
Evaluation of 3D Printing Orientation on Volume Parameters and Mechanical Properties of As-Build TI64ELI

Abstract
:1. Introduction
2. Methodology
2.1. Fabrication of Material
2.2. X-ray Computed Tomography to Analyse the Porosity on As-Built Ti64ELI Samples
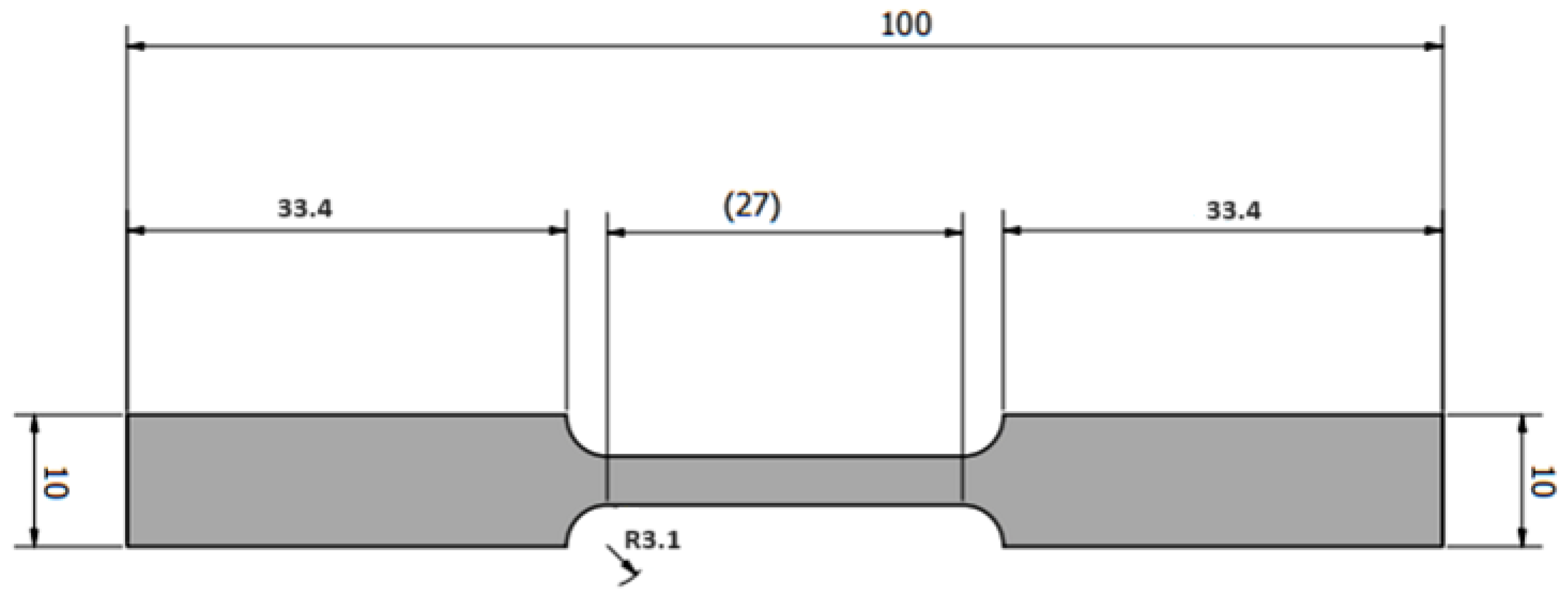
2.3. Tensile Test
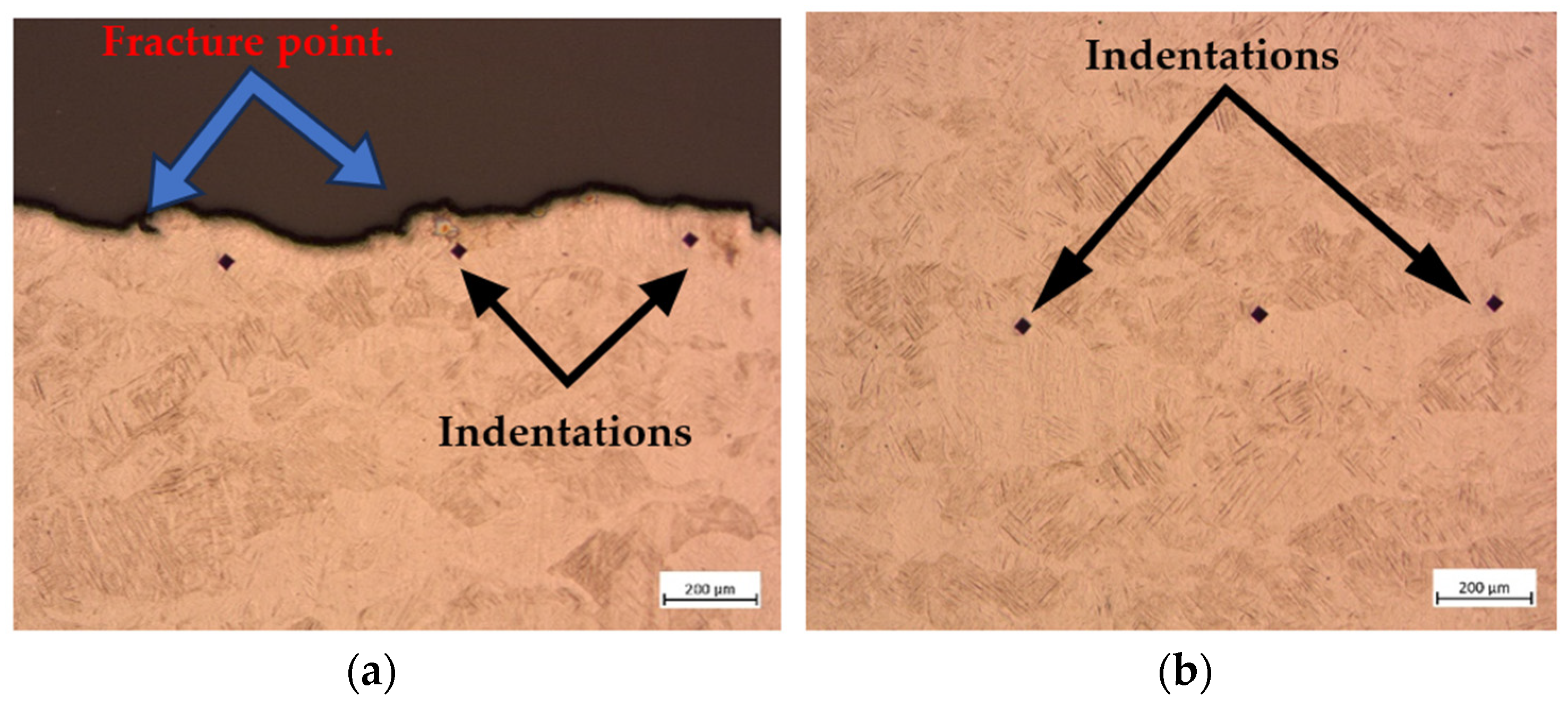
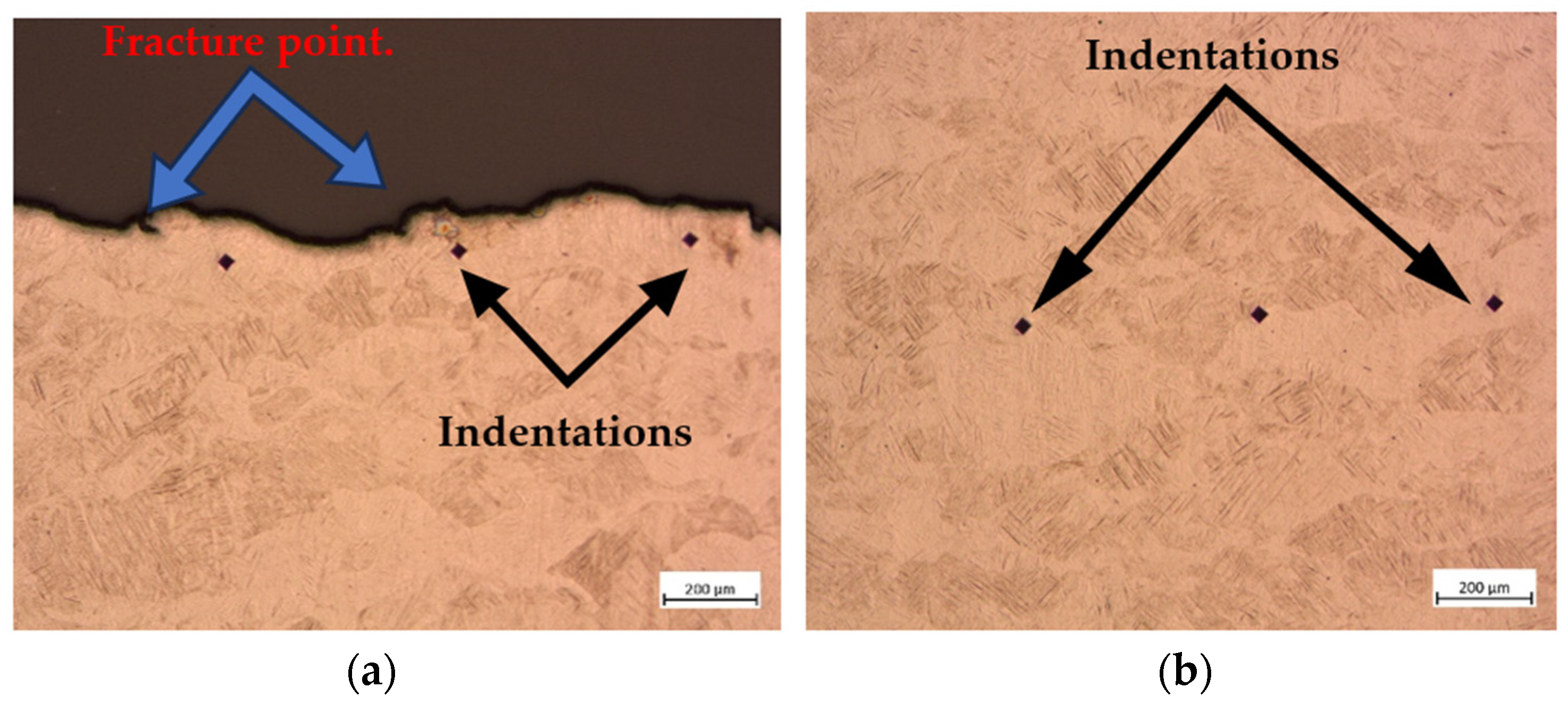
2.4. Scanning Electron Microscope (SEM) and Micro-Hardness Test on the Fractured Surface
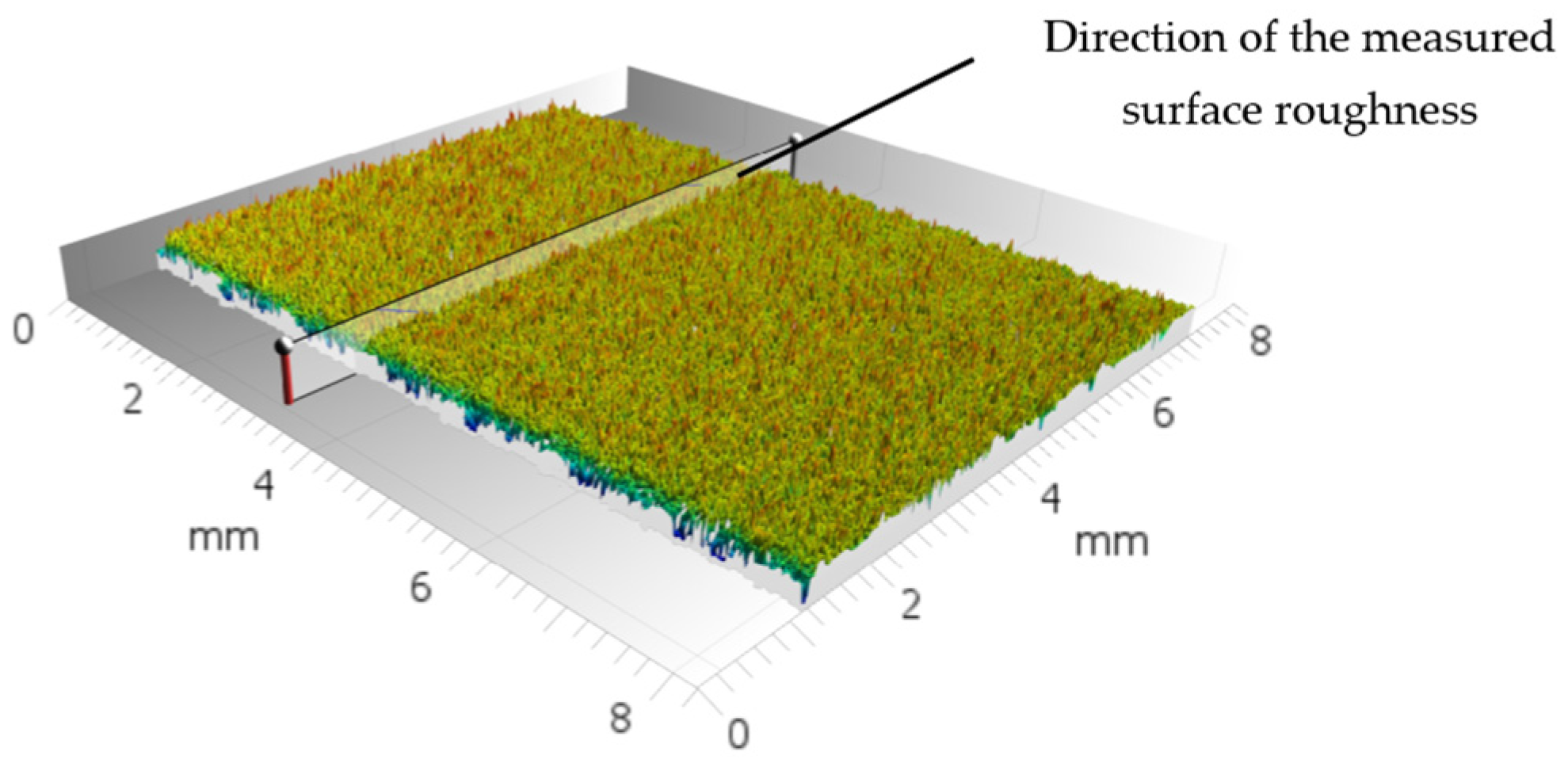
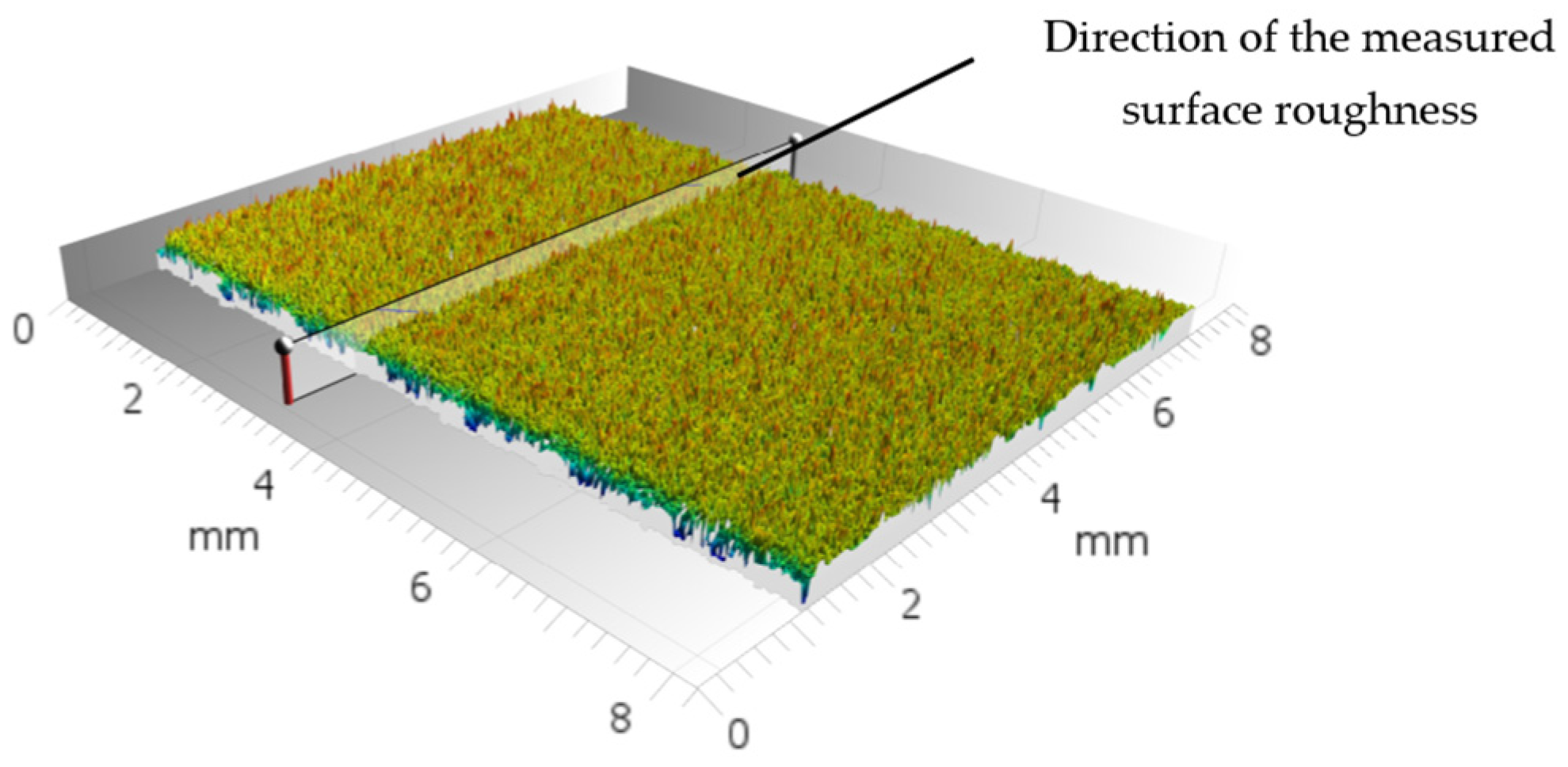
2.5. Surface Roughness Test
3. Results and Discussion
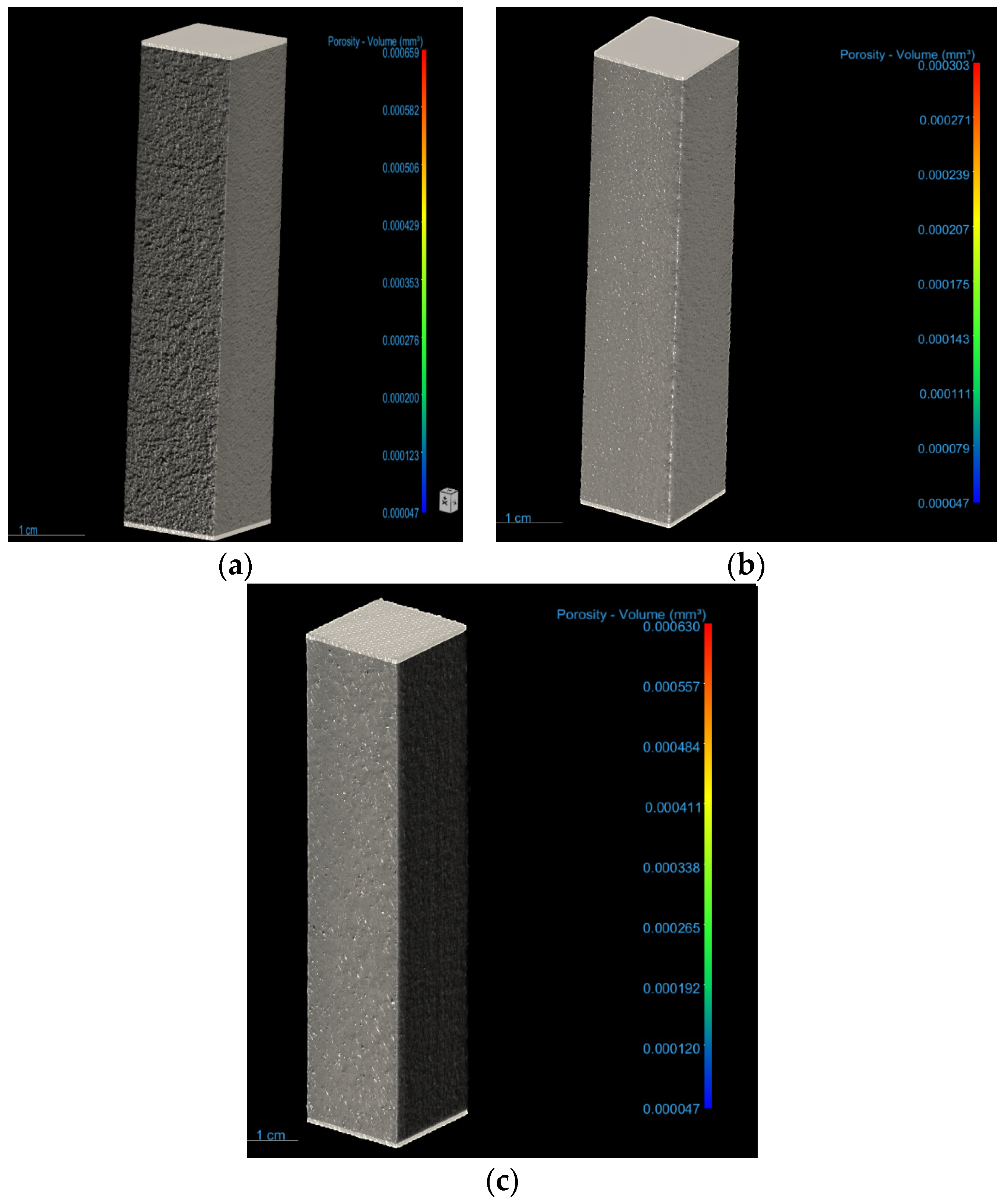
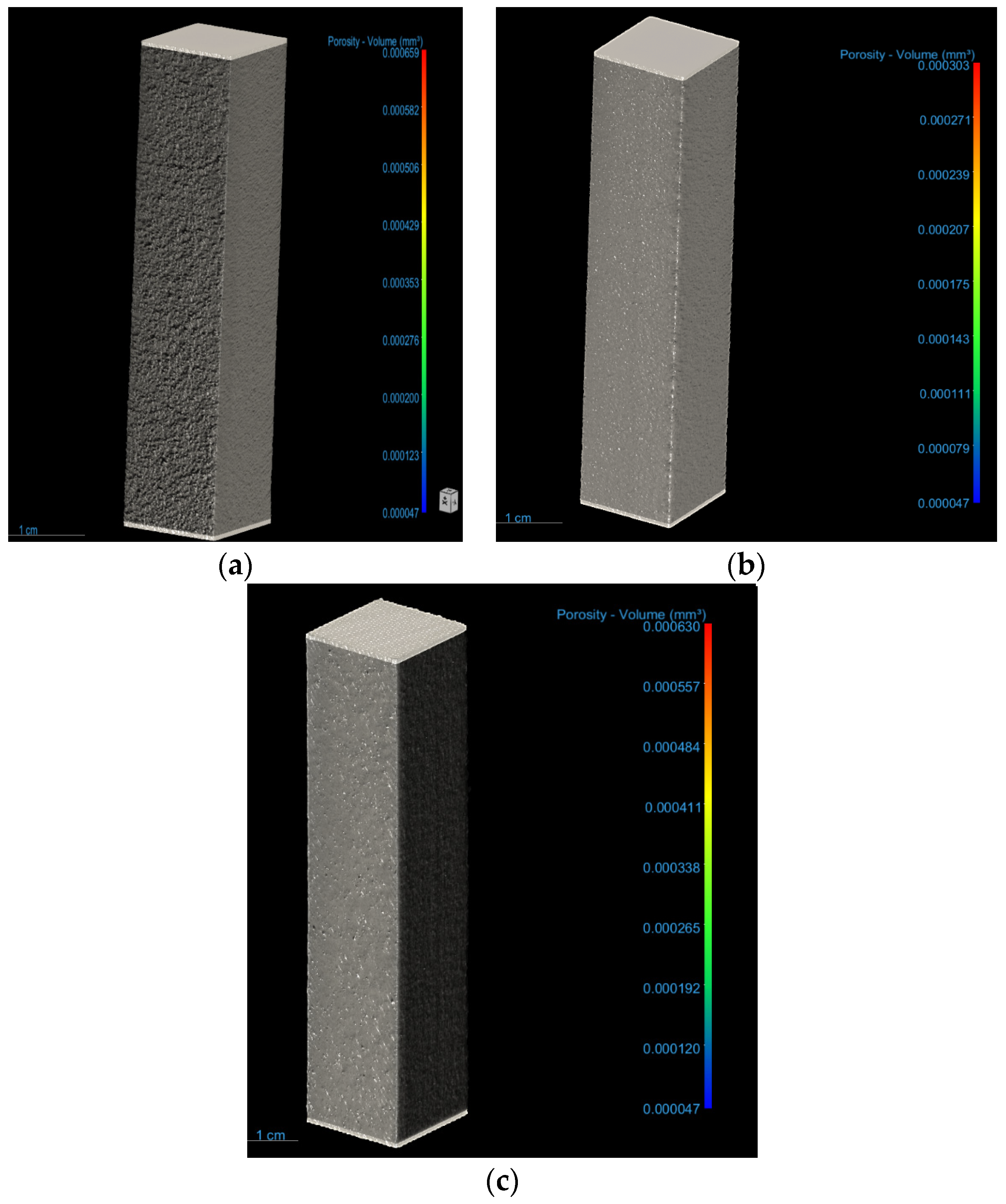
3.1. Porosity Analysis
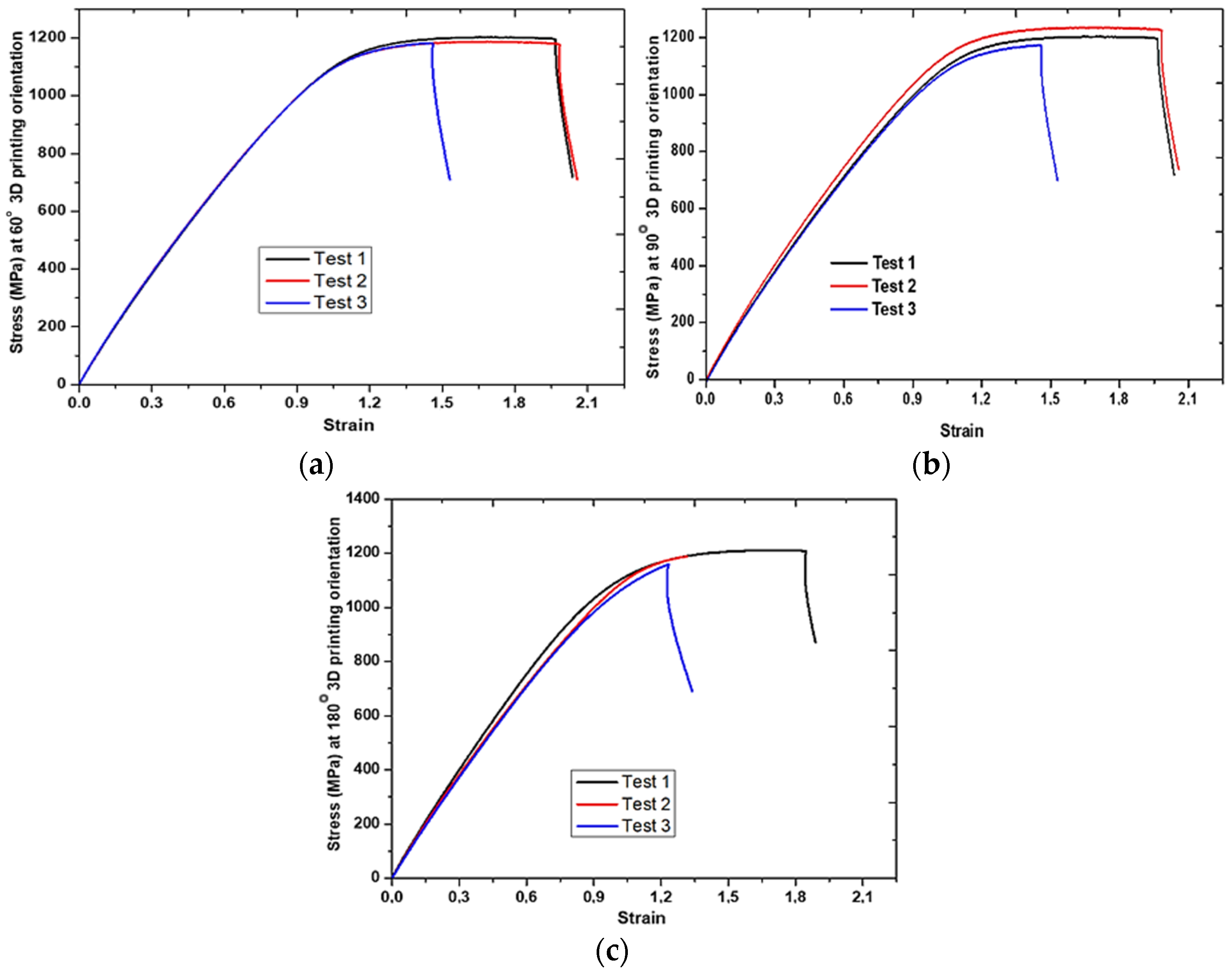
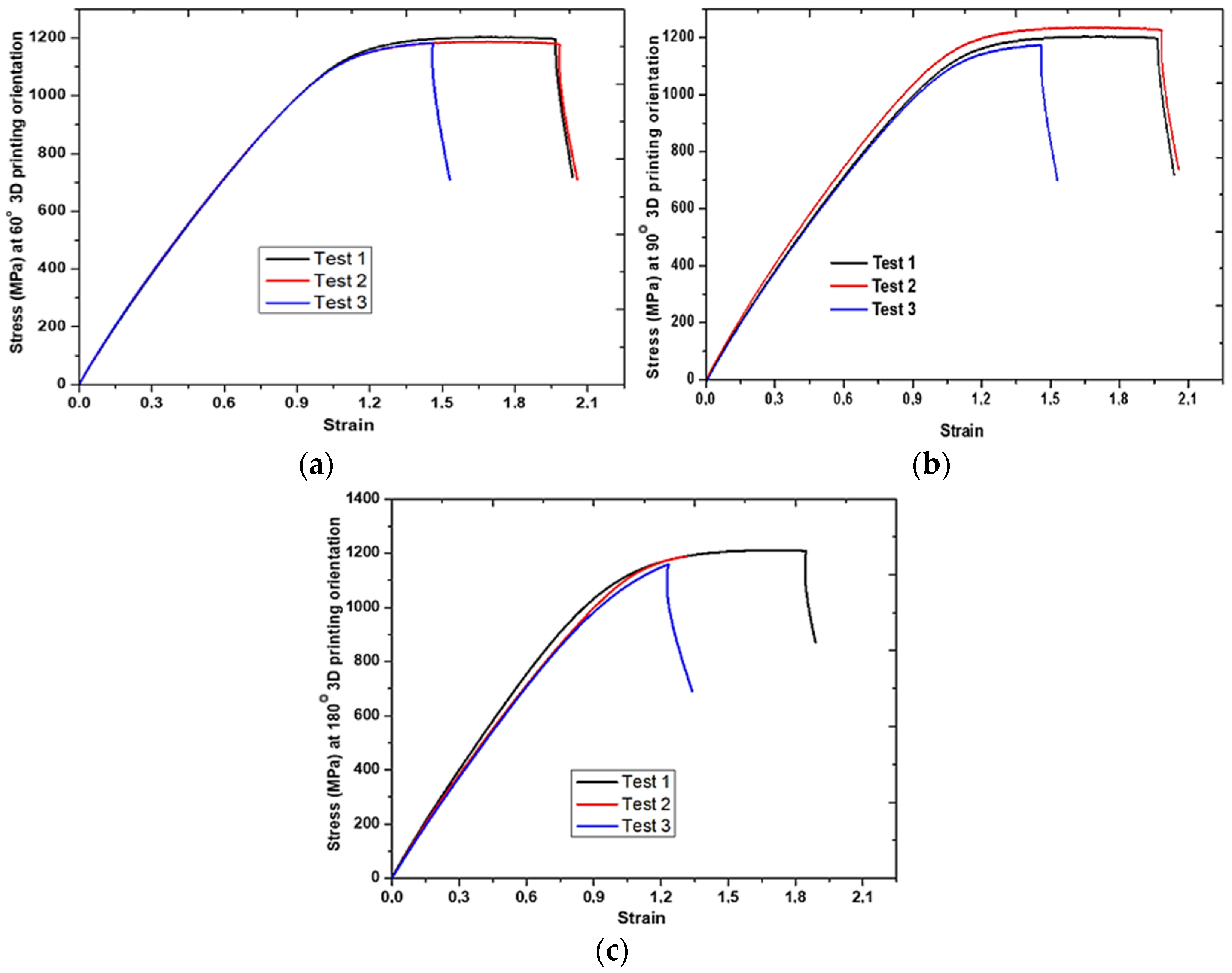
3.2. Tensile Test
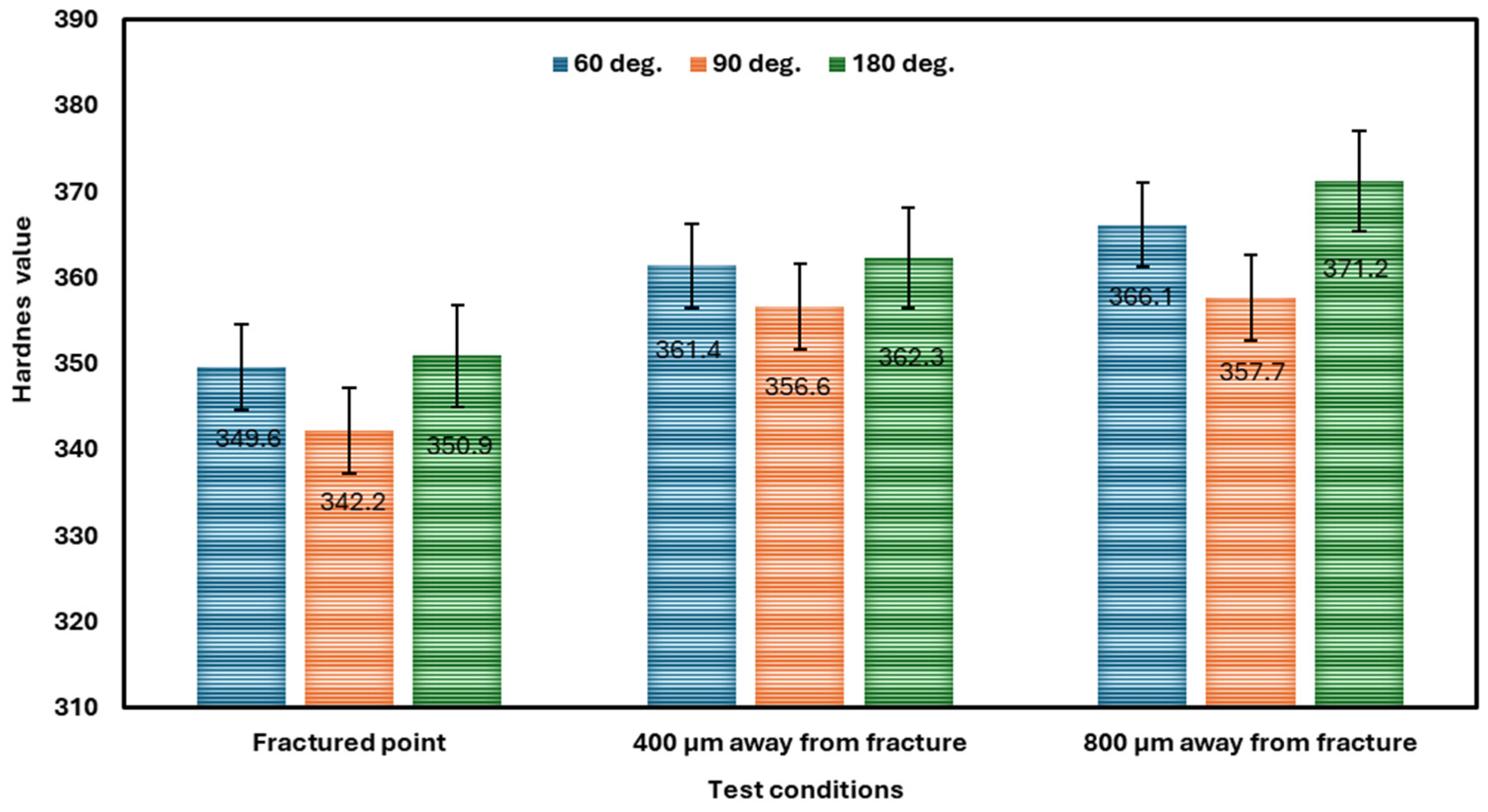
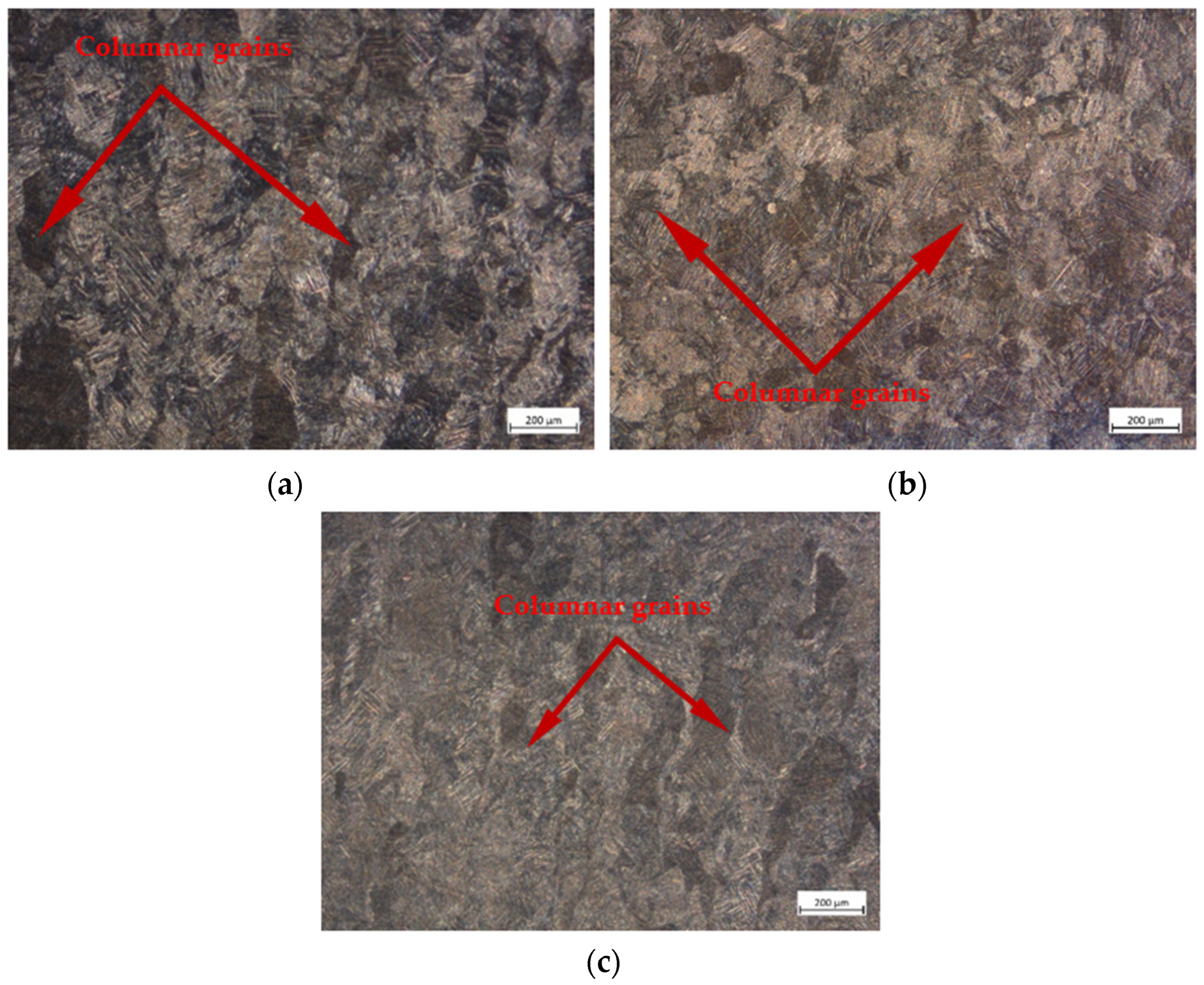
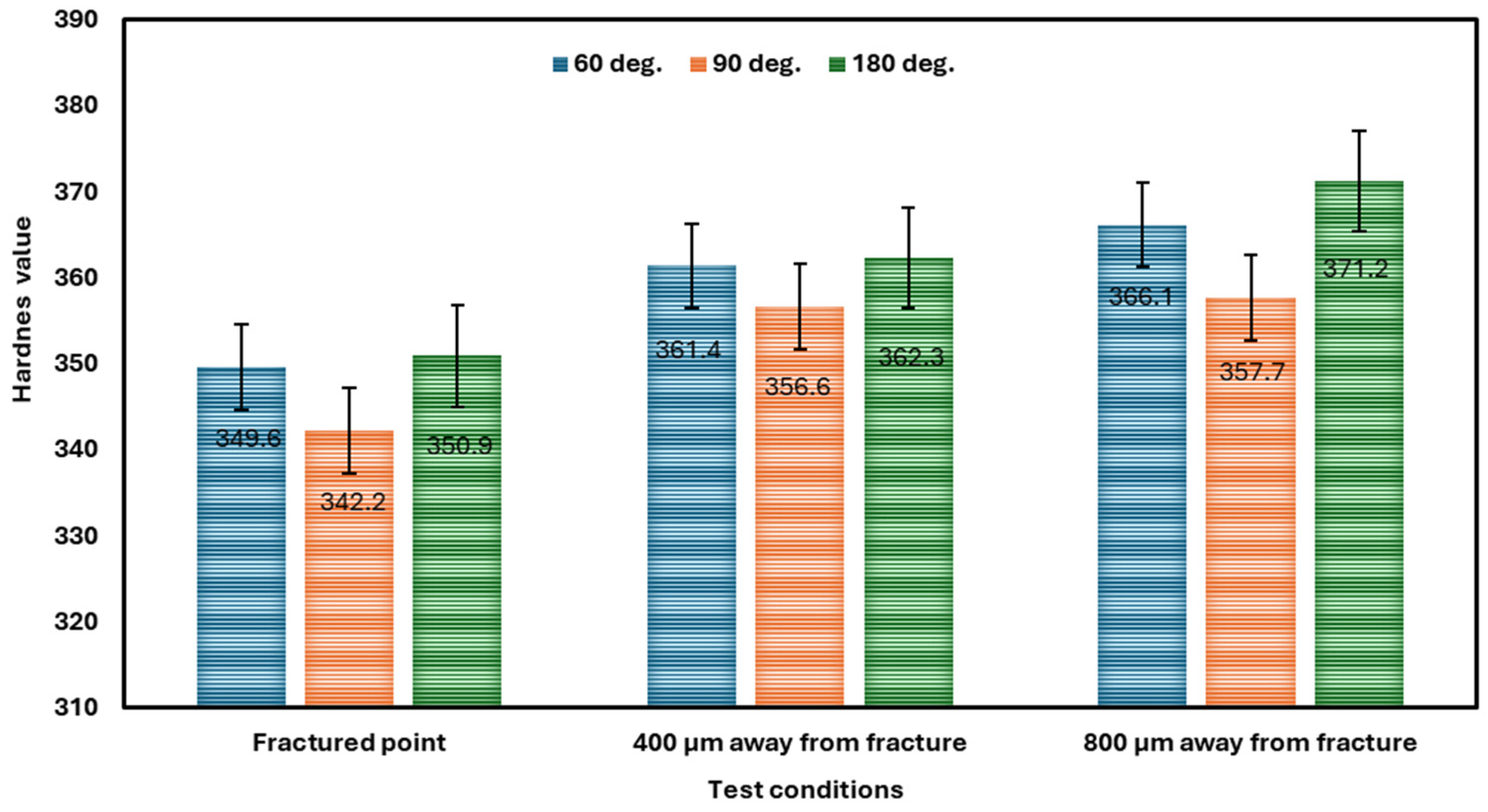
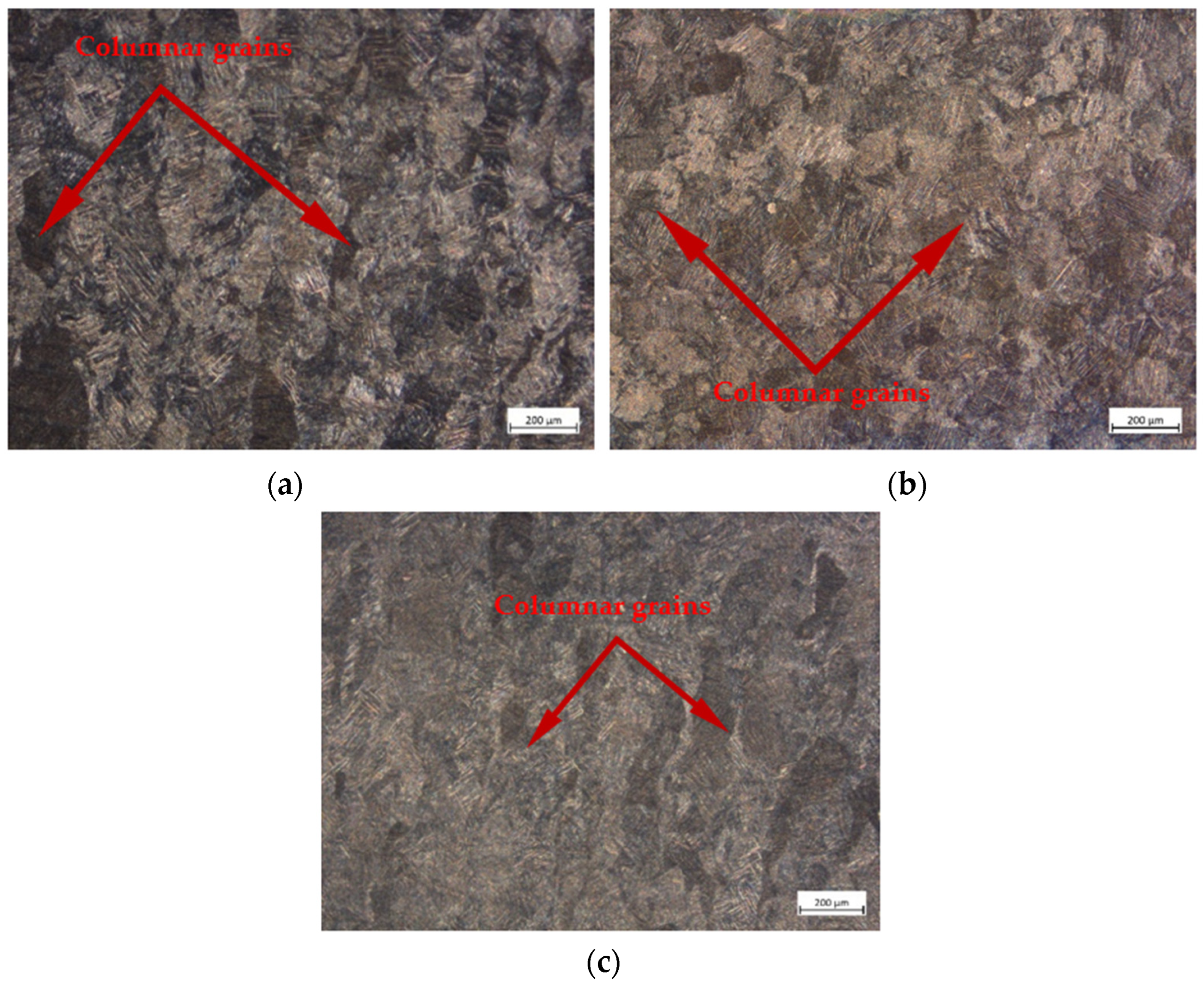
3.3. Micro-Hardness and Micro-Structure
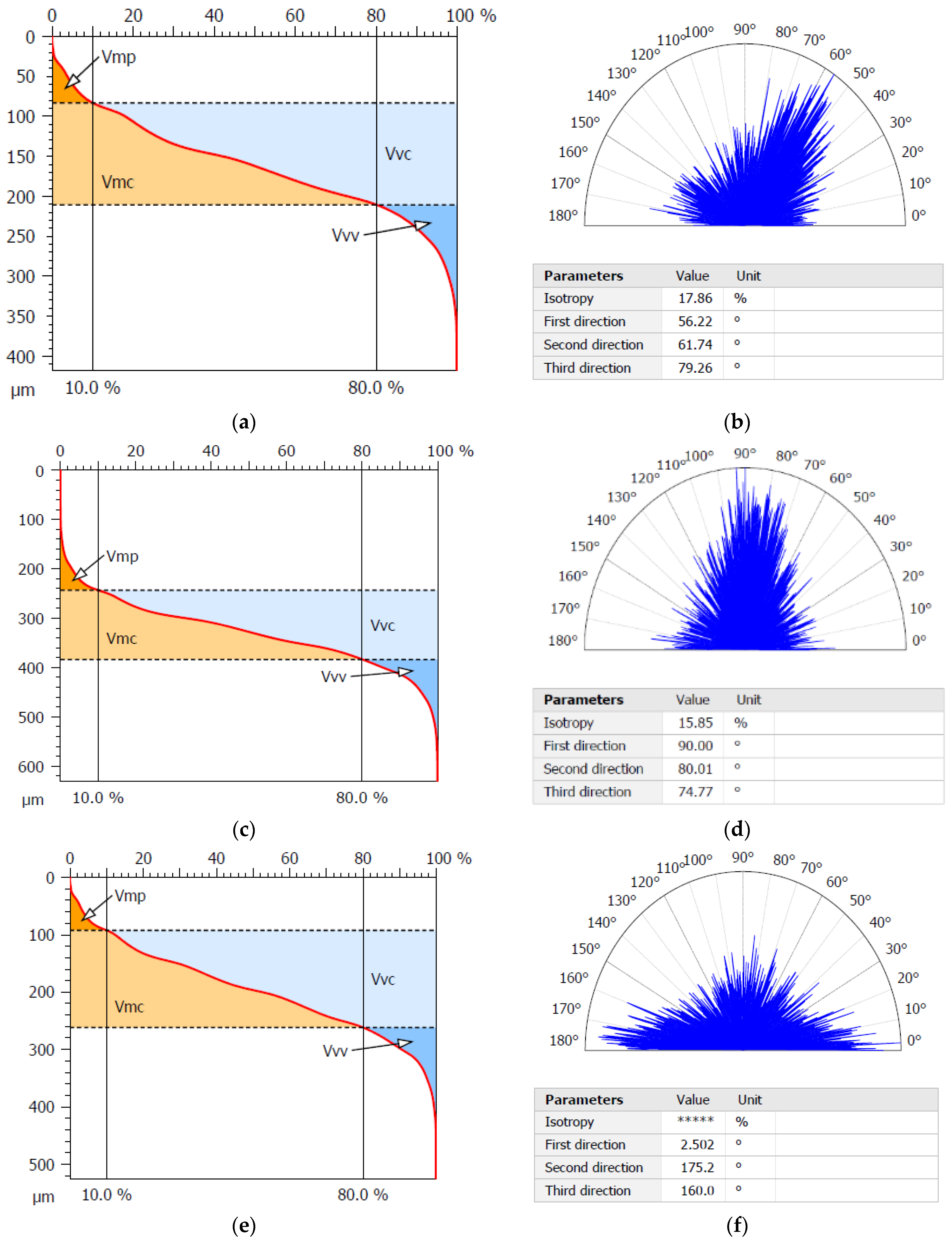
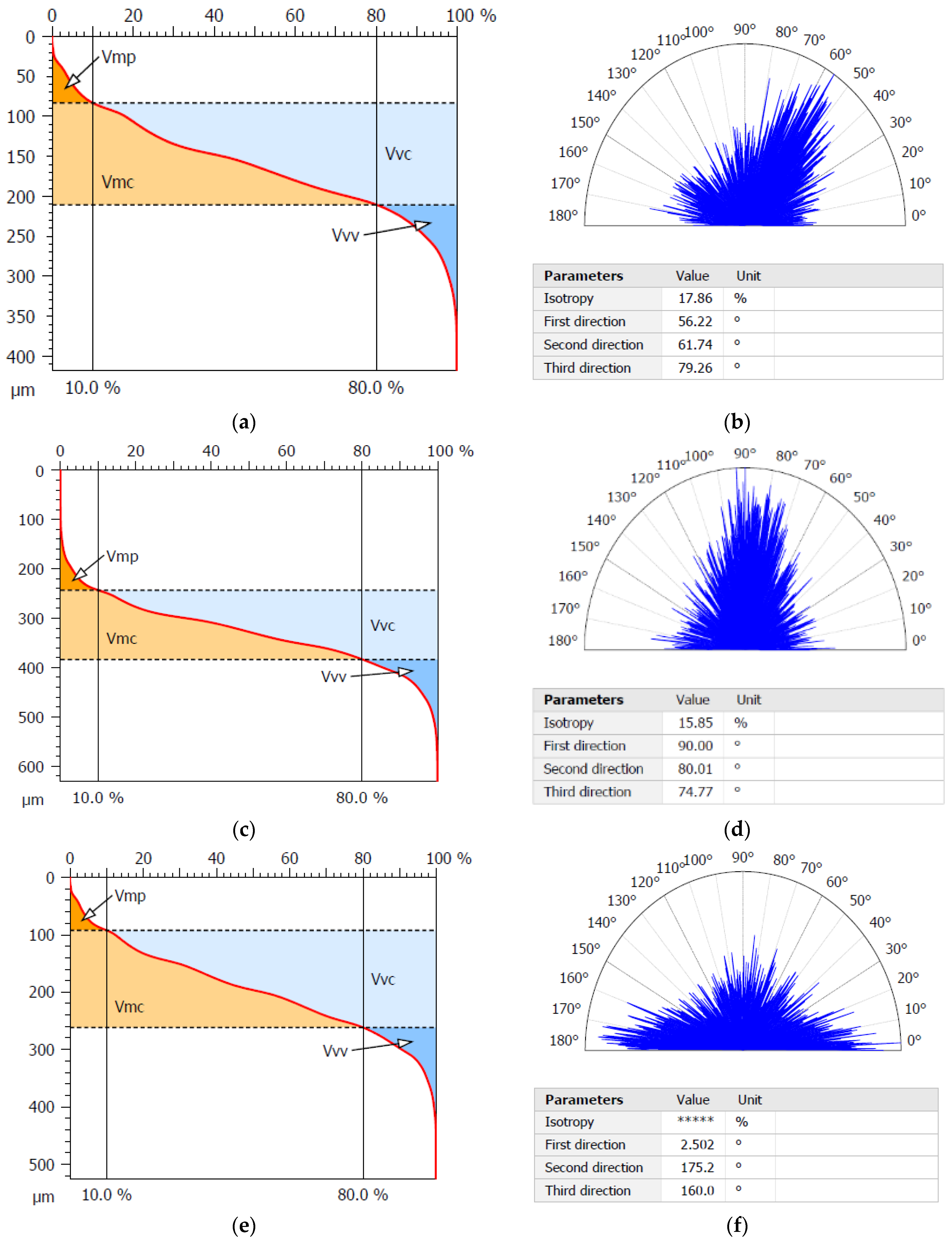
3.4. The Effect of Printing Orientation on Volume Parameters and Surface Roughness Parameters
3.5. Application of the Study, Comparison of Current Work and Experimental Results in Literature
4. Conclusions
- The study showed that each mechanical test that was performed contributes differently to the printing orientation, e.g., some test samples had better properties when 180° printing orientation was used, and others had poorer properties when 180° printing orientation was used;
- It was discovered that a printing orientation of 60° yielded 366.1 HV. This value further increased to 371.2 HV when 180° printing orientation samples were tested. However, the lowest HV value was observed to be 357.7 HV at a 90° printing orientation;
- The core material volume (Vmc) was 0.05266 mm3/mm2 at 60° orientations, which increased by 11.48% for the 90° orientations. Furthermore, it was observed that the surface roughness (Sa) at the 60° orientation was 43.68 μm. This was further increased by 6% when using the 90° orientations;
- Hence, the study revealed that care should be taken when choosing a mechanical test, as it will influence the application of the tested samples.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pera, F.; Carossa, M.; Bagnasco, F.; Crupi, A.; Ambrogio, G.; Isola, G.; Menini, M.; Pesce, P. Comparison between Bone-Level and Tissue-Level Implants in Immediate-Loading Full-Arch Rehabilitations: A Retrospective Multi-Center 1-Year Follow-Up Study. Prosthesis 2023, 5, 1301–1311. [Google Scholar] [CrossRef]
- Robau-Porrua, A.; Pérez-Rodríguez, Y.; Soris-Rodríguez, L.M.; Pérez-Acosta, O.; González, J.E. The effect of diameter, length and elastic modulus of a dental implant on stress and strain levels in peri-implant bone: A 3D finite element analysis. Biomed. Mater. Eng. 2020, 30, 541–558. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Zhong, H.; Cao, B.; Ran, Z.; Tan, J.; Deng, L.; Hao, Y.; Yan, J. Comparative Study of 3D-Printed Porous Titanium Alloy with Rod Designs of Three Different Geometric Structures for Orthopaedic Implantation. Acta Metall. Sin. 2024, 37, 54–66. [Google Scholar] [CrossRef]
- Chowdhury, S.; Arunachalam, N. Surface functionalization of additively manufactured titanium alloy for orthopaedic implant applications. J. Manuf. Process. 2023, 102, 387–405. [Google Scholar] [CrossRef]
- Pérez, R.A.; Gargallo, J.; Altuna, P.; Herrero-Climent, M.; Gil, F.J. Fatigue of Narrow Dental Implants: Influence of the Hardening Method. Materials 2020, 13, 1429. [Google Scholar] [CrossRef]
- Li, H.; Yao, B.; Li, Z.; Peng, Y.; Fan, H. Compressive properties and deformation mechanism of selective laser melting of Ti6Al4V porous femoral implants based on topological optimization. Compos. Struct. 2023, 321, 117326. [Google Scholar] [CrossRef]
- Lebea, L.; Ngwangwa, H.M.; Desai, D.A.; Nemavhola, F. Corrosion Resistance of 3D-Printed Titanium Alloy Ti64-ELI Parts for Dental Application. Appl. Bionics Biomech. 2022, 2022, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Sotniczuk, A.; Majchrowicz, K.; Kuczyn, D. Surface Properties and Mechanical Performance of Ti-Based Dental Materials: Comparative Effect of Valve Alloying Elements and Structural Defects. Metall. Mater. Trans. 2022, 53, 225–239. [Google Scholar] [CrossRef]
- Tu, C.C.; Tsai, P.I.; Chen, S.Y.; Kuo, M.Y.P.; Sun, J.S.; Chang, J.Z.C. 3D laser-printed porous Ti6Al4V dental implants for compromised bone support. J. Formos. Med. Assoc. 2020, 119, 420–429. [Google Scholar]
- Lebea, L.; Ngwangwa, H.; Desai, D.; Nemavhola, F. Investigation on 3D printed dental Titanium Ti64ELI and lifetime prediction. In Current Perspectives and New Directions in Mechanics, Modelling and Design of Structural Systems, Proceedings of the Eighth International Conference on Structural Engineering, Mechanics and Computation (SEMC 2022, Cape Town, South Africa, 5–7 September 2022); CRC Press: Boca Raton, FL, USA; Taylor & Francis: Abingdon, UK, 2022; pp. 613–617. [Google Scholar]
- Macedo, J.P.; Pereira, J.; Faria, J.; Souza, J.C.M.; Alves, J.L.; López-López, J.; Henriques, B. Computer Methods in Biomechanics and Biomedical Engineering Finite element analysis of peri-implant bone volume affected by stresses around Morse taper implants: Effects of implant positioning to the bone crest. Comput. Methods Biomech. Biomed. Eng. 2019, 21, 655–662. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Li, P.; Dong, P.; Zeng, Y.; Chen, J. Investigation on 3D printing ZrO2 implant abutment and its fatigue performance simulation. Ceram. Int. 2021, 47, 1053–1062. [Google Scholar] [CrossRef]
- Yu, T.; Gao, H.; Liu, T.; Huang, Y.; Wang, C. Effects of immediately static loading on osteointegration and osteogenesis around 3D-printed porous implant: A histological and biomechanical study. Mater. Sci. Eng. C 2020, 108, 2019. [Google Scholar] [CrossRef]
- He, S.; Zhu, J.; Jing, Y.; Long, S.; Tang, L.; Cheng, L.; Shi, Z. Effect of 3D-Printed Porous Titanium Alloy Pore Structure on Bone Regeneration: A Review. Coatings 2024, 14, 253. [Google Scholar] [CrossRef]
- Peng, K.; Cai, G.; Hu, B.; Huang, X. Investigation on effect of pillar size on the comprehensive properties of Ti6Al4V lattice fabricated by selective laser melting. Mater. Sci. Eng. A 2022, 860, 144281. [Google Scholar] [CrossRef]
- Dzogbewu, T.C.; de Beer, D.J. Additive manufacturing of NiTi shape memory alloy and its industrial applications. Heliyon 2024, 10, e23369. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Zhang, Z.; Zhang, S.; Bai, Z.; Qin, R.; Huang, J.; Wang, J.; Huang, K.; Zhang, Q.; Wen, G. A novel approach of online monitoring for laser powder bed fusion defects: Air-borne Acoustic Emission and Deep Transfer Learning. J. Manuf. Process. 2023, 102, 579–592. [Google Scholar] [CrossRef]
- Wang, J.; Huang, J.; Xiong, C.; Gong, H.; Liang, C.; Zhang, Q.; Zhang, J.; Zhao, P.; Yang, Y.; Zhou, J.; et al. Actuation waveform auto-design of drop-on-demand inkjet for ejection droplet without satellite. J. Manuf. Process. 2023, 102, 910–920. [Google Scholar] [CrossRef]
- Lebea, L.; Ngwangwa, H.M.; Desai, D.; Nemavhola, F. Experimental Investigation into the Effect of Surface Roughness and Mechanical Properties of 3D-Printed Titanium Ti-64 ELI after Heat Treatment. Int. J. Mech. Mater. Eng. 2021, 16, 16. [Google Scholar] [CrossRef]
- Araújo, B.; Da, N.; Leguizamón, P.; Chokyu, Y.; Rey, D.; Fernandes, L. Bacterial response to Ti-35Nb-7Zr-5Ta alloy incorporated with calcium, phosphate and magnesium. J. Mater. Sci. Mater. Med. 2023, 34, 21. [Google Scholar] [CrossRef]
- Bernhardt, A.; Schneider, J.; Schroeder, A.; Papadopoulous, K.; Lopez, E.; Brückner, F.; Botzenhart, U. Surface conditioning of additively manufactured titanium implants and its influence on materials properties and in vitro biocompatibility. Mater. Sci. Eng. C 2021, 119, 111631. [Google Scholar] [CrossRef] [PubMed]
- Tamayo, J.A.; Riascos, M.; Vargas, C.A.; Baena, L.M. Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 2021, 7, e06892. [Google Scholar] [CrossRef] [PubMed]
- Ren, B.; Wan, Y.; Liu, C.; Wang, H.; Yu, M.; Zhang, X.; Huang, Y. Improved osseointegration of 3D printed Ti-6Al-4V implant with a hierarchical micro/nano surface topography: An in vitro and in vivo study. Mater. Sci. Eng. C 2021, 118, 111505. [Google Scholar] [CrossRef] [PubMed]
- Haar, G.M.T.; Becker, T.H. Selective laser melting produced Ti-6Al-4V: Post-process heat treatments to achieve superior tensile properties. Materials 2018, 11, 146. [Google Scholar] [CrossRef] [PubMed]
- Ramosena, L.A.; Dzogbewu, T.C.; Preez, W.D. Direct Metal Laser Sintering of the Ti6Al4V Alloy from a Powder Blend. Materials 2022, 15, 8193. [Google Scholar] [CrossRef] [PubMed]
- Pirmoradian, M.; Naeeni, H.A.; Firouzbakht, M.; Toghraie, D.; Khabaz, M.K.; Darabi, R. Finite element analysis and experimental evaluation on stress distribution and sensitivity of dental implants to assess optimum length and thread pitch. Comput. Methods Programs Biomed. 2020, 187, 105258. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Liu, Y.; An, H.; Yi, J.; Li, C.; Wang, X.; Chai, W. Recent advances in prevention, detection and treatment in prosthetic joint infections of bioactive materials. Front. Bioeng. Biotechnol. 2022, 10, 1053399. [Google Scholar] [CrossRef] [PubMed]
- BS EN ISO 14801:2016; BSI Standards Publication Dentistry—Implants—Dynamic Loading Test for Endosseous Dental Implants. BSI: London, UK, 2016.
- Muiruri, A.; Maringa, M.; Preez, W.D. Development of VUMAT and VUHARD Subroutines for Simulating the Dynamic Mechanical Properties of Additively Manufactured Parts. Materials 2022, 15, 372. [Google Scholar] [CrossRef]
- Plessis, A.D.; Boshoff, W.P. A review of X-ray computed tomography of concrete and asphalt construction materials. Constr. Build. Mater. 2019, 199, 637–651. [Google Scholar] [CrossRef]
- ASTM D638-22; Standard Test Method for Tensile Properties of Plastics. ASTM: West Conshohocken, PA, USA, 2003; Volume 8, pp. 46–58.
- Plessis, A.D.; le Roux, S.G.; Guelpa, A. The CT Scanner Facility at Stellenbosch University: An open access X-ray computed tomography laboratory. Nucl. Instrum. Methods Phys. Res. Sect. B Beam Interact. Mater. At. 2016, 384, 42–49. [Google Scholar] [CrossRef]
- Plessis, A.D.; Yadroitsava, I.; Kouprianoff, D.; Yadroitsev, I. Numerical and experimental study of the effect of artificial porosity in a lattice structure manufactured by laser based powder bed fusion. In Proceedings of the 2018 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 808–820. [Google Scholar] [CrossRef]
- Monaheng, L.F.; Preez, W.B.D.; Polese, C. Towards qualification in the aviation industry: Impact toughness of ti6al4v(eli) specimens produced through laser powder bed fusion followed by two-stage heat treatment. Metals 2021, 11, 1736. [Google Scholar] [CrossRef]
- Becker, T.; van Rooyen, M.; Dimitrov, D. Heat treatment of TI-6AL-4V produced by lasercusing. S. Afr. J. Ind. Eng. 2015, 26, 93–103. [Google Scholar] [CrossRef]
- Erinosho, M.F.; Akinlabi, E.T.; Pityana, S. Microstructure and Corrosion Behaviour of Laser Metal Deposited Ti6Al4V/Cu Composites in 3.5% Sea Water. Mater. Today Proc. 2015, 2, 1166–1174. [Google Scholar] [CrossRef]
- Ndou, N.; Akinlabi, E.T.; Pityana, S.; Shongwe, M.B. Micro structure of Ti6A14V reinforced by coating W particles through laser metal deposition. Lect. Notes Eng. Comput. Sci. 2016, 2226, 870–873. [Google Scholar]
- Kozior, T.; Bochnia, J. The influence of printing orientation on surface texture parameters in powder bed fusion technology with 316L steel. Micromachines 2020, 11, 639. [Google Scholar] [CrossRef] [PubMed]
- Leach, R. Characterisation of Areal Surface Texture; Springer: Berlin/Heidelberg, Germany, 2013; Volume 9783642364. [Google Scholar]
- Suh, A.Y.; Polycarpou, A.A.; Conry, T.F. Detailed surface roughness characterization of engineering surfaces undergoing tribological testing leading to scuffing. Wear 2003, 255, 556–568. [Google Scholar] [CrossRef]
- Galati, M.; Minetola, P.; Rizza, G. Surface roughness characterisation and analysis of the Electron Beam Melting (EBM) process. Materials 2019, 12, 2211. [Google Scholar] [CrossRef] [PubMed]
- Sneddon, S.; Xu, Y.; Dixon, M.; Rugg, D.; Li, P.; Mulvihill, D.M. Sensitivity of material failure to surface roughness: A study on titanium alloys Ti64 and Ti407. Mater. Des. 2020, 200, 109438. [Google Scholar] [CrossRef]
- Kelly, C.N.; Evans, N.T.; Irvin, C.W.; Chapman, S.C.; Gall, K.; Safranski, D.L. The effect of surface topography and porosity on the tensile fatigue of 3D printed Ti-6Al-4V fabricated by selective laser melting. Mater. Sci. Eng. C 2019, 98, 726–736. [Google Scholar] [CrossRef] [PubMed]
- Ahsan, M. 3D Printing and Titanium Alloys: A Paper Review. Eur. Acad. Res. 2016, 3, 11144–11154. [Google Scholar]
- Singh, S.; Prakash, C.; Ramakrishna, S. 3D printing of polyether-ether-ketone for biomedical applications. Eur. Polym. J. 2019, 114, 234–248. [Google Scholar] [CrossRef]
- Edith, F.; Yong, J.; Shyan, M.; Nian, P.; Goh, F.; Wen, C. Printing of Titanium implant prototype. Mater. Des. 2010, 31, S101–S105. [Google Scholar]
- Brunski, J.B.; Lemons, J.E. Biomedical-Engineering Analyses of Mini Dental Implants; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Li, D.; Wang, Y.L. Mechanobiology, Tissue Development, and Tissue Engineering; Academic Press: Cambridge, MA, USA, 2020. [Google Scholar] [CrossRef]
- York, R.; Doumit, M.; Nganbe, M.; Helal, A. Study of mechanical properties of micromachined dental implants. Can. Met. Q. 2019, 58, 56–68. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Processing Variable | Value |
|---|---|
| Laser power setting | 175 W |
| Laser diameter | 80 μm |
| Hatch spacing | 100 μm |
| Layer thickness | 30 μm |
| Scanning speed | 1400 mm/s |
| Tensile Bar 60° | Tensile Bar 90° | Tensile Bar 180° | |
|---|---|---|---|
| Volume of material (mm3) | 930.870755 | 966.001907 | 996.227442 |
| Volume of pores (mm3) | 0.005383 | 0.001726 | 0.005826 |
| % Ratio | 0.000578 | 0.000179 | 0.000585 |
| 60° | ||||
|---|---|---|---|---|
| Tensile Stress at Yield (MPa) | Tensile Strain | Maximum Force (kN) | Modulus E (MPa) | |
| 1 | 789.16 | 4.91 | 43.32 | 52,673.25 |
| 2 | 757.14 | 4.95 | 42.78 | 53,686.05 |
| 3 | 746.06 | 3.65 | 42.61 | 53,766.29 |
| Mean | 764.12 | 4.5 | 42.9 | 53,375.2 |
| Standard deviation | 22.38 | 0.74 | 0.37 | 609.22 |
| 90° | ||||
| Tensile stress at Yield (MPa) | Tensile strain | Maximum Force (kN) | Modulus E (MPa) | |
| 1 | 746.84 | 5.65 | 43.58 | 52,950.08 |
| 2 | 733.03 | 3.01 | 41.07 | 50,033.14 |
| 3 | 721.57 | 2.84 | 40.89 | 53,099.86 |
| Mean | 733.81 | 3.83 | 41.85 | 52,027.69 |
| Standard deviation | 12.66 | 1.58 | 1.5 | 1728.95 |
| 180° | ||||
| Tensile stress at Yield (MPa) | Tensile strain | Maximum Force (kN) | Modulus E (MPa) | |
| 1 | 871.88 | 4.61 | 43.59 | 54,669.77 |
| 2 | 850.45 | 3.09 | 41.71 | 50,998.64 |
| 3 | 877.58 | 4.08 | 44.08 | 50,988.15 |
| Mean | 866.63 | 3.93 | 43.13 | 52,218.85 |
| Standard deviation | 14.30 | 0.77 | 1.25 | 2122.56 |
| 60° | 90° | 180° | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Point | 1 | 2 | 3 | 1 | 2 | 3 | 1 | 2 | 3 |
| 1 | 368.6 | 367.7 | 372.4 | 336.5 | 353.2 | 363.1 | 353.3 | 369.3 | 378.3 |
| 2 | 363.3 | 355.7 | 359.5 | 334.5 | 358.6 | 365.2 | 356.9 | 371.5 | 360.4 |
| 3 | 342 | 347.9 | 374.7 | 353.9 | 378.7 | 360.2 | 349.3 | 361.3 | 388.1 |
| 4 | 342.9 | 368 | 360.2 | 344.4 | 347 | 363.9 | 325.5 | 352.4 | 371.5 |
| 5 | 345.8 | 376.1 | 350.3 | 346 | 348.6 | 365.8 | 346.8 | 367.5 | 378.3 |
| 6 | 347.5 | 360.1 | 368.4 | 339.3 | 361.3 | 349.4 | 363.9 | 354.2 | 361.5 |
| 7 | 336.8 | 354 | 377.2 | 340.8 | 349 | 336.2 | 360.9 | 359.6 | 360.6 |
| Average | 349.6 | 361.4 | 366.1 | 342.2 | 356.6 | 357.7 | 350.9 | 362.3 | 371.2 |
| Parameters (mm3/mm2) | 60° | 90° | 180° |
|---|---|---|---|
| Peak material volume (Vmp) | 0.002653 | 0.003239 | 0.002637 |
| Core material volume (Vmc) | 0.05266 | 0.05949 | 0.07094 |
| Core void volume (Vvc) | 0.0747 | 0.08053 | 0.09838 |
| Valley void volume (Vvv) | 0.007818 | 0.008489 | 0.008815 |
| Parameters (μm) | 60° | 90° | 180° |
|---|---|---|---|
| Sq | 55.99 | 60.26 | 57.78 |
| Sa | 43.68 | 46.44 | 45.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lebea, L.; Desai, D.; Ngwangwa, H.; Nemavhola, F. Evaluation of 3D Printing Orientation on Volume Parameters and Mechanical Properties of As-Build TI64ELI. Metals 2024, 14, 447. https://doi.org/10.3390/met14040447
Lebea L, Desai D, Ngwangwa H, Nemavhola F. Evaluation of 3D Printing Orientation on Volume Parameters and Mechanical Properties of As-Build TI64ELI. Metals. 2024; 14(4):447. https://doi.org/10.3390/met14040447
Chicago/Turabian StyleLebea, Lebogang, Dawood Desai, Harry Ngwangwa, and Fulufhelo Nemavhola. 2024. "Evaluation of 3D Printing Orientation on Volume Parameters and Mechanical Properties of As-Build TI64ELI" Metals 14, no. 4: 447. https://doi.org/10.3390/met14040447