
Additive Manufacturing of Rare Earth Permanent Magnetic Materials: Research Status and Prospects


Abstract
1. Introduction
2. Additive Manufacturing of Nd-Fe-B Rare Earth Permanent Magnet Materials
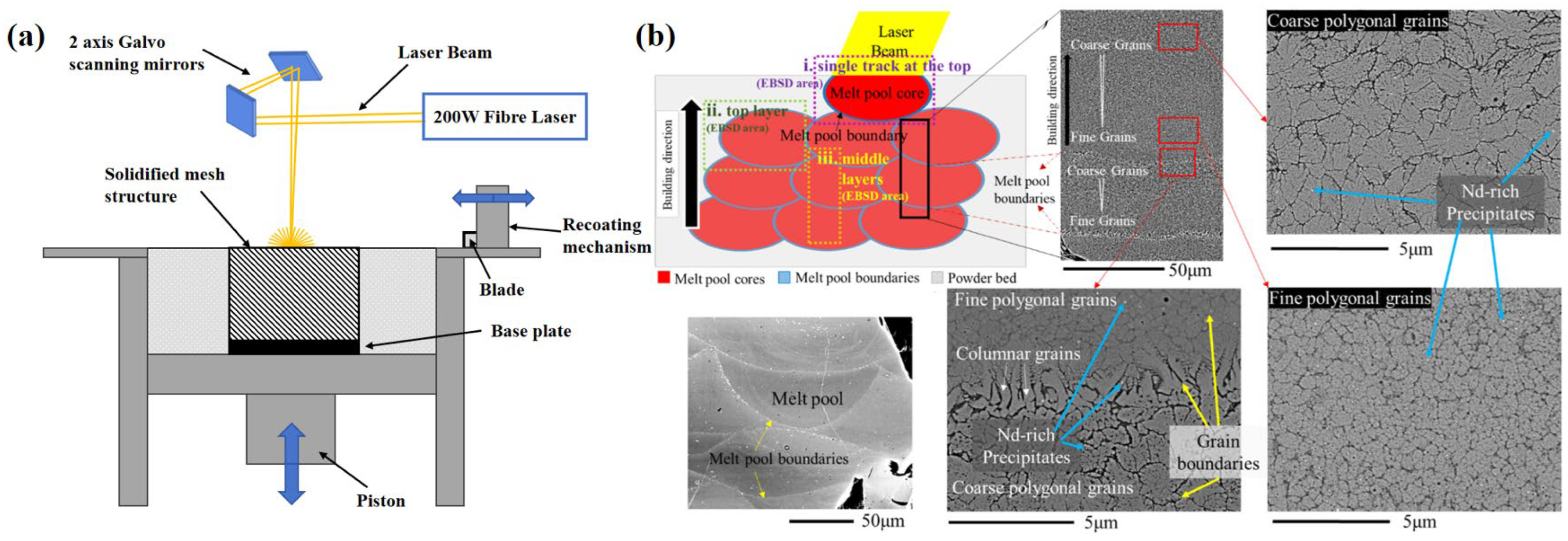
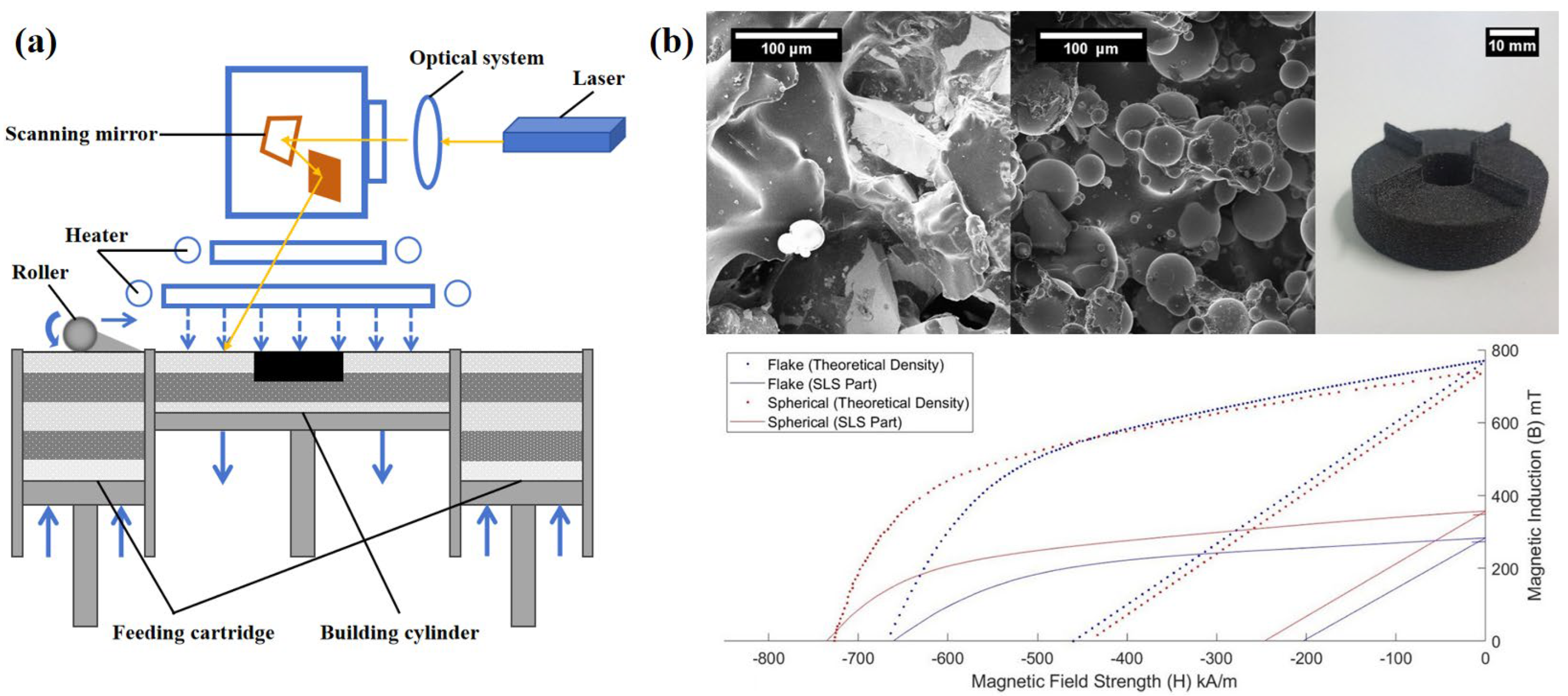
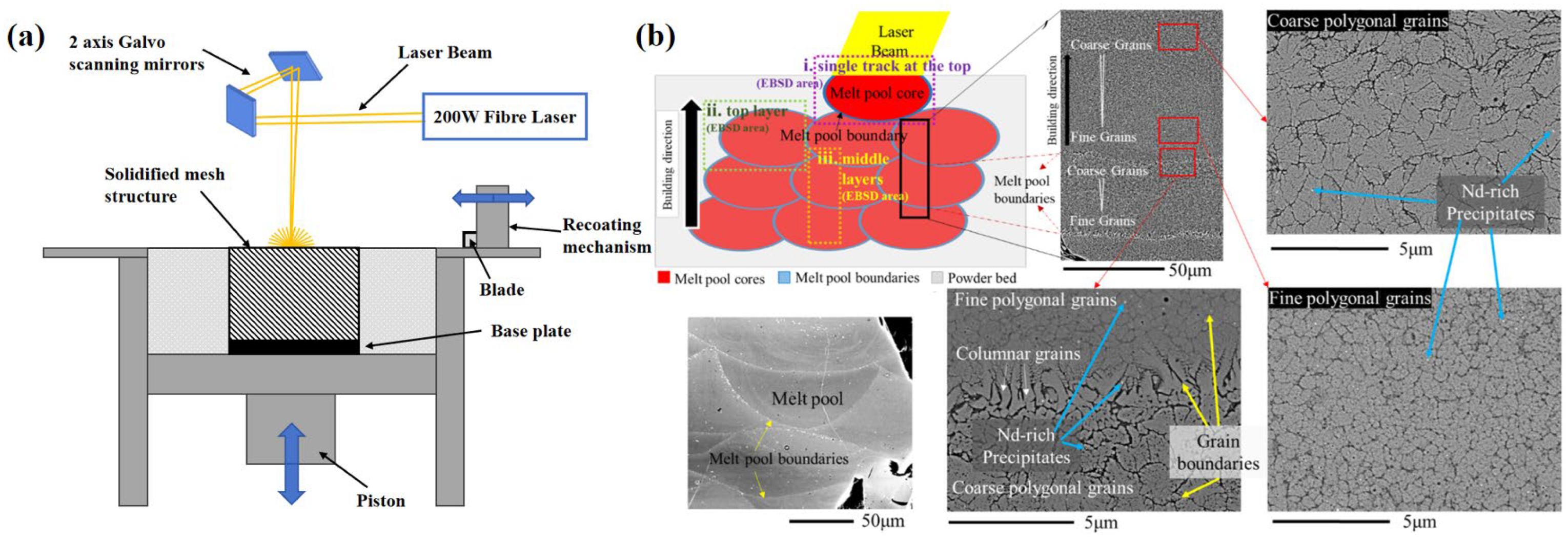
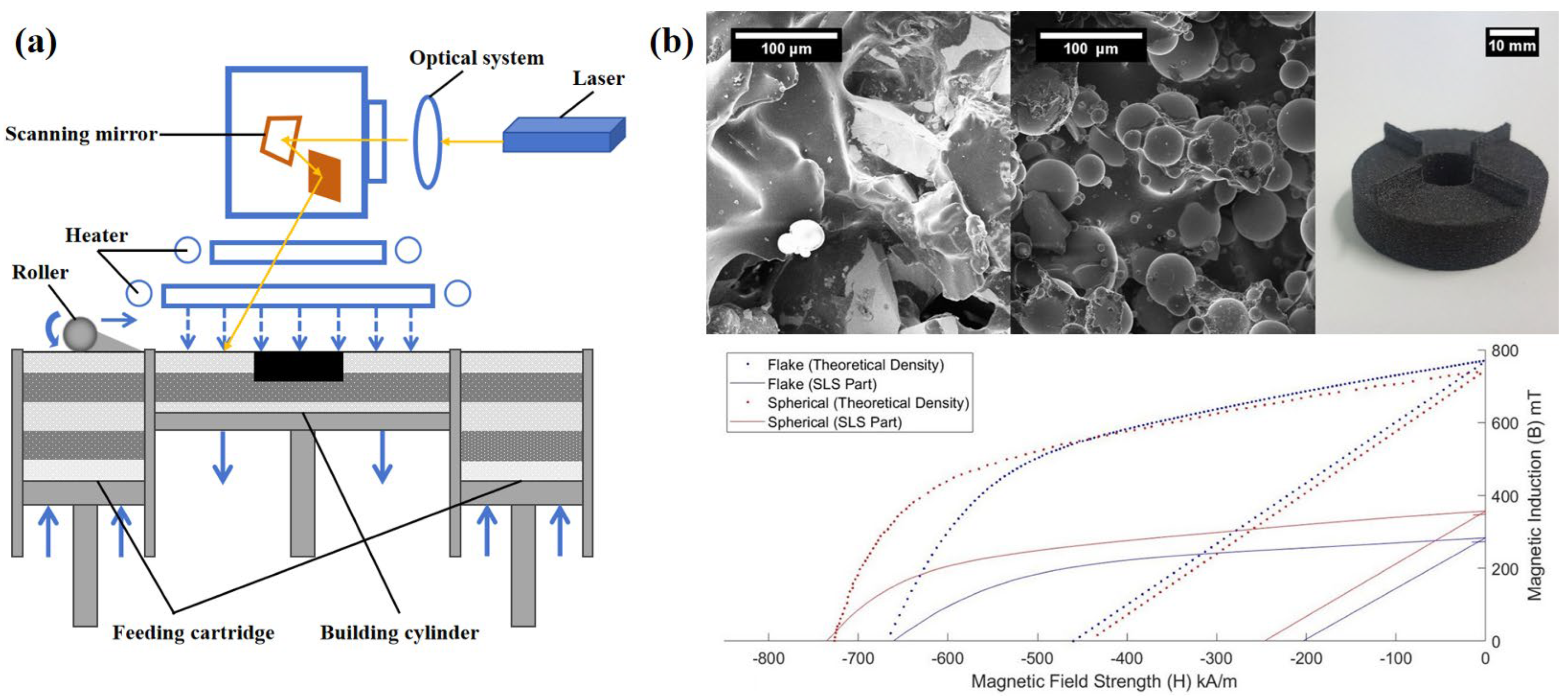
2.1. Laser Powder Bed Fusion (LPBF) Nd-Fe-B Magnets
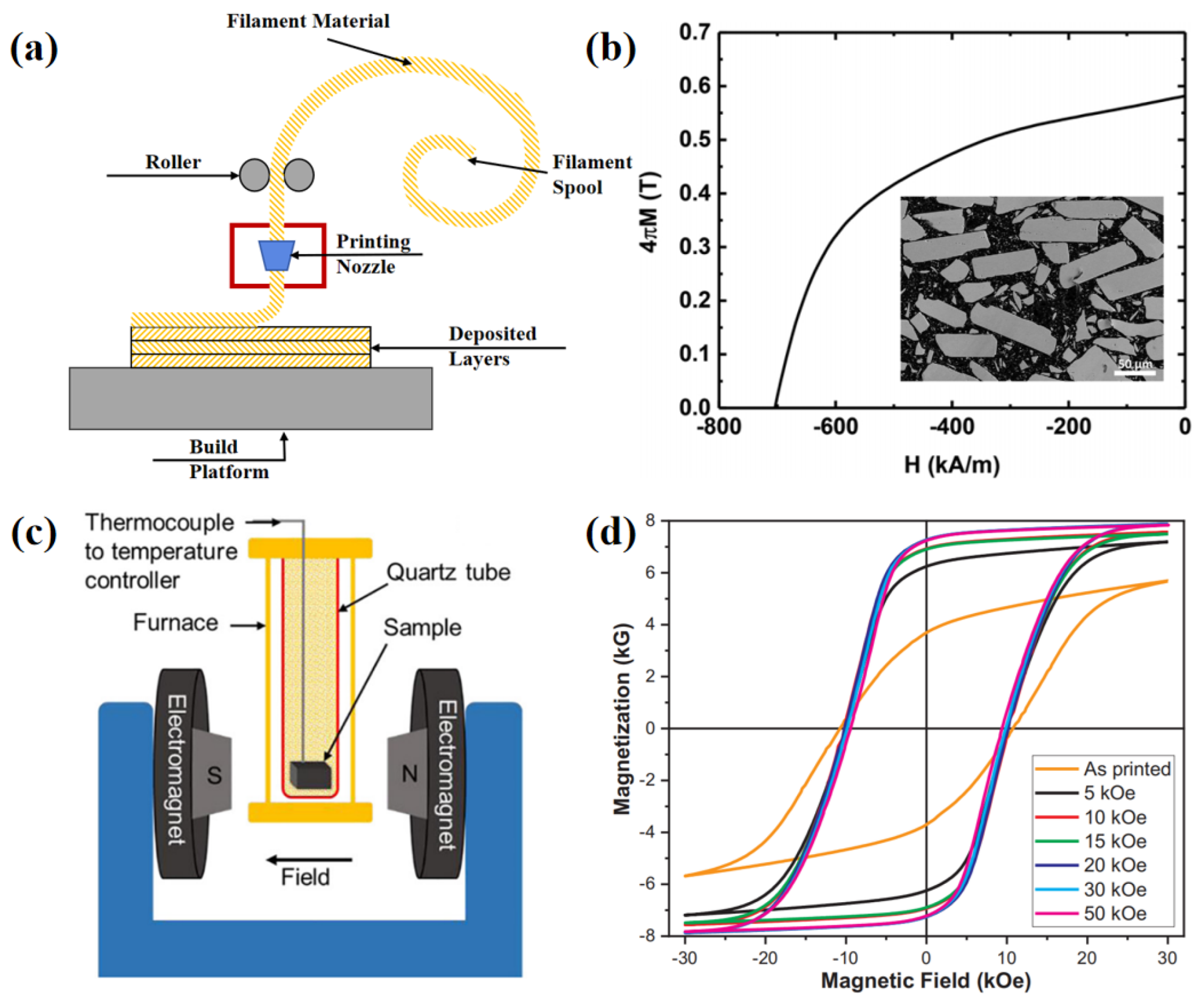
2.2. Fused Deposition Modeling (FDM) Nd-Fe-B Magnets
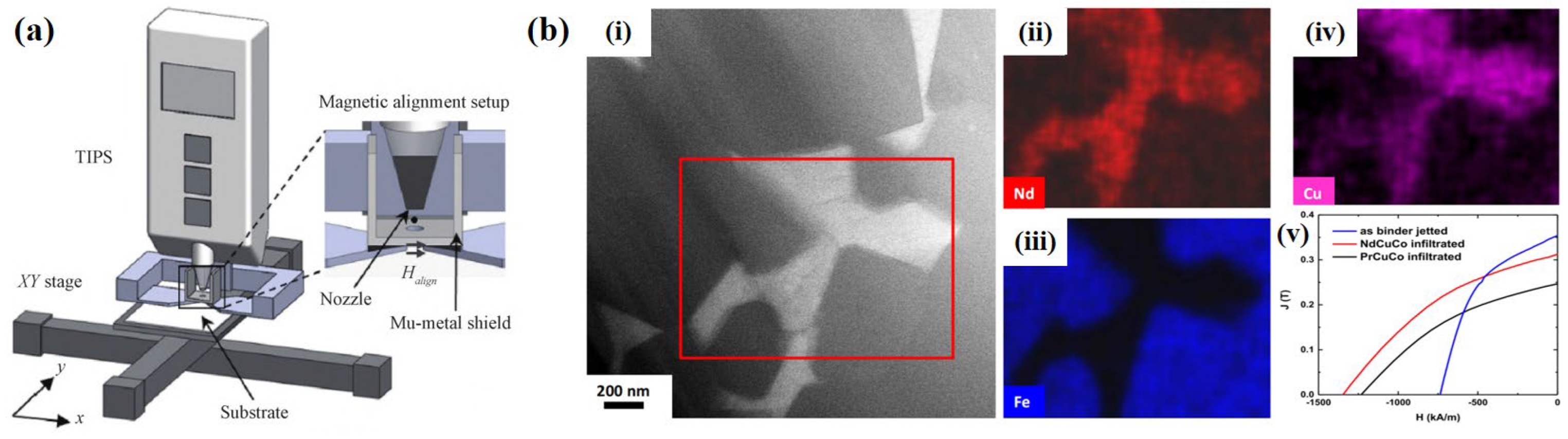
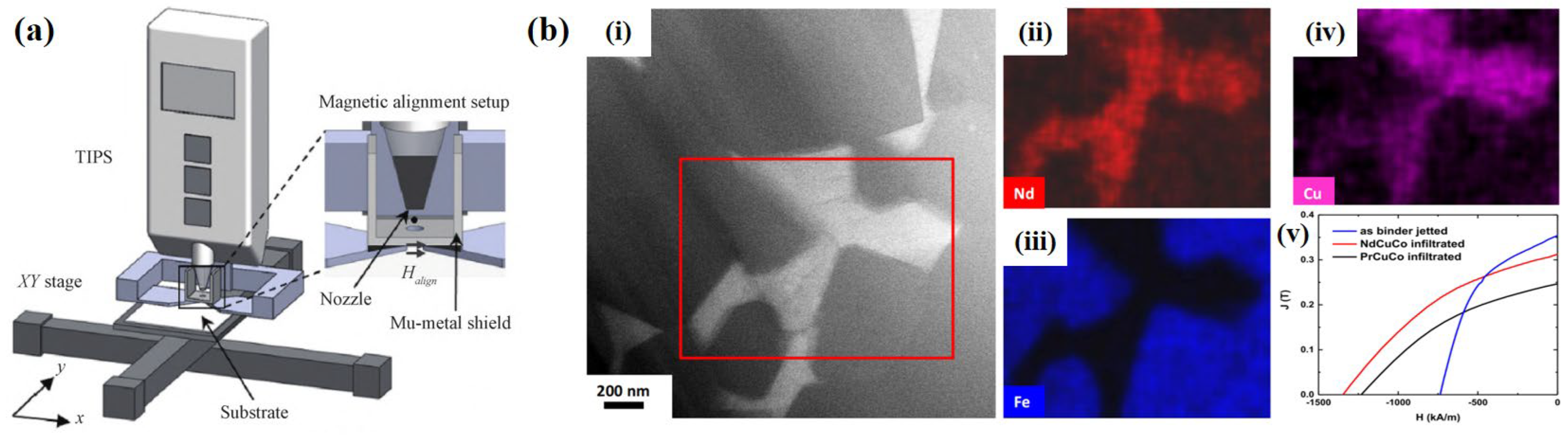
2.3. Binder Jetting (BJ) Nd-Fe-B Magnets
3. Additive Manufacturing of Sm-Co Rare Earth Permanent Magnet Materials
3.1. Additive Manufacturing of SmCo5 Rare Earth Permanent Magnet Materials
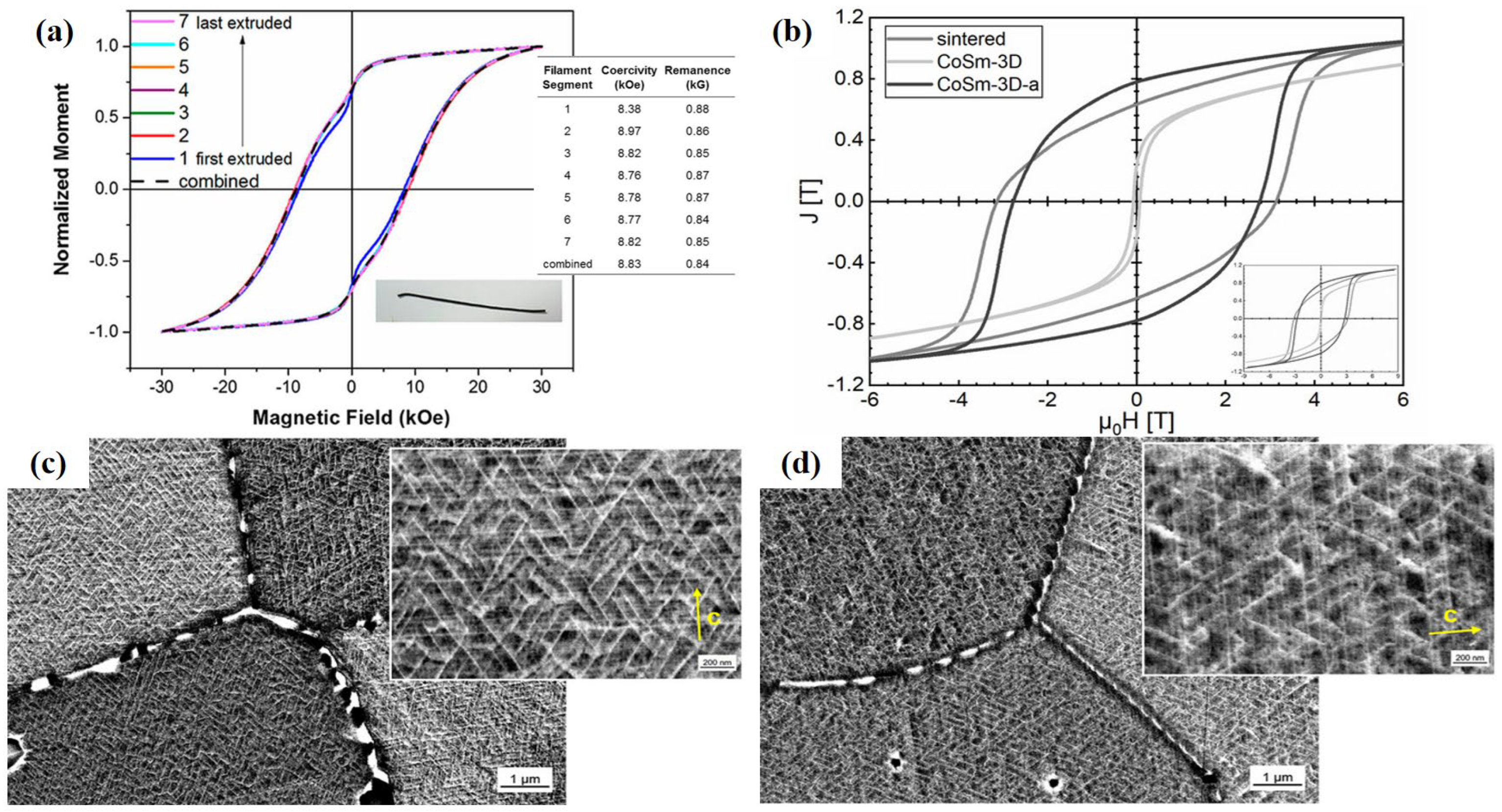
3.2. Additive Manufacturing of Sm2Co17 Rare Earth Permanent Magnet Materials
4. Additive Manufacturing of Sm-Fe Rare Earth Permanent Magnet Materials
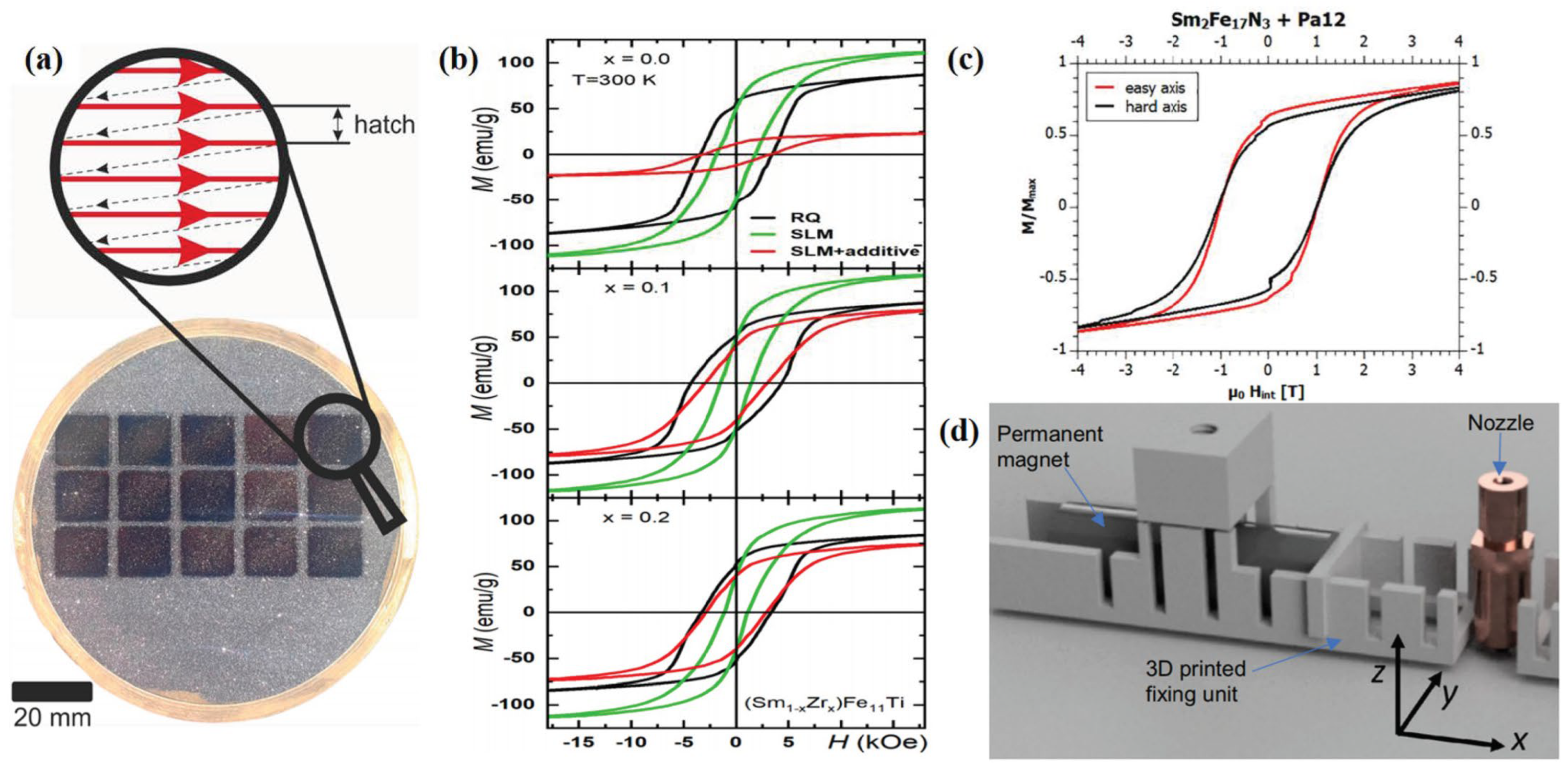
4.1. Additive Manufacturing of Sm(Fe, T)12 Rare Earth Permanent Magnet Materials
4.2. Additive Manufacturing of Sm-Fe-N Rare Earth Permanent Magnet Materials
5. Summary and Overlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nakamura, H. The current and future status of rare earth permanent magnets. Scr. Mater. 2018, 154, 273–276. [Google Scholar] [CrossRef]
- Poudel, B.; Amiri, E.; Rastgoufard, P.; Mirafzal, B. Toward Less Rare-Earth Permanent Magnet in Electric Machines: A Review. IEEE Trans. Magn. 2021, 57, 900119. [Google Scholar] [CrossRef]
- Zheng, S.; Zhu, X.; Xiang, Z.; Xu, L.; Zhang, L.; Lee, C. Technology trends, challenges, and opportunities of reduced-rare-earth PM motor for modern electric vehicles. Green Energy Intell. Transport. 2022, 1, 100012. [Google Scholar] [CrossRef]
- Tao, S.; Ahmad, Z.; Zhang, P.; Zheng, X.; Zhang, S. Magnetic and structural properties of nanocomposite permanent magnet produced from crystallization of Pr4Fe67Nb4Cu2Zr1B22 alloy. J. Magn. Magn. Mater. 2023, 568, 170368. [Google Scholar] [CrossRef]
- Wu, Y.; Skokov, K.P.; Schäfer, L.; Maccari, F.; Aubert, A.; Xu, H.; Wu, H.; Jiang, C.; Gutfleisch, O. Microstructure, coercivity and thermal stability of nanostructured (Nd,Ce)-(Fe,Co)-B hot-compacted permanent magnets. Acta Mater. 2022, 235, 118062. [Google Scholar] [CrossRef]
- Trench, A.; Sykes, J.P. Rare Earth Permanent Magnets and Their Place in the Future Economy. Engineering 2020, 6, 115–118. [Google Scholar] [CrossRef]
- Lucarini, S.; Hossain, M.; Garcia-Gonzalez, D. Recent advances in hard-magnetic soft composites: Synthesis, characterisation, computational modelling, and applications. Compos. Struct. 2022, 279, 114800. [Google Scholar] [CrossRef]
- Alves, M.N.; Miró, M.; Breadmore, M.C.; Macka, M. Trends in analytical separations of magnetic (nano)particles. Trends Anal. Chem. 2019, 114, 89–97. [Google Scholar] [CrossRef]
- Coey, J.M.D. Perspective and Prospects for Rare Earth Permanent Magnets. Engineering 2020, 6, 119–131. [Google Scholar] [CrossRef]
- Skomski, R.; Coey, J.M.D. Giant Energy Product in Anostructured Two-Phase Magnets. Phys. Rev. B. 1993, 48, 15812–15816. [Google Scholar] [CrossRef] [PubMed]
- Wang, H.; Lamichhane, T.N.; Paranthaman, M.P. Review of additive manufacturing of permanent magnets for electrical machines: A prospective on wind turbine. Mater. Today Phys. 2022, 24, 100675. [Google Scholar] [CrossRef]
- Park, K.; Hirayama, Y.; Wang, J.; Kobashi, M. Ultra-high coercivity Sm-Co bulk magnets with remarkable thermal stability. Scr. Mater. 2022, 218, 114847. [Google Scholar] [CrossRef]
- Wang, L.; Wang, C.; Li, Q.; Liu, Y.; Fang, Y.; Yi, X.; Li, W. Correlation of mechanical anisotropy with fine grain strengthening for Sm2Co17-type sintered permanent magnets. J. Rare Earths 2022, 40, 1584–1591. [Google Scholar] [CrossRef]
- Strnat, K.; Hoffer, G.; Olson, J. A Family of New Cobalt-base Permanent Magnet Material. J. Appl. Phys. 1967, 38, 1001. [Google Scholar] [CrossRef]
- Velge, W.A.J.; Buschow, K.H. Magnetic and crystallographic properties of some rare earth cobalt compounds with CaZn5 structure. J. Appl. Phys. 1968, 39, 1717–1720. [Google Scholar] [CrossRef]
- Larson, P.; Mazin, I.I.; Papaconstantopoulos, D.A. Calculation of Magnetic Anisotropy Energy in SmCo5. Phys. Rev. B. 2003, 67, 214405. [Google Scholar] [CrossRef]
- Guo, K.; Lu, H.; Xu, G.J.; Liu, D.; Wang, H.B.; Liu, X.M.; Song, X.Y. Recent progress in nanocrystalline Sm–Co based magnets. Mater. Today Chem. 2022, 25, 100983. [Google Scholar] [CrossRef]
- Ojima, T.; Tomizawa, S.; Yoneyama, T.; Hori, T. New Type Rare Earth Cobalt Magnets with an Energy Product of 30 MGOe. Jpn. J. Appl. Phys. 1977, 16, 671–672. [Google Scholar] [CrossRef]
- Song, X.; Liu, Y.; Xiao, A.; Yuan, T.; Ma, T. Cell-boundary-structure controlled magnetic-domain-wall-pinning in 2:17-type Sm-Co-Fe-Cu-Zr permanent magnets. Mater. Charact. 2020, 169, 110575. [Google Scholar] [CrossRef]
- Sagawa, M.; Fujimura, S.; Togawa, N.; Yamamoto, H.; Matsuura, Y. New material for permanent magnets on a base of Nd and Fe (invited). J. Appl. Phys. 1984, 55, 2083–2087. [Google Scholar] [CrossRef]
- Matsuzaki. The maximum magnetic energy product of sintered NdFeB in Japan reaches a new high. Rare Earth Inf. 2005, 9, 12. [Google Scholar]
- Quan, W.; Ma, L.; Fan, J.; Chen, Y.; Zheng, Q.; Bian, B.; Zhang, J.; Du, J. Tripling magnetic energy product in magnetic hard/soft nanocomposite permanent magnets. Mater. Today Phys. 2022, 26, 100750. [Google Scholar] [CrossRef]
- Nong, H.T.T.; Mai, T.K.; Mercone, S. Tunable magnetic anisotropy in nanostructured permanent magnet: A micromagnetic study. J. Magn. Magn. Mater. 2019, 477, 109–117. [Google Scholar] [CrossRef]
- Yang, J.; Han, J.; Tian, H.; Zha, L.; Zhang, X.; Song Kim, C.; Liang, D.; Yang, W.; Liu, S.; Wang, C. Structural and Magnetic Properties of Nanocomposite Nd–Fe–B Prepared by Rapid Thermal Processing. Engineering 2020, 6, 132–140. [Google Scholar] [CrossRef]
- Crozier-Bioud, T.; Momeni, V.; Gonzalez-Gutierrez, J.; Kukla, C.; Luca, S.; Rolere, S. Current challenges in NdFeB permanent magnets manufacturing by Powder Injection Molding (PIM): A review. Mater. Today Phys. 2023, 34, 101082. [Google Scholar] [CrossRef]
- Delette, G. Nd2Fe14B permanent magnets substituted with non-critical light rare earth elements (Ce, La): A review. J. Magn. Magn. Mater. 2023, 577, 170768. [Google Scholar] [CrossRef]
- Li, L.; Post, B.; Kunc, V.; Elliott, A.M.; Paranthaman, M.P. Additive manufacturing of near-net-shape bonded magnets: Prospects and challenges. Scr. Mater. 2017, 135, 100–104. [Google Scholar] [CrossRef]
- Vladimir, P.; Andrey, K.; Iliya, R.; Fernando, M.; Gary, M. Prospects of additive manufacturing of rare-earth and non-rare-earth permanent magnets. Procedia Manuf. 2018, 21, 100–108. [Google Scholar]
- Gandha, K.; Li, L.; Nlebedim, I.C.; Post, B.K.; Kunc, V.; Sales, B.C.; Bell, J.; Paranthaman, M.P. Additive manufacturing of anisotropic hybrid NdFeB-SmFeN nylon composite bonded magnets. J. Magn. Magn. Mater. 2018, 467, 8–13. [Google Scholar] [CrossRef]
- Fim, R.G.T.; Mascheroni, A.A.; Antunes, L.F.; Engerroff, J.B.E.; Ahrens, C.H.; Wendhausen, P.A.P. Increasing packing density of Additively Manufactured Nd-Fe-B bonded magnets. Addit. Manuf. 2020, 35, 101353. [Google Scholar] [CrossRef]
- Martin, J.J.; Fiore, B.E.; Erb, R.M. Designing bioinspired composite reinforcement architectures via 3D magnetic printing. Nat. Commun. 2015, 6, 8641. [Google Scholar] [CrossRef]
- Périgo, E.A.; Jacimovic, J.; García Ferré, F.; Scherf, L.M. Additive manufacturing of magnetic materials. Addit. Manuf. 2019, 30, 100870. [Google Scholar] [CrossRef]
- Chaudhary, V.; Mantri, S.A.; Ramanujan, R.V.; Banerjee, R. Additive manufacturing of magnetic materials. Prog. Mater. Sci. 2020, 114, 100688. [Google Scholar] [CrossRef]
- Wu, J.; Aboulkhair, N.T.; Degano, M.; Ashcroft, I.; Hague, R.J.M. Process-structure-property relationships in laser powder bed fusion of permanent magnetic Nd-Fe-B. Mater. Des. 2021, 209, 109992. [Google Scholar] [CrossRef]
- Al Rashid, A.; Ahmed, W.; Khalid, M.Y.; Koç, M. Vat photopolymerization of polymers and polymer composites: Processes and applications. Addit. Manuf. 2021, 47, 102279. [Google Scholar] [CrossRef]
- Zhang, C.; Li, X.; Jiang, L.; Tang, D.; Xu, H.; Zhao, P.; Fu, J.; Zhou, Q.; Chen, Y. 3D Printing of Functional Magnetic Materials: From Design to Applications. Adv. Funct. Mater. 2021, 31, 2102777. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Pfaff, C.; Kriwet, J.; Groenefeld, M.; Teliban, I.; Vogler, C.; Suess, D. Topology optimized and 3D printed polymer-bonded permanent magnets for a predefined external field. J. Appl. Phys. 2017, 122, 053904. [Google Scholar] [CrossRef]
- Gandha, K.; Nlebedim, I.C.; Kunc, V.; Lara-Curzio, E.; Fredette, R.; Paranthaman, M.P. Additive manufacturing of highly dense anisotropic Nd–Fe–B bonded magnets. Scr. Mater. 2020, 183, 91–95. [Google Scholar] [CrossRef]
- Pigliaru, L.; Paleari, L.; Bragaglia, M.; Nanni, F.; Ghidini, T.; Rinaldi, M. Poly-ether-ether-ketone—Neodymium-iron-boron bonded permanent magnets via fused filament fabrication. Synth. Met. 2021, 279, 116857. [Google Scholar] [CrossRef]
- Li, L.; Jones, K.; Sales, B.; Pries, J.L.; Nlebedim, I.C.; Jin, K.; Bei, H.; Post, B.K.; Kesler, M.S.; Rios, O.; et al. Fabrication of highly dense isotropic Nd-Fe-B nylon bonded magnets via extrusion-based additive manufacturing. Addit. Manuf. 2018, 21, 495–500. [Google Scholar] [CrossRef]
- Kume, M.; Tomimoto, T.; Yamamoto, M.; Ihara, K.; Yoshiwara, H.; Tada, S.; Sumitomo, M. Progress and Prospects of SmFeN Magnets. J. Jpn. Inst. Met. 2012, 76, 107–111. [Google Scholar] [CrossRef]
- Chatzipirpiridis, G.; Gervasoni, S.; Fischer, C.; Ergeneman, O.; Pellicer, E.; Nelson, B.J.; Pané, S. 3D Printing of Thermoplastic-Bonded Soft- and Hard-Magnetic Composites: Magnetically Tuneable Architectures and Functional Devices. Adv. Intell. Syst. 2019, 1, 1900069. [Google Scholar] [CrossRef]
- Jaćimović, J.; Binda, F.; Herrmann, L.G.; Greuter, F.; Genta, J.; Calvo, M.; Tomse, T.; Simon, R.A. Net Shape 3D Printed NdFeB Permanent Magnet. Adv. Eng. Mater. 2017, 19, 1700098. [Google Scholar] [CrossRef]
- Hu, K.; Yu, T.; Tang, S.; Xu, X.; Guo, Z.; Qian, J.; Cheng, Y.; Zhao, Y.; Yan, S.; Zhang, H.; et al. Dual anisotropicity comprising 3D printed structures and magnetic nanoparticle assemblies: Towards the promotion of mesenchymal stem cell osteogenic differentiation. NPG Asia Mater. 2021, 13, 19. [Google Scholar] [CrossRef]
- Huber, C.; Goertler, M.; Abert, C.; Bruckner, F.; Groenefeld, M.; Teliban, I.; Suess, D. Additive Manufactured and Topology Optimized Passive Shimming Elements for Permanent Magnetic Systems. Sci. Rep. 2018, 8, 14651. [Google Scholar] [CrossRef]
- Ohashi, K.; Yokoyama, T.; Osugi, R.; Tawara, Y. The magnetic and structural properties of R-Ti-Fe ternary compounds. IEEE Trans. Magn. 1987, 23, 3101–3103. [Google Scholar] [CrossRef]
- Huber, C.; Abert, C.; Bruckner, F.; Groenefeld, M.; Muthsam, O.; Schuschnigg, S.; Sirak, K.; Thanhoffer, R.; Teliban, I.; Vogler, C.; et al. 3D print of polymer bonded rare-earth magnets, and 3D magnetic field scanning with an end-user 3D printer. Appl. Phys. Lett. 2016, 109, 162401. [Google Scholar] [CrossRef]
- Ehrmann, G.; Blachowicz, T.; Ehrmann, A. Magnetic 3D-Printed Composites—Production and Applications. Polymers 2022, 14, 3895. [Google Scholar] [CrossRef]
- Bittner, F.; Thielsch, J.; Drossel, W.G. Microstructure and magnetic properties of Nd-Fe-B permanent magnets produced by laser powder bed fusion. Scr. Mater. 2021, 201, 113921. [Google Scholar] [CrossRef]
- Yu, K.S.; Cheng, C.W.; Lee, A.C.; Jhang Jian, W.Y.; Chang, W.C.; Chang, T.W.; Tsai, M.C. Additive manufacturing of NdFeB magnets by synchronized three-beam laser powder bed fusion. Opt. Laser Technol. 2022, 146, 107604. [Google Scholar] [CrossRef]
- Schäfer, K.; Braun, T.; Riegg, S.; Musekamp, J.; Gutfleisch, O. Polymer-bonded magnets produced by laser powder bed fusion: Influence of powder morphology, filler fraction and energy input on the magnetic and mechanical properties. Mater. Res. Bull. 2023, 158, 112051. [Google Scholar] [CrossRef]
- Tosoni, O.; Borges Mendonça, E.; Reijonen, J.; Antikainen, A.; Schäfer, L.; Riegg, S.; Gutfleisch, O. High-coercivity copper-rich Nd-Fe-B magnets by powder bed fusion using laser beam method. Addit. Manuf. 2023, 64, 103426. [Google Scholar] [CrossRef]
- Jacimovic, J.; Christen, T.; Dénervaud, E. Self-organized giant magnetic structures via additive manufacturing in NdFeB permanent magnets. Addit. Manuf. 2020, 34, 101288. [Google Scholar] [CrossRef]
- Ferrar, B.; Mullen, L.; Jones, E.; Stamp, R.; Sutcliffe, C.J. Gas flow effects on selective laser melting (SLM) manufacturing performance. J. Mater. Process. Technol. 2012, 212, 355–364. [Google Scholar] [CrossRef]
- Wu, J.; Aboulkhair, N.T.; Robertson, S.; Zhou, Z.; Bagot, P.A.J.; Moody, M.P.; Degano, M.; Ashcroft, I.; Hague, R.J.M. Amorphous-crystalline nanostructured Nd-Fe-B permanent magnets using laser powder bed fusion: Metallurgy and mag-netic properties. Acta Mater. 2023, 259, 119239. [Google Scholar] [CrossRef]
- Wendhausen, P.P.; Ahrens, C.H.; Baldissera, A.B.; Pavez, P.D.; Mascheroni, J.M. Additive Manufacturing of Bonded NdFeB, Process Parameters Evaluation on Magnetic Properties. In Proceedings of the 2017 IEEE International Magnetics Conference (INTERMAG), Dublin, Ireland, 24–28 April 2017; Volume 1. [Google Scholar]
- Mapley, M.; Pauls, J.P.; Tansley, G.; Busch, A.; Gregory, S.D. Selective laser sintering of bonded magnets from flake and spherical powders. Scr. Mater. 2019, 172, 154–158. [Google Scholar] [CrossRef]
- Huber, C.; Sepehri-Amin, H.; Goertler, M.; Groenefeld, M.; Teliban, I.; Hono, K.; Suess, D. Coercivity enhancement of selective laser sintered NdFeB magnets by grain boundary infiltration. Acta Mater. 2019, 172, 66–71. [Google Scholar] [CrossRef]
- Volegov, A.S.; Andreev, S.V.; Selezneva, N.V.; Ryzhikhin, I.A.; Kudrevatykh, N.V.; Mädler, L.; Okulov, I.V. Additive manufacturing of heavy rare earth free high-coercivity permanent magnets. Acta Mater. 2020, 188, 733–739. [Google Scholar] [CrossRef]
- Maltseva, V.E.; Andreeva, S.V.; Neznakhina, D.S.; Urzhumtseva, A.N.; Seleznevaa, N.V.; Volegov, A.S. Magnetic properties of permanent magnets from NdFeB obtained by selective laser sintering. Phys. Met. Metallogr. 2022, 123, 740–745. [Google Scholar] [CrossRef]
- Schäfer, K.; Fim, R.G.T.; Maccari, F.; Braun, T.; Riegg, S.; Skokov, K.P.; Koch, D.; Bruder, E.; Radulov, I.; Ahrens, C.H.; et al. Laser powder bed fusion of anisotropic Nd-Fe-B bonded magnets utilizing an in-situ mechanical alignment approach. J. Magn. Magn. Mater. 2023, 583, 171064. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Li, L.; Tirado, A.; Conner, B.S.; Chi, M.; Elliott, A.M.; Rios, O.; Zhou, H.; Paranthaman, M.P. A novel method combining additive manufacturing and alloy infiltration for NdFeB bonded magnet fabrication. J. Magn. Magn. Mater. 2017, 438, 163–167. [Google Scholar] [CrossRef]
- Ziaee, M.; Crane, N.B. Binder jetting: A review of process, materials, and methods. Addit. Manuf. 2019, 28, 781–801. [Google Scholar] [CrossRef]
- Paranthaman, M.P.; Shafer, C.S.; Elliott, A.M.; Siddel, D.H.; McGuire, M.A.; Springfield, R.M.; Martin, J.; Fredette, R.; Ormerod, J. Binder Jetting: A Novel NdFeB Bonded Magnet Fabrication Process. JOM-J. Min. Met. Mat. S. 2016, 68, 1978–1982. [Google Scholar] [CrossRef]
- Nlebedim, I.C.; Ucar, H.; Hatter, C.B.; McCallum, R.W.; McCall, S.K.; Kramer, M.J.; Paranthaman, M.P. Studies on in situ magnetic alignment of bonded anisotropic Nd-Fe-B alloy powders. J. Magn. Magn. Mater. 2017, 422, 168–173. [Google Scholar] [CrossRef]
- Engerroff, J.A.B.; Baldissera, A.B.; Magalhães, M.D.; Lamarão, P.H.; Wendhausen, P.A.P.; Ahrens, C.H.; Mascheroni, J.M. Additive manufacturing of Sm-Fe-N magnets. J. Rare Earths 2019, 37, 1078–1082. [Google Scholar] [CrossRef]
- Schönhöbel, A.M.; Madugundo, R.; Barandiarán, J.M.; Hadjipanayis, G.C.; Palanisamy, D.; Schwarz, T.; Gault, B.; Raabe, D.; Skokov, K.; Gutfleisch, O.; et al. Nanocrystalline Sm-based 1:12 magnets. Acta Mater. 2020, 200, 652–658. [Google Scholar] [CrossRef]
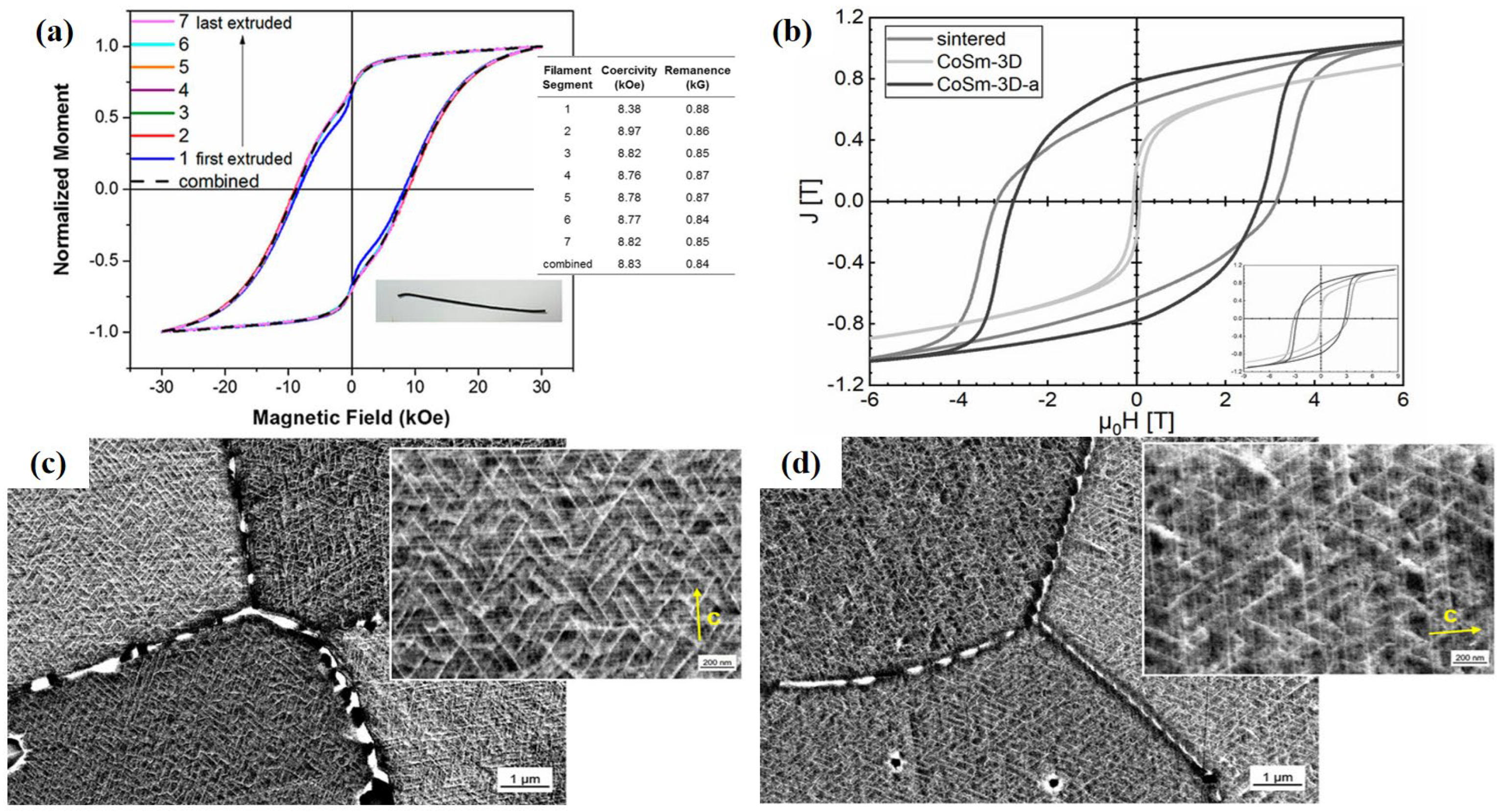
- Khazdozian, H.A.; Manzano, J.S.; Gandha, K.; Slowing, I.I.; Nlebedim, I.C. Recycled Sm-Co bonded magnet filaments for 3D printing of magnets. AIP Adv. 2018, 8, 056722. [Google Scholar] [CrossRef]
- Huang, J.; Yung, K.C.; Ang, D.T.C. Magnetic properties of SmCo5 alloy fabricated by laser sintering. J. Mater. Sci. Mater. Electron. 2019, 30, 11282–11290. [Google Scholar] [CrossRef]
- Goll, D.; Trauter, F.; Braun, P.; Laukart, J.; Loeffler, R.; Golla-Schindler, U.; Schneider, G. Additive Manufacturing of Permanent Magnets Based on (CoCuFeZr)17Sm2. Phys. Status Solid-R. 2021, 15, 2100294. [Google Scholar] [CrossRef]
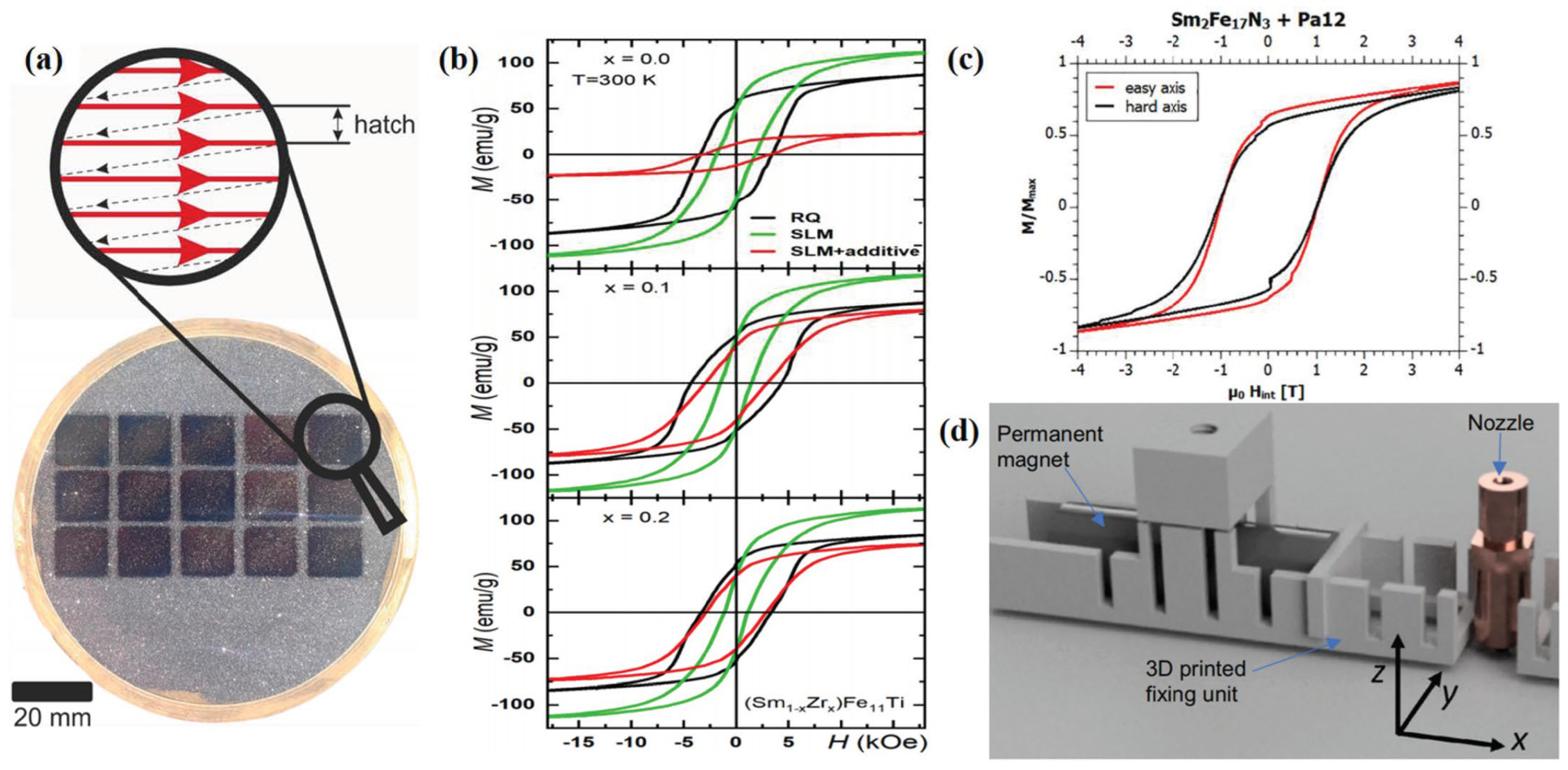
- Neznakhin, D.S.; Maltseva, V.E.; Andreev, S.V.; Selezneva, N.V.; Patrakov, E.I.; Golovnia, O.A.; Volegov, A.S. Phase composition and magnetic properties of (Sm,Zr)Fe11Ti magnets produced by selective laser melting. J. Magn. Magn. Mater. 2022, 563, 169937. [Google Scholar] [CrossRef]
- Suppan, M.; Huber, C.; Mathauer, K.; Abert, C.; Brucker, F.; Gonzalez-Gutierrez, J.; Schuschnigg, S.; Groenefeld, M.; Teliban, I.; Kobe, S.; et al. In-situ alignment of 3D printed anisotropic hard magnets. Sci. Rep. 2022, 12, 17590. [Google Scholar] [CrossRef]
- Ye, J.; Liu, Y.; Li, M.; Song, D.; Gao, S.; Tu, M. Preparation of isotropic Sm2Fe17Nx magnetic powders and their bonded magnets. Rare Met. 2006, 25, 568–571. [Google Scholar] [CrossRef]
- Goll, D.; Vogelgsang, D.; Pflanz, U.; Hohs, D.; Grubesa, T.; Schurr, J.; Bernthaler, T.; Kolb, D.; Riegel, H.; Schneider, G. Refining the Microstructure of Fe-Nd-B by Selective Laser Melting. Phys. Status Solidi-R. 2019, 13, 1800536. [Google Scholar] [CrossRef]
- Röhrig, M.; Fim, R.G.T.; Quispe, L.T.; Landgraf, F.J.G.; Ahrens, C.H.; Plá Cid, C.C.; Wendhausen, P.A.P. On the feasibility of using Sm2Fe17Nx powders obtained by HDDR process for laser powder bed fusion of bonded permanent magnets. J. Magn. Magn. Mater. 2023, 565, 170273. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
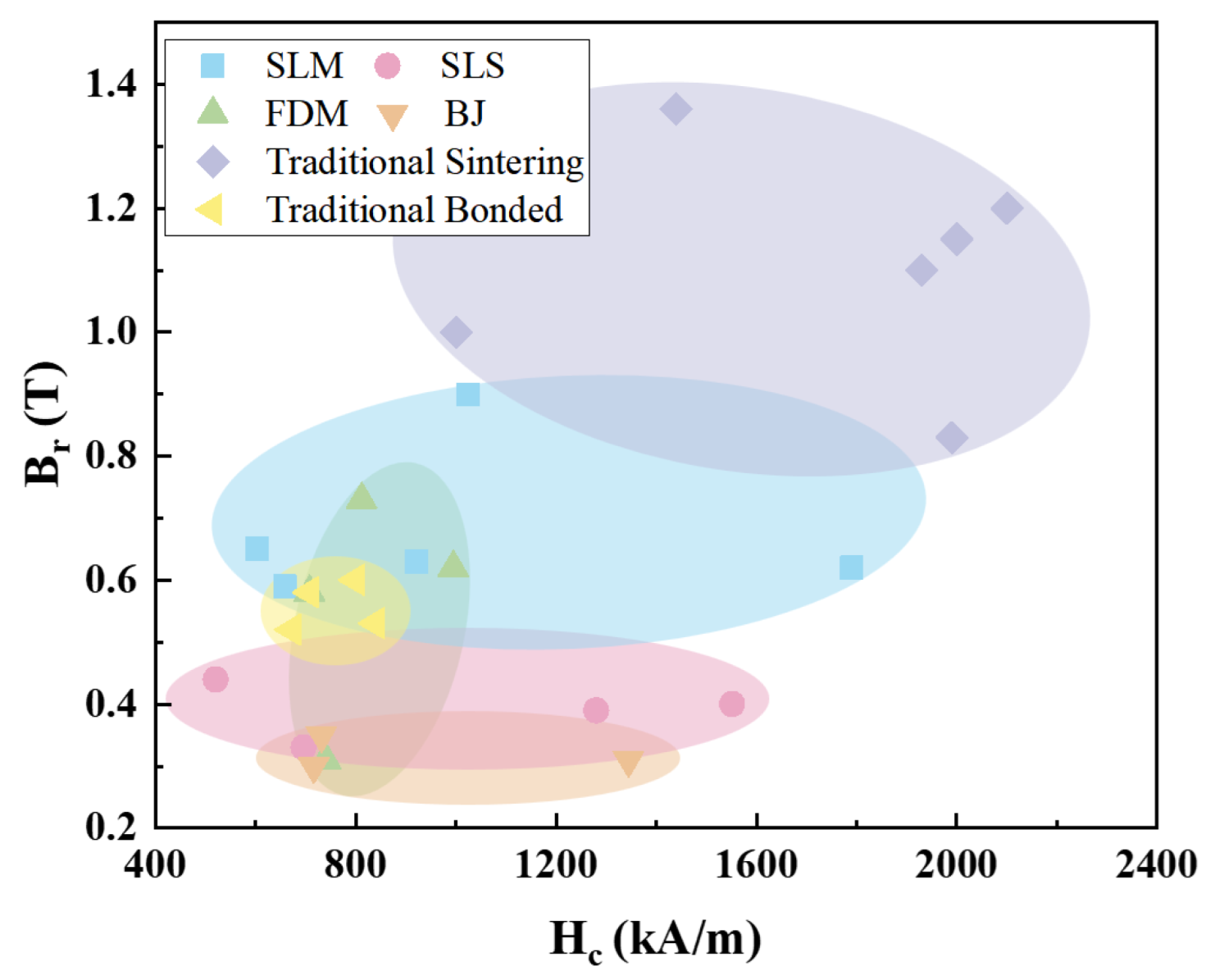
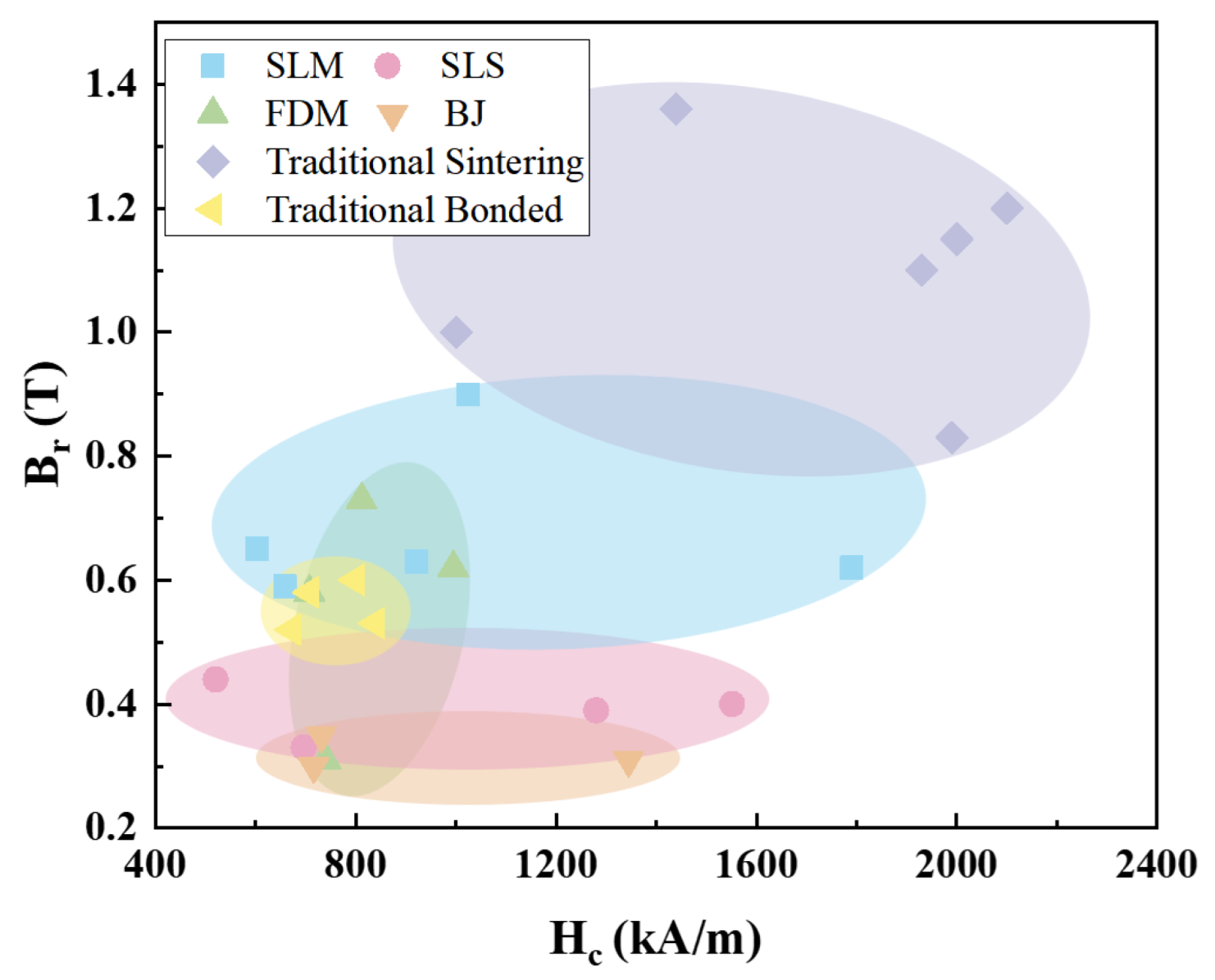
| Material | Method | Br (T) | Hc (kA/m) | (BH)max (kJ/m3) | Auxiliary Method | Refs. |
|---|---|---|---|---|---|---|
| Nd-Fe-B | SLM | 0.59 | 659 | 45 | - | [43] |
| Nd-Fe-B | SLM | 0.9 | 1025 | - | - | [67] |
| Nd-Fe-B | SLM | 0.65 | 603 | 62 | - | [34] |
| Nd-Fe-B | SLM | 0.62 | 1790 | 65 | - | [49] |
| Nd-Fe-B | SLM | 0.62 | 1790 | 65 | Annealing progress | [60] |
| Nd-Fe-B | SLS | - | 1280 | - | In situ grain boundary infiltration | [55] |
| Nd-Fe-B + PA | SLS | 0.33 | 696 | 17.1 | - | [56] |
| Nd-Fe-B | SLS | 0.44 | 520 | - | - | [58] |
| Nd-Fe-B | SLS | 0.39 | 1200 | - | Grain boundary infiltration | [58] |
| Nd-Fe-B | SLS | - | 1552 | - | Grain boundary infiltration | [61] |
| Nd-Fe-B + PA | FDM | 0.31 | 740 | - | - | [47] |
| Nd-Fe-B + PA | FDM | 0.58 | 708.2 | 58.1 | - | [40] |
| Nd-Fe-B + EVA | FDM | 0.62 | 994.7 | 75.6 | In situ magnetic field | [66] |
| Nd-Fe-B + Sm-Fe-N + PA | FDM | 0.73 | 811.7 | 89.9 | In situ magnetic field | [29] |
| Nd-Fe-B + Binder | BJ | 0.3 | 716.2 | - | - | [64] |
| Nd-Fe-B + DEG | BJ | 0.35 | 732 | - | - | [62] |
| SmCo5 | SLS | - | 126 | - | - | [69] |
| (CoCuFeZr)17Sm2 | SLM | 0.78 | 2204 | 109.4 | Annealing process | [70] |
| (Sm,Zr)Fe11Ti + SmCuCo | SLM | - | 240 | - | - | [71] |
| Sm-Fe-N + PA | SLS | 0.25 | 616 | - | - | [74] |
| Sm-Fe-N + PA | SLS | 0.4 | 642 | - | CIP | [74] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Xiong, C.; Li, Y. Additive Manufacturing of Rare Earth Permanent Magnetic Materials: Research Status and Prospects. Metals 2024, 14, 446. https://doi.org/10.3390/met14040446
Chen Y, Xiong C, Li Y. Additive Manufacturing of Rare Earth Permanent Magnetic Materials: Research Status and Prospects. Metals. 2024; 14(4):446. https://doi.org/10.3390/met14040446
Chicago/Turabian StyleChen, Yun, Chengyue Xiong, and Yongbing Li. 2024. "Additive Manufacturing of Rare Earth Permanent Magnetic Materials: Research Status and Prospects" Metals 14, no. 4: 446. https://doi.org/10.3390/met14040446
APA StyleChen, Y., Xiong, C., & Li, Y. (2024). Additive Manufacturing of Rare Earth Permanent Magnetic Materials: Research Status and Prospects. Metals, 14(4), 446. https://doi.org/10.3390/met14040446