
Additive Manufacturing for Rapid Sand Casting: Mechanical and Microstructural Investigation of Aluminum Alloy Automotive Prototypes


Abstract
:1. Introduction
2. Materials and Methods
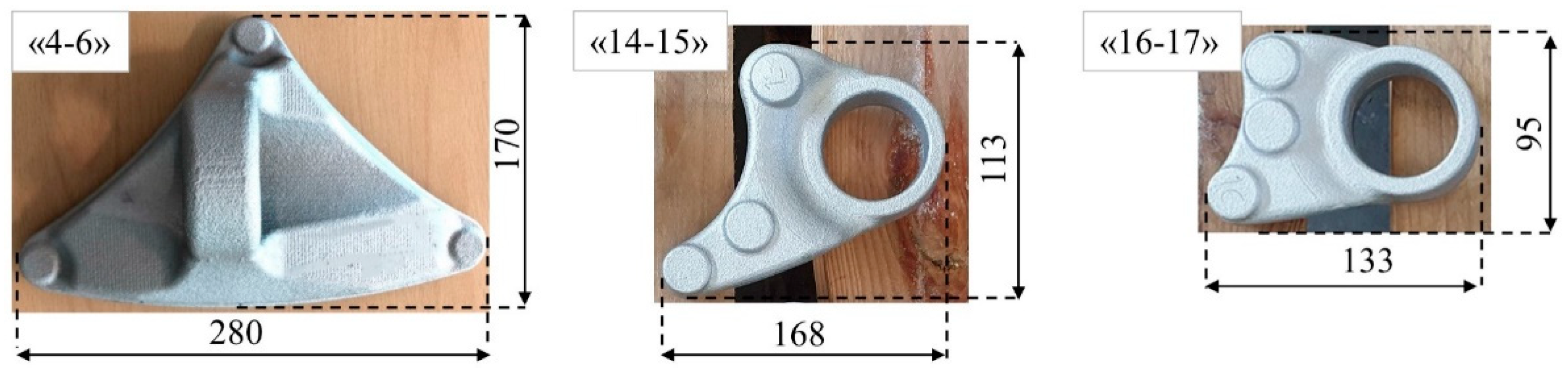
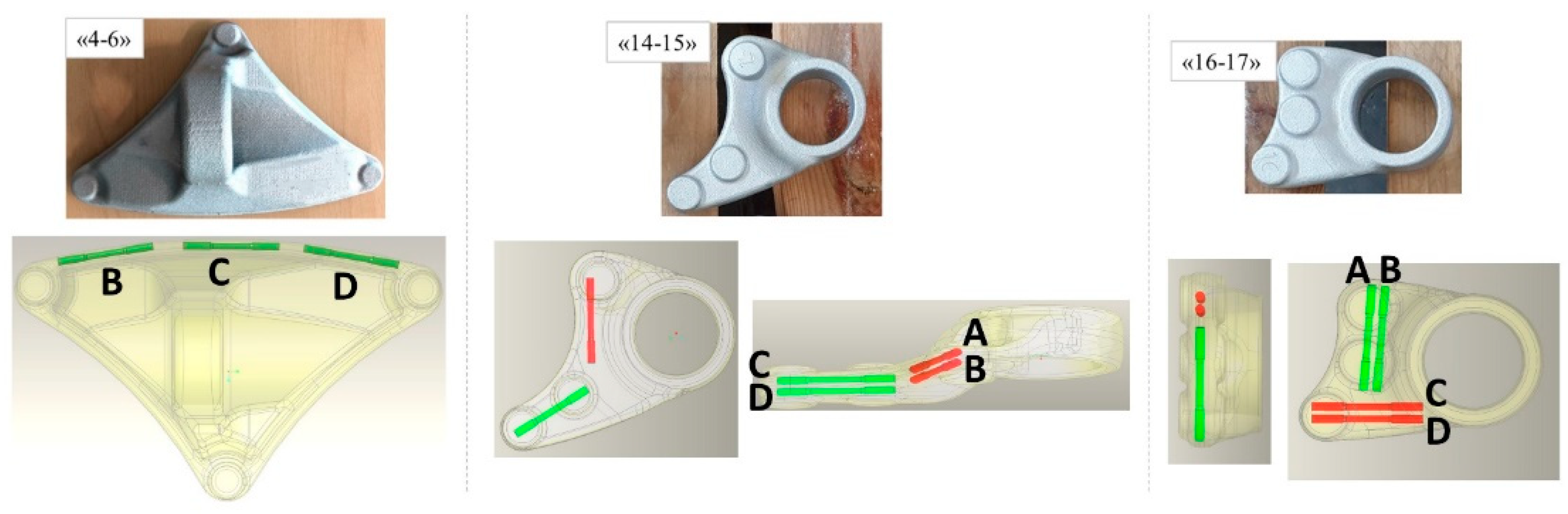
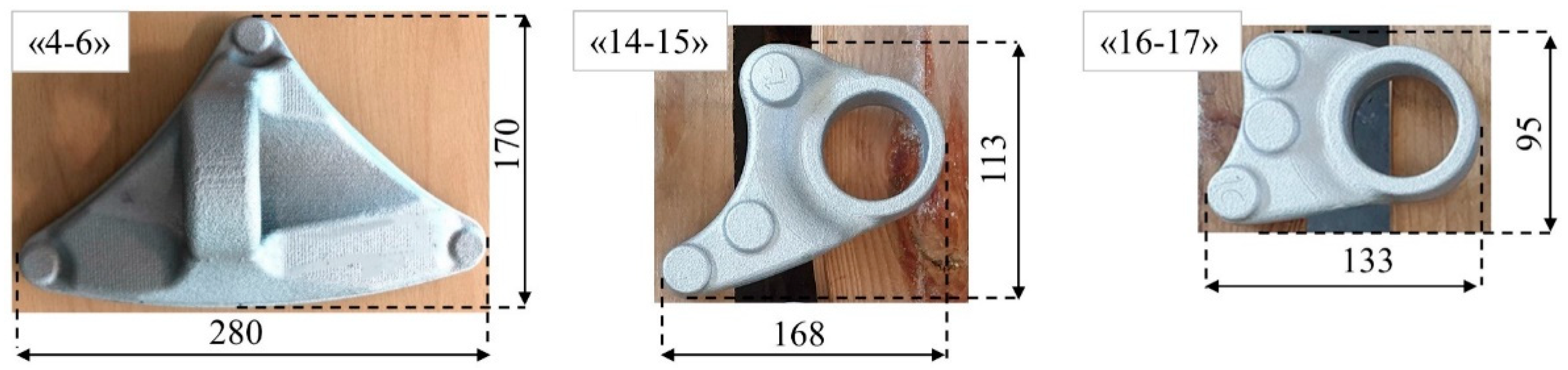
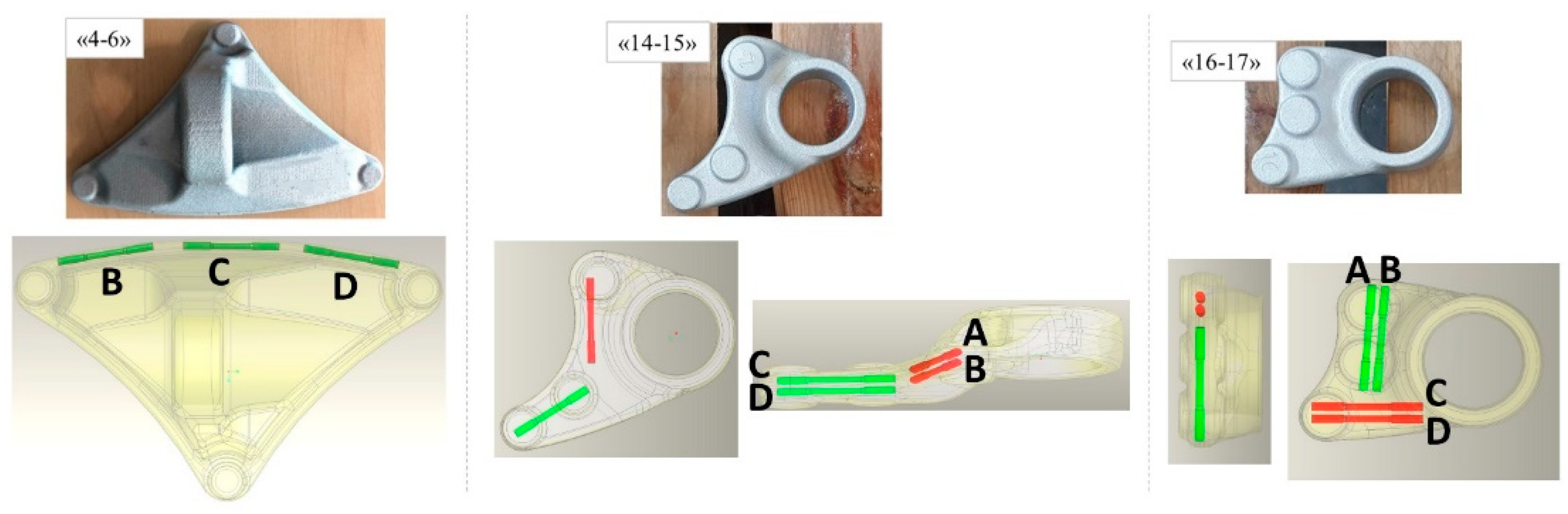
2.1. Sample Description
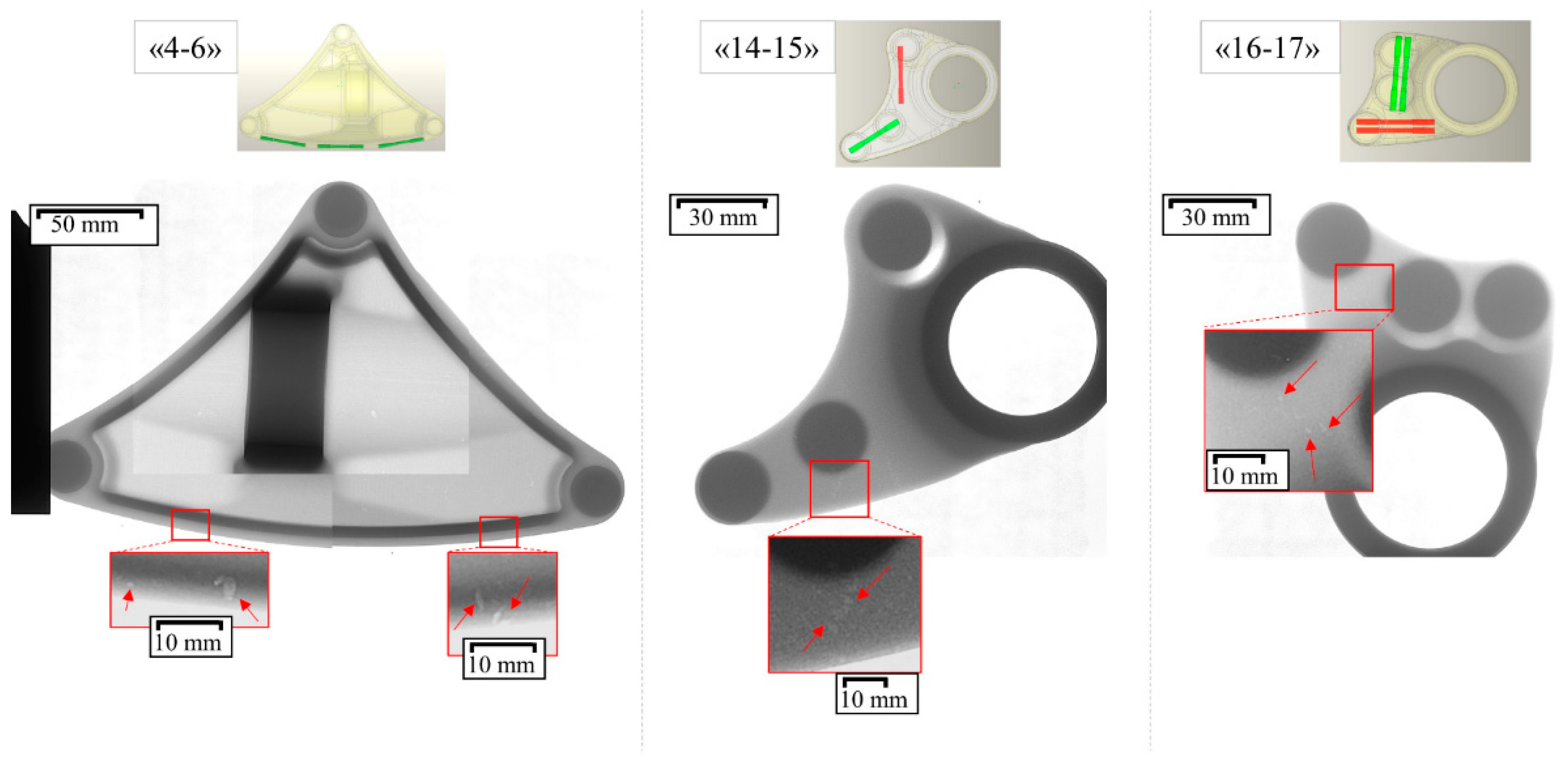
2.2. X-ray and Metallographical Analysis
2.3. Tensile Tests and Fractography
3. Results and Discussion
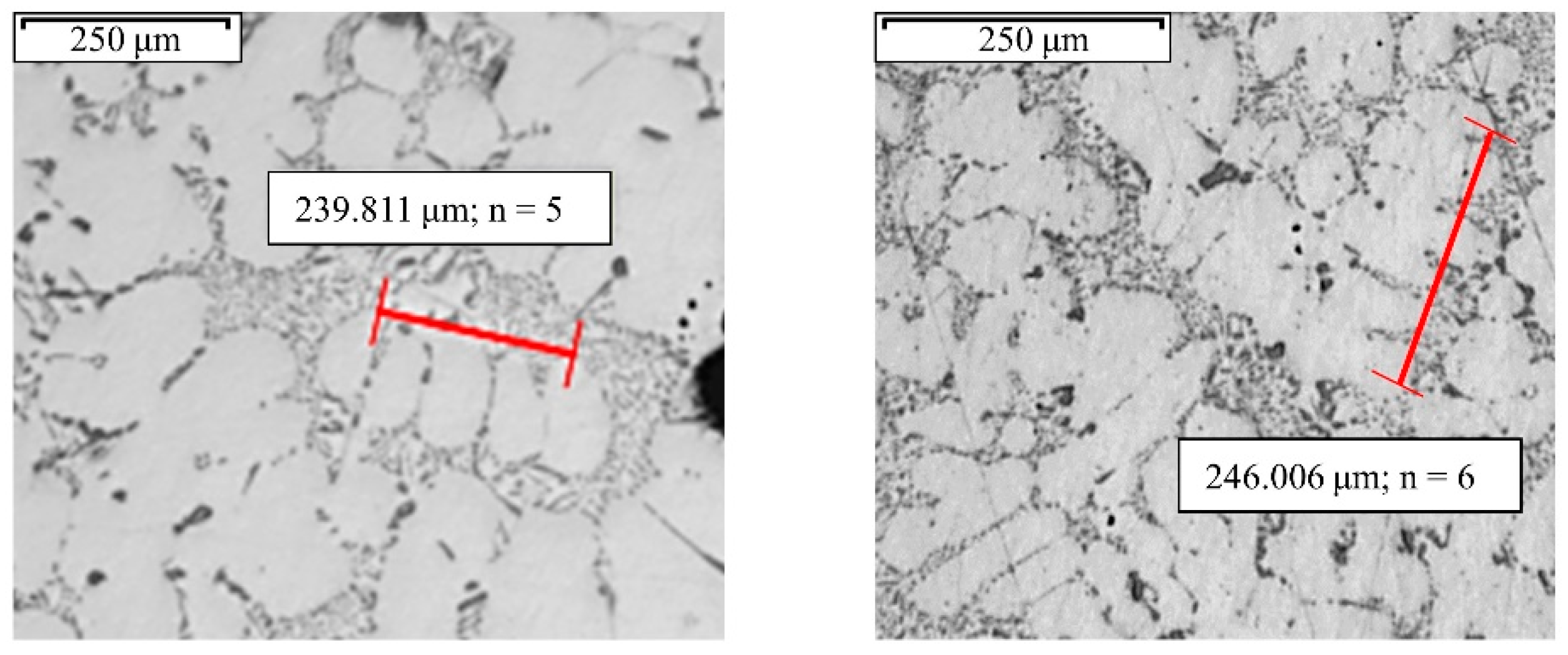
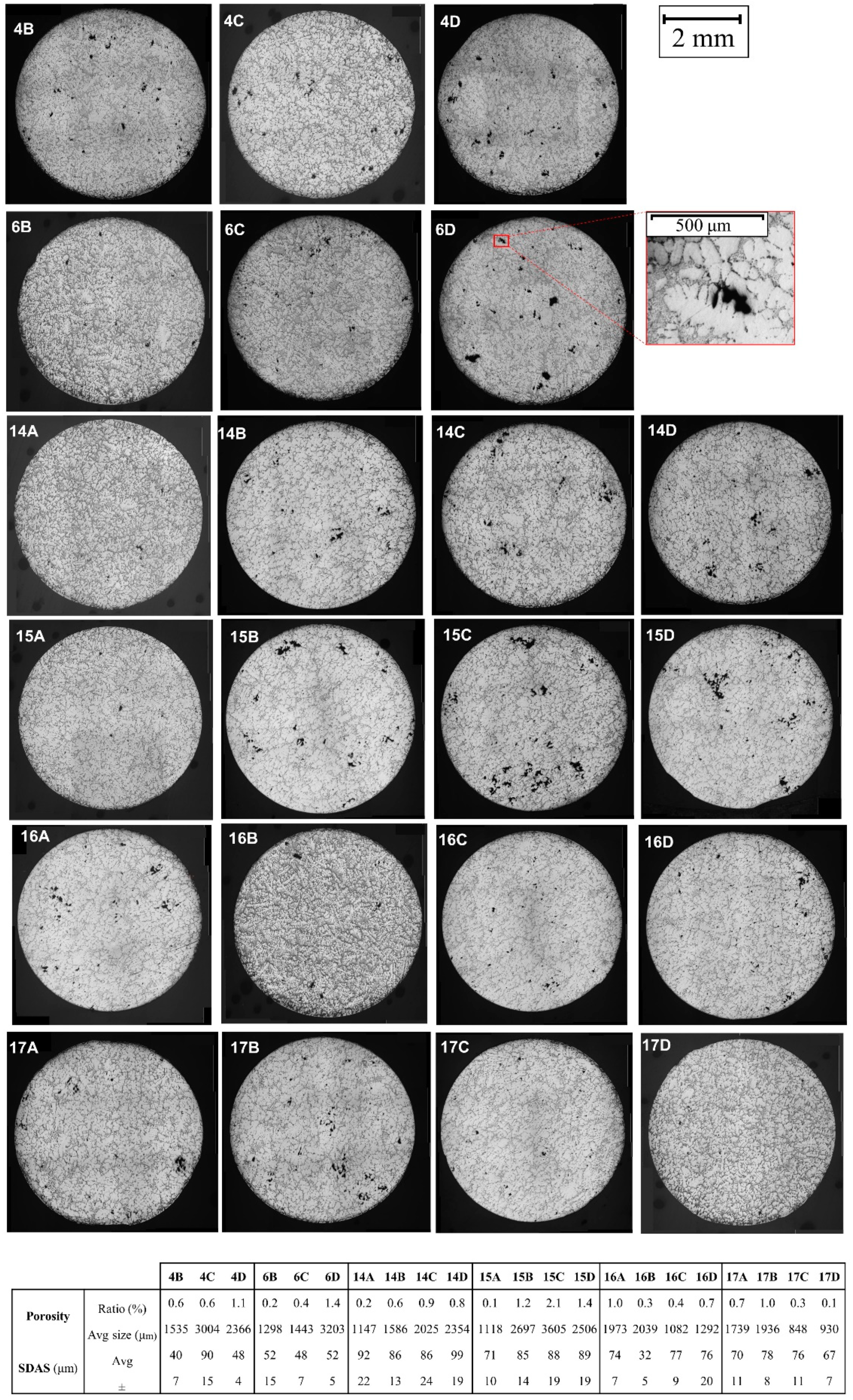
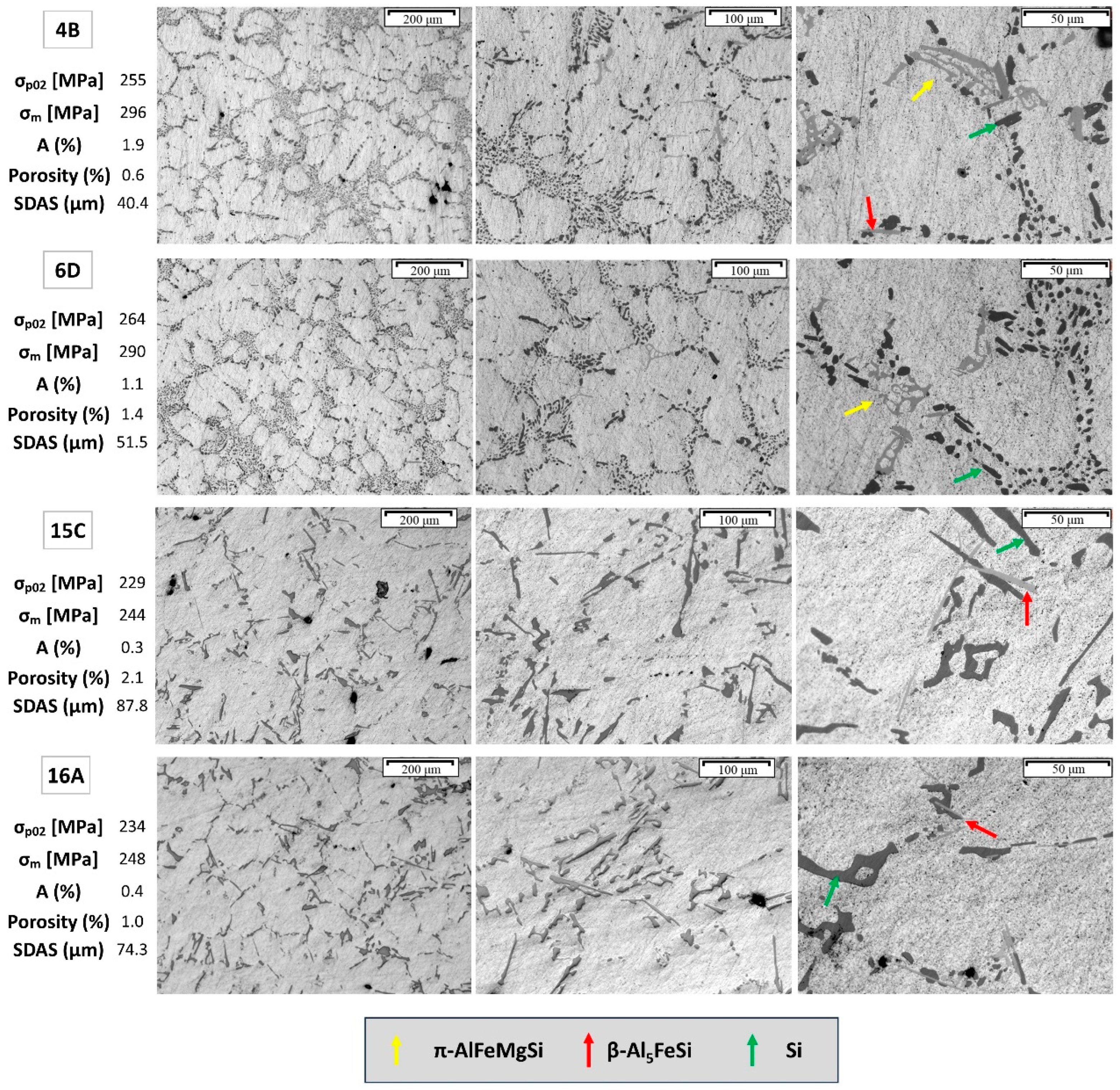
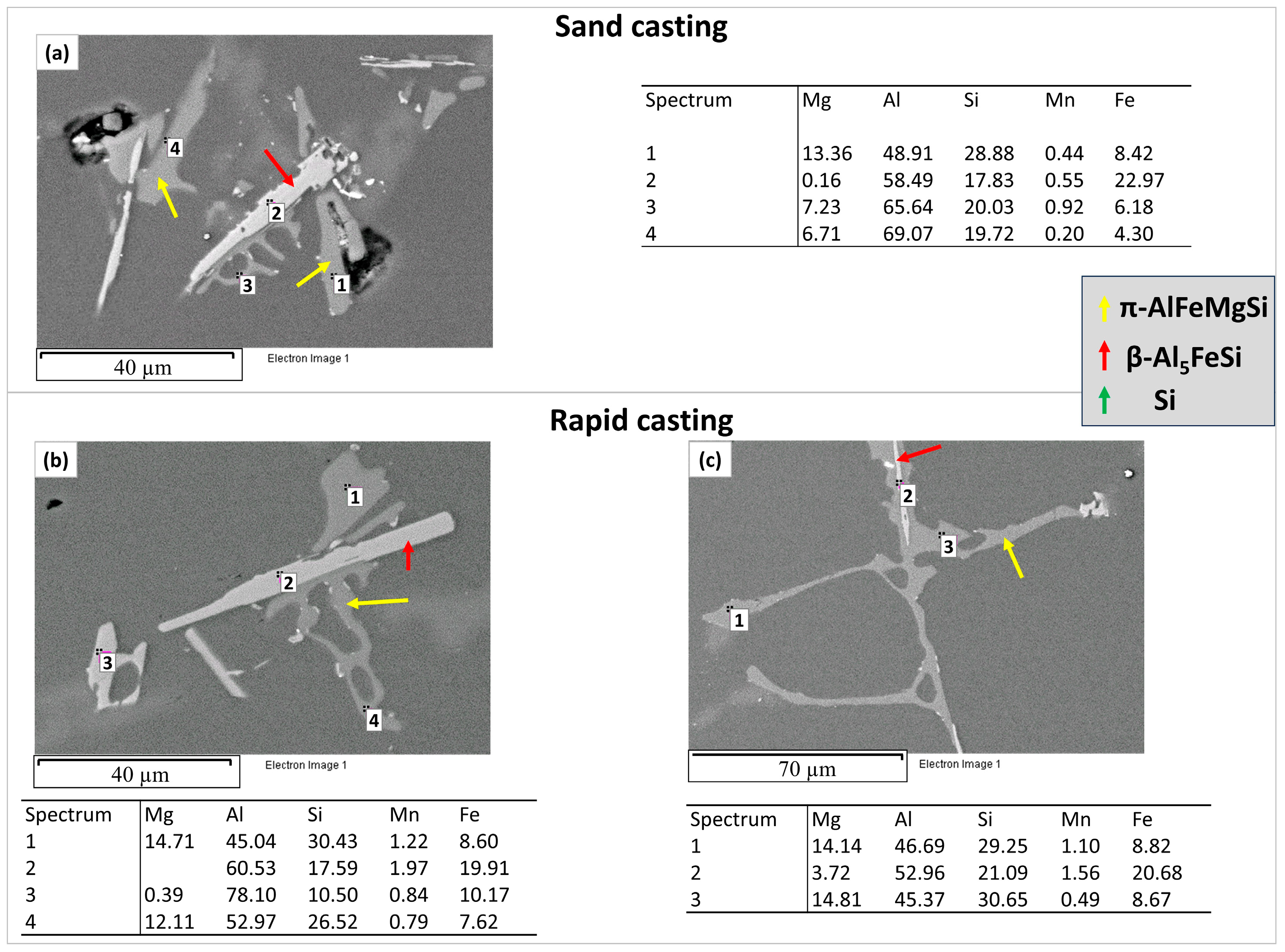
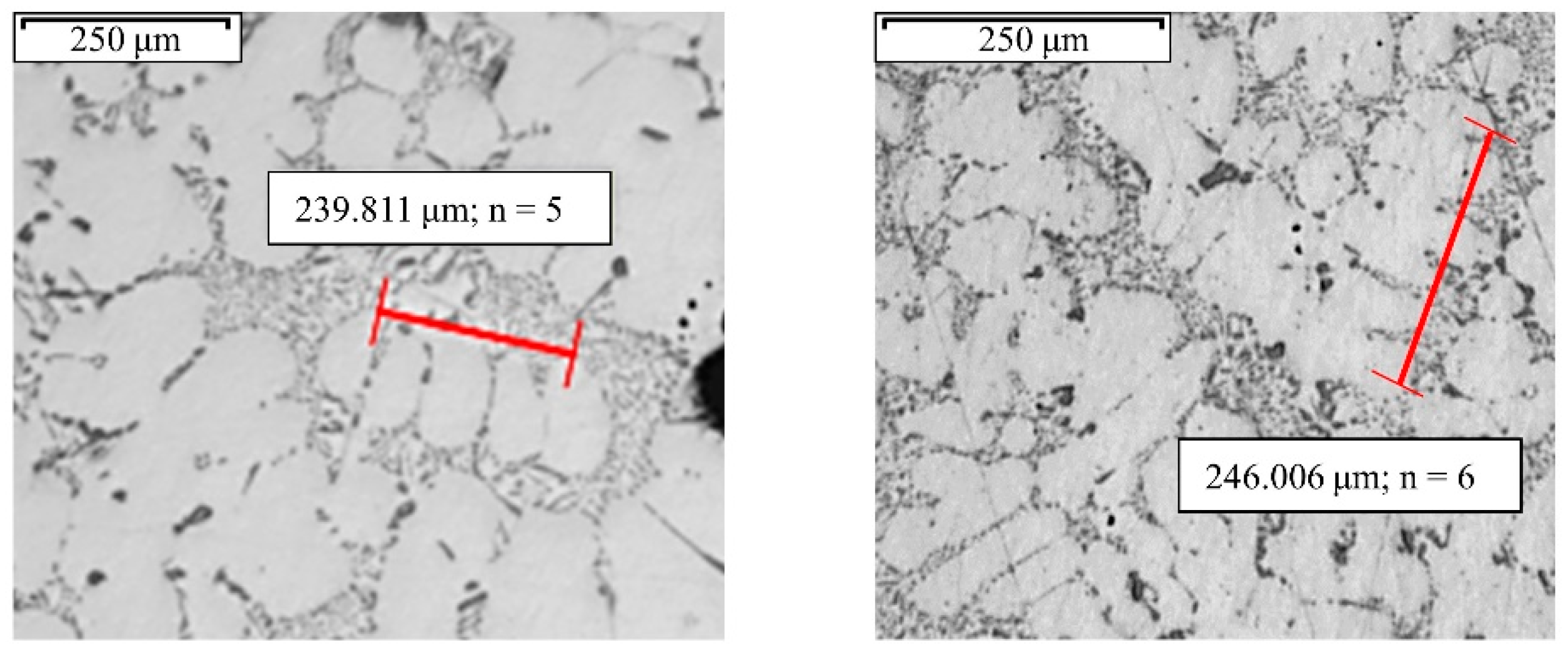
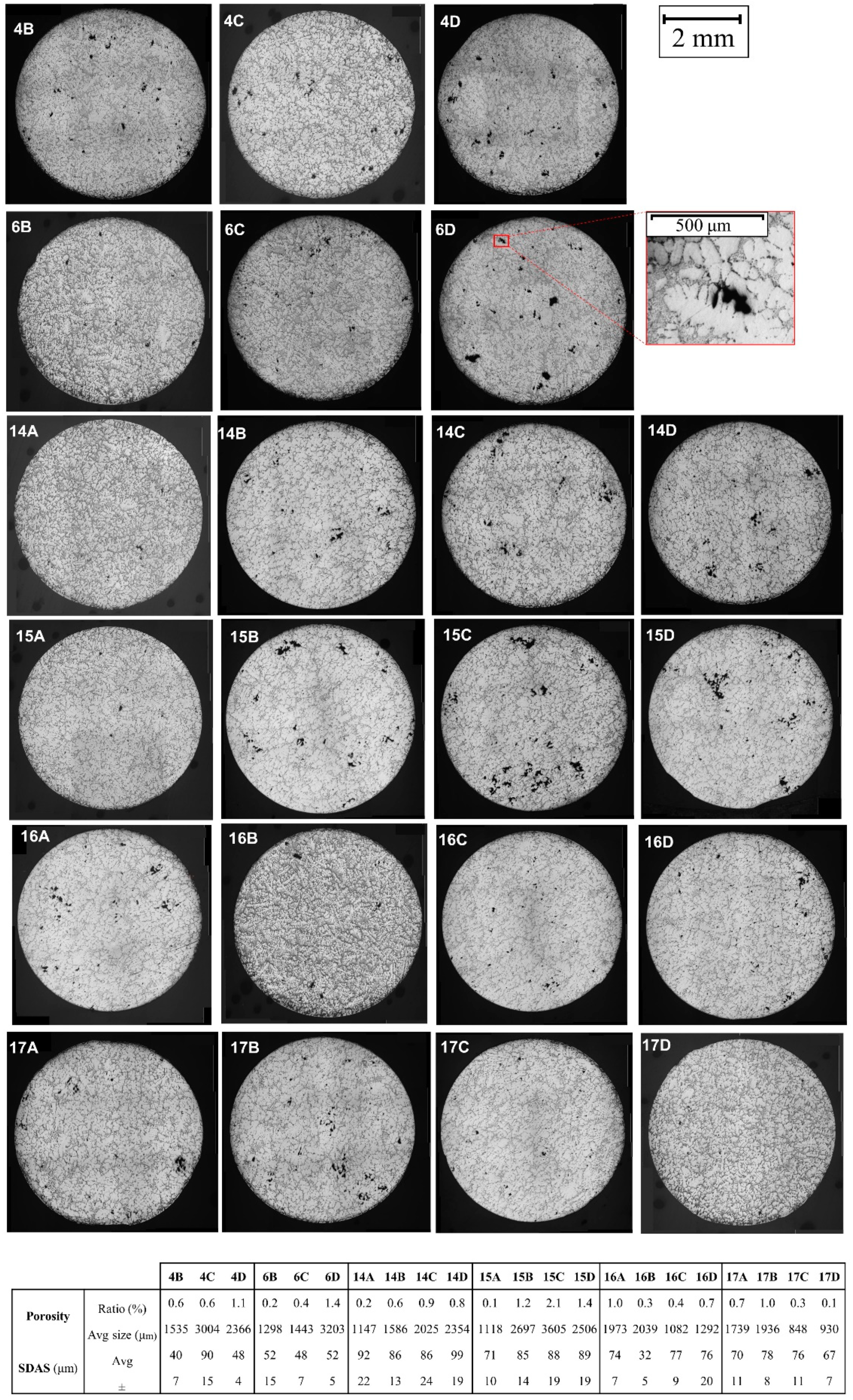
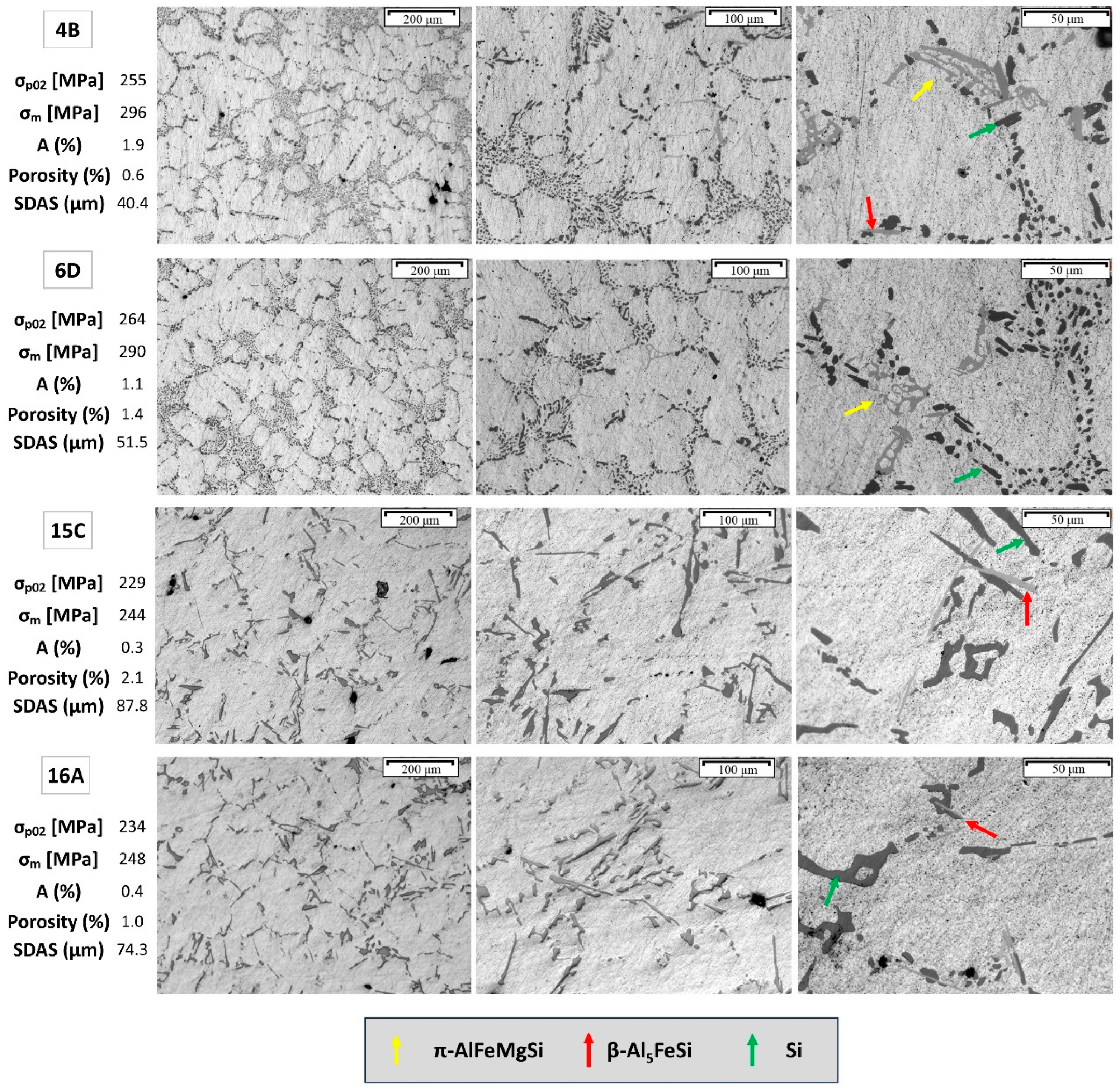
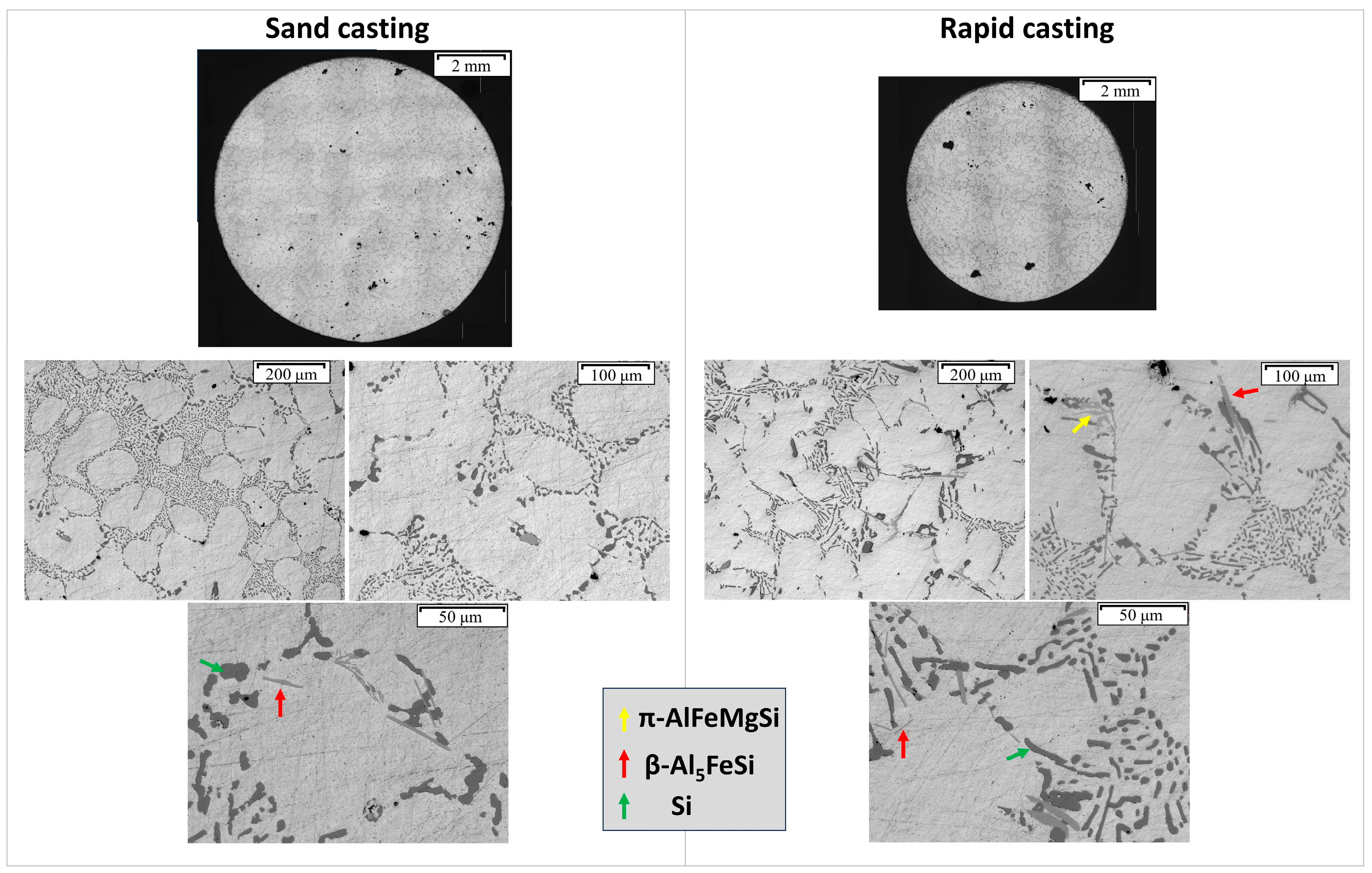
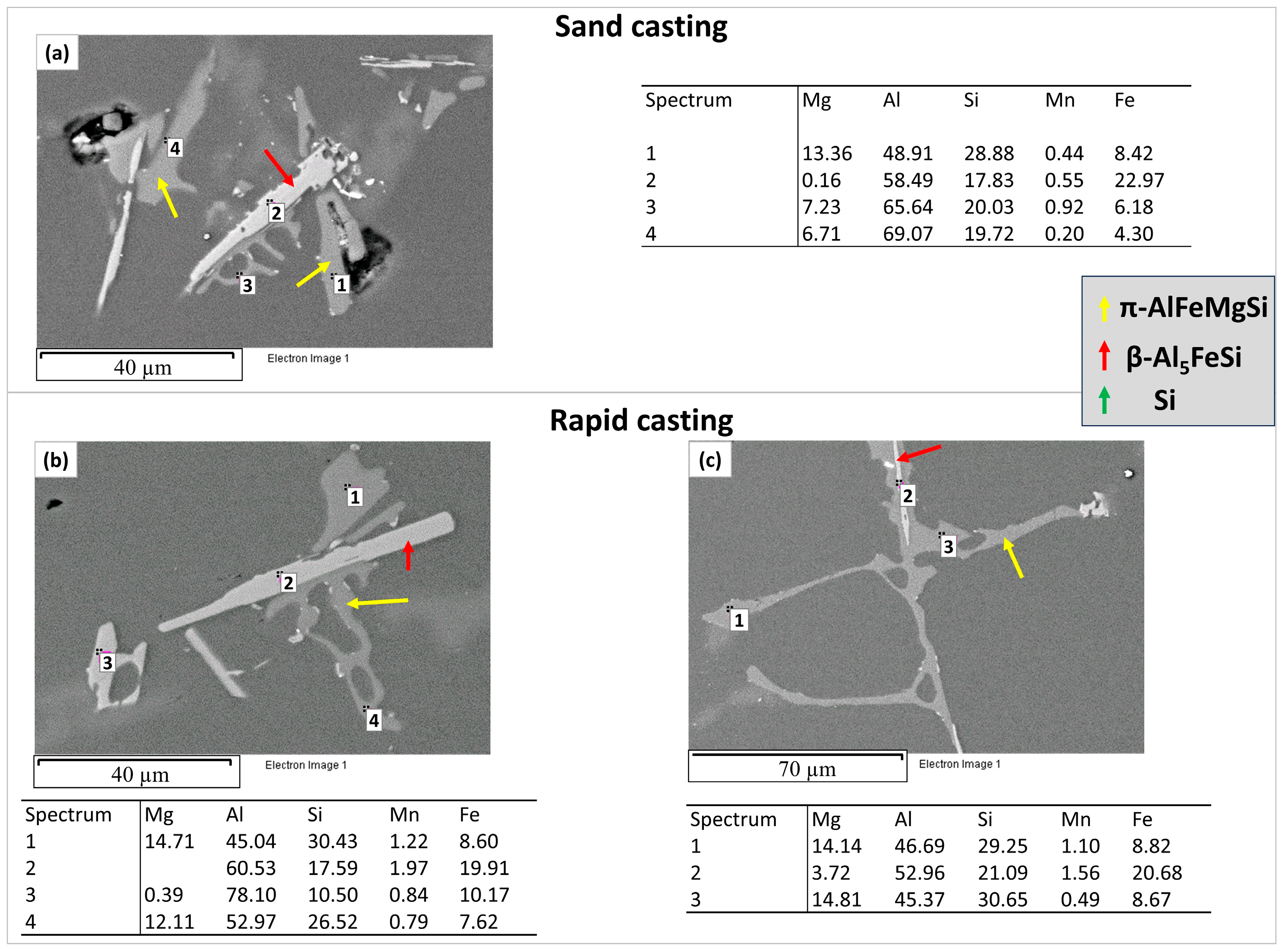
3.1. Metallographical Analysis
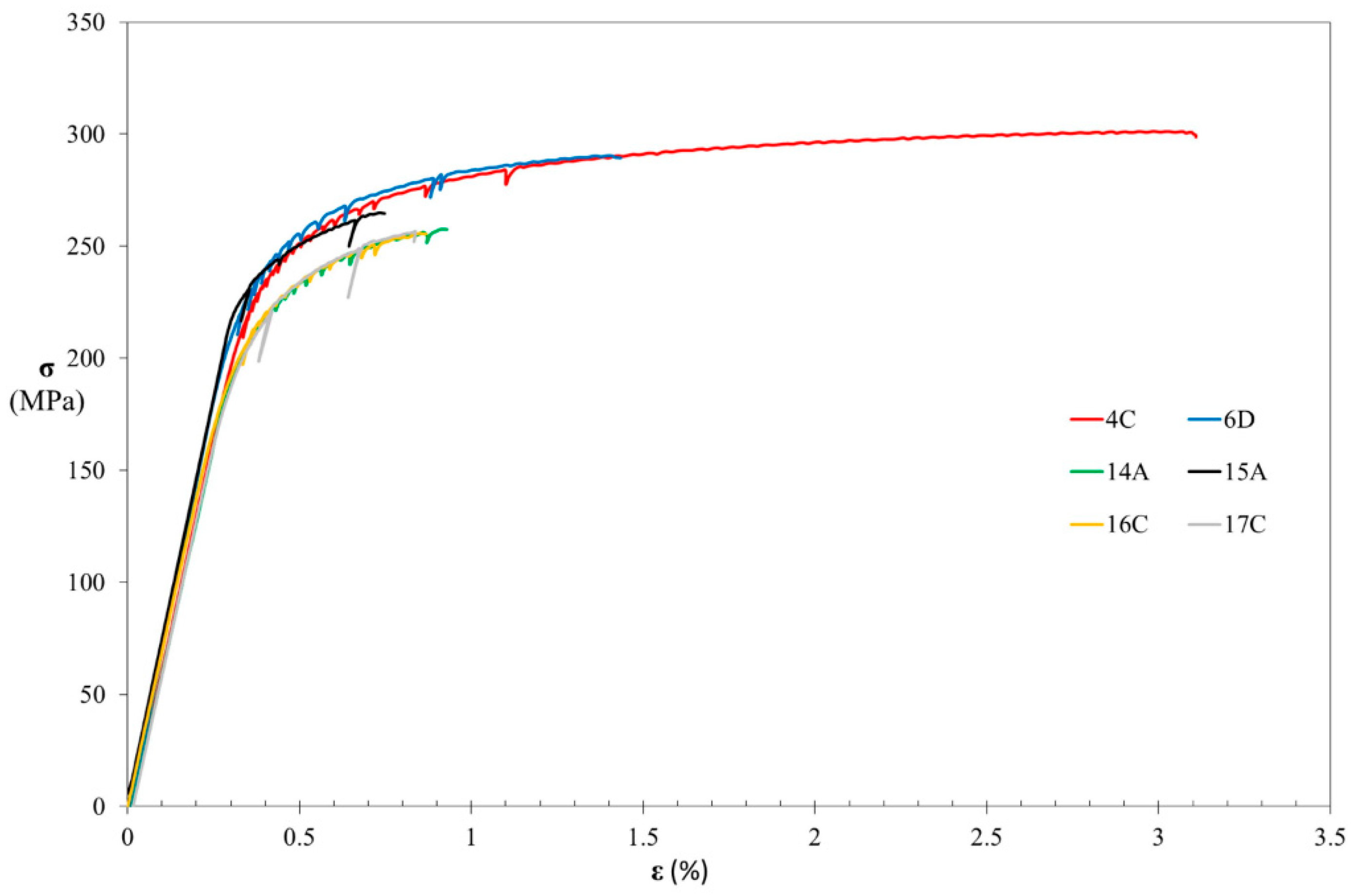
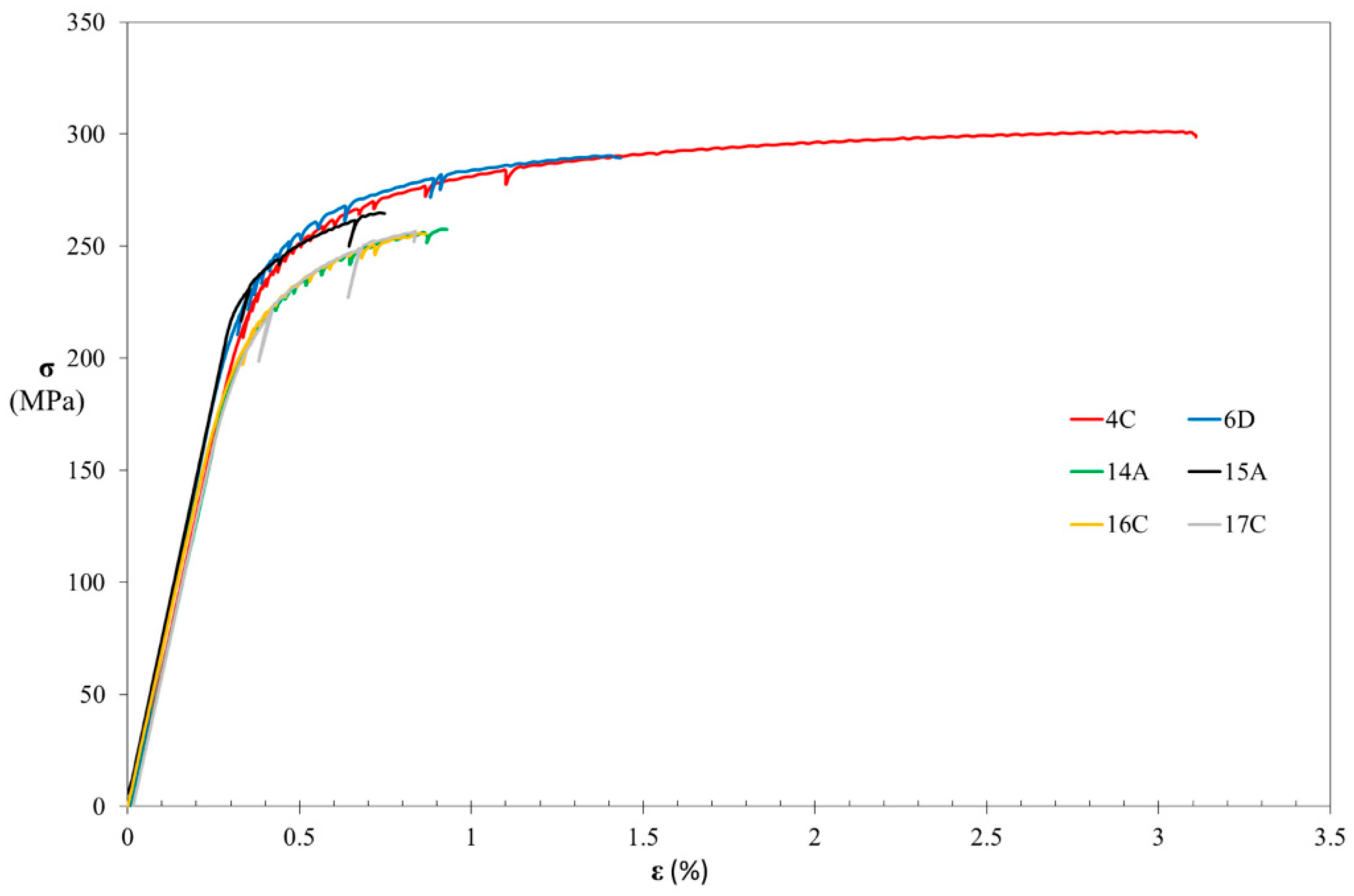
3.2. Tensile Tests
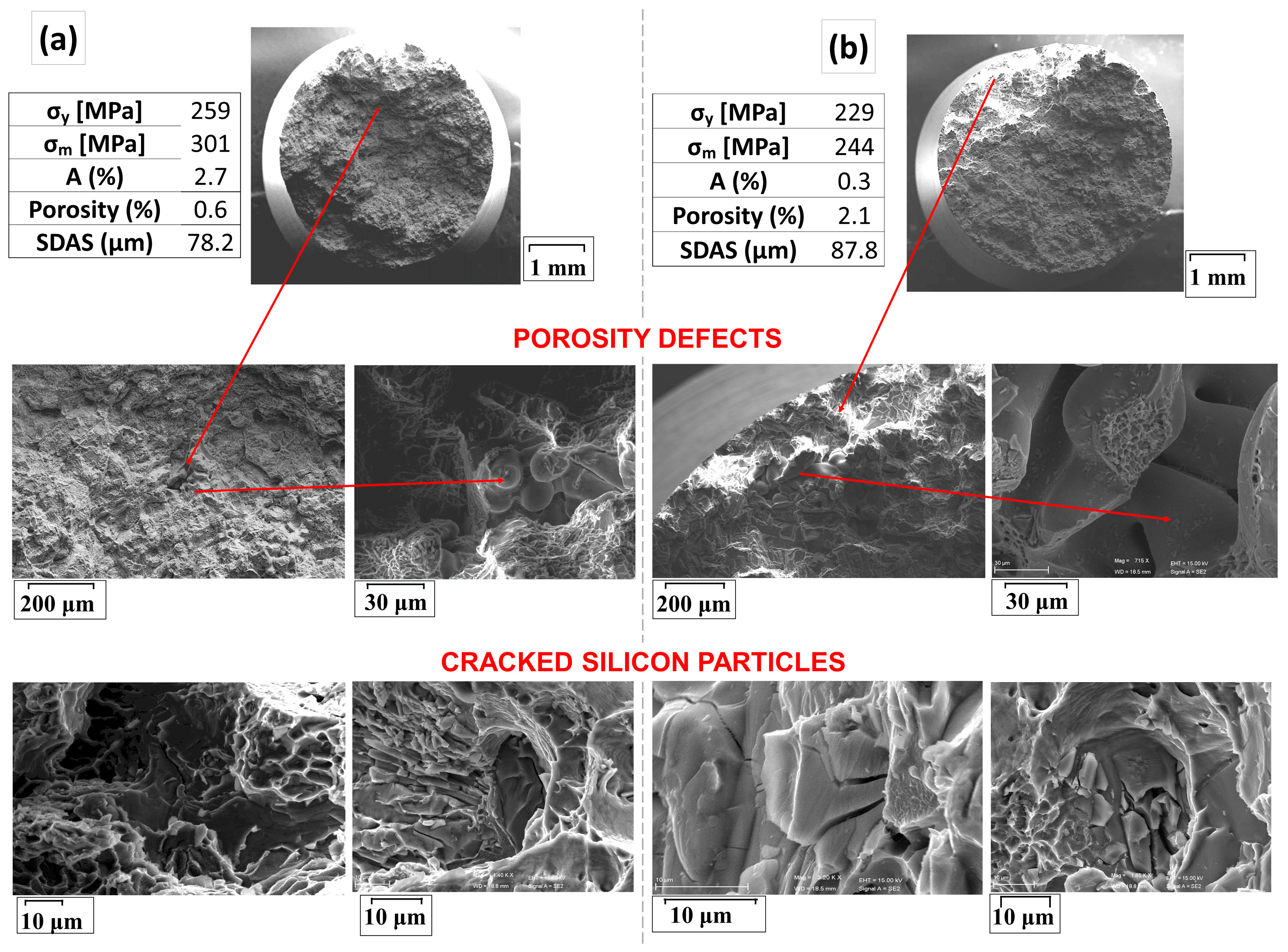
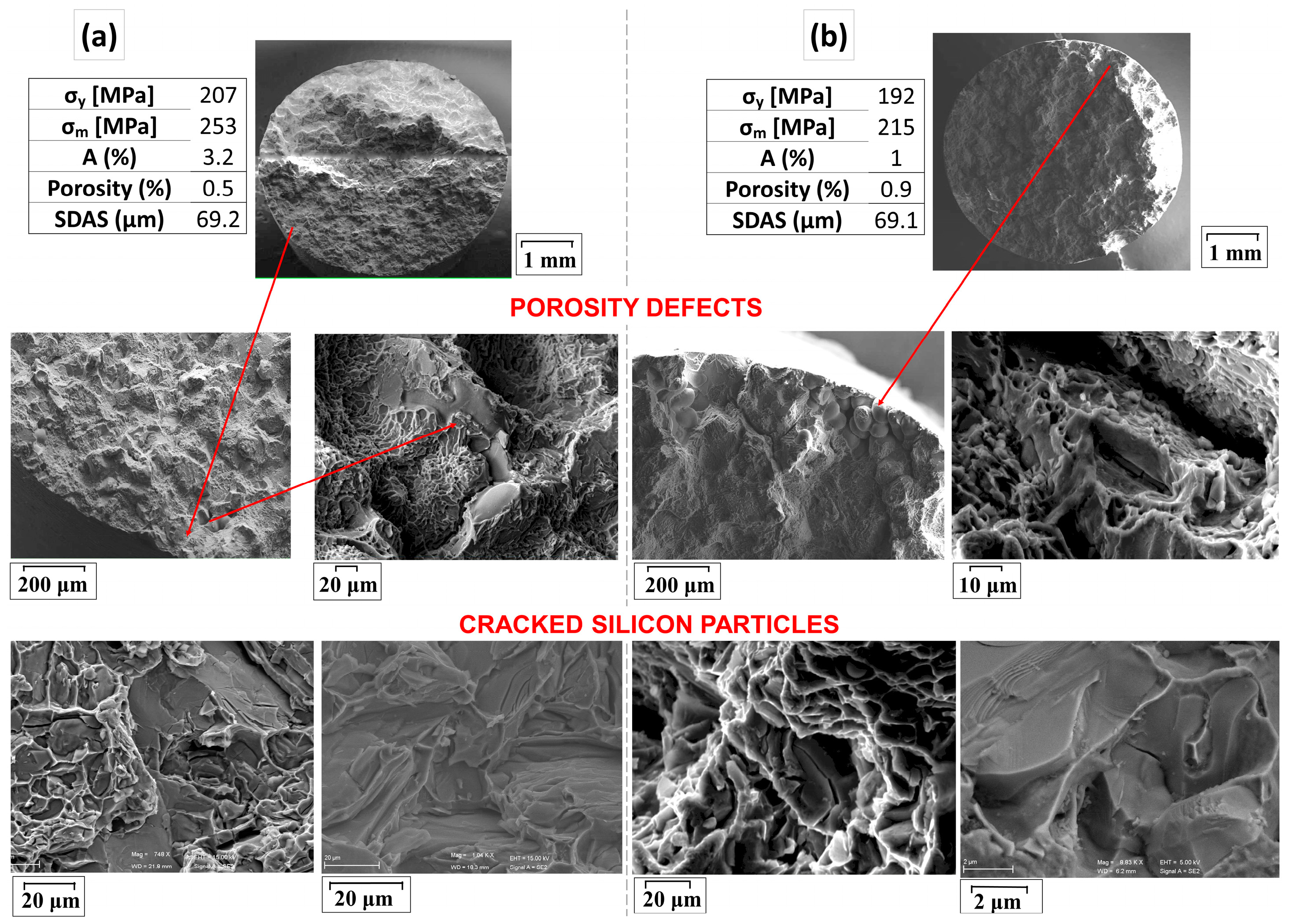
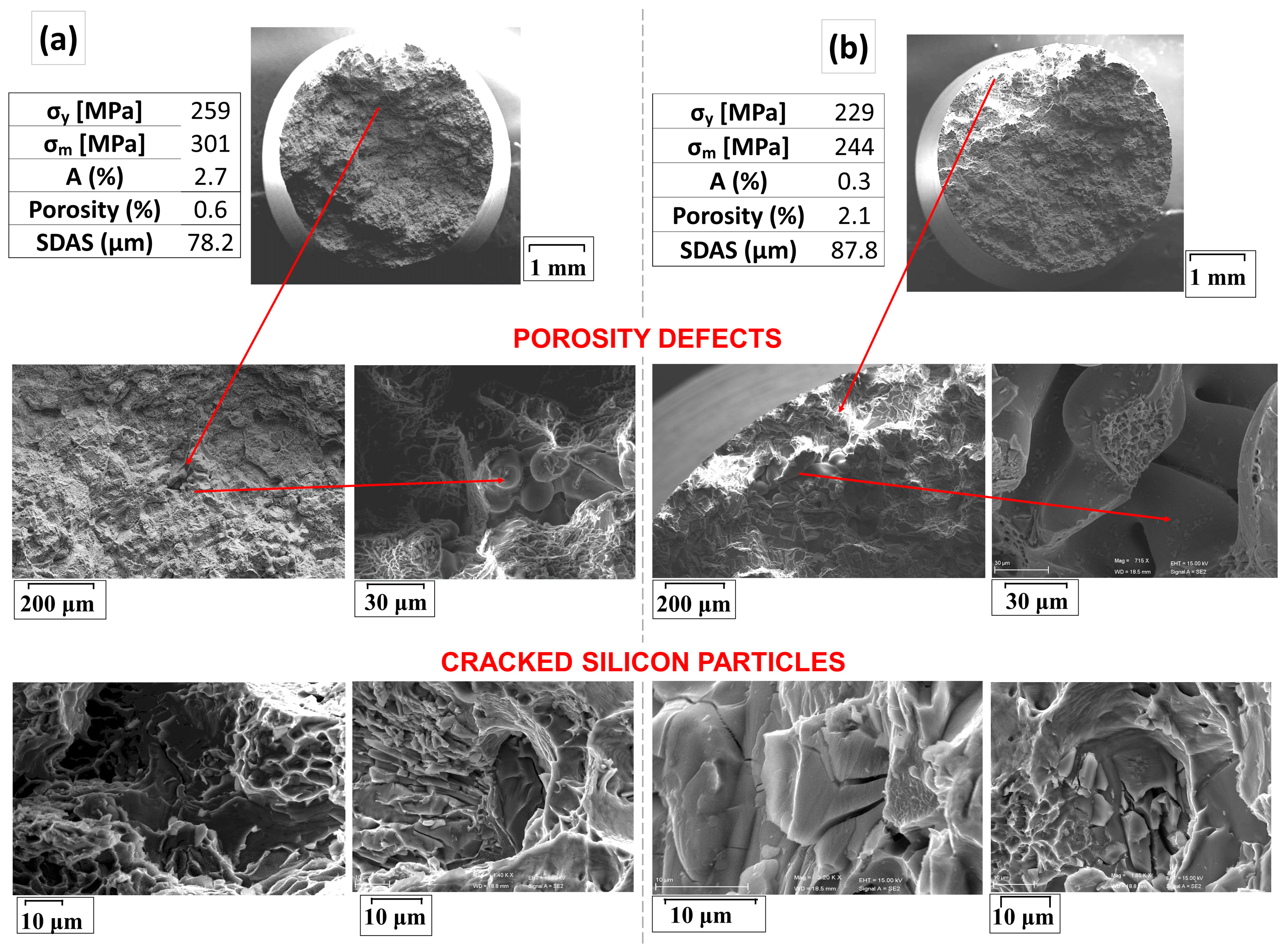
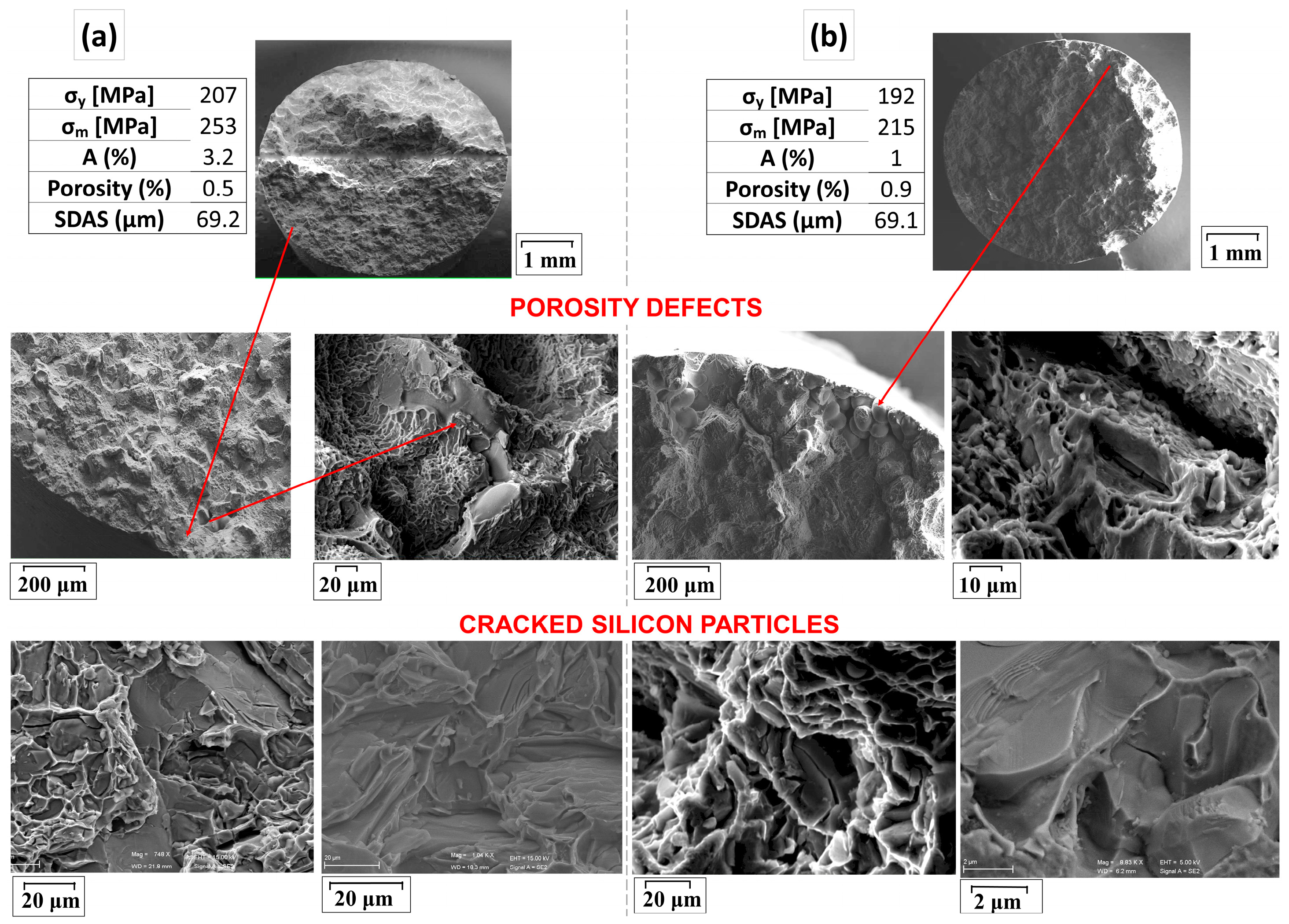
3.3. Fracture Surface
4. Conclusions
- Microstructural Similarities: Both RSC and SC components exhibited the typical microstructure of Al-Si casting, consisting of an α-aluminum dendrite matrix, eutectic silicon in the interdendritic regions, β-Al5FeSi platelets, and Chinese script π-AlFeMgSi precipitates. The only notable difference were the slightly coarser Al-Si eutectic plates in the thicker RSC components due to a decreased silicon modification effect (due to a decrease in the cooling rate).
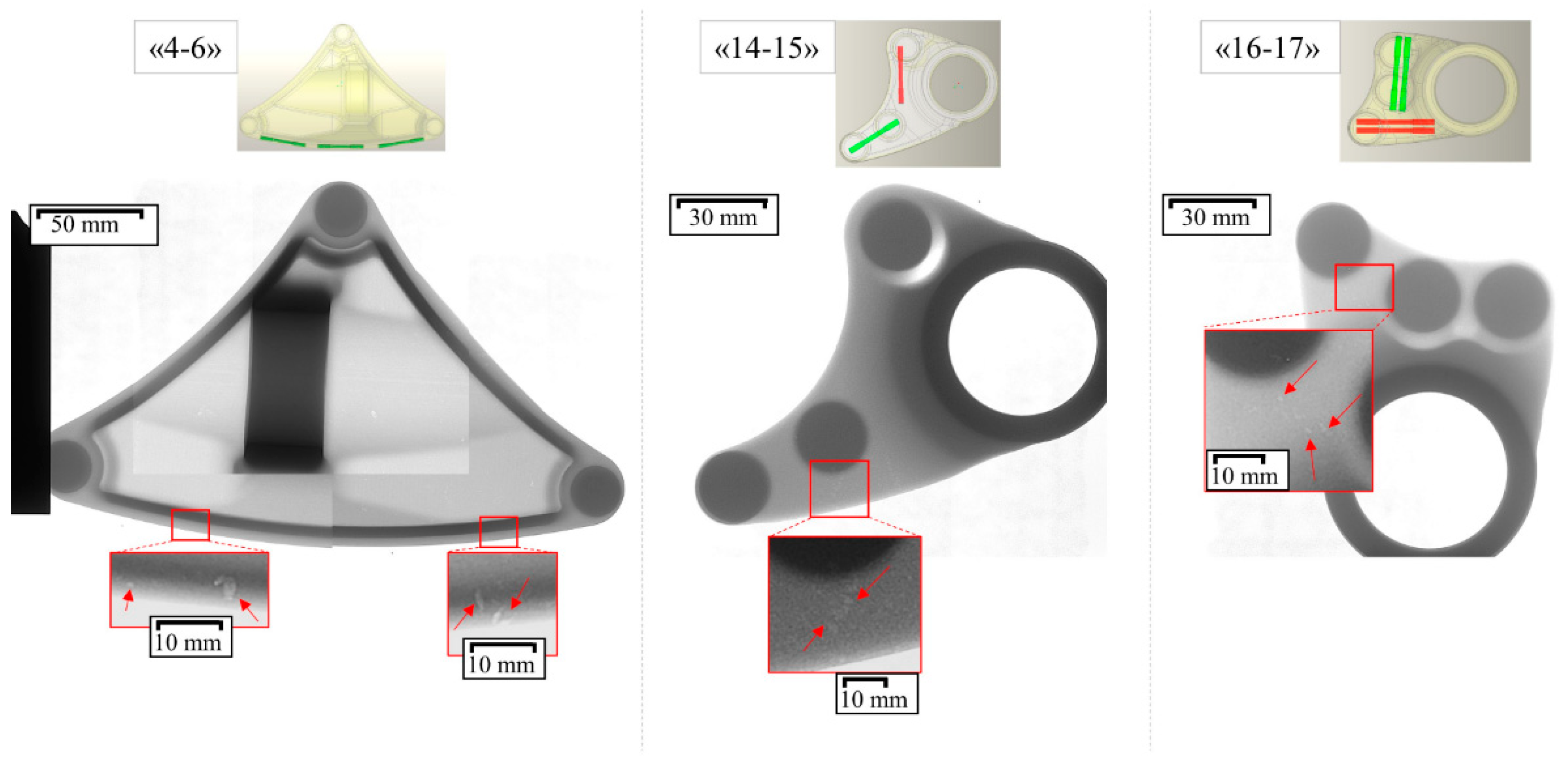
- Porosity Levels: Comparable levels of significant porosity content were observed in components produced using both RSC and SC processes, with no significant difference between the two technologies.
- Mechanical Properties:
- Tensile tests revealed that RSC samples machined from the thinnest design (named 4–6) exhibited higher mechanical properties, consistent with their SDAS measurements, compared to thicker parts.
- Conversely, RSC components (14–15 and 16–17 designs) displayed lower elongation at failure, attributed to a decrease in the silicon modification effect at higher wall thicknesses.
- The highest elongation at fracture values were achieved in conditions with relatively low porosity levels, suggesting a significant role of this defect in reducing ductility for both RSC and SC.
- While the elongation at fracture and porosity levels were comparable between the two technologies, RSC exhibited higher yield strength and ultimate tensile strength primarily due to the higher Mg content in the RSC alloy rather than process-specific factors.
- Fracture Behavior: the fracture behavior was also highly similar for all the examined samples belonging to both technologies. Fracture was primarily brittle in nature, governed by silicon particles cracking and intergranular fracture, with porosity levels playing a crucial role in determining the degree of embrittlement observed in both RSC and SC components. Higher porosity percentages on fracture surfaces correlated with lower elongation at fracture, regardless of the casting process employed. Additionally, regions with characteristic dimples of ductile fracture were observed.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cecchel, S. Materials and technologies for lightweighting of structural parts for automotive applications: A review. SAE Int. J. Mater. Manuf. 2020, 14, 81–98. [Google Scholar] [CrossRef]
- Cecchel, S.; Ferrario, D.; Mega, F.; Cornacchia, G. Numerical, Mechanical, and Metallurgical Investigation of an Innovative Near Net Shape Titanium Selective Laser Melting Engine Component and Comparison with the Conventional Forged One. Adv. Eng. Mater. 2021, 23, 2100036. [Google Scholar] [CrossRef]
- Cecchel, S.; Ferraresi, R.; Magni, M.; Guerini, L.; Cornacchia, G. Evolution of prototyping in automotive engineering: A Comprehensive Study on the reliability of Additive Manufacturing for advanced powertrain components. Frat. Ed Integrità Strutt. 2024, 68, 109–126. [Google Scholar] [CrossRef]
- Gagpalliwar, P.; Vyawhare, R.; Dhatrak, P. Implementation of additive manufacturing in sand casting process. In Proceedings of the 3rd International Conference on Manufacturing, Material Science and Engineering (ICMMSE 2021) AIP Conference, Telangana, India, 24–25 September 2021; Volume 2548, p. 020013. [Google Scholar] [CrossRef]
- Upadhyay, M.; Sivarupan, T.; El Mansori, M. 3D printing for rapid sand casting—A review. J. Manuf. Process. 2017, 29, 211–220. [Google Scholar] [CrossRef]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; Mansori, M.E.; Salonitis, K.; Jolly, M.; Dargusch, M.S. A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Oguntuyi, S.D.; Nyembwe, K.; Shongwe, M.B.; Mojisola, T. Challenges and recent progress on the application of rapid sand casting for part production: A review. Int. J. Adv. Manuf. Technol. 2023, 126, 891–906. [Google Scholar] [CrossRef]
- Wang, X. Thermal Physical and Mechanical Properties of Raw Sands and Sand Cores for Aluminum Casting. Master’s Thesis, Montanuniversität Leoben University, Leoben, Austria, 2014. Available online: https://pure.unileoben.ac.at/en/publications/thermal-physical-and-mechanical-properties-of-raw-sands-and-sand- (accessed on 12 April 2024).
- Toth, J.; Svidro, J.T.; Dioszegi, A.; Stevenson, D. Heat absorption capacity and binder degradation characteristics of 3D printed cores investigated by inverse Fourier thermal analysis. Int. J. Met. 2016, 10, 306–314. [Google Scholar] [CrossRef]
- Martinez, D.; Bate, C.; Manogharan, G. Towards Functionally Graded Sand Molds for Metal Casting: Engineering Thermo-mechanical Properties Using 3D Sand Printing. JOM 2020, 72, 1340–1354. [Google Scholar] [CrossRef]
- Rodríguez-González, P.; Fernández-Abia, A.I.; Castro-Sastre, M.A.; Robles, P.E.; Barreiro, J.; Leo, P. Comparative Study of Aluminum Alloy Casting obtained by Sand Casting Method and Additive Manufacturing Technology. Procedia Manuf. 2019, 41, 682–689. [Google Scholar] [CrossRef]
- Snelling, D.; Blount, H.; Forman, C.; Ramsburg, K.; Wentzel, A.; Williams, C.; Druschitz, A. The effects on 3D printed molds on metal castings. In Proceedings of the 2013 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2013. [Google Scholar] [CrossRef]
- Li, Y.; Liu, J.X.; Huang, W.Q.; Zhang, S. Microstructure related analysis of tensile and fatigue properties for sand casting aluminum alloy cylinder head. Eng. Fail. Anal. 2022, 136, 106210. [Google Scholar] [CrossRef]
- Huang, J.; Zhao, H.; Chen, Z. Microstructure and properties of A356 alloy wheels fabricated by lowpressure die casting with local squeeze. J. Mater. Eng. Perform. 2019, 28, 2137–2146. [Google Scholar] [CrossRef]
- Duygun, İ.K.; Ağaoğlu, G.H.; Dispinar, D.; Orhan, G. Time-dependent corrosion properties of Sr-modified AlSi9 alloy analyzed by electrochemical techniques. J. Alloys Compd. 2019, 803, 786–794. [Google Scholar] [CrossRef]
- Neuser, M.; Grydin, O.; Andreiev, A.; Schaper, M. Effect of Solidification Rates at Sand Casting on the Mechanical Joinability of a Cast Aluminium Alloy. Metals 2021, 11, 1304. [Google Scholar] [CrossRef]
- Vasudevan, G.; Anbukkarasi, R.; Sanil, H.; Ravi, M. Combined effect of Sr-addition and pressure induced solidification on eutectic-Si morphology and mechanical properties of squeeze cast Al-Si binary alloy. Mater. Today Commun. 2023, 34, 105104. [Google Scholar] [CrossRef]
- Arabpour, M.; Boutorabi, S.M.A.; Saghafian, H. Effect of Casting Thickness on the Solidification Characteristics and Microstructural Parameters of Near-Eutectic Al-Si Alloy Produced by Ablation Casting Process. Metallogr. Microstruct. Anal. 2022, 11, 212–224. [Google Scholar] [CrossRef]
- Sun, S.C.; Yuan, B.; Liu, M.-P. Effects of moulding sands and wall thickness on microstructure and mechanical properties of Sr-modified A356 aluminum casting alloy. Trans. Nonferrous Met. Soc. China 2012, 22, 18841890. [Google Scholar] [CrossRef]
- Samuel, A.; Doty, H.; Valtierra, S.; Samuel, F. Effect of Sr-P interaction on the microstructure and tensile properties of A413.0 type alloys. Adv. Mater. Sci. Eng. 2016, 2016, 7691535. [Google Scholar] [CrossRef]
- Shabestari, S.; Ghodrat, S. Assessment of modification and formation of intermetallic compounds in aluminum alloy using thermal analysis. Mater. Sci. Eng. A 2007, 467, 150–158. [Google Scholar] [CrossRef]
- Farahany, S.; Ourdjini, A.; Idris, M.H.; Shabestari, S. Computer aided cooling curve thermal analysis of near eutectic Al–Si–Cu–Fe alloy. J. Therm. Anal. Calorim. 2013, 114, 705–717. [Google Scholar] [CrossRef]
- “Leghe di Alluminio in Colata Continua. Continuos Casting Alluminium Alloys”, EN AC 42100 Raffmetal Datasheet. Available online: https://www.fonderiasala.com/wp-content/uploads/2021/07/EN42200.pdf (accessed on 9 April 2024).
- Vandersluis, E.; Ravindran, C. Comparison of Measurement Methods for Secondary Dendrite Arm Spacing. Metallogr. Microstruct. Anal. 2017, 6, 89–94. [Google Scholar] [CrossRef]
- UNI EN ISO 6892–1: 2020; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2020.
- Rathod, H.; Dhulia, J.K.; Maniar, N.P. Prediction of Shrinkage Porosity Defect in Sand Casting Process of LM25. IOP Conf. Ser. Mater. Sci. Eng. 2017, 225, 012237. [Google Scholar] [CrossRef]
- Moldovan, P.; Popescu, G.; Dobra, G.; Stanica, C. Microstructure evaluation and microporosity formation in AlSi7Mg 0.3 alloys. In Proceedings of the Light Metals 2003—132nd TMS annual meeting, San Diego, CA, USA, 2–6 March 2003; Crepeau, P.N., Ed.; TMS (The Minerals, Metals & Materials Society): Warrendale, PA, USA, 2003; pp. 937–944. [Google Scholar]
- Khalajzadeh, V.; Beckermann, C. Simulation of Shrinkage Porosity Formation During Alloy Solidification. Metall. Mater. Trans. A 2020, 51, 2239–2254. [Google Scholar] [CrossRef]
- Sajedi, Z.; Casati, R.; Poletti, M.C.; Wang, R.; Iranshahi, F.; Vedani, M. Comparative thermal fatigue behavior of AlSi7Mg alloy produced by L-PBF and sand casting. Int. J. Fatigue 2021, 152, 106424. [Google Scholar] [CrossRef]
- Callegari, B.; Lima, T.N.; Coelho, R.S. The Influence of Alloying Elements on the Microstructure and Properties of Al-Si-Based Casting Alloys: A Review. Metals 2023, 13, 1174. [Google Scholar] [CrossRef]
- Liu, X.; Wang, C.; Zhang, S.; Song, J.; Zhou, X.; Zha, M.; Wang, H. Fe-Bearing Phase Formation, Microstructure Evolution, and Mechanical Properties of Al-Mg-Si-Fe Alloy Fabricated by the Twin-Roll Casting Process. J. Alloys Compd. 2021, 886, 161202. [Google Scholar] [CrossRef]
- Dighe, M.D.; Gokhale, A.M.; Horstemeyer, M.F. Effect of loading condition and stress state on damage evolution of silicon particles in an Al–Si–Mg-base cast alloy. Metall. Mater. Trans. A 2002, 33, 555–565. [Google Scholar] [CrossRef]
- Wang, Q.G. Microstructural effects on the tensile and fracture behavior of aluminum casting alloys A356/357. Metall. Mater. Trans. A 2003, 34, 2887–2899. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | |
|---|---|---|---|---|---|---|---|---|
| RSC | 7.82 | 0.12 | 0.02 | 0.01 | 0.47 | 0.04 | 0.16 | rest |
| SC | 7.12 | 0.11 | 0.01 | 0.01 | 0.31 | 0.01 | 0.14 | rest |
| 4B | 4C | 4D | 6B | 6C | 6D | 14A | 14B | 14C | 14D | 15A | 15B | 15C | 15D | 16A | 16B | 16C | 16D | 17A | 17B | 17C | 17D | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| σy [MPa] | 255 | 259 | 258 | 255 | 256 | 264 | 236 | 232 | 219 | 228 | 255 | 239 | 229 | 240 | 234 | 230 | 238 | 238 | 229 | 232 | 238 | 235 |
| σm [MPa] | 296 | 301 | 289 | 290 | 289 | 290 | 258 | 245 | 220 | 245 | 265 | 253 | 244 | 242 | 248 | 239 | 256 | 248 | 247 | 239 | 256 | 257 |
| A (%) | 1.9 | 2.7 | 0.9 | 1.2 | 0.9 | 1.1 | 0.5 | 0.3 | 0.2 | 0.4 | 0.4 | 0.4 | 0.3 | 0.2 | 0.4 | 0.5 | 0.5 | 0.3 | 0.4 | 0.3 | 0.5 | 0.5 |
| P (%) | 0.6 | 0.6 | 1.1 | 0.2 | 0.4 | 1.4 | 0.2 | 0.6 | 0.9 | 0.8 | 0.1 | 1.2 | 2.1 | 1.4 | 1.0 | 0.3 | 0.4 | 0.7 | 0.7 | 1.0 | 0.3 | 0.1 |
| P size (μm) | 1535 | 3004 | 2366 | 1298 | 1443 | 3203 | 1147 | 1586 | 2025 | 2354 | 1118 | 2697 | 3605 | 2506 | 1973 | 2039 | 1082 | 1292 | 1739 | 1936 | 848 | 930 |
| SDAS (μm) | 40 | 90 | 48 | 52 | 48 | 52 | 92 | 86 | 86 | 99 | 71 | 85 | 88 | 89 | 74 | 32 | 77 | 76 | 70 | 78 | 76 | 67 |
| Rapid Sand Casting | ||||||||
|---|---|---|---|---|---|---|---|---|
| 4–6 | 14–15 | 16–17 | All Components | |||||
| Avg. | ± | Avg. | ± | Avg. | ± | Avg. | ± | |
| σy [MPa] | 258 | 3 | 235 | 10 | 234 | 3 | 241 | 13 |
| σm [MPa] | 292 | 5 | 246 | 12 | 249 | 7 | 260 | 22 |
| A (%) | 1.4 | 0.7 | 0.4 | 0.1 | 0.4 | 0.1 | 0.7 | 0.6 |
| Porosity (%) | 0.7 | 0.4 | 0.9 | 0.6 | 0.6 | 0.3 | 0.7 | 0.5 |
| Porosity size (μm) | 2142 | 835 | 2130 | 844 | 1480 | 497 | 1897 | 768 |
| SDAS (μm) | 55 | 16 | 87 | 7 | 69 | 14 | 71 | 19 |
| RSC (Avg 4–6) | RSC (Global Avg) | SC (Avg 4–6) | ||||
|---|---|---|---|---|---|---|
| Avg | ± | Avg | ± | Avg | ± | |
| σy [MPa] | 258 | 3 | 241 | 13 | 203 | 8 |
| σm [MPa] | 292 | 5 | 260 | 22 | 234 | 17 |
| A (%) | 1.4 | 0.66 | 0.7 | 0.6 | 1.6 | 0.7 |
| Porosity (%) | 0.7 | 0.4 | 0.7 | 0.5 | 0.7 | 0.3 |
| SDAS (μm) | 55 | 16 | 71 | 19 | 69 | 8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cecchel, S.; Cornacchia, G. Additive Manufacturing for Rapid Sand Casting: Mechanical and Microstructural Investigation of Aluminum Alloy Automotive Prototypes. Metals 2024, 14, 459. https://doi.org/10.3390/met14040459
Cecchel S, Cornacchia G. Additive Manufacturing for Rapid Sand Casting: Mechanical and Microstructural Investigation of Aluminum Alloy Automotive Prototypes. Metals. 2024; 14(4):459. https://doi.org/10.3390/met14040459
Chicago/Turabian StyleCecchel, Silvia, and Giovanna Cornacchia. 2024. "Additive Manufacturing for Rapid Sand Casting: Mechanical and Microstructural Investigation of Aluminum Alloy Automotive Prototypes" Metals 14, no. 4: 459. https://doi.org/10.3390/met14040459
APA StyleCecchel, S., & Cornacchia, G. (2024). Additive Manufacturing for Rapid Sand Casting: Mechanical and Microstructural Investigation of Aluminum Alloy Automotive Prototypes. Metals, 14(4), 459. https://doi.org/10.3390/met14040459