
Evaluation of Energy Utilization Efficiency and Optimal Energy Matching Model of EAF Steelmaking Based on Association Rule Mining


 ,
,  ,
,  and
and 
Abstract
:1. Introduction
- Based on the reaction mechanism of the steelmaking process, the first goal is to quantify the energy components of the EAF steelmaking process, establish an evaluation system for the EUE, and develop a energy model to calculate, evaluate, and analyze the EUE of the EAF.
- This paper will establish a data preprocessing workflow, utilizing auto encoders (AEs) to detect and remove abnormal data to ensure data quality and accuracy and using correlation analysis to determine important data features.
- We will explore the use of the AR algorithm for optimizing the control of the use of energy in the EAF steelmaking process, utilizing knowledge of the principles of the steelmaking process to interpret the rules, verify the feasibility and practicality of the rules, and guide the actual steelmaking process in the EAF.
- This paper will provide the methods and means of reducing energy consumption and enhancing the EUE in the EAF steelmaking process, achieving energy coordination and optimization in the steelmaking process, responding to the call for green smelting in the iron and steel industry, and taking on the important responsibility of energy saving and emission reduction.
2. Mathematical Modeling
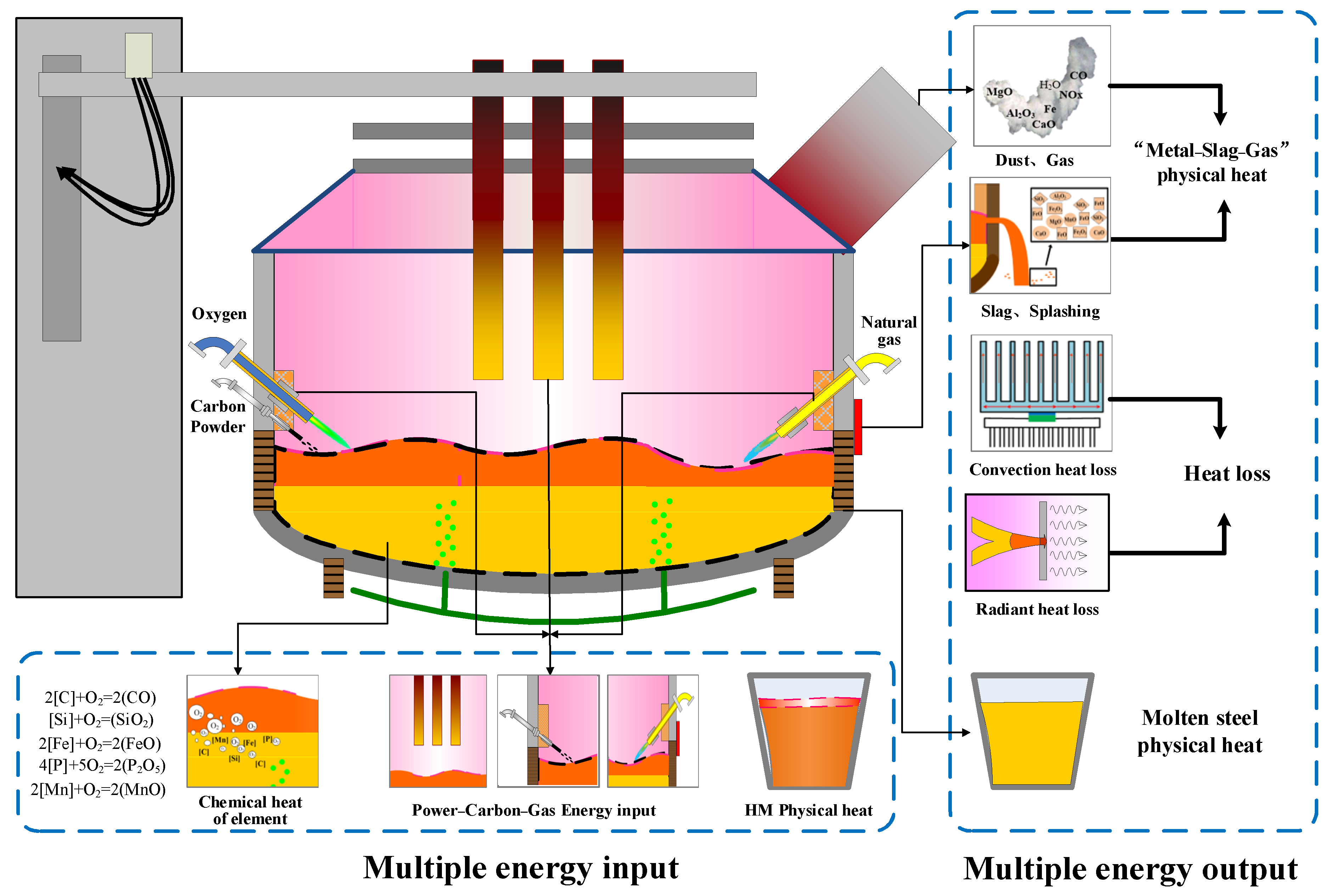
2.1. Description of the EAF Steelmaking Process
2.2. Energy Utilization Efficiency of the EAF Steelmaking Process
- (1)
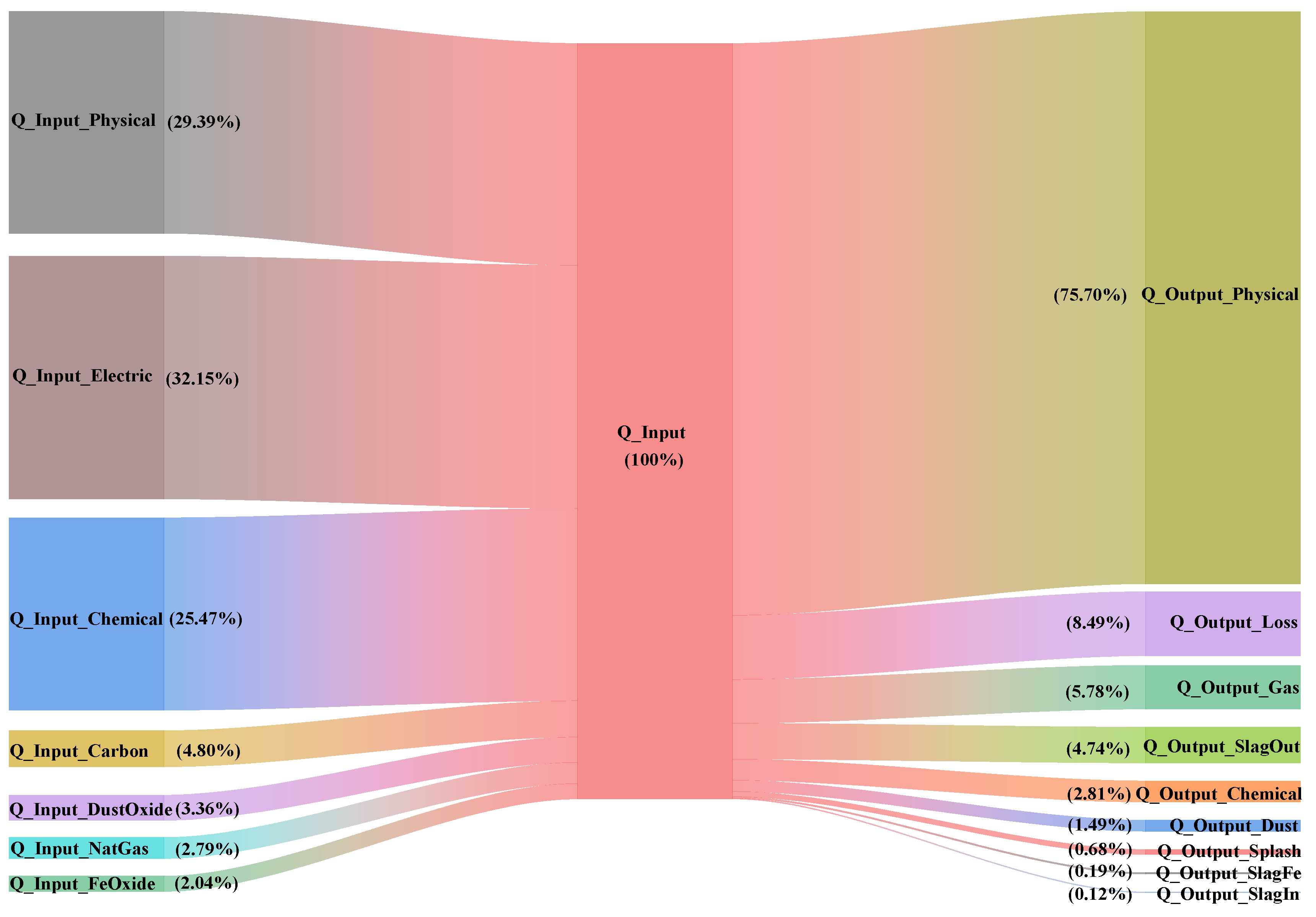
- Calculation of Energy Input
- (2)
- Calculation of Energy Output
3. Association Rule Methodology
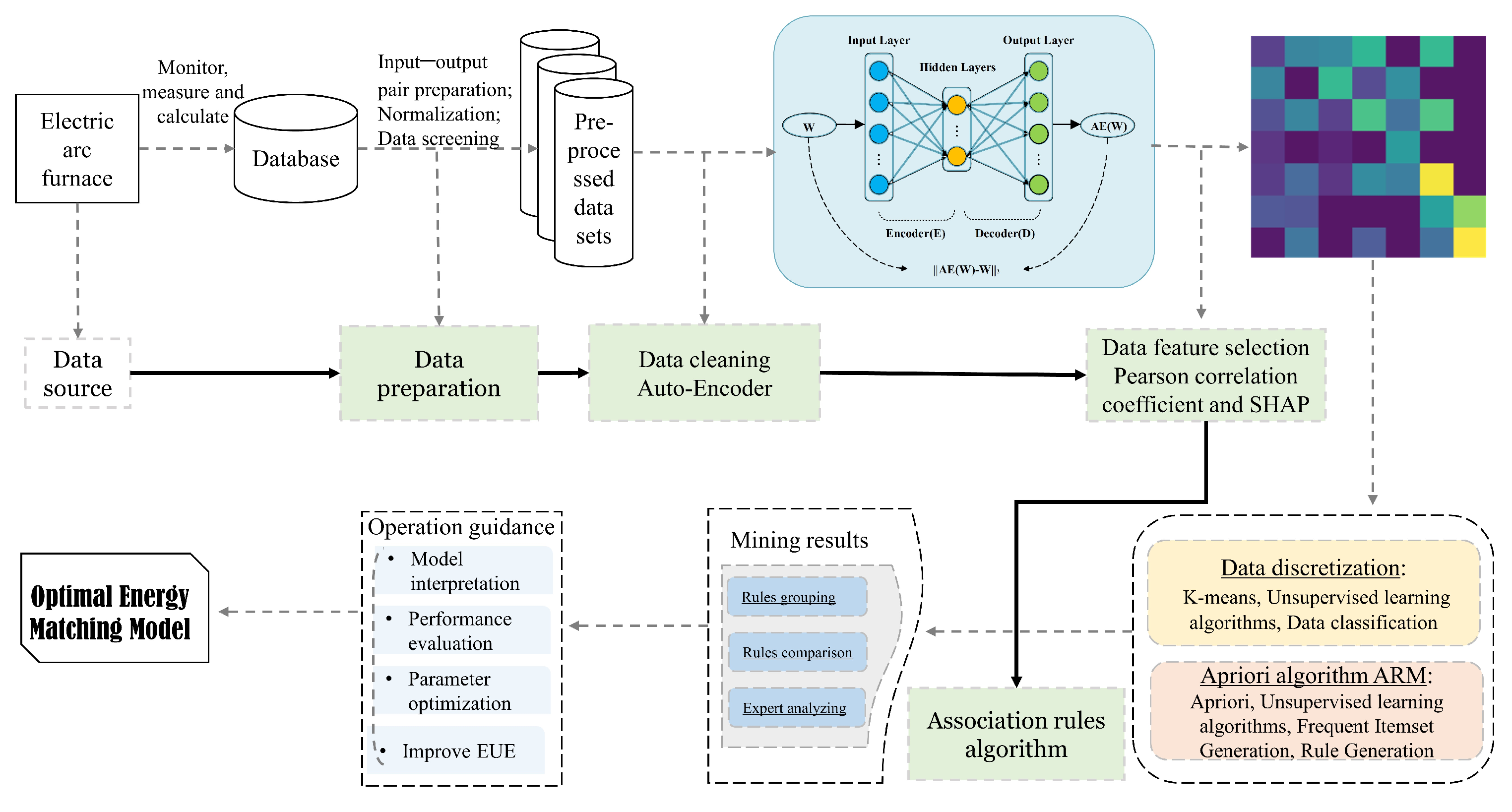
3.1. Data Preparation
3.2. Data Cleaning
3.3. Data Feature Selection
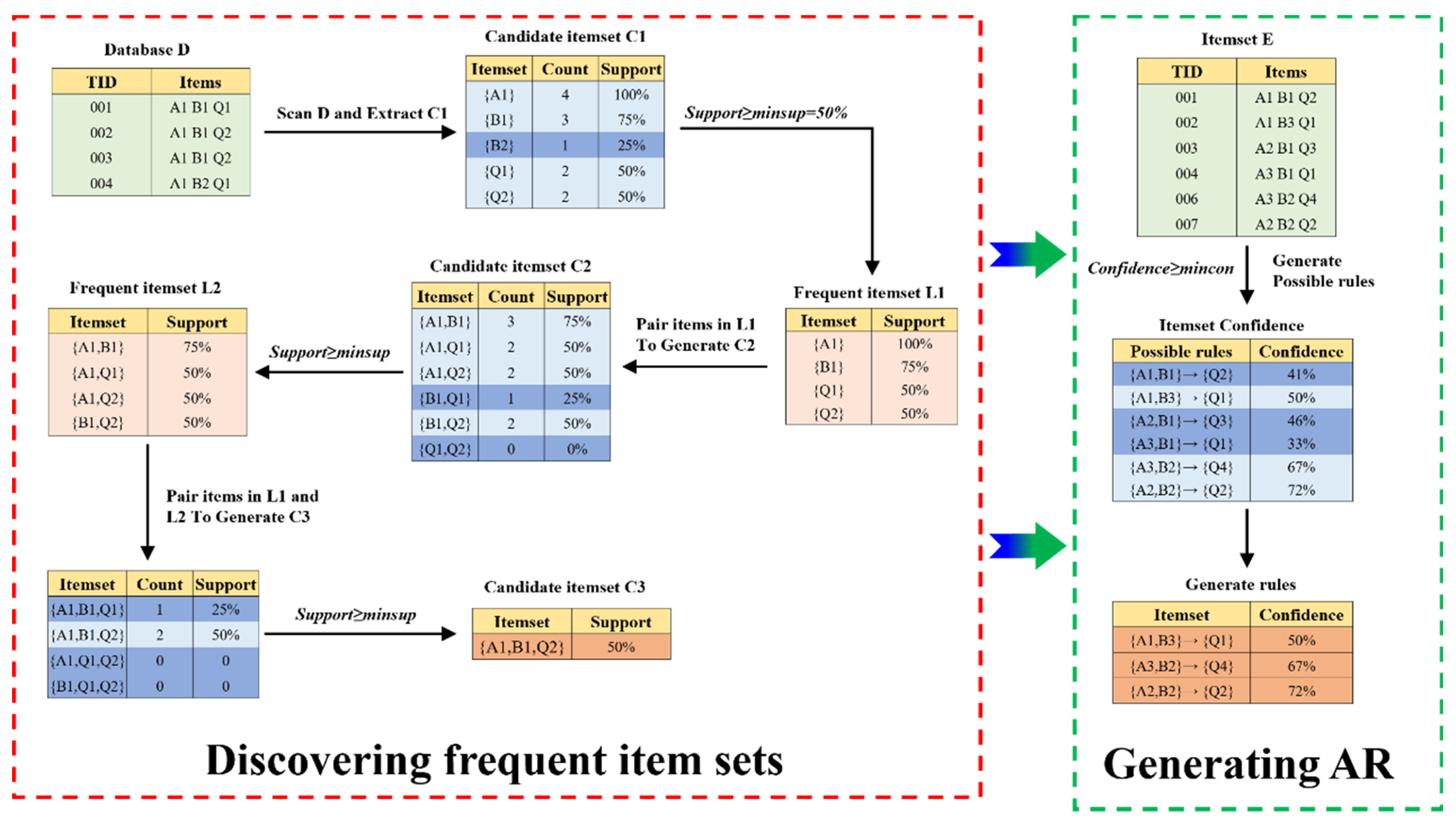
3.4. Association Rules Algorithm
4. Results and Discussions
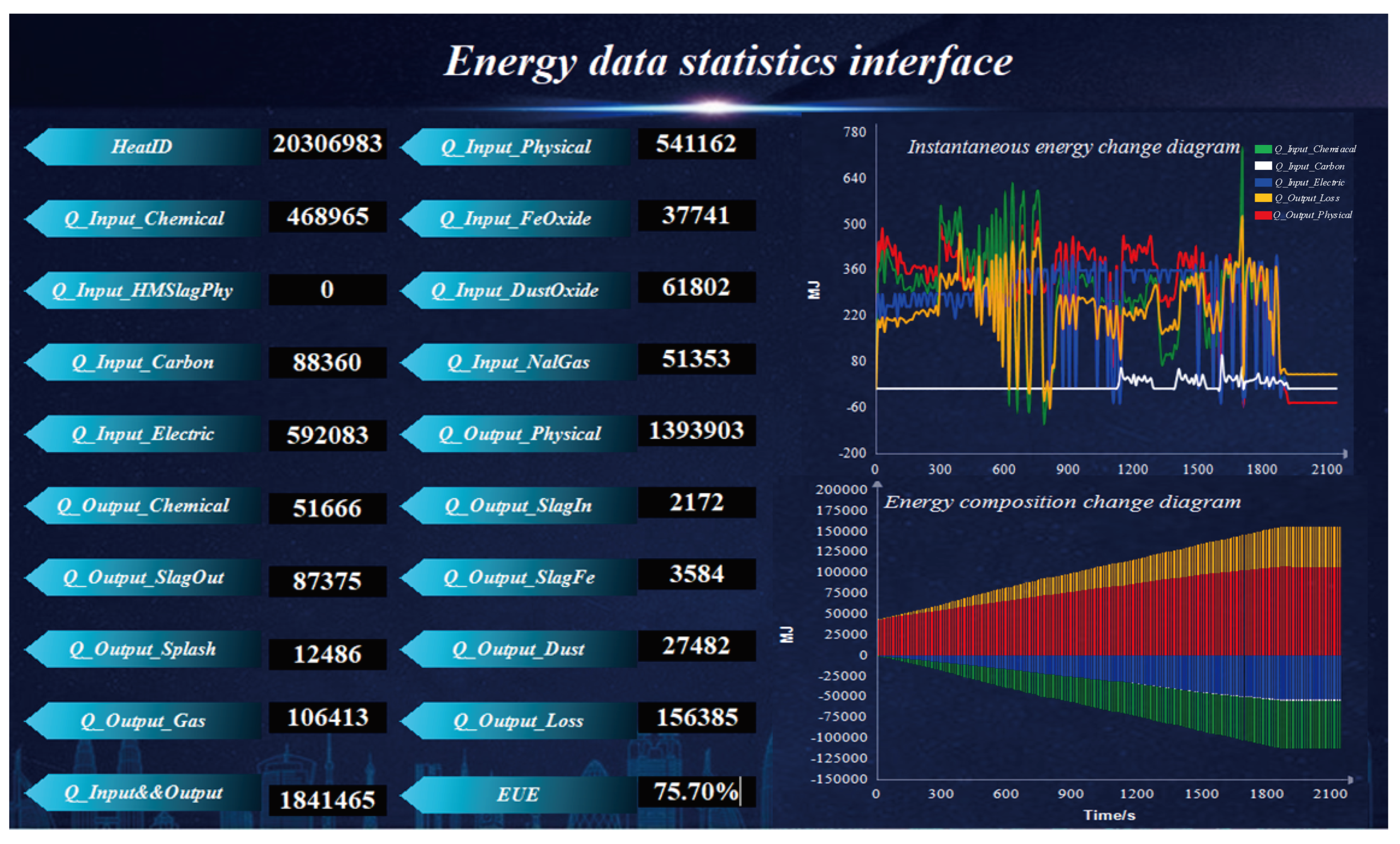
4.1. Energy Model of the EAF Steelmaking Process
4.2. Node Optimization of the AE Data Cleaning
4.3. Importance Feature Selection of EUE
4.4. Association Rule Mining of the EUE in EAF Steelmaking
5. Conclusions
- This paper analyzes the energy input and output of a 90t EAF at the Hengyang Steel Company from September 2022 to September 2023, a total of 9807 sets of data samples, and defines the calculation methods of each energy. An evaluation framework for the EUE is constructed, with the ratio of the physical heat of the molten steel to the total energy input as the evaluation parameter. Using the SQL2012 and VS2013 developed energy model to analyze the energy balance and EUE of the EAF steelmaking in multiple smelting modes, the model was applied in the field.
- By using an unsupervised learning neural network model called AE, the 29 features that affect the EUE and the data on the EUE itself are subjected to anomaly detection and elimination for the purposes of the NMSE. A grid search method, 5-fold cross-validation, and NMSE is used to seek the best model performance. The results show that when the number of hidden layer nodes is 18, the effect of the AE model is best, and the NMSE is −0.0051. It ensures the quality and accuracy of the data.
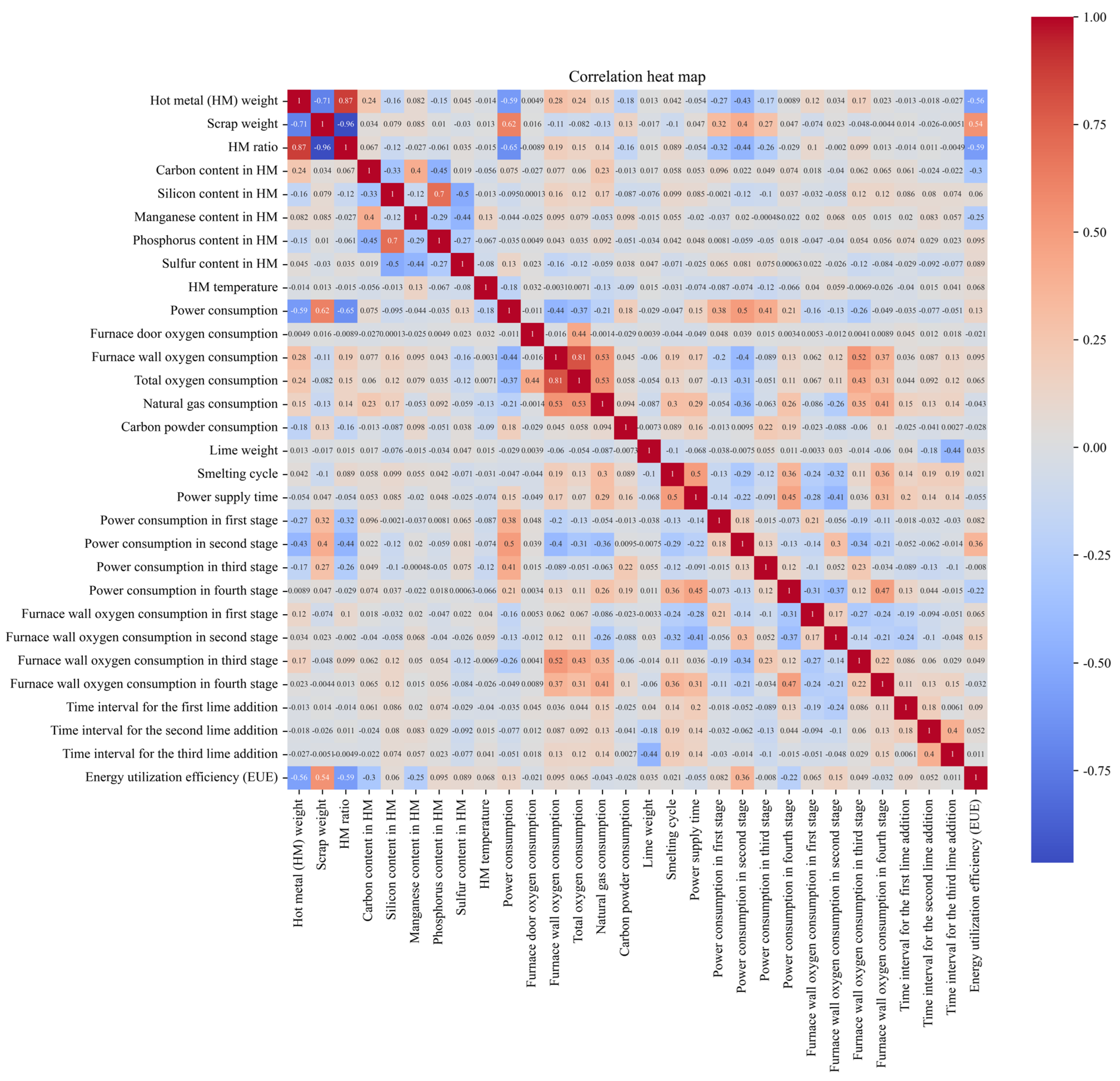
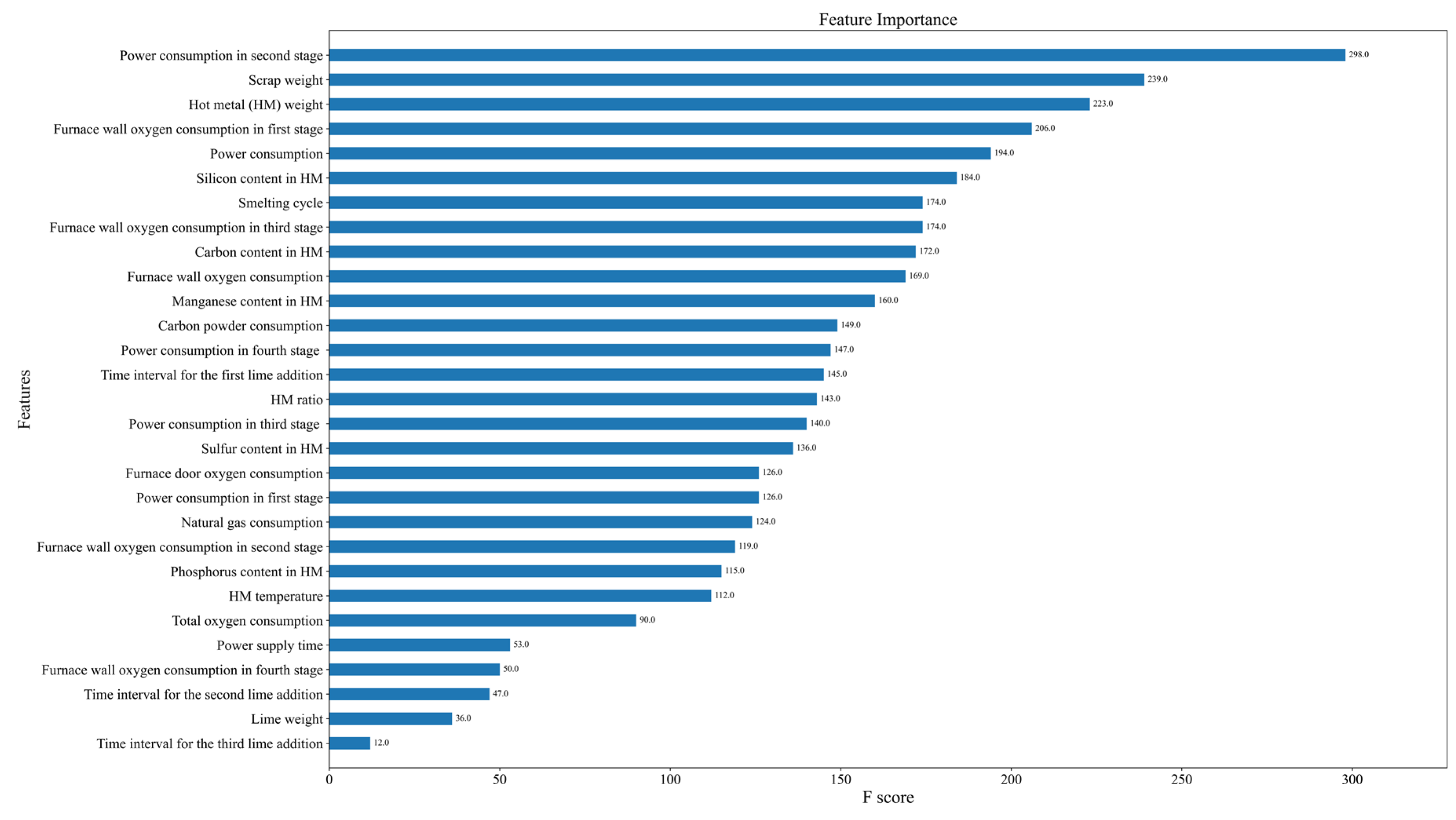
- A correlation analysis and XGBoost model is performed on various factors to assess their impact on the EUE. The following features are identified as important data features: the HM ratio, HM temperature, total power consumption, power consumption in second stage, power consumption in the fourth stage, furnace wall oxygen consumption, furnace wall oxygen consumption in the first stage, furnace wall oxygen consumption in the second stage, carbon powder weight, and natural gas consumption. A data feature selection process simplifies the model structure.
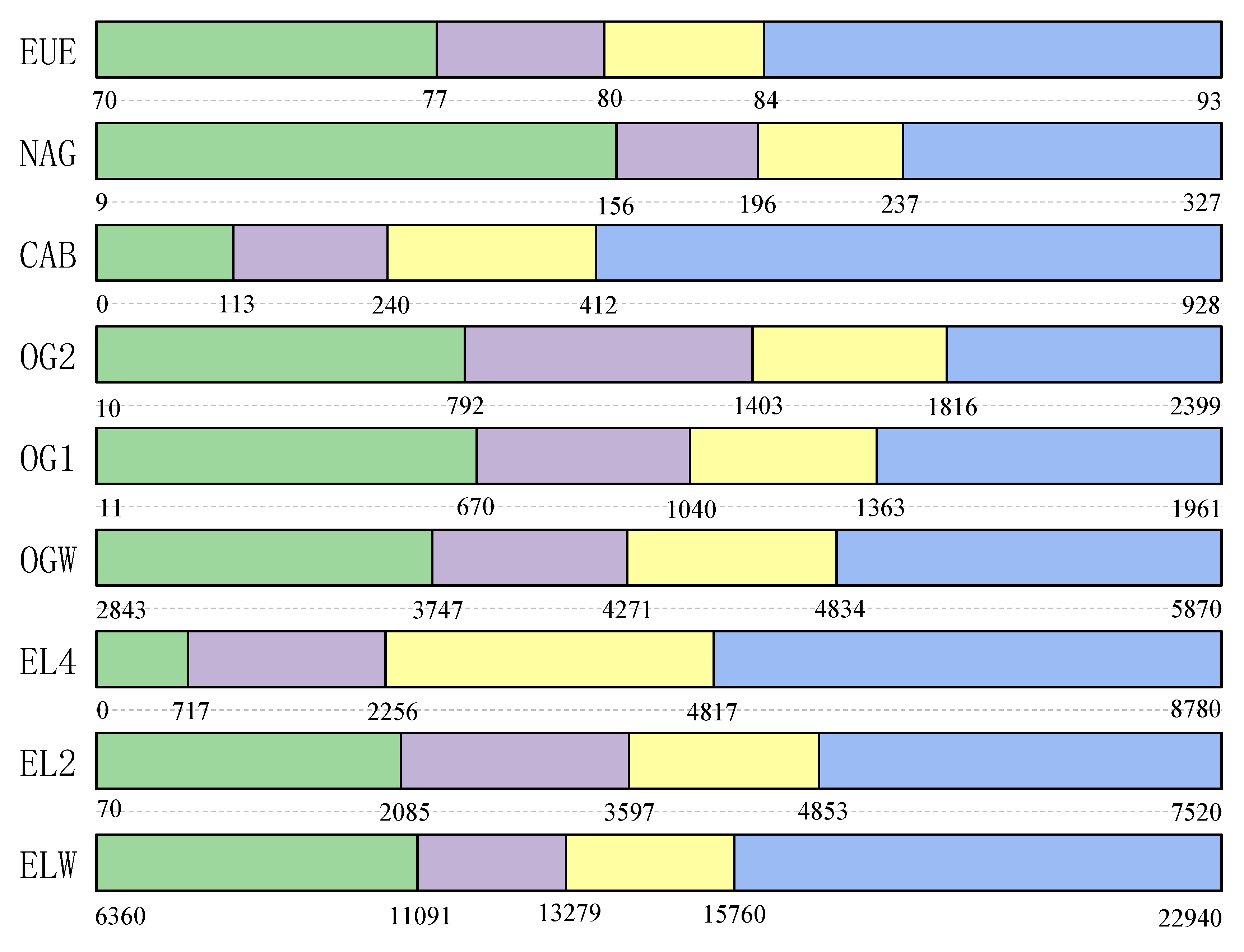
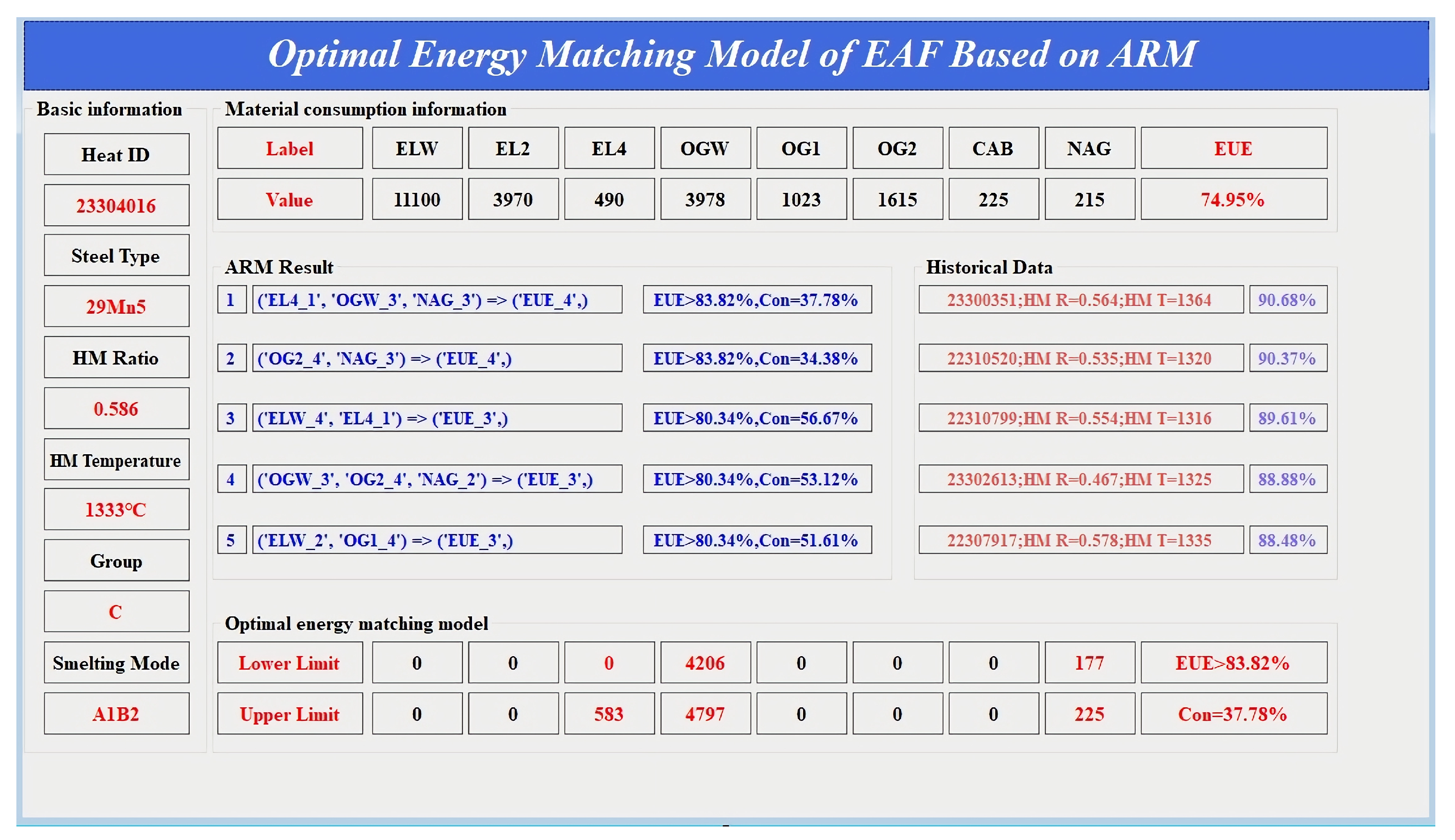
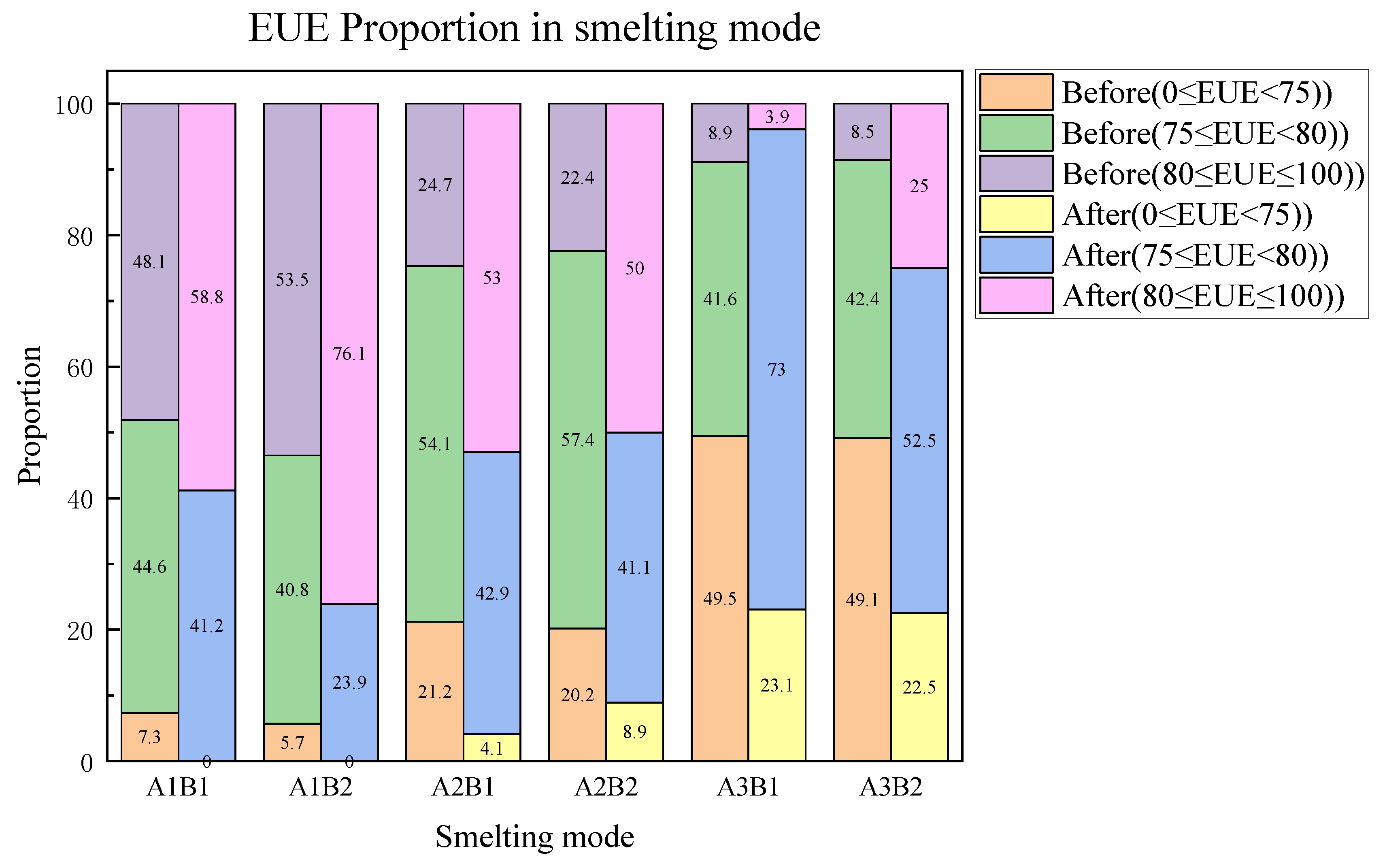
- According to the different proportions and temperatures of the HM combined with the k-means clustering algorithm and AR algorithm, the optimization of the process operation of the EUE in the EAF steelmaking process was studied to guide the EAF steelmaking process. The results indicated that under the conditions of a low HM ratio and low HM temperature, the EUE is best when the power consumption in the second stage ranges between 4853 kWh and 7520 kWh, the oxygen consumption in the second stage ranges between 1816 m3 and 1961 m3, and the natural gas consumption ranges between 156 m3 and 196 m3. The probability that the EUE is greater than 84% is 36%. Conversely, under the conditions of a high HM ratio and high HM temperature, the EUE tends to decrease, and the EUE is best when the furnace wall oxygen consumption ranges between 4732 m3 and 5670 m3, and the oxygen consumption in the second stage ranges between 1561 m3 and 1871 m3. The probability that the EUE is greater than 78% is 48%. The results showed that the proportion of more than 75% in different smelting modes changed from 92.7%, 94.3%, 78.8%, 79.8%, 50.5%, and 50.9% to 100%, 100%, 95.9%, 91.1%, 76.9%, and 77.5%. In the high energy efficiency grade, the improvement of the A2B1 smelting method is the most obvious, from 24.7% to 53%.
- In this study, methods such as data cleaning, feature selection, clustering discretization, and ARM were employed to obtain usable rules. However, further research is needed to improve the efficiency, accuracy, and applicability of the AR extraction. In the future, AEs and principal component analysis (PCA) can be explored to improve the data quality and the silhouette coefficient can be used to determine the number of discretization intervals for each feature, allowing for greater flexibility in selecting the optimal number of clusters. Considering the strong correlation between the power supply data of the EAF and the EUE, future efforts will focus on optimizing the power supply guidance for different smelting modes to further enhance the EUE.
- The study of the optimal energy matching model can also be applied to different types of EAF and refining furnaces in addition to sintering, pelletizing, blast furnace ironmaking, and other upstream industries. By analyzing the material and energy of the processes, machine learning and data mining can be used to optimize the energy supply structure and improve the combustion efficiency and heat energy recovery rate of blast furnaces and reduce fuel consumption and energy waste. Similarly, this method can also be used as an evaluation index of energy saving measures such as waste heat utilization to promote the development of waste energy recovery technology and to realize the renewable utilization of waste heat.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, T.-Y.; Liu, X.-L.; Wang, X.-D.; He, H. Technical Development and Prospect for Collaborative Reduction of Pollution and Carbon Emissions from Iron and Steel Industry in China. Engineering 2023, 31, 37–49. [Google Scholar] [CrossRef]
- Gao, C.-K.; Wang, D.; Zhao, B.-H.; Chen, S.; Qin, W. Analyzing and forecasting CO2 emission reduction in China’s steel industry. Front. Earth Sci. 2015, 9, 105–113. Available online: https://link.springer.com/article/10.1007/s11707-014-0447-6 (accessed on 16 February 2024). [CrossRef]
- Zhang, J.-S.; Shen, J.-L.; Xu, L.-S.; Zhang, Q. The CO2 emission reduction path towards carbon neutrality in the Chinese steel industry: A review. Environ. Impact Assess. Rev. 2023, 99, 107017. [Google Scholar] [CrossRef]
- Yu, J.-Y.; Xu, R.-S.; Zhang, J.-L.; Zheng, A.-Y. A review on reduction technology of air pollutant in current China’s iron and steel industry. Environ. Impact Assess. Rev. 2023, 414, 137659. [Google Scholar] [CrossRef]
- Wang, X.-L.; Zhang, T.-Y.; Luo, S.-Y.; Abedin, M.-Z. Pathways to improve energy efficiency under carbon emission constraints in iron and steel industry: Using EBM, NCA and QCA approaches. J. Environ. Manag. 2023, 348, 119206. [Google Scholar] [CrossRef]
- Al-Nasser, A.; Kharicha, A.; Barati, H.; He, H.; Pichler, C.; Hackl, G.; Gruber, M.; Ishmurzin, A.; Redl, C.; Wu, M.-H.; et al. Toward a Simplified Arc Impingement Model in a Direct-Current Electric Arc Furnace. Metals 2021, 11, 1482. [Google Scholar] [CrossRef]
- Yao, C.-L.; Jiang, Z.-H.; Zhu, H.-C.; Pan, T. Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF. Metals 2022, 12, 390. [Google Scholar] [CrossRef]
- Pan, P.; Hou, D.; Wang, D.-Y.; Wang, H.-H.; Qu, T.-P.; Tian, J. Effect of magnesium treatment on microstructure and property of H13 die steel during EAF-LF-VD-CC steelmaking process. J. Mater. Res. Technol. 2022, 21, 416–428. [Google Scholar] [CrossRef]
- Kim, Y.; Min, D.-J. Viscosity and Structural Investigation of High-Concentration Al2O3 and MgO Slag System for FeO Reduction in Electric Arc Furnace Processing. Metals 2021, 11, 1169. [Google Scholar] [CrossRef]
- Yang, L.-Z.; Hu, H.; Yang, S.; Chen, F.; Guo, Y.-F. Life cycle carbon footprint of electric arc furnace steelmaking processes under different smelting modes in China. Sustain. Mater. Technol. 2023, 35, e00564. [Google Scholar] [CrossRef]
- World Steel Association. Sustainability Indicators 2023 Report. Available online: https://worldsteel.org/steel-topics/sustainability/sustainability-indicators-2023-report/ (accessed on 21 March 2024).
- Tunc, M.; Camdali, U.; Arasil, G. Energy Analysis of the Operation of an Electric-Arc Furnace at a Steel Company in Turkey. Metallurgist 2015, 59, 489–497. Available online: https://link.springer.com/article/10.1007/s11015-015-0130-5 (accessed on 25 March 2024). [CrossRef]
- Heo, J.; Park, J.-H. Interfacial reactions between magnesia refractory and electric arc furnace (EAF) slag with use of direct reduced iron (DRI) as raw material. Ceram. Int. 2022, 48, 4526–4538. [Google Scholar] [CrossRef]
- Heo, J.; Park, J.-H. Effect of temperature on the slag/refractory interfacial reaction with directed reduced iron (DRI) addition in an electric arc furnace (EAF) process: Diffusional growth of magnesiowüstite layer by Boltzmann-Matano analysis. Ceram. Int. 2022, 48, 17217–17224. [Google Scholar] [CrossRef]
- Tian, B.-H.; Wei, G.-S.; Li, X.; Zhu, R.; Bai, H.; Tian, W.-J.; Dong, K. Effect of hot metal charging on economic and environmental indices of electric arc furnace steelmaking in China. J. Clean. Prod. 2022, 379, 134597. [Google Scholar] [CrossRef]
- Duan, J.-P.; Zhang, Y.-L.; Yang, X.-M. EAF steelmaking process with increasing hot metal charging ratio and improving slagging regime. Int. J. Miner. Metall. Mater. 2009, 16, 375–382. [Google Scholar] [CrossRef]
- Wei, G.-S.; Zhu, R.; Yang, S.-F.; Wu, X.-T.; Dong, K. Simulation and application of submerged CO2-O2 injection in EAF steelmaking: Combined blowing equipment arrangement and industrial application. Ironmak. Steelmak. 2020, 48, 703–711. [Google Scholar] [CrossRef]
- Chen, L.-G.; Liu, X.; Feng, H.-J.; Ge, Y.-L.; Xie, Z.-H. Molten steel yield optimization of a converter based on constructal theory. Sci. China-Technol. Sci. 2017, 61, 496–505. Available online: https://link.springer.com/article/10.1007/s11431-017-9162-y (accessed on 1 April 2024). [CrossRef]
- Chen, Y.; Li, S.-Q.; Ji, S.-J.; Liu, R.-Z. Theory and practice of the optimizing of charging structure in EAF steelmaking. J. Univ. Sci. Technol. Beijing 2005, 12, 313–316. Available online: https://www.researchgate.net/publication/297304619 (accessed on 1 April 2024).
- Mapelli, C.; Baragiola, S. Evaluation of energy and exergy performances in EAF during melting and refining period. Ironmak. Steelmak. 2006, 33, 379–388. Available online: https://journals.sagepub.com/doi/10.1179/174328106X118044 (accessed on 1 April 2024). [CrossRef]
- Li, X.-L.; Sun, W.-Q.; Zhao, L.; Cai, J.-J. Material metabolism and environmental emissions of BF-BOF and EAF steel production routes. Miner. Process. Extr. Metall. Rev. 2018, 39, 50–58. [Google Scholar] [CrossRef]
- Sun, W.-Q.; Wang, Q.; Zheng, Z.; Cai, J.-J. Material–energy–emission nexus in the integrated iron and steel industry. Energy Convers. Manag. 2020, 213, 112828. [Google Scholar] [CrossRef]
- Sun, W.-Q.; Wang, Q.; Zhou, Y.; Wu, J.-Z. Material and energy flows of the iron and steel industry: Status quo, challenges and perspectives. Appl. Energy 2020, 268, 114946. [Google Scholar] [CrossRef]
- Na, H.-M.; Sun, J.-C.; Qiu, Z.-Y.; He, J.-F.; Yuan, Y.-X.; Yan, T.-Y.; Du, T. A novel evaluation method for energy efficiency of process industry—A case study of typical iron and steel manufacturing process. Energy 2021, 233, 121081. [Google Scholar] [CrossRef]
- Hu, Y.-P.; Chen, H.-X.; Xie, J.-L.; Yang, X.-S.; Cheng, Z. Chiller sensor fault detection using a self-Adaptive Principal Component Analysis method. Energy Build. 2012, 54, 252–258. [Google Scholar] [CrossRef]
- Gu, X.-J.; Xie, Y.-T.; Tian, T.; Liu, T.-S. A Lightweight Neural Network Based on GAF and ECA for Bearing Fault Diagnosis. Metals 2023, 13, 822. [Google Scholar] [CrossRef]
- Zhi, Y.-J.; Fu, D.-M.; Zhang, D.-W.; Yang, T.; Li, X.-G. Prediction and Knowledge Mining of Outdoor Atmospheric Corrosion Rates of Low Alloy Steels Based on the Random Forests Approach. Metals 2019, 9, 383. [Google Scholar] [CrossRef]
- Raj, D.; Kumar, A.; Tripti; Maiti, S.-K. Health Risk Assessment of Children Exposed to the Soil Containing Potentially Toxic Elements: A Case Study from Coal Mining Areas. Metals 2022, 12, 1795. [Google Scholar] [CrossRef]
- Feng, G.-Y.; Fan, G.-Y. Research on learning behavior patterns from the perspective of educational data mining: Evaluation, prediction and visualization. Expert Syst. Appl. 2024, 237, 121555. [Google Scholar] [CrossRef]
- Li, G.-N.; Hu, Y.-P.; Chen, H.-X.; Li, H.-R.; Hu, M.; Guo, Y.-B.; Liu, J.-Y.; Sun, S.-B.; Sun, M. Data partitioning and association mining for identifying VRF energy consumption patterns under various part loads and refrigerant charge conditions. Appl. Energy 2017, 185, 846–861. [Google Scholar] [CrossRef]
- Chen, K.-L.; Abtahi, F.; Carrero, J.-J.; Fernandez-Flatas, C.; Seoane, F. Process mining and data mining applications in the domain of chronic diseases: A systematic review. Artif. Intell. Med. 2023, 144, 102645. [Google Scholar] [CrossRef]
- Zhou, Y.; Wang, Y.; Li, C.-S.; Ding, L.-Y.; Mei, Y.-Q. Coupled risk analysis of hospital infection: A multimethod-fusion model combining association rules with complex networks. Comput. Ind. Eng. 2023, 186, 109720. [Google Scholar] [CrossRef]
- Li, H.-W.; Li, X.; Liu, X.-J.; Li, H.-Y.; Bu, X.-P.; Chen, S.-J.; Lyu, Q. Evaluation and Prediction Models for Blast Furnace Operating Status Based on Big Data Mining. Metals 2023, 13, 1250. [Google Scholar] [CrossRef]
- Manojlović, V.; Kamberović, Ž.; Korać, M.; Dotlić, M. Machine learning analysis of electric arc furnace process for the evaluation of energy efficiency parameters. Appl. Energy 2022, 307, 118209. [Google Scholar] [CrossRef]
- Andonovski, G.; Tomažič, S. Comparison of data-based models for prediction and optimization of energy consumption in electric arc furnace (EAF). IFAC-Pap. 2022, 55, 373–378. [Google Scholar] [CrossRef]
- Mudumba, B.; Kabir, M.F. Mine-first association rule mining: An integration of independent frequent patterns in distributed environments. Decis. Anal. J. 2024, 10, 100434. [Google Scholar] [CrossRef]
- Fister, I., Jr.; Fister, I.; Fister, D.; Podgorelec, V.; Salcedo-Sanz, S. A comprehensive review of visualization methods for association rule mining: Taxonomy, challenges, open problems and future ideas. Expert Syst. Appl. 2023, 233, 120901. [Google Scholar] [CrossRef]
- Wang, B.; Wang, W.-J.; Meng, G.-L.; Qiao, Z.-H.; Guo, Y.-M.; Wang, N.; Wang, W.; Mao, Z.-Z. Boosting the prediction of molten steel temperature in ladle furnace with a dynamic outlier ensemble. Eng. Appl. Artif. Intell. 2022, 116, 105359. [Google Scholar] [CrossRef]
- Wang, B.; Wang, W.-J.; Qiao, Z.-H.; Meng, G.-L.; Mao, Z.-Z. Dynamic selective Gaussian process regression for forecasting temperature of molten steel in ladle furnace. Eng. Appl. Artif. Intell. 2022, 112, 104892. [Google Scholar] [CrossRef]
- Yan, X.-G.; Gao, L. A feature extraction and classification algorithm based on improved sparse auto-encoder for round steel surface defects. Math. Biosci. Eng. 2020, 17, 5369–5394. [Google Scholar] [CrossRef]
- Fang, X.-Y.; Qu, J.-F.; Chai, Y.; Liu, B.-W. Adaptive multiscale and dual subnet convolutional auto-encoder for intermittent fault detection of analog circuits in noise environment. ISA Trans. 2023, 136, 428–441. [Google Scholar] [CrossRef]
- Elith, J.; Leathwick, J.-R.; Hastie, T. A working guide to boosted regression trees. J. Anim. Ecol. 2008, 77, 802–813. [Google Scholar] [CrossRef] [PubMed]
- Zha, W.-T.; Liu, J.; Li, Y.-L.; Liang, Y.-Y. Ultra-short-term power forecast method for the wind farm based on feature selection and temporal convolution network. ISA Trans. 2022, 129, 405–414. [Google Scholar] [CrossRef] [PubMed]
- Altmann, A.; Tolosi, L.; Sander, O.; Lengauer, T. Permutation importance: A corrected feature importance measure. Bioinformatics 2010, 26, 1340–1347. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO | Variable Class | Variable | Unit |
|---|---|---|---|
| 1 | Metal charge data | Hot metal (HM) weight | t |
| 2 | Metal charge data | Scrap weight | t |
| 3 | Metal charge data | HM ratio | t/t |
| 4 | Metal charge data | Carbon content in HM | % |
| 5 | Metal charge data | Silicon content in HM | % |
| 6 | Metal charge data | Manganese content in HM | % |
| 7 | Metal charge data | Phosphorus content in HM | % |
| 8 | Metal charge data | Sulfur content in HM | % |
| 9 | Metal charge data | HM temperature | ℃ |
| 10 | Process feeding data | Power consumption | kWh |
| 11 | Process feeding data | Furnace door oxygen consumption | m3 |
| 12 | Process feeding data | Furnace wall oxygen consumption | m3 |
| 13 | Process feeding data | Total oxygen consumption | m3 |
| 14 | Process feeding data | Natural gas consumption | m3 |
| 15 | Process feeding data | Carbon powder consumption | kg |
| 16 | Process feeding data | Lime weight | kg |
| 17 | Steelmaking rhythm data | Smelting cycle | min |
| 18 | Steelmaking rhythm data | Power supply time | min |
| 19 | Steelmaking rhythm data | Power consumption in first stage | kWh |
| 20 | Steelmaking rhythm data | Power consumption in second stage | kWh |
| 21 | Steelmaking rhythm data | Power consumption in third stage | kWh |
| 22 | Steelmaking rhythm data | Power consumption in fourth stage | kWh |
| 23 | Steelmaking rhythm data | Furnace wall oxygen consumption in first stage | m3 |
| 24 | Steelmaking rhythm data | Furnace wall oxygen consumption in second stage | m3 |
| 25 | Steelmaking rhythm data | Furnace wall oxygen consumption in third stage | m3 |
| 26 | Steelmaking rhythm data | Furnace wall oxygen consumption in fourth stage | m3 |
| 27 | Steelmaking rhythm data | Time interval for the first lime addition | s |
| 28 | Steelmaking rhythm data | Time interval for the second lime addition | s |
| 29 | Steelmaking rhythm data | Time interval for the third lime addition | s |
| 30 | Output variable | Energy utilization efficiency (EUE) | % |
| Node | Split0 | Split1 | Split2 | Split3 | Split4 | Mean | Std | Rank |
|---|---|---|---|---|---|---|---|---|
| 18 | −0.0059 | −0.0054 | −0.0042 | −0.0052 | −0.0050 | −0.0051 | 0.0005 | 1 |
| 19 | −0.0051 | −0.0052 | −0.0052 | −0.0072 | −0.0056 | −0.0057 | 0.0008 | 2 |
| 13 | −0.0082 | −0.0067 | −0.0052 | −0.0062 | −0.0059 | −0.0064 | 0.0010 | 3 |
| 16 | −0.0078 | −0.0075 | −0.0062 | −0.0066 | −0.0054 | −0.0067 | 0.0009 | 4 |
| 17 | −0.0087 | −0.0076 | −0.0076 | −0.0083 | −0.0079 | −0.0080 | 0.0004 | 5 |
| Smelting Mode | Parameter Scale | Sample Count |
|---|---|---|
| A1B1 | HM ratio: (<0.591); HM temperature: (<1309) | 518 |
| A1B2 | HM ratio: (<0.591); HM temperature: (>1309) | 527 |
| A2B1 | HM ratio: (0.591~0.637); HM temperature: (<1309) | 538 |
| A2B2 | HM ratio: (0.591~0.637); HM temperature: (>1309) | 509 |
| A3B1 | HM ratio: (>0.637); HM temperature: (<1309) | 531 |
| A3B2 | HM ratio: (>0.637); HM temperature: (>1309) | 568 |
| Association Rules | Confidence | Support | Lift |
|---|---|---|---|
| (‘EL2_4’, ‘OG2_4’, ‘NAG_2’) => (‘EUE_4’) | 0.36 | 0.03 | 2.36 |
| (‘EL2_4’, ‘EL4_1’, ‘CAB_2’) => (‘EUE_4’) | 0.29 | 0.04 | 1.94 |
| (‘ELW_1’, ‘EL2_3’) => (‘EUE_3’) | 0.55 | 0.03 | 1.97 |
| (‘ELW_1’, ‘EL4_1’, ‘OG1_3’) => (‘EUE_3’) | 0.52 | 0.04 | 1.87 |
| (‘ELW_1’, ‘EL4_1’, ‘CAB_2’) => (‘EUE_3’,) | 0.49 | 0.03 | 1.74 |
| Mode | Optimal Control Parameter Scale | EUE Grade | Confidence |
|---|---|---|---|
| A1B1 | EL2 (4853, 7520) kWh, OG2 (1816, 1961) m3, NAG (156, 196) m3 | EUE > 84% | 36% |
| A1B2 | EL4 (0, 583) kWh, OGW (4206, 4797) m3, NAG (177, 225) m3 | EUE > 84% | 38% |
| A2B1 | ELW (0, 8339) kWh, EL4 (0, 819) m3 | EUE > 82% | 47% |
| A2B2 | ELW (0, 7679) kWh | EUE > 81% | 32% |
| A3B1 | OGW (4177, 4766) kWh, CAB (0, 91) kg, NAG (215, 251) m3 | EUE > 80% | 64% |
| A3B2 | OGW (4732, 5670) m3, OG2 (1561, 1871) m3 | EUE > 78% | 48% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Li, Z.; Hu, H.; Zou, Y.; Feng, Z.; Chen, W.; Chen, F.; Wang, S.; Guo, Y. Evaluation of Energy Utilization Efficiency and Optimal Energy Matching Model of EAF Steelmaking Based on Association Rule Mining. Metals 2024, 14, 458. https://doi.org/10.3390/met14040458
Yang L, Li Z, Hu H, Zou Y, Feng Z, Chen W, Chen F, Wang S, Guo Y. Evaluation of Energy Utilization Efficiency and Optimal Energy Matching Model of EAF Steelmaking Based on Association Rule Mining. Metals. 2024; 14(4):458. https://doi.org/10.3390/met14040458
Chicago/Turabian StyleYang, Lingzhi, Zhihui Li, Hang Hu, Yuchi Zou, Zeng Feng, Weizhen Chen, Feng Chen, Shuai Wang, and Yufeng Guo. 2024. "Evaluation of Energy Utilization Efficiency and Optimal Energy Matching Model of EAF Steelmaking Based on Association Rule Mining" Metals 14, no. 4: 458. https://doi.org/10.3390/met14040458
APA StyleYang, L., Li, Z., Hu, H., Zou, Y., Feng, Z., Chen, W., Chen, F., Wang, S., & Guo, Y. (2024). Evaluation of Energy Utilization Efficiency and Optimal Energy Matching Model of EAF Steelmaking Based on Association Rule Mining. Metals, 14(4), 458. https://doi.org/10.3390/met14040458