless steel based on Ni interlayer. Trans. Mater. Heat Treat. 2018, 39, 131–137. [Google Scholar]
- Li, Q.-Z. Research on Interlayer Resistance Spot Welding between Titanium and Low Carbon Steel. Master’s Thesis, Henan University of Science and Technology, Luoyang, China, 2017. Available online: https://kns.cnki.net/kcms2/article/abstract?v=eoCTaIZmBOOuyODzzGd77TO0_jP6rKzNxL3lAxRLtdy0O_pyyoHK7lxHhQqtV6GNktIsfVh1JHvumYBc8i_ZhPaJ8WxFUT0JhZn6NFo1HIz9VqfkGuY3kxfeNuSViVpRR-n-9pM5hGqv6bROQLypzg==&uniplatform=NZKPT&language=CHS (accessed on 1 March 2024).
- Hongxin, S.; Zhao, J.; Li, Q.; Qiu, R. Characteristics of copper resistance spot welding joint between titanium and low carbon steel. Trans. Mater. Heat Treat. 2021, 42, 180–186. [Google Scholar]
- Yu, J.; Zhang, H.; Wang, B.; Du, R.; Fan, Y.; He, P. Interfacial evolution behavior and mechanical properties of Ti/steel joint via ultrasonic seam assisted resistance spot welding with Cu interlayer. J. Manuf. Process. 2023, 95, 535–550. [Google Scholar] [CrossRef]
- Qiu, R.; Li, Q.; Zhao, Y.; Shi, H. Resistance spot welding of titanium and low carbon steel with niobium as the interlayer. Rare Met. Mater. Eng. 2019, 48, 33309–33314. [Google Scholar]
- Zhang, K.; Wang, N.; Wang, Q.; Yan, B.; Qiu, R. Effect of niobium interlayer on microstructure and properties of titanium and Q235 low carbon steel resistance spot welding joint. J. Mater. Heat Treat. 2023, 44, 191–198. [Google Scholar]
- Qiu, R.; Hou, L.; Li, D.; Shi, H.; Guo, J. Resistance spot welding of titanium and stainless steel based on Ta interlayer. Weld. Mach. 2016, 46, 13–16. [Google Scholar]
- Yu, J.; Zhang, H.; Wang, B.; Gao, C.; Sun, Z.; He, P. Dissimilar metal joining of Q235 mild steel to Ti6Al4V via resistance spot welding with Ni–Cu interlayer. J. Mater. Res. Technol. 2021, 15, 4086–4101. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, G.; Li, S. Effect of Cr and V powder layer on microstructure and properties of titanium/steel resistance brazing joints. J. Lanzhou Univ. Technol. 2017, 43, 24–28. [Google Scholar]
- Pengxian, Z.; Zhizhong, F.; Shilong, L. Microstructure and Interfacial Reactions of Resistance Brazed Lap Joints between TC4 Titanium Alloy and 304 Stainless Steel Using Metal Powder Interlayers. Materials 2021, 14, 180. [Google Scholar] [CrossRef]
- Zhang, P.; Li, S. Research on resistance brazing of titanium/steel with chromium, niobium and vanadium metal powder as interlayer. Hot Work. Technol. 2018, 47, 53–56. [Google Scholar]
- Zhang, P.; Qiao, Y. A composite transition metal sheet for titanium/steel resistance brazing joint. Hot Work. Technol. 2020, 49, 136–141. [Google Scholar]
- Zhang, K.; Shamsolhodaei, A.; Ghatei-Kalashami, A.; Oliveira, J.P.; Zang, C.; Schell, N.; Li, J.; Midawi, A.R.H.; Lopes, J.G.; Yan, J.; et al. Revealing microstructural evolution and mechanical properties of re-sistance spot welded NiTi-stainless steel with Ni or Nb interlayer. J. Mater. Sci. Technol. 2024, 180, 160–173. [Google Scholar] [CrossRef]
- Zhang, P.; Lu, J.; Chen, P. Effect of copper foil type and thickness on microstructure and properties of titani-um/steel resistance spot welding joint. Mech. Eng. Mater. 2021, 45, 46–51. [Google Scholar] [CrossRef]
- Ren, K.; Ma, H.; Li, D. Qiu Ranfeng, Shi Hongxin, Nb layer resistance spot welding of titanium and stainless steel. J. Mater. Heat Treat. 2019, 40, 181–186. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Materials to Be Welded | Type of Interlayer Used | Interlayer Thickness | Intermetallic Compound | Joint Hardness | Shearing Strength | Reference |
|---|---|---|---|---|---|---|
| Ti/Q235 | / | / | FeTi, Fe2Ti | / | 2.85 kN | [53] |
| Ti/Q235 | Cu | 100 μm | CuTi2, CuTi | / | 4.4 kN | [57] |
| Ti/Q235 | Cu | 100 μm | Cu–Ti | / | 4.2 kN | [58] |
| TC4/Q235 | Cu | 150 μm | CuTi2, CuTi | 7.9–9.1 GPa | 7.5 kN | [59] |
| Ti/SUS304 | Ta | 110 μm | Fe2Ta, FeTa | / | 7.4 kN | [62] |
| Ti/Q235 | Nb | 100 μm | FeNb, FeNb2 | / | 4.3 kN | [54] |
| NiTi/316L | Nb | 100 μm | NiTi, Fe7Nb6 | 500–600 Hv | 1.2 kN | [68] |
| Ti/SUS304 | Nb | 100 μm | NiTi | / | 6.62 kN | [69] |
| Ti/SUS304 | Ni | 100 μm | Ti2Ni, TiNi | / | 5.62 kN | [56] |
| TC4/304SS | Ni | 27 μm | NiTi, NiTi2 | / | 254.71 MPa | [55] |
| TC4/304SS | V/BAg45CuZn/Cr | 200 μm | Ti–V, Cr–Fe | / | 187 MPa | [64] |
| TC4/304SS | V + Nb/BAg45CuZn/Cr | 200 μm | Ti–V, Ti–Nb, Cr–Fe | / | 226 MPa | [66] |
| TC4/304SS | V + Mo/BAg45CuZn/Cr + Mo | 200 μm | Ti–V, Cr–Fe, Mo–V, Mo–Cr | / | 235 MPa | [67] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Zhang, C. Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review. Metals 2024, 14, 429. https://doi.org/10.3390/met14040429
Liu Y, Zhang C. Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review. Metals. 2024; 14(4):429. https://doi.org/10.3390/met14040429
Chicago/Turabian StyleLiu, Yibo, and Chaoqun Zhang. 2024. "Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review" Metals 14, no. 4: 429. https://doi.org/10.3390/met14040429
APA StyleLiu, Y., & Zhang, C. (2024). Effects of Interlayer on the Microstructure and Mechanical Properties of Resistance Spot Welded Titanium/Steel Joints: A Short Review. Metals, 14(4), 429. https://doi.org/10.3390/met14040429