
Tribological Study of Fe–Cr Alloys for Mechanical Refinement in a Corn Stover Biomass Environment


Abstract
:1. Introduction
2. Experimental Procedure
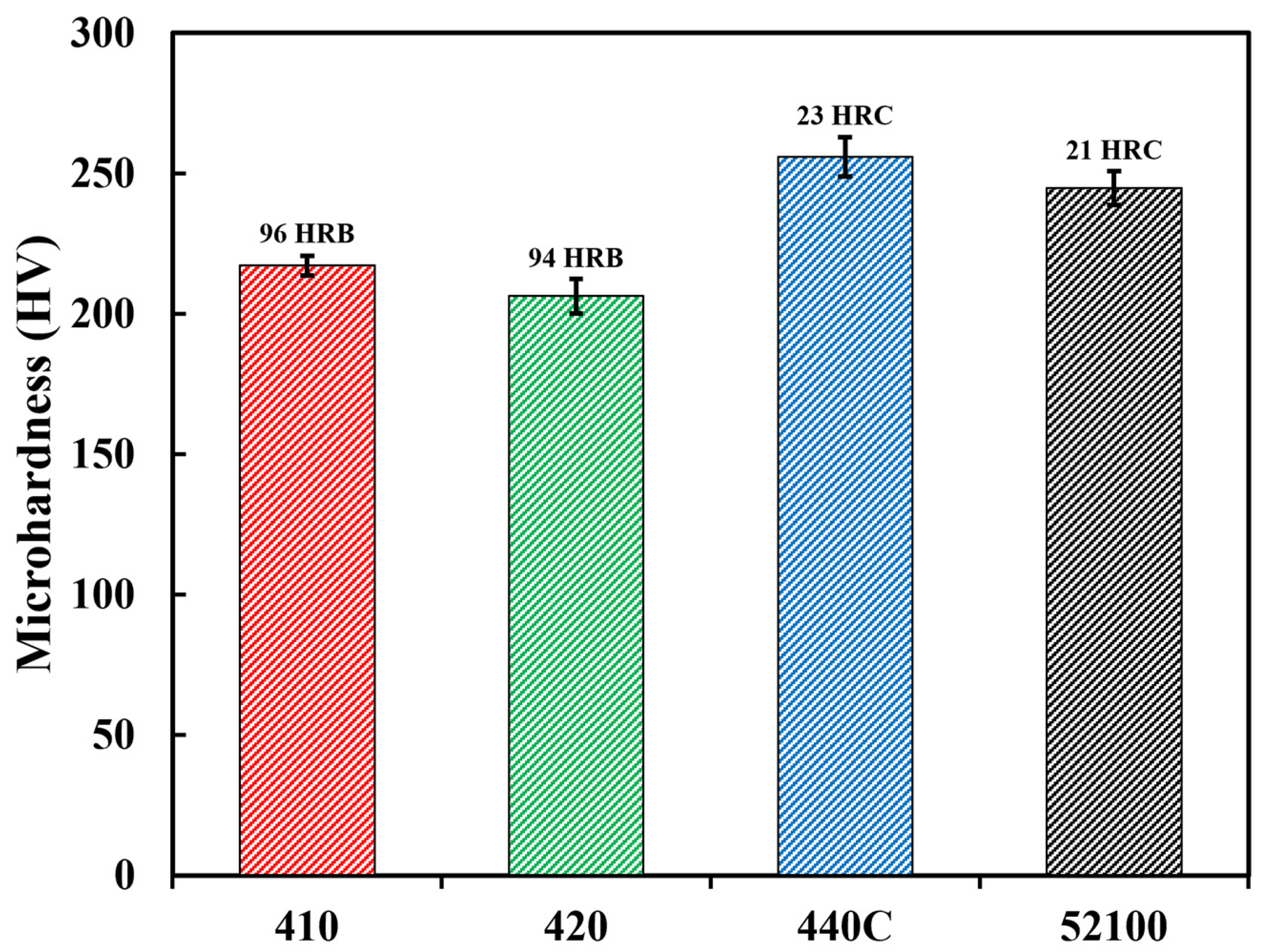
2.1. Materials Preparation and Characterization
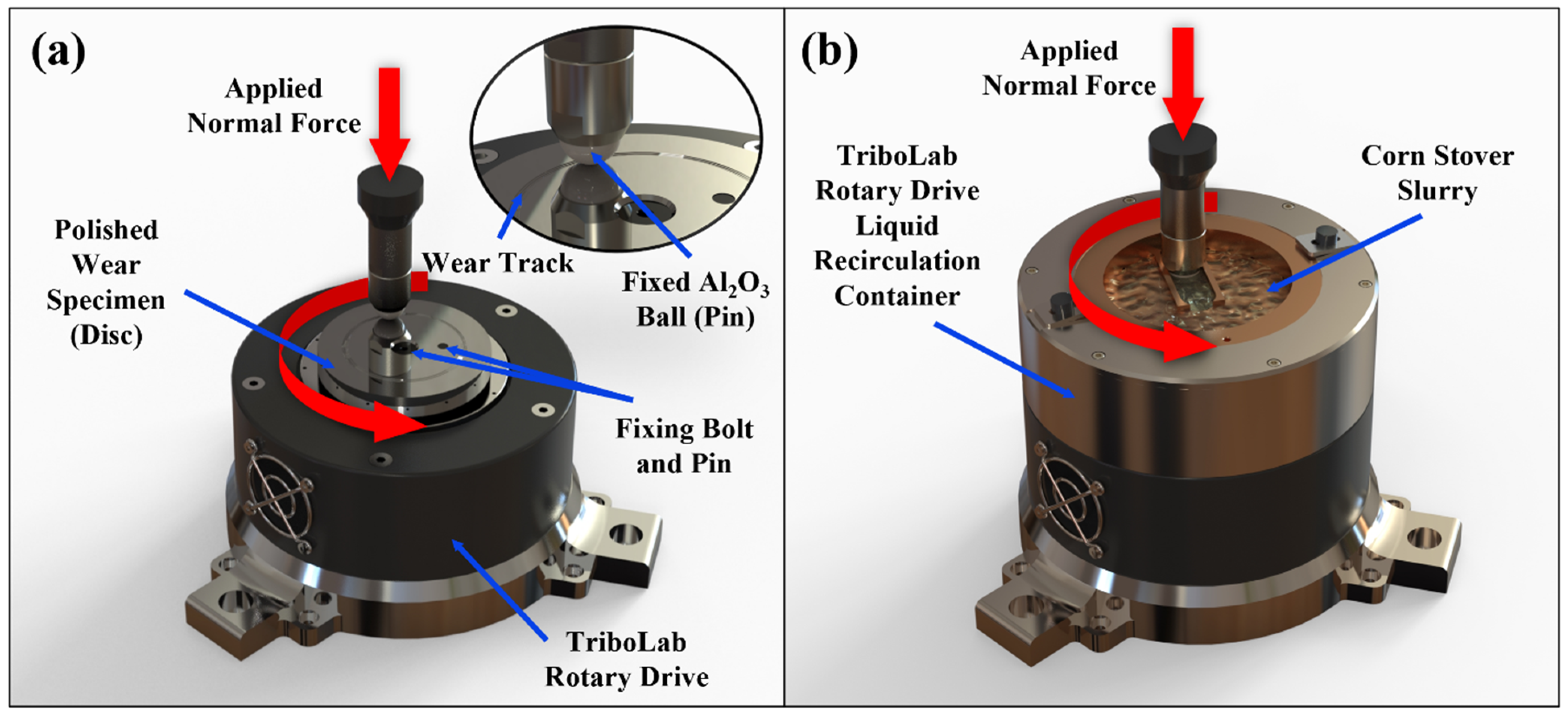
2.2. Tribological Testing
3. Results and Discussion
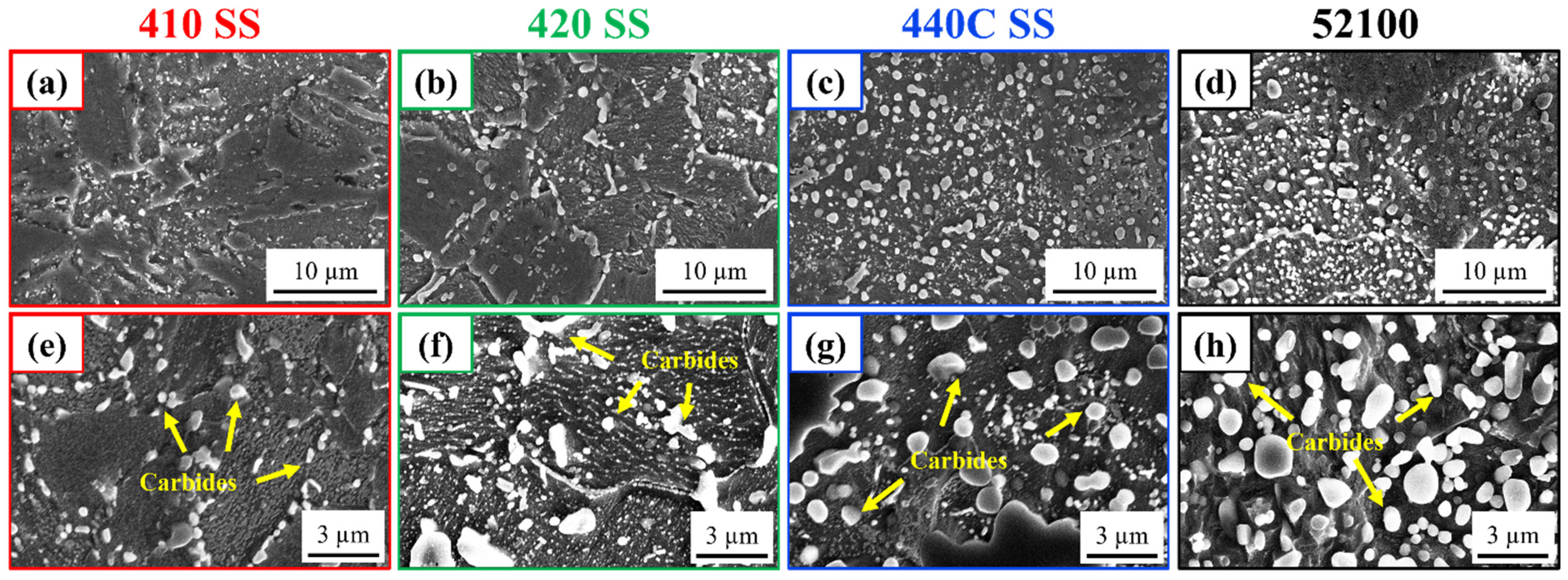
3.1. Microstructural Characterization
3.2. Morphological Characterization
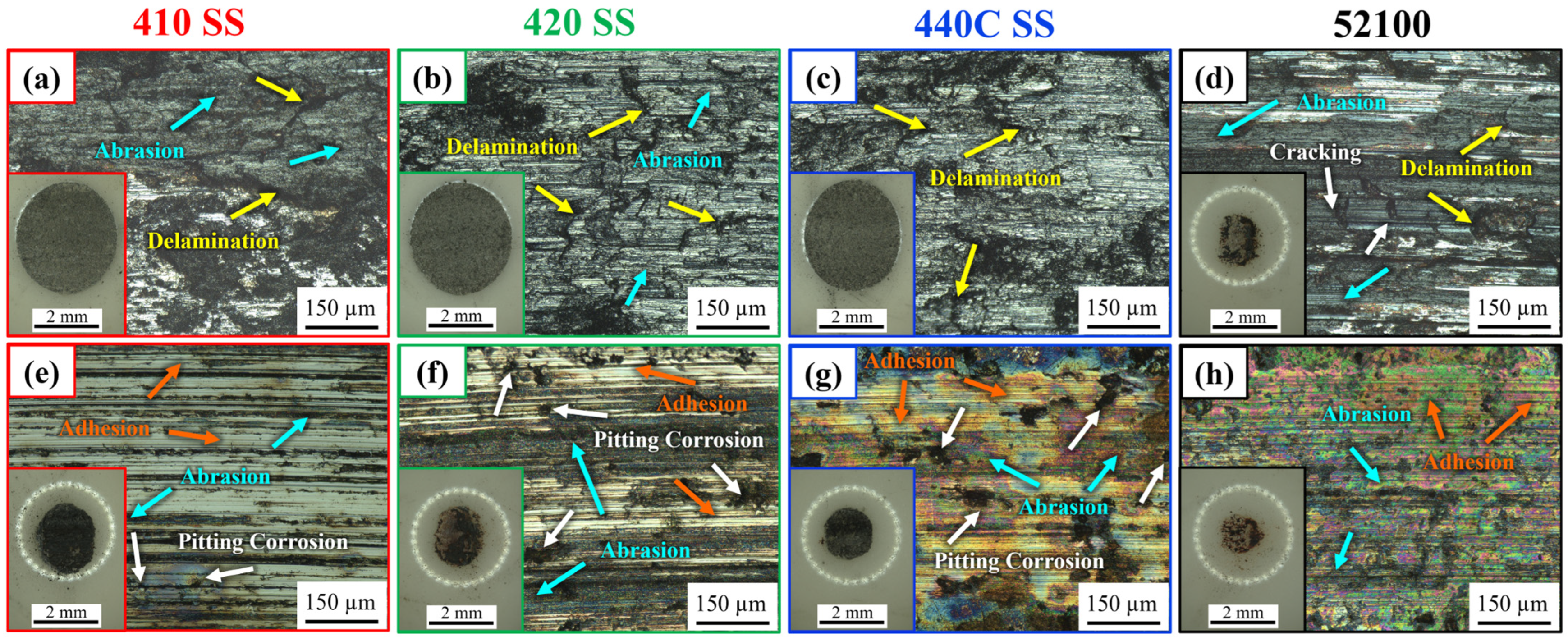
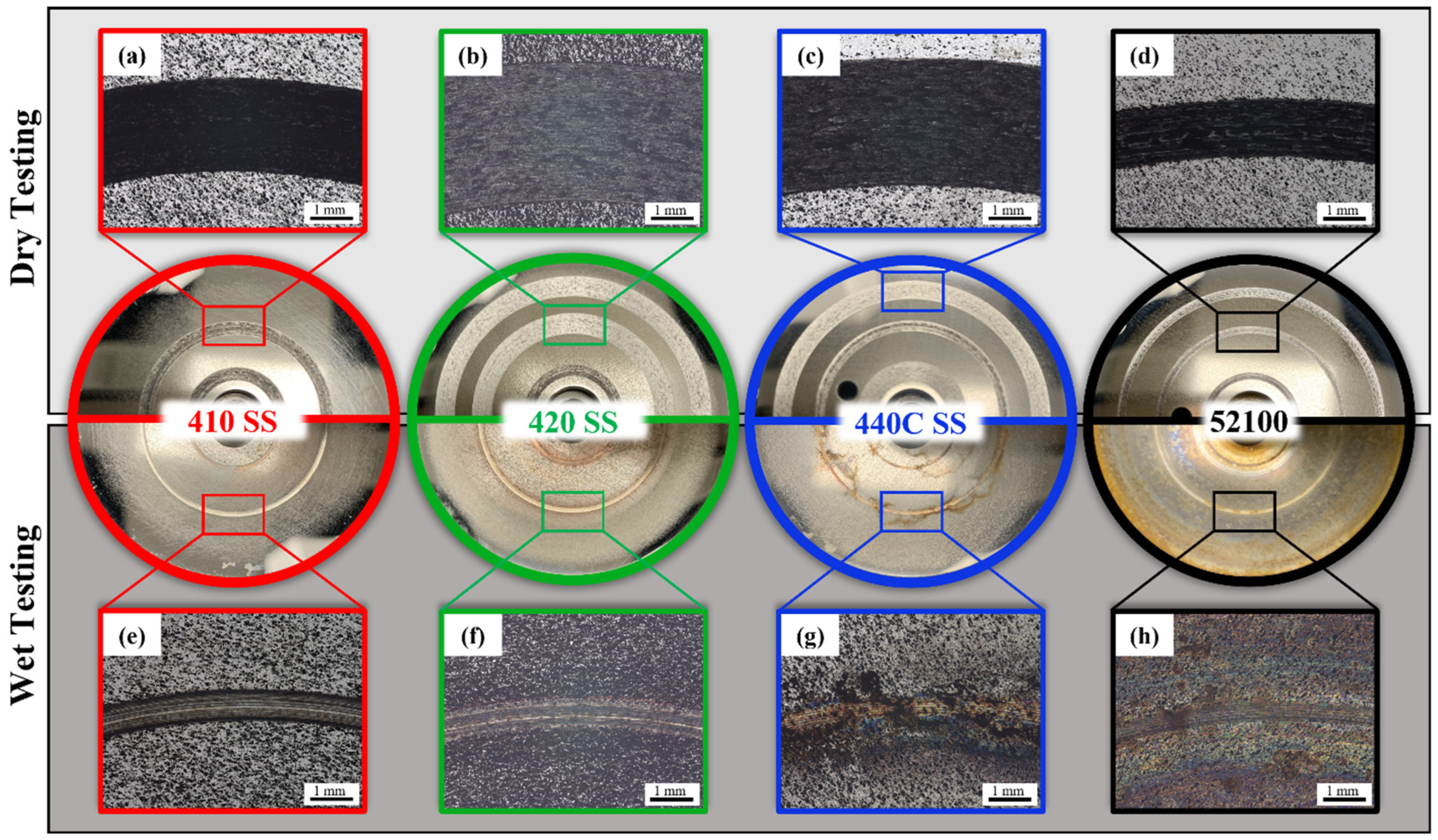
3.2.1. Optical Microscopy Analysis of Wear Tracks
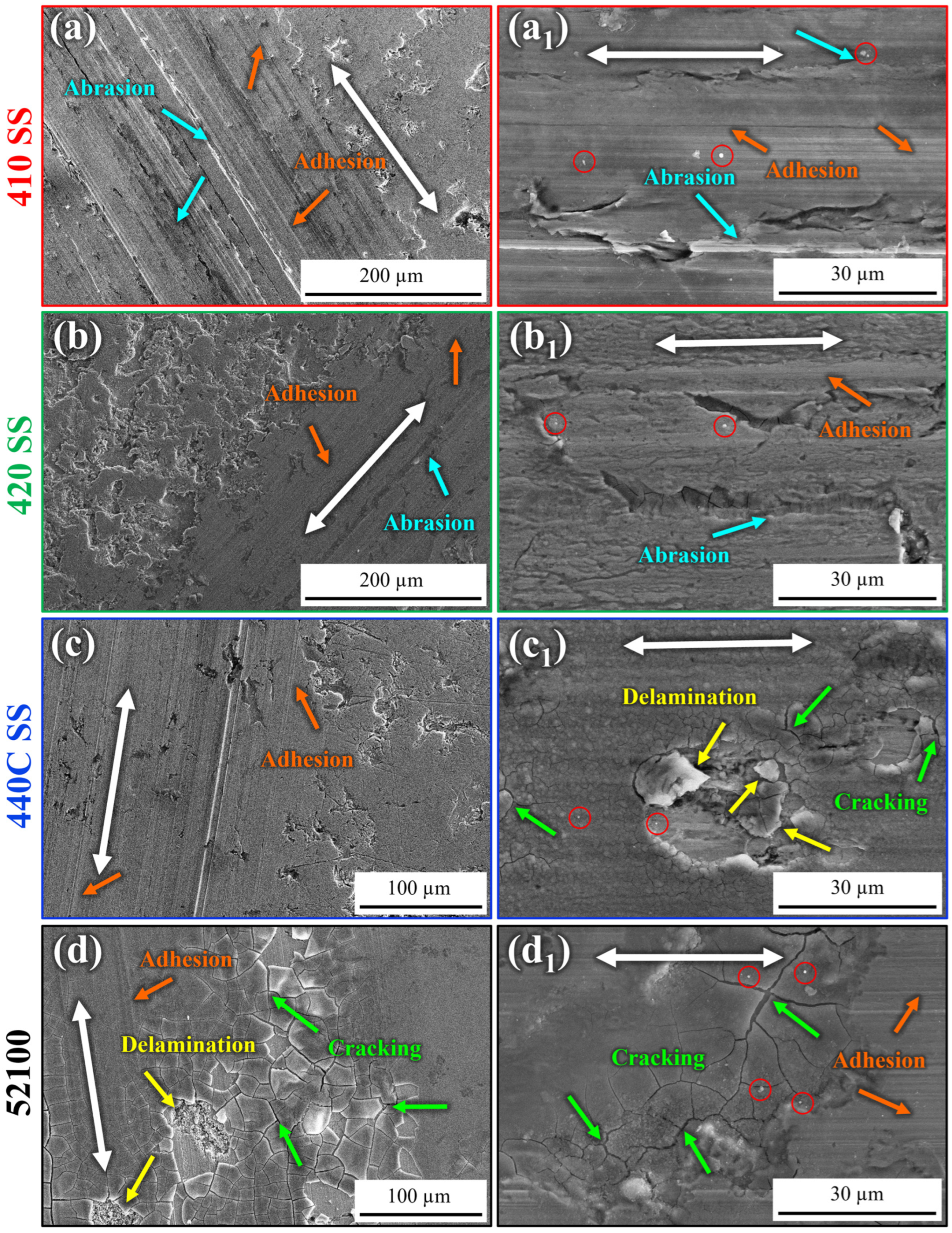
3.2.2. SEM Analysis of Wear Tracks
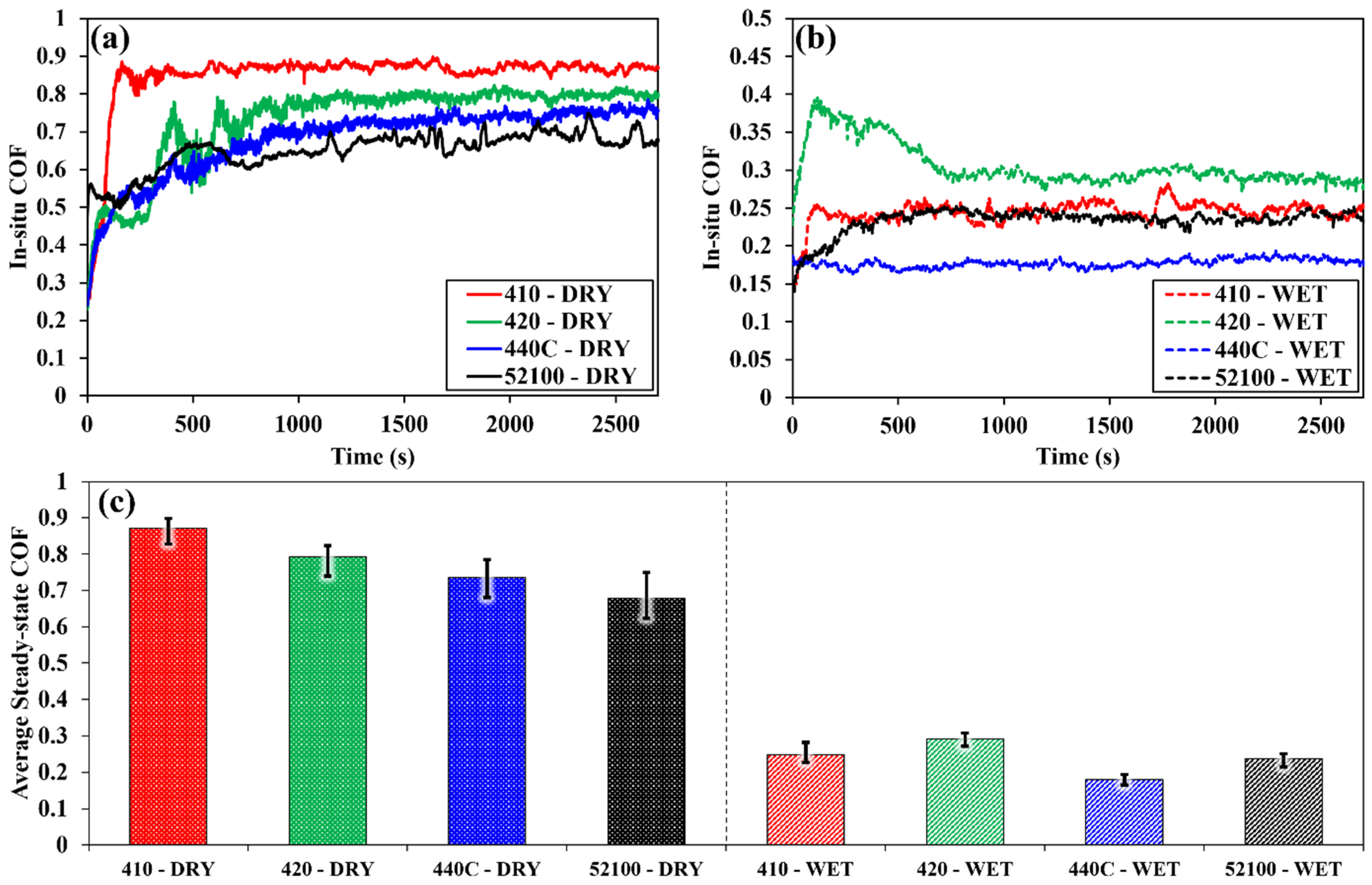
3.3. Coefficient of Friction
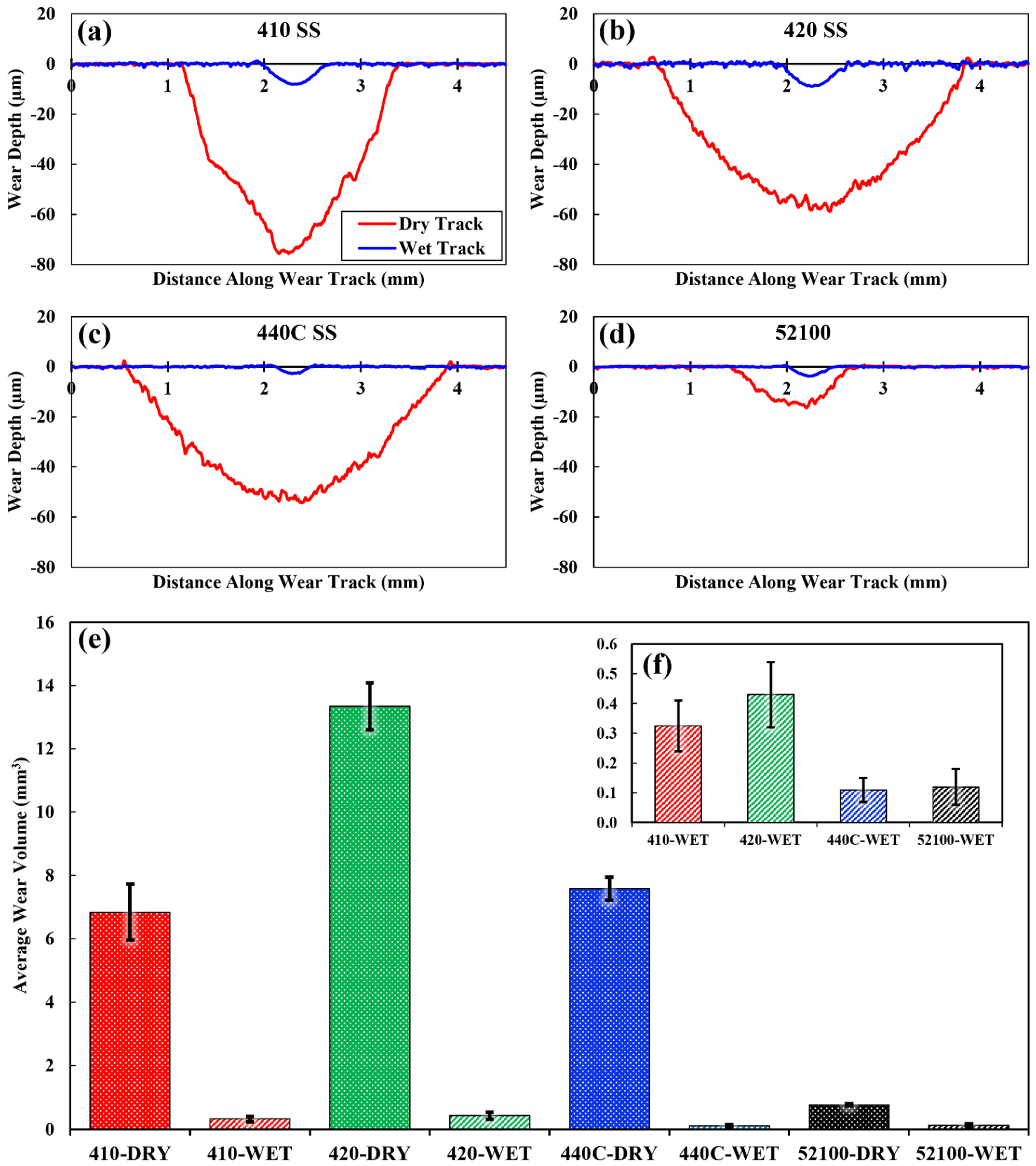
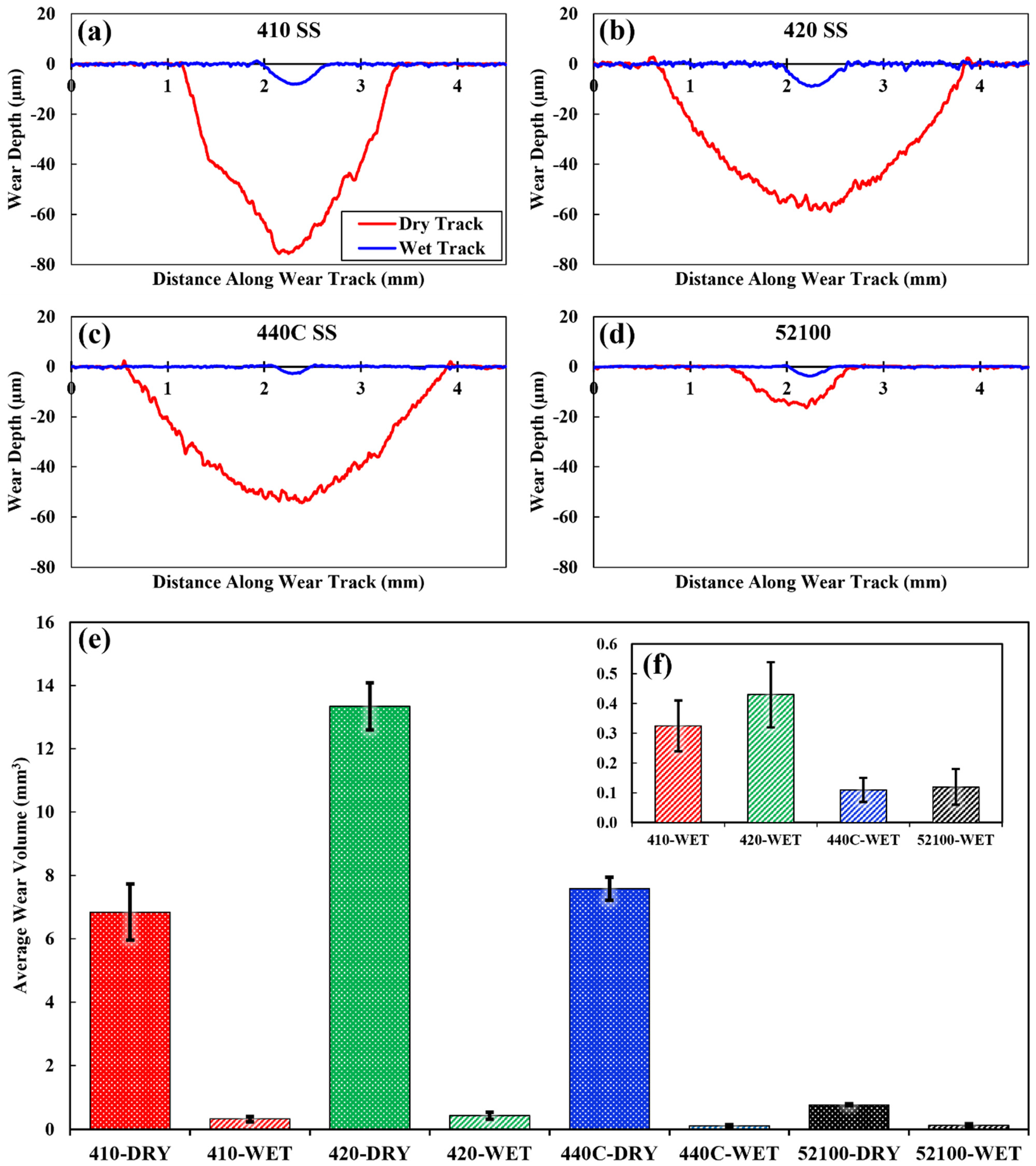
3.4. Wear Volume Analysis
4. Conclusions
- -
- Delamination and abrasion were the primary wear mechanisms observed after dry testing of all steels in the open atmospheric environment while adhesion was also present as the secondary mechanism. During wet testing, a combination of adhesion with moderate abrasion, pitting corrosion and cracking/fragmentation were observed to be the primary wear mechanisms after wet testing in the Fe-Cr alloys and the 52100 steel, respectively.
- -
- Energy dispersive spectroscopy analysis of the cross-sectioned wear tracks of the 420 stainless steel specimens tested in both wet and dry conditions proved the existence of carbides within the wear tracks.
- -
- The 410 stainless steel exhibited the best resistance to corrosion after wear testing in the DDR corn stover slurry compared to other Fe-Cr steels. It was attributed to lower concentrations of C present within the material.
- -
- Besides the relatively lower hardness, the presence of large carbides is assumed to be one of the main reasons behind the poor corrosion and wear performance of the 420 stainless steel. Considering the steel with the highest hardness, the same conclusion can be made for the relatively poor tribo-corrosion performance of 440C stainless steel. The presence of coarse and high density carbides, which can be dislodged from the metal matrix during sliding tests, can rupture the passive oxide films. This can also generate large cavities accelerating pit growth while dislodged hard carbides debris accelerates wear.
- -
- The highest steady-state COFs during dry wear testing were exhibited by the 410 and 420 stainless steel specimens, while the lowest steady-state COF was exhibited by the 52100 steel.
- -
- The lowest steady-state COFs were exhibited by the 440C stainless steel and 52100 steel specimens during wet testing, while the highest steady-state COF was realized by the 420 stainless steel specimen.
- -
- The 420 stainless steel exhibited the poorest wear resistance during dry wear testing, while the 410 and 440C stainless steels exhibited similar wear resistance. The best wear resistance was exhibited by the 52100 steel during dry testing.
- -
- The 440C stainless steel and the 52100 steel and the 410 and 420 stainless steel exhibited similar wear resistance to one another during wet wear testing in the DDR corn stover slurry. The best wear resistance during wet testing was exhibited by 52100 steel specimens.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Full Legal Disclaimer
References
- Zoghlami, A.; Paës, G. Lignocellulosic Biomass: Understanding Recalcitrance and Predicting Hydrolysis. Front. Chem. 2019, 7, 874. [Google Scholar] [CrossRef] [PubMed]
- Demirbas, M.F.; Balat, M.; Balat, H. Potential Contribution of Biomass to the Sustainable Energy Development. Energy Convers. Manag. 2009, 50, 1746–1760. [Google Scholar] [CrossRef]
- Bajpai, P. Pretreatment of Lignocellulosic Biomass for Biofuel Production; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Pandey, R.; Nahar, N.; Pryor, S.; Pourhashem, G. Cost and environmental benefits of using pelleted corn stover for Bioethanol Production. Energies 2021, 14, 2528. [Google Scholar] [CrossRef]
- Aden, A. National Renewable Energy Laboratory, 2002, Lignocellulosic Biomass to Ethanol Process Design and Economics Utilizing Co-Current Dilute Acid Prehydrolysis and Enzymatic Hydrolysis for Corn Stover. Available online: https://www.nrel.gov/docs/fy02osti/32438.pdf (accessed on 5 March 2023).
- Gao, Z.; Mori, T.; Kondo, R. The Pretreatment of Corn Stover with Gloeophyllum Trabeum Ku-41 for Enzymatic Hydrolysis. Biotechnol. Biofuels 2012, 5, 28. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.F.; Akbar, M.; Xu, Z.; Wang, H. A Review on the Role of Pretreatment Technologies in the Hydrolysis of Lignocellulosic Biomass of Corn Stover. Biomass Bioenergy 2021, 155, 106276. [Google Scholar] [CrossRef]
- Hendriks, A.T.W.M.; Zeeman, G. Pretreatments to Enhance the Digestibility of Lignocellulosic Biomass. Bioresour. Technol. 2009, 100, 10–18. [Google Scholar] [CrossRef]
- Kuhn, E.M.; Chen, X.; Tucker, M.P. Deacetylation and Mechanical Refining (DMR) and Deacetylation and Dilute Acid (DDA) Pretreatment of Corn Stover, Switchgrass, and a 50:50 Corn Stover/Switchgrass Blend. ACS Sustain. Chem. Eng. 2020, 17, 6734–6743. [Google Scholar] [CrossRef]
- Li, Y.; Tao, L.; Nagle, N.; Tucker, M.; Chen, X.; Kuhn, E.M. Effect of Feedstock Variability, Feedstock Blends, and Pretreatment Conditions on Sugar Yield and Production Costs. Front. Energy Res. 2022, 9, 792216. [Google Scholar] [CrossRef]
- Li, Y.; Davis, R.; Tan, E.C.; Dempsey, J.; Lynch, K.; Sievers, D.A.; Chen, X. Impact of mechanical refining conditions on the energy consumption, enzymatic digestibility, and economics of sugar production from Corn Stover. ACS Sustain. Chem. Eng. 2023, 11, 15876–15886. [Google Scholar] [CrossRef]
- Chen, X.; Kuhn, E.; Wang, W.; Park, S.; Flanegan, K.; Trass, O.; Tenlep, L.; Tao, L.; Tucker, M. Comparison of Different Mechanical Refining Technologies on the Enzymatic Digestibility of Low Severity Acid Pretreated Corn Stover. Bioresour. Technol. 2013, 147, 401–408. [Google Scholar] [CrossRef]
- Chen, X.; Shekiro, J.; Pschorn, T.; Sabourin, M.; Tao, L.; Elander, R.; Park, S.; Jennings, E.; Nelson, R.; Trass, O.; et al. A Highly Efficient Dilute Alkali Deacetylation and Mechanical (Disc) Refining Process for the Conversion of Renewable Biomass to Lower Cost Sugars. Biotechnol. Biofuels 2014, 7, 98. [Google Scholar] [CrossRef]
- Li, Y.; Sievers, D.A.; Chen, X. Modeling the Disc Refining of Lignocellulosic Biomass toward Reduced Biofuel Production Cost and Greenhouse Gas Emissions: Energy Consumption Prediction and Validation. ACS Sustain. Chem. Eng. 2021, 9, 9717–9726. [Google Scholar] [CrossRef]
- Chen, X.; Wang, W.; Ciesielski, P.; Trass, O.; Park, S.; Tao, L.; Tucker, M.P. Improving Sugar Yields and Reducing Enzyme Loadings in the Deacetylation and Mechanical Refining (DMR) Process through Multistage Disk and Szego Refining and Corresponding Techno-Economic Analysis. ACS Sustain. Chem. Eng. 2015, 4, 324–333. [Google Scholar] [CrossRef]
- Trass, O.; Gandolfi, E.A.J. Fine Grinding of Mica in the Szego Mill. Powder Technol. 1990, 60, 273–279. [Google Scholar] [CrossRef]
- Gravelsins, R.J.; Trass, O. Analysis of Grinding of Pelletized Wood Waste with the Szego Mill. Powder Technol. 2013, 245, 189–198. [Google Scholar] [CrossRef]
- Roy, S.; Lee, K.; Lacey, J.A.; Thompson, V.S.; Keiser, J.R.; Qu, J. Material Characterization-Based Wear Mechanism Investigation for Biomass Hammer Mills. ACS Sustain. Chem. Eng. 2020, 8, 3541–3546. [Google Scholar] [CrossRef]
- Lee, K.; Roy, S.; Cakmak, E.; Lacey, J.A.; Watkins, T.R.; Meyer, H.M.; Thompson, V.; Keiser, J.; Qu, J. Composition-Preserving Extraction and Characterization of Biomass Extrinsic and Intrinsic Inorganic Compounds. ACS Sustain. Chem. Eng. 2020, 8, 1599–1610. [Google Scholar] [CrossRef]
- Wang, L.; Dong, C.; Man, C.; Hu, Y.; Yu, Q.; Li, X. Effect of Microstructure on Corrosion Behavior of High Strength Martensite Steel—A Literature Review. Int. J. Miner. Metall. Mater. 2021, 28, 754–773. [Google Scholar] [CrossRef]
- Mesquita, T.J.; Chauveau, E.; Mantel, M.; Bouvier, N.; Koschel, D. Corrosion and Metallurgical Investigation of Two Supermartensitic Stainless Steels for Oil and Gas Environments. Corros. Sci. 2014, 81, 152–161. [Google Scholar] [CrossRef]
- Klar, E.; Samal, P.K. Powder Metallurgy Stainless Steels: Processing, Microstructures, and Properties; ASM International: Materials Park, OH, USA, 2007. [Google Scholar]
- Nayebi, B.; Najafi, H.; Farnia, A. Microstructural, hardening, and wear characteristics of surface re-melted AISI 410s stainless steel via fiber laser process. J. Mech. Sci. Technol. 2021, 35, 4419–4426. [Google Scholar] [CrossRef]
- Li, J.; Tao, X.; Wu, W.; Xie, G.; Yang, Y.; Zhou, X.; Zhang, S. Effect of arc current on the microstructure, tribological and corrosion performances of AISI 420 martensitic stainless steel treated by arc discharge plasma nitriding. J. Mater. Sci. 2023, 58, 2294–2309. [Google Scholar] [CrossRef]
- Borgioli, F. The ‘expanded’ phases in the low-temperature treated stainless steels: A Review. Metals 2022, 12, 331. [Google Scholar] [CrossRef]
- Abdo, H.S.; Seikh, A.H.; Alharbi, H.F.; Mahammed, J.A.; Soliman, M.S.; Fouly, A.; Ragab, S.A. Tribo-behavior and corrosion properties of welded 304 L and 316 L stainless steel. Coatings 2021, 11, 1567. [Google Scholar] [CrossRef]
- Reinshagen, J.H.; Witsberger, J.C. Processing and Properties of 400 Series PM Stainless Steels. Met. Powder Rep. 1991, 46, 38–44. [Google Scholar] [CrossRef]
- Olsson, C.-O.A.; Landolt, D. Passive Films on Stainless Steels—Chemistry, Structure and Growth. Electrochim. Acta 2003, 48, 1093–1104. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Zakerin, N.; Najafisayar, P.; Pakshir, M. A Survey on the Passivity of Tempered AISI 420 Martensitic Stainless Steel. Corros. Sci. 2021, 183, 109340. [Google Scholar] [CrossRef]
- Ha, H.-Y.; Kim, K.-W.; Park, S.-J.; Lee, T.-H.; Park, H.; Moon, J.; Hong, H.-U.; Lee, C.-H. Effects of Cr on pitting corrosion resistance and passive film properties of austenitic Fe–19Mn–12Al–1.5 C lightweight steel. Corros. Sci. 2022, 206, 110529. [Google Scholar] [CrossRef]
- Wang, X.; Fan, L.; Ding, K.; Xu, L.; Guo, W.; Hou, J.; Duan, T. Pitting corrosion of 2Cr13 stainless steel in deep-sea environment. J. Mater. Sci. Technol. 2021, 64, 187–194. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, W.; Dong, B.; Wang, Y.; Fan, Y.; Zhang, T.; Banthukul, W. Effects of microstructure and material composition on the formation kinetics of passive film and pitting behavior of Super 13cr stainless steel. Metall. Mater. Trans. A 2021, 52, 1985–1998. [Google Scholar] [CrossRef]
- Sathyaseelan, V.S.; Rufus, A.L.; Chandramohan, P.; Subramanian, H.; Velmurugan, S. Preparation, Characterization and Dissolution of Passive Oxide Film on the 400 Series Stainless Steel Surfaces. J. Nucl. Mater. 2015, 467, 89–96. [Google Scholar] [CrossRef]
- Shah, S.O.; McMillen, J.R.; Samal, P.K.; Klar, E. Development of Powder Metal Stainless Steel Materials for Exhaust System Applications. SAE Tech. Pap. Ser. 1998, 107, 171–180. [Google Scholar] [CrossRef]
- Davis, J.R. Alloy Digest Sourcebook: Stainless Steels; ASM International: Materials Park, OH, USA, 2000. [Google Scholar]
- Loto, R.T. Study of the Corrosion Behaviour of S32101 Duplex and 410 Martensitic Stainless Steel for Application in Oil Refinery Distillation Systems. J. Mater. Res. Technol. 2017, 6, 203–212. [Google Scholar] [CrossRef]
- Ghasemi, H.M.; Furey, M.J.; Kajdas, C. Surface Temperatures and Fretting Corrosion of Steel under Conditions of Fretting Contact. Wear 1993, 162–164, 357–369. [Google Scholar] [CrossRef]
- Watson, S.W.; Friedersdorf, F.J.; Madsen, B.W.; Cramer, S.D. Methods of Measuring Wear-Corrosion Synergism. Wear 1995, 181–183, 476–484. [Google Scholar] [CrossRef]
- Shin, W.-S.; Son, B.; Song, W.; Sohn, H.; Jang, H.; Kim, Y.-J.; Park, C. Heat Treatment Effect on the Microstructure, Mechanical Properties, and Wear Behaviors of Stainless Steel 316L Prepared via Selective Laser Melting. Mater. Sci. Eng. A 2021, 806, 140805. [Google Scholar] [CrossRef]
- Shanta, S.M.; Molina, G.J.; Soloiu, V. Tribological Effects of Mineral-Oil Lubricant Contamination with Biofuels: A Pin-on-Disk Tribometry and Wear Study. Adv. Tribol. 2011, 2011, 820795. [Google Scholar] [CrossRef]
- Nuraliza, N.; Syahrullail, S.; Faizal, M.H. Evaluation on the Tribological Properties of Double Fractionated Palm OLEIN at Different Loads Using Pin-on-Disc Machine. J. Tribol. 2016, 9, 45–59. [Google Scholar] [CrossRef]
- Alias, S.K.; Halmy, M.N.; Shah, M.A.; Ahmad, N.N.; Sulaiman, S.A.; Pahroraji, H.F.; Abdullah, B. Effect of Surface Attrition on Hardness on the Hardness and Wear Properties of 304 Stainless Steels. IOP Conf. Ser. Mater. Sci. Eng. 2020, 834, 012058. [Google Scholar] [CrossRef]
- Luiz, V.D.; Santos, A.J.; Camara, M.A.; Rodrigues, P.C. Influence of different contact conditions on friction properties of AISI 430 steel sheet with deep drawing quality. Coatings 2023, 13, 771. [Google Scholar] [CrossRef]
- Su, Q.; Wang, X.; Wang, H.; Huang, Y.; Wang, Y.; Li, Z. The tribocorrosion behavior of high-nitrogen bearing stainless steel in acetic acid at various applied loads. Metals 2023, 13, 1287. [Google Scholar] [CrossRef]
- Barona-Osorio, G.M.; Teran, L.A.; Rodriguez, S.A.; Coronado, J.J. On the tribocorrosion behavior ofFe-Mn-Al-C alloys in Ringer’s solution. Metals 2022, 12, 1339. [Google Scholar] [CrossRef]
- Manoj Samson, R.; Harshavardhana, N.; Nirmal, R.; Ranjith, R. Enhancement of Ductility and Strength in 410 Stainless Steel through Cyclic Heat Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2020, 912, 032034. [Google Scholar] [CrossRef]
- Abidin, Z.; Nugroho, T.; Indrawati, R.T.; Safriana, E.; Putri, F.T.; Supandi, S. Wear Rate Analysis Due to Dry Sliding Contact of Modified Rail to Increase Life Time in Air Blow Machine. J. Rekayasa Mesin 2022, 17, 151. [Google Scholar] [CrossRef]
- Prieto, G.; Tuckart, W.R. Wear Behavior of Cryogenically Treated AISI 420 Martensitic Stainless Steel. In Proceedings of the VIII Iberian Conference on Tribology; Universidad Politécnica de Cartagena: Cartagena, Spain, 2015. [Google Scholar]
- Strmčnik, E.; Majdič, F.; Kalin, M. Water-Lubricated Behaviour of AISI 440C Stainless Steel and a DLC Coating for an Orbital Hydraulic Motor Application. Tribol. Int. 2019, 131, 128–136. [Google Scholar] [CrossRef]
- Khare, N.; Bonagani, S.K.; Limaye, P.K.; Kain, V. Tribological Study on Tempered 13CR Martensitic Stainless Steel Susceptible to Interlath/Intergranular Corrosion under Nitric Acid Sliding Conditions. Mater. Chem. Phys. 2022, 285, 126097. [Google Scholar] [CrossRef]
- Mao, L.; Cai, M.; Liu, Q.; Wang, G. Influence of Oil-Water Ratio on the Wear of CR13 Casing Lubricated with Drilling Fluid. Mater. Today Commun. 2020, 25, 101341. [Google Scholar] [CrossRef]
- Venske, A.F.; De Castro, V.V.; Da Costa, E.M.; Dos Santos, C.A. Sliding Wear Behavior of an AISI 440B Martensitic Stainless Steel Lubricated with Biodiesel and Diesel–Biodiesel Blends. J. Mater. Eng. Perform. 2018, 27, 5427–5437. [Google Scholar] [CrossRef]
- Labiapari, W.S.; Alcantara, C.M.; Costa, H.L.; De Mello, J.D.B. Stainless steel as an antiwear material for the bio-fuel industry. Wear 2013, 302, 1536–1545. [Google Scholar] [CrossRef]
- Dalmau, A.; Richard, C.; Igual-Muñoz, A. Degradation mechanisms in martensitic stainless steels: Wear, corrosion and tribocorrosion appraisal. Tribol. Int. 2018, 121, 167–179. [Google Scholar] [CrossRef]
- Grabke, H.J.; Spiegel, M.; Zahs, A. Role of Alloying Elements and Carbides in the Chlorine-Induced Corrosion of Steels and Alloys. Mater. Res. 2004, 7, 89–95. [Google Scholar] [CrossRef]
- Loto, R.T. Pitting Corrosion Resistance and Inhibition of Lean Austenitic Stainless Steel Alloys. In Austenitic Stainless Steels—New Aspects; IntechOpen: Rijeka, Croatia, 2017. [Google Scholar] [CrossRef]
- Stolica, N. Pitting Corrosion on Fe-Cr and Fe-Cr-Ni Alloys. Corros. Sci. 1969, 9, 455–470. [Google Scholar] [CrossRef]
- De Castro, V.V.; Mazzini Fontoura, L.A.; Benfica, J.D.; Seferin, M.; Pacheco, J.L.; Dos Santos, C.A. Lubricated Sliding Wear of SAE 1045 and SAE 52100 Steel against Alumina in the Presence of Biodiesel, Diesel and a 50:50 Blend of Those Fuels. Wear 2016, 368–369, 267–277. [Google Scholar] [CrossRef]
- ASTM A276 Standard; Standard Specification for Stainless Steel Bars and Shapes. ASTM: West Conshohocken, PA, USA, 2015.
- ASTM A108 Standard; Standard Specification for Steel Bar, Carbon and Alloy, Cold-Finished. ASTM: West Conshohocken, PA, USA, 2024.
- ASTM G99-17 Standard; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM: West Conshohocken, PA, USA, 2023.
- Chen, X.; Kuhn, E.; Jennings, E.W.; Nelson, R.; Tao, L.; Zhang, M.; Tucker, M.P. DMR (Deacetylation and Mechanical Refining) Processing of Corn Stover Achieves High Monomeric Sugar Concentrations (230 G L−1) during Enzymatic Hydrolysis and High Ethanol Concentrations (>10% v/v) during Fermentation without Hydrolysate Purification or Concentration. Energy Environ. Sci. 2016, 9, 1237–1245. [Google Scholar] [CrossRef]
- Xu, M.L. Secondary Carbide Dissolution and Coarsening in 13% Cr Martensitic Stainless Steel During Austenizing; Northeastern University: Boston, MA, USA, 2012. [Google Scholar]
- Techaboonanek, C. Precipitation during Tempering of Martensite in Fe-Cr-C Alloys. Master’s Thesis, KTH School of Industrial Engineering and Management, Stockholm, Sweden, 2012. [Google Scholar]
- Godec, M.; Balantič, D.A.S. Coarsening Behaviour of M23C6 Carbides in Creep-Resistant Steel Exposed to High Temperatures. Sci. Rep. 2016, 6, 29734. [Google Scholar] [CrossRef] [PubMed]
- Beswick, J.M. The Effect of Chromium in High Carbon Bearing Steels. Metall. Trans. A 1987, 18, 1897–1906. [Google Scholar] [CrossRef]
- Hosseini, S.B.; Dahlgren, R.; Ryttberg, K.; Klement, U. Dissolution of Iron-Chromium Carbides during White Layer Formation Induced by Hard Turning of AISI 52100 Steel. Procedia CIRP 2014, 14, 107–112. [Google Scholar] [CrossRef]
- Badisch, E.; Mitterer, C. Abrasive Wear of High Speed Steels: Influence of Abrasive Particles and Primary Carbides on Wear Resistance. Tribol. Int. 2003, 36, 765–770. [Google Scholar] [CrossRef]
- Gore, G.J.; Gates, J.D. Effect of Hardness on Three Very Different Forms of Wear. Wear 1997, 203–204, 544–563. [Google Scholar] [CrossRef]
- Cornell, R.M.; Giovanoli, R.; Schneider, W. Review of the Hydrolysis of Iron (III) and the Crystallization of Amorphous Iron (III) Hydroxide Hydrate. J. Chem. Technol. Biotechnol. 2007, 46, 115–134. [Google Scholar] [CrossRef]
- Buckley, D.H. Surface Effects in Adhesion, Friction, Wear, and Lubrication; Elsevier Scientific: Amsterdam, The Netherlands, 1981. [Google Scholar]
- Ma, F.-Y. Corrosive Effects of Chlorides on Metals; INTECH Open Access Publisher: London, UK, 2012. [Google Scholar]
- Steinsmo, U.; Isaacs, H.S. The Dissolution and Repassivation Kinetics of Fe-Cr Alloys in Pit Solutions. Corros. Sci. 1993, 35, 83–88. [Google Scholar] [CrossRef]
- Sun, Y. Tribocorrosion behavior of low temperature plasma carburized stainless steel. Surf. Coat. Technol. 2013, 228, S342–S348. [Google Scholar] [CrossRef]
- Sun, Y.; Rana, V. Tribocorrosion behaviour of Aisi 304 stainless steel in 0.5 M nacl solution. Mater. Chem. Phys. 2011, 129, 138–147. [Google Scholar] [CrossRef]
- Mondal, M.K.; Biswas, K.; Maity, J. A Transient Heat Transfer Model for Assessment of Flash Temperature during Dry Sliding Wear in a Pin-on-Disk Tribometer. Metall. Mater. Trans. A 2015, 47, 600–607. [Google Scholar] [CrossRef]
- Tripathy, M.; Gaskell, K.; Laureto, J.; Davami, K.; Beheshti, A. Elevated temperature fretting wear study of additively manufactured Inconel 625 Superalloy. Addit. Manuf. 2023, 67, 103492. [Google Scholar] [CrossRef]
- Rahman, M.S.; Ding, J.; Beheshti, A.; Zhang, X.; Polycarpou, A.A. Helium tribology of Inconel 617 at elevated temperatures up to 950 °C: Parametric study. Nucl. Sci. Eng. 2019, 193, 998–1012. [Google Scholar] [CrossRef]
- Rahman, M.S.; Ding, J.; Beheshti, A.; Zhang, X.; Polcarpou, A.A. Tribology of incoloy 800HT for nuclear reactors under helium environment at elevated temperatures. Wear 2019, 436–437, 203022. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Elements (wt.%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Fe | Cr | C | Mn | Ni | Cu | Mo | Si | |
| 410 | Bal. | 11.73 | 0.13 | 0.51 | 0.13 | 0.12 | <0.1 | 0.34 |
| 420 | Bal. | 13.23 | 0.08 | 1.00 | <0.1 | <0.1 | <0.1 | 1.00 |
| 440C | Bal. | 16.27 | 1.05 | 0.83 | 0.22 | 0.11 | 0.51 | 0.39 |
| 52100 | Bal. | 1.48 | 1.00 | 0.40 | <0.1 | 0.11 | <0.1 | 0.24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brooks, N.; Brewer, L.; Beheshti, A.; Davami, K. Tribological Study of Fe–Cr Alloys for Mechanical Refinement in a Corn Stover Biomass Environment. Metals 2024, 14, 448. https://doi.org/10.3390/met14040448
Brooks N, Brewer L, Beheshti A, Davami K. Tribological Study of Fe–Cr Alloys for Mechanical Refinement in a Corn Stover Biomass Environment. Metals. 2024; 14(4):448. https://doi.org/10.3390/met14040448
Chicago/Turabian StyleBrooks, Nicholas, Luke Brewer, Ali Beheshti, and Keivan Davami. 2024. "Tribological Study of Fe–Cr Alloys for Mechanical Refinement in a Corn Stover Biomass Environment" Metals 14, no. 4: 448. https://doi.org/10.3390/met14040448