
Study on Al Evaporation during AlV55 Melting and Alloy Preparation


Abstract
1. Introduction
2. Materials and Methods
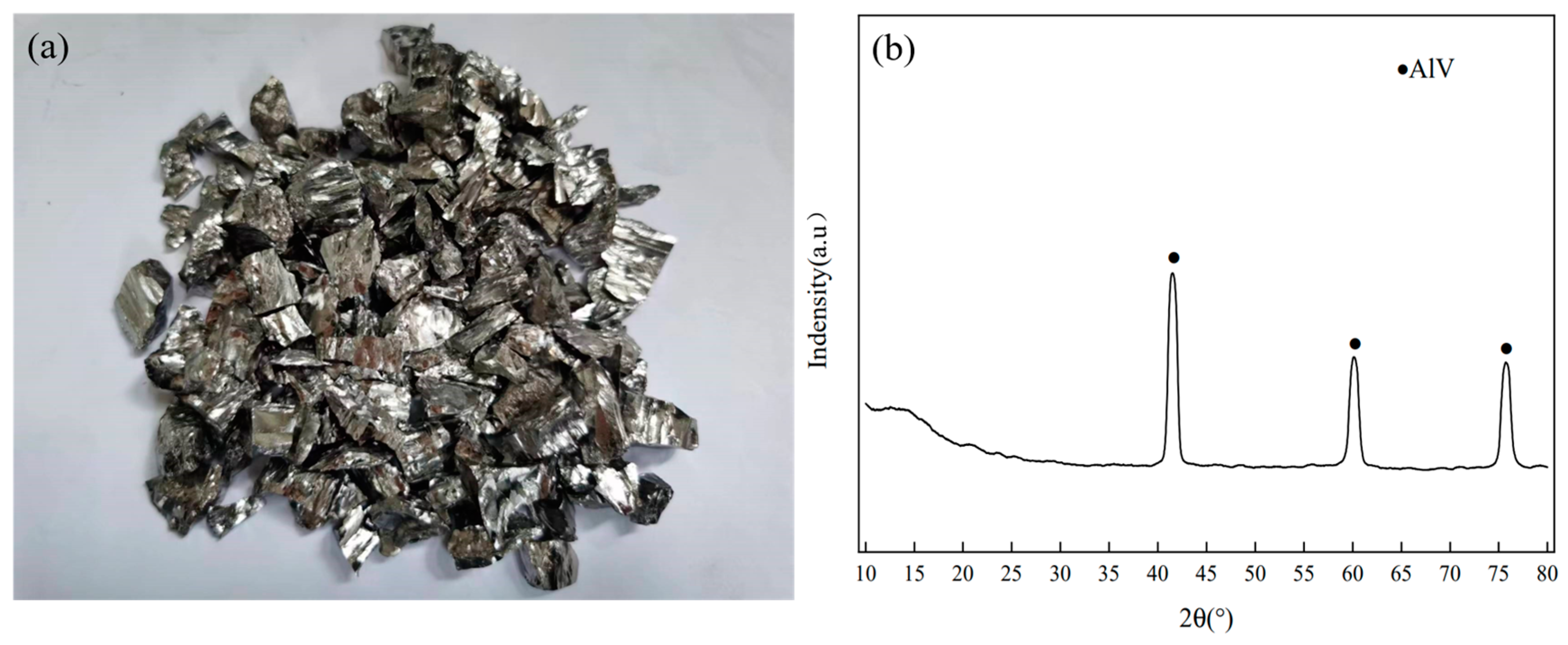
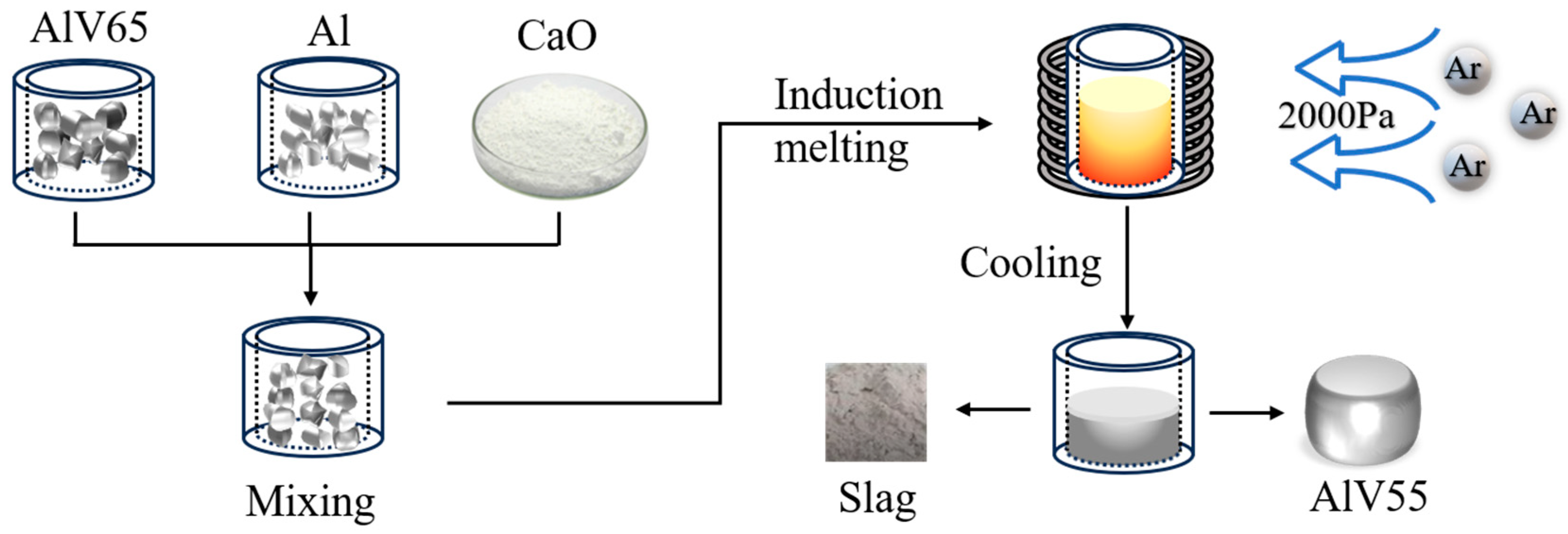
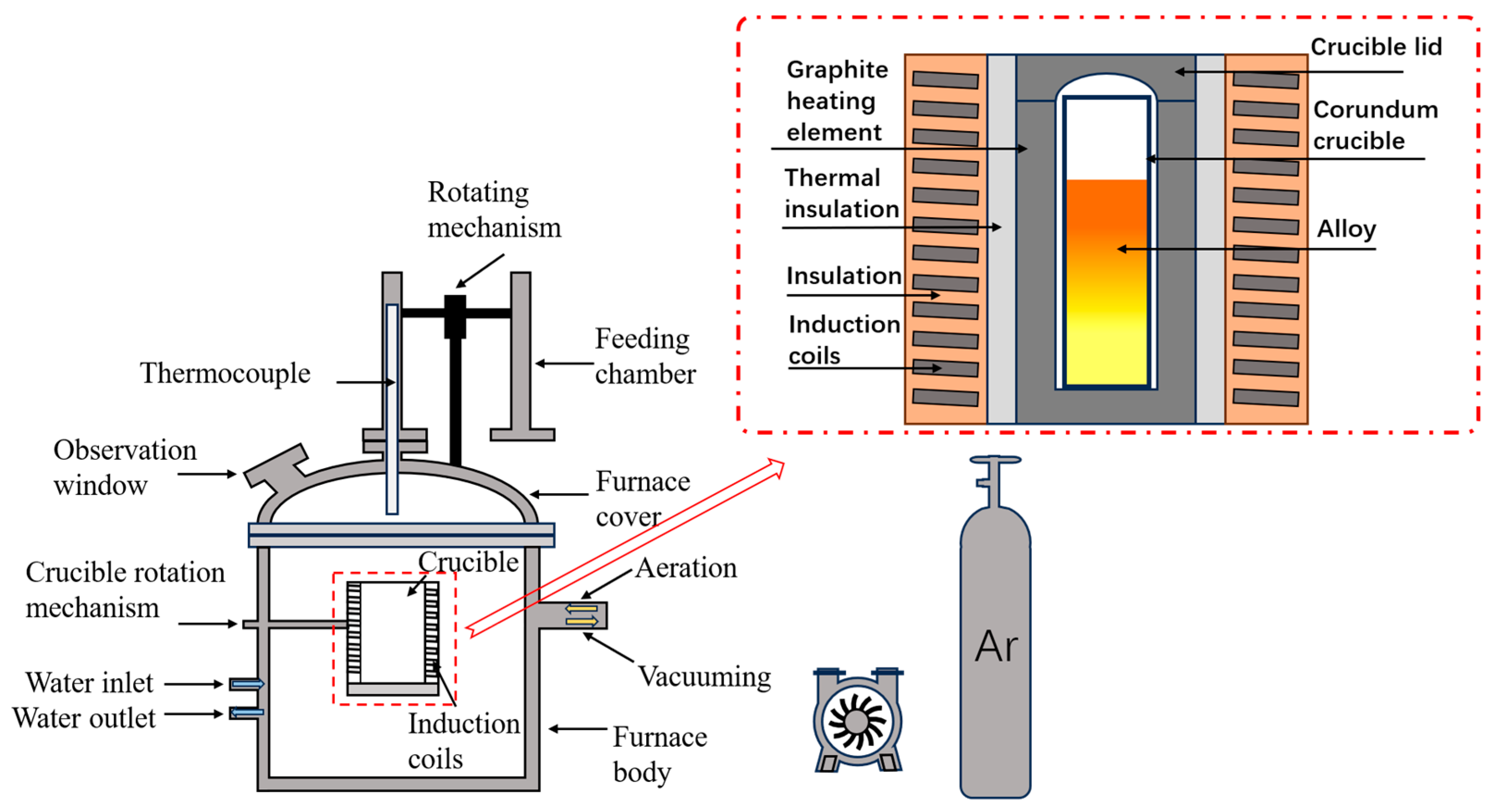
2.1. Raw Materials and Experimental Methods
2.2. Analytical Methods
3. Results and Discussion
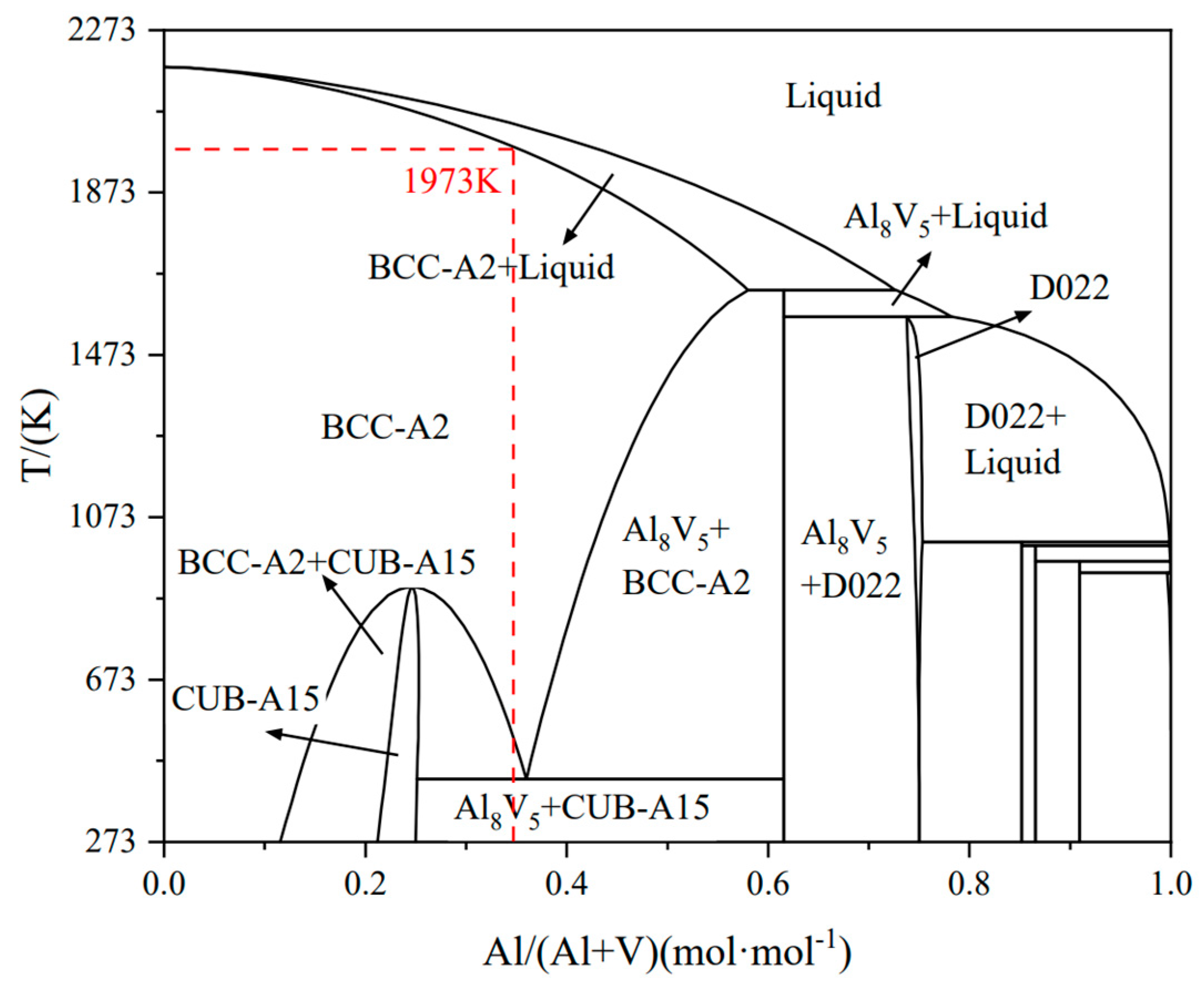
3.1. Theoretical Analysis
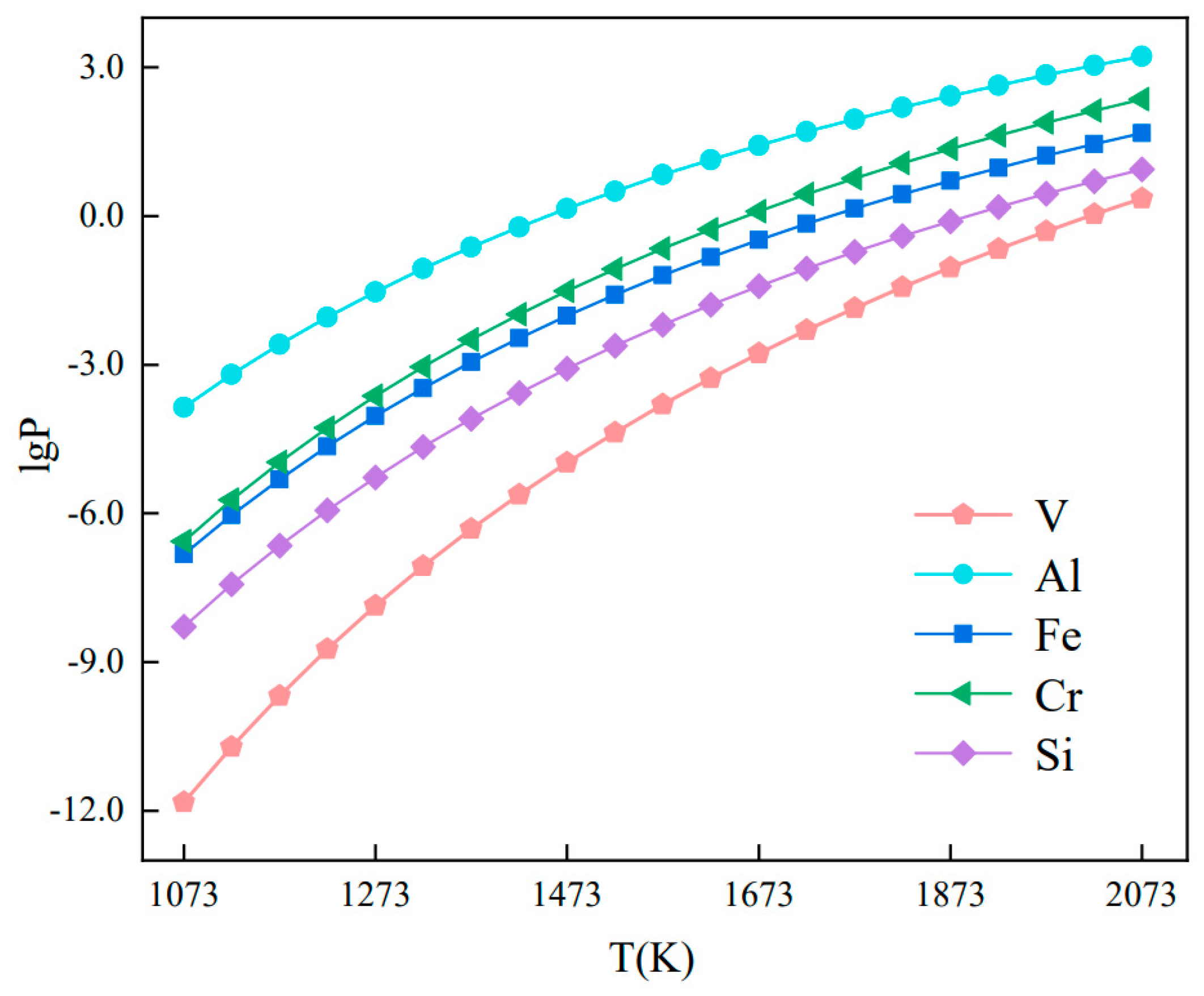
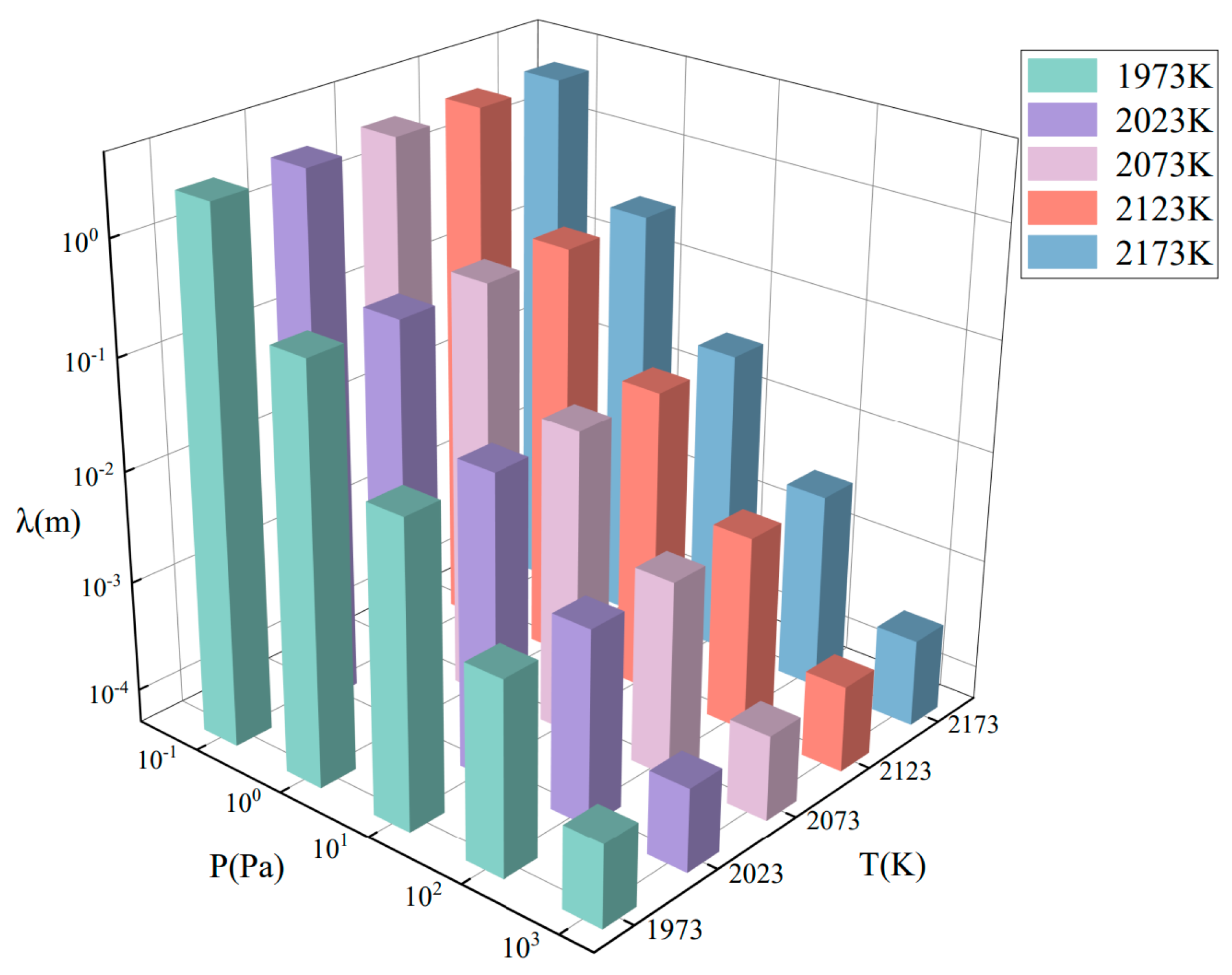
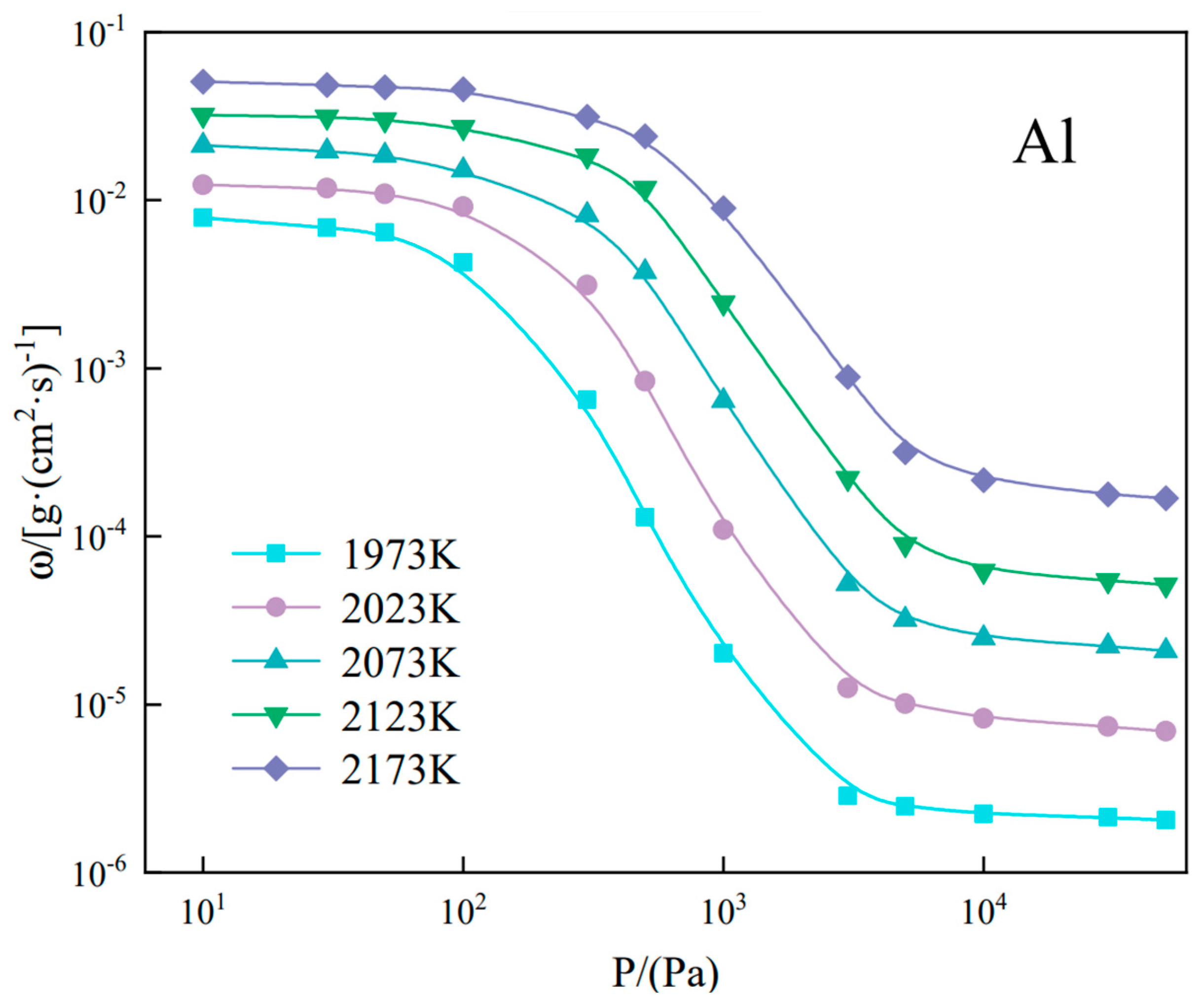
3.1.1. Saturated Vapor Pressure and Molecular Free Path of Al
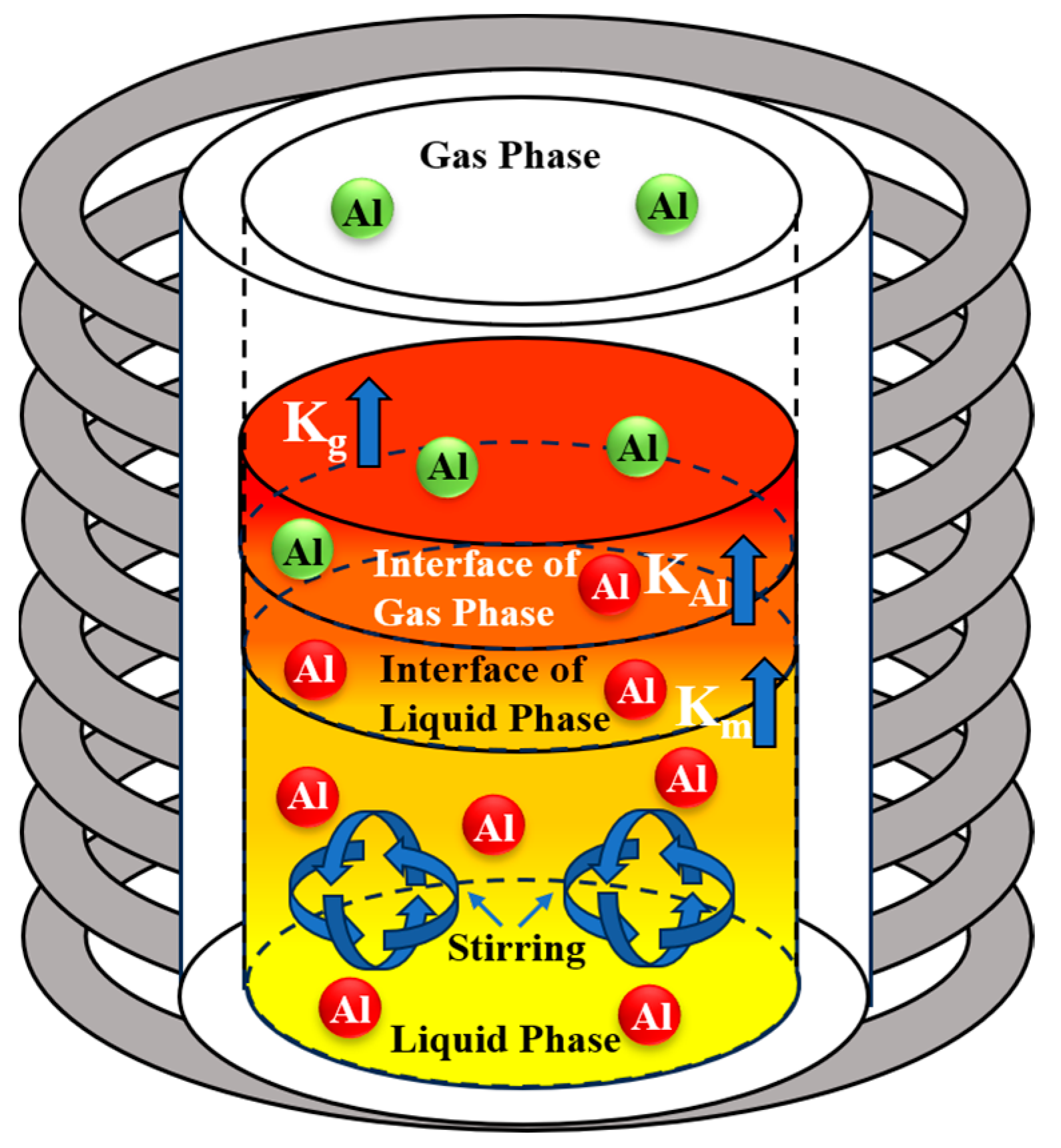
3.1.2. Evaporation Kinetics of Al in the Alloy
- (a)
- Diffusive mass transfer during the movement of atoms inside the Al melt to the surface, Km;
- (b)
- Interfacial mass transfer during the movement of Al molecules across the melt surface to the gas phase, KAl;
- (c)
- Gas-phase mass transfer during the movement of Al molecules across the melt surface toward the condensation disk, Kg; and
- (d)
- Coalescence of Al molecules on the condensation surface.
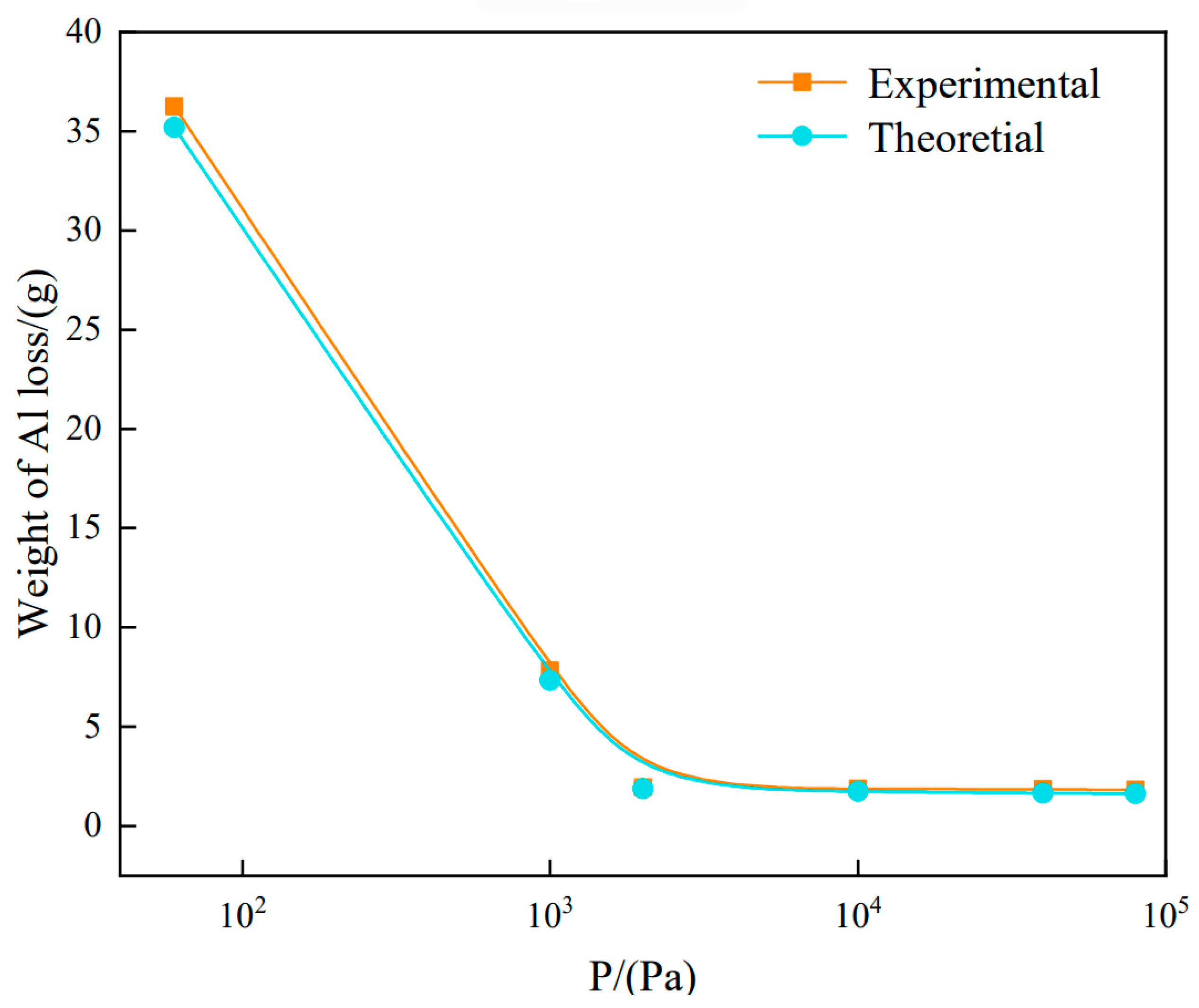
3.2. Effect of Pressure on the AlV55 Alloy
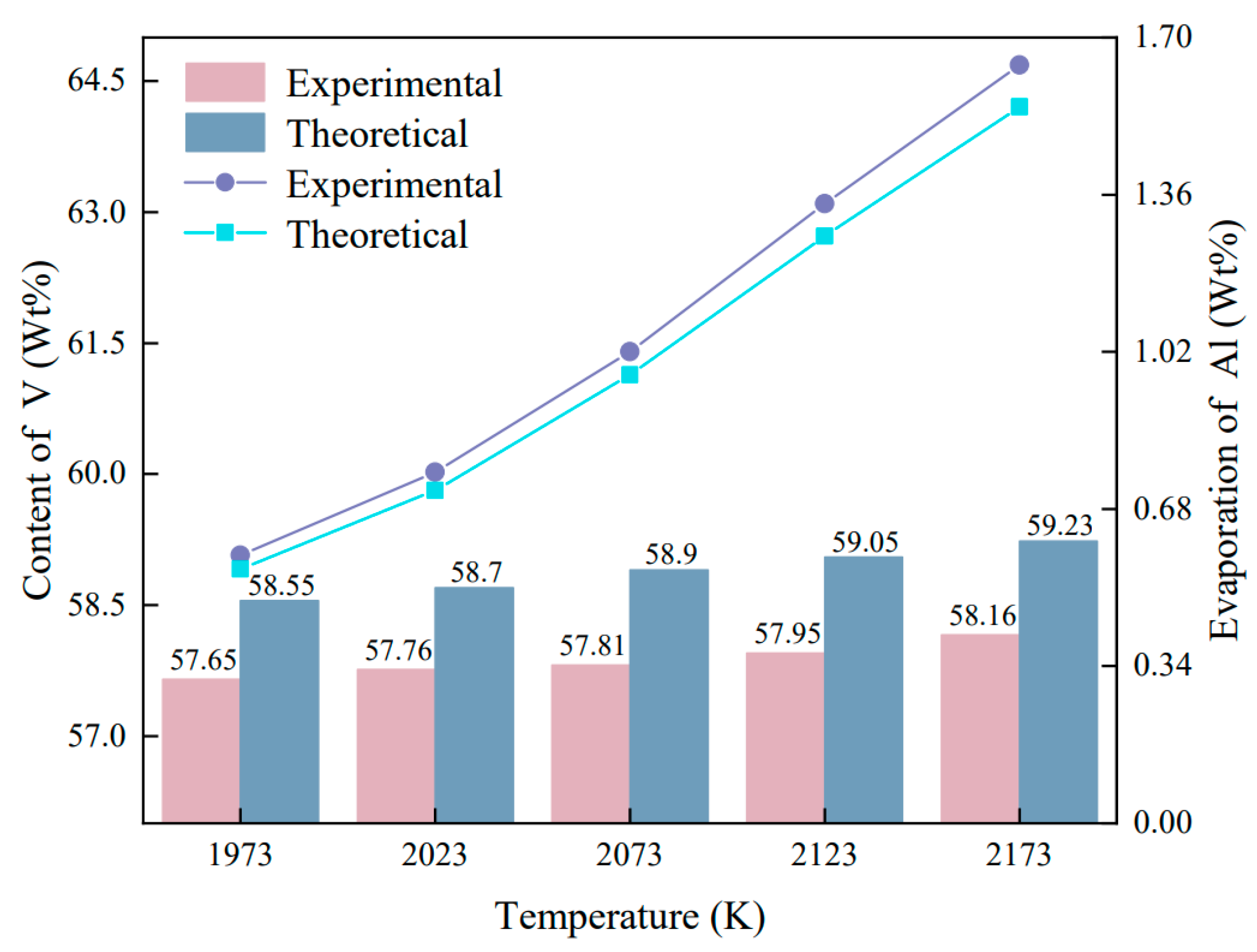
3.3. Effect of Temperature on the AlV55 Alloy
3.4. Effect of Holding Time on the AlV55 Alloy
3.5. Effect of Material Ratio on the AlV55 Alloy
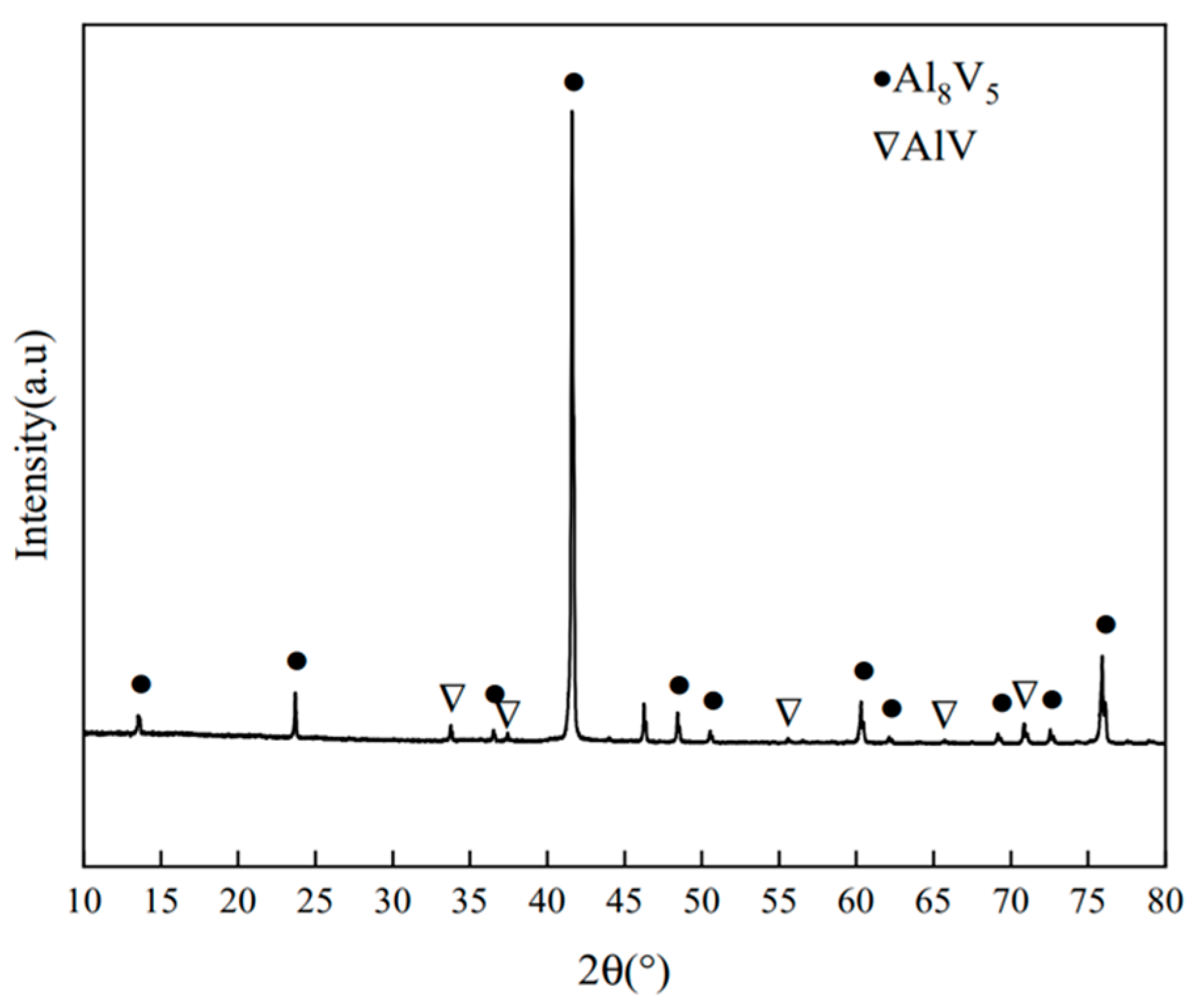
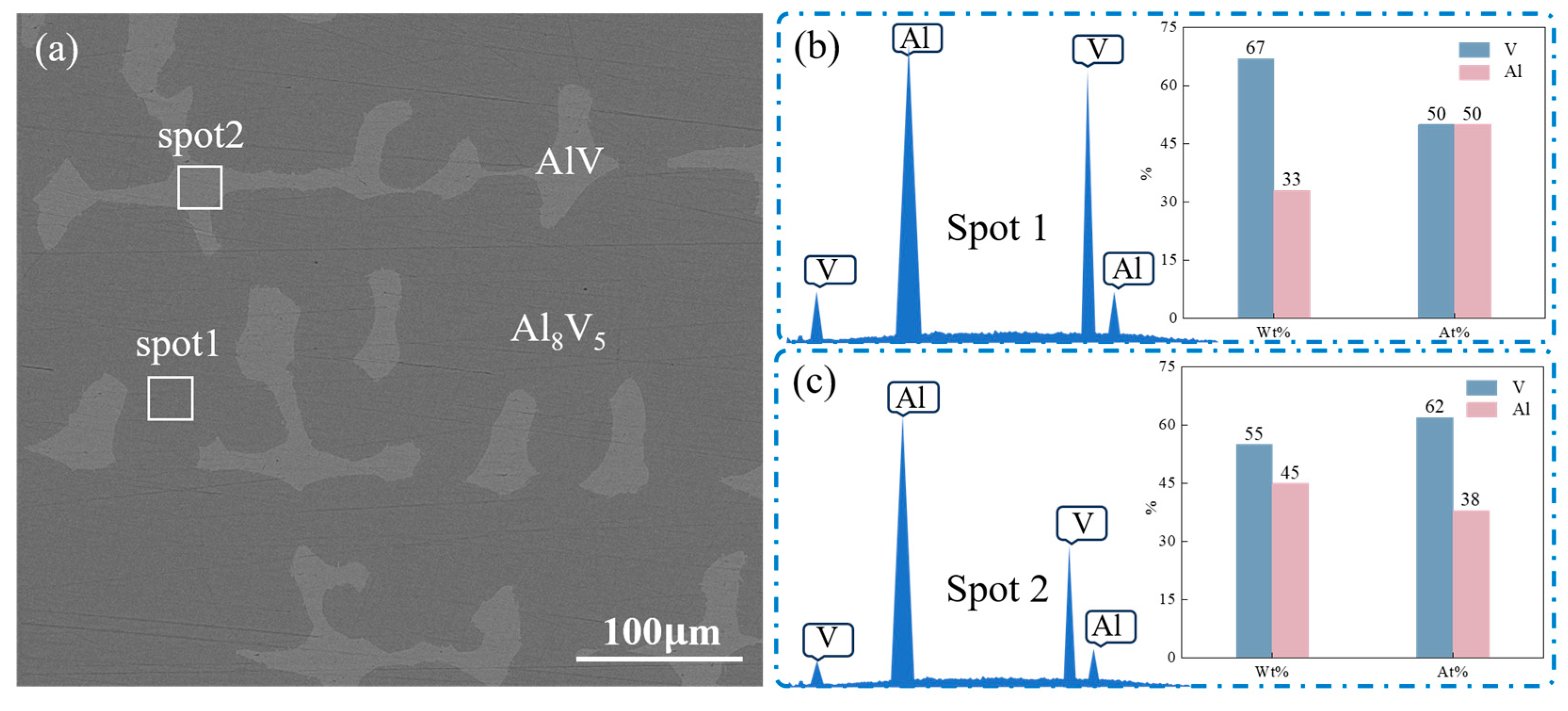
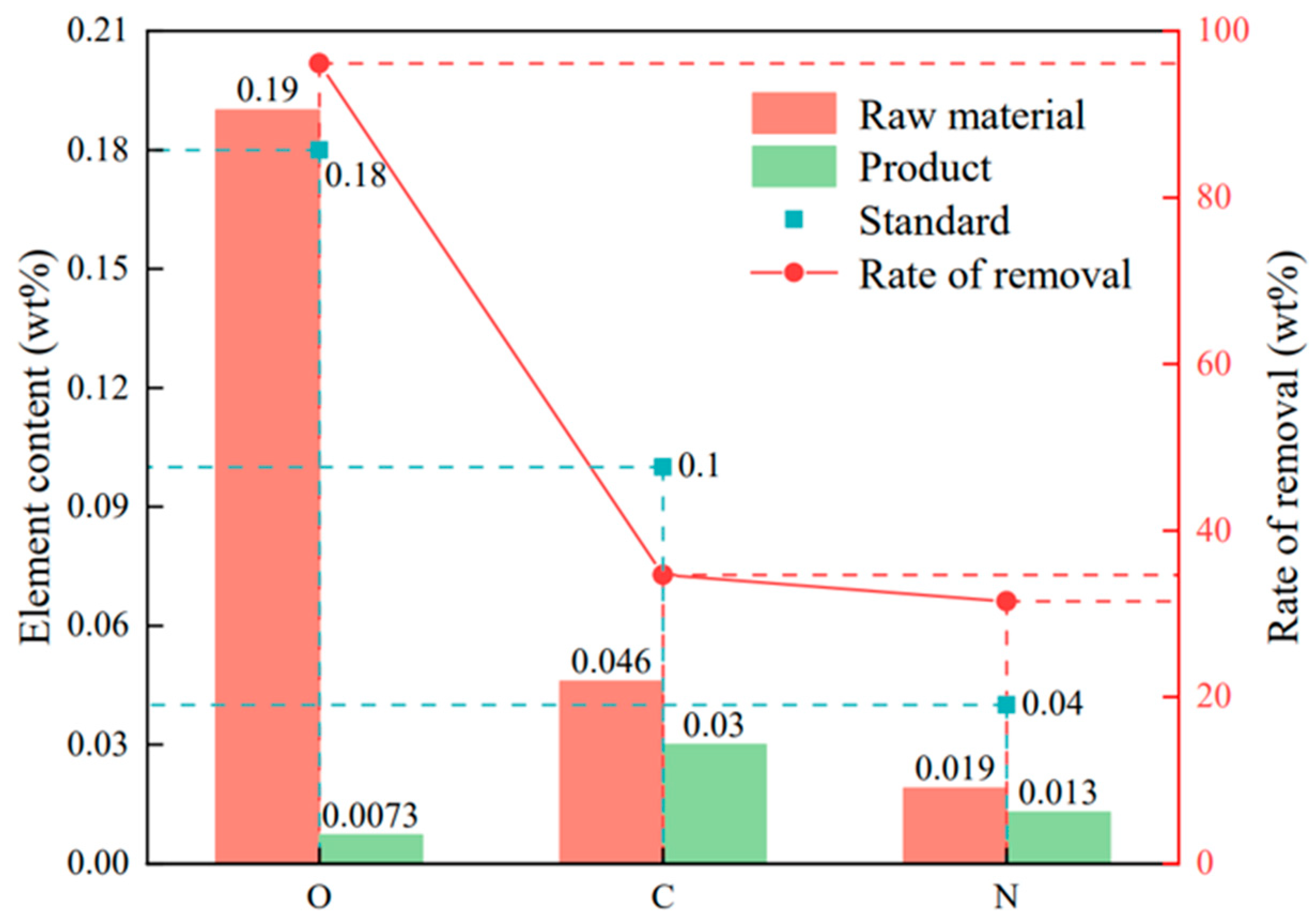
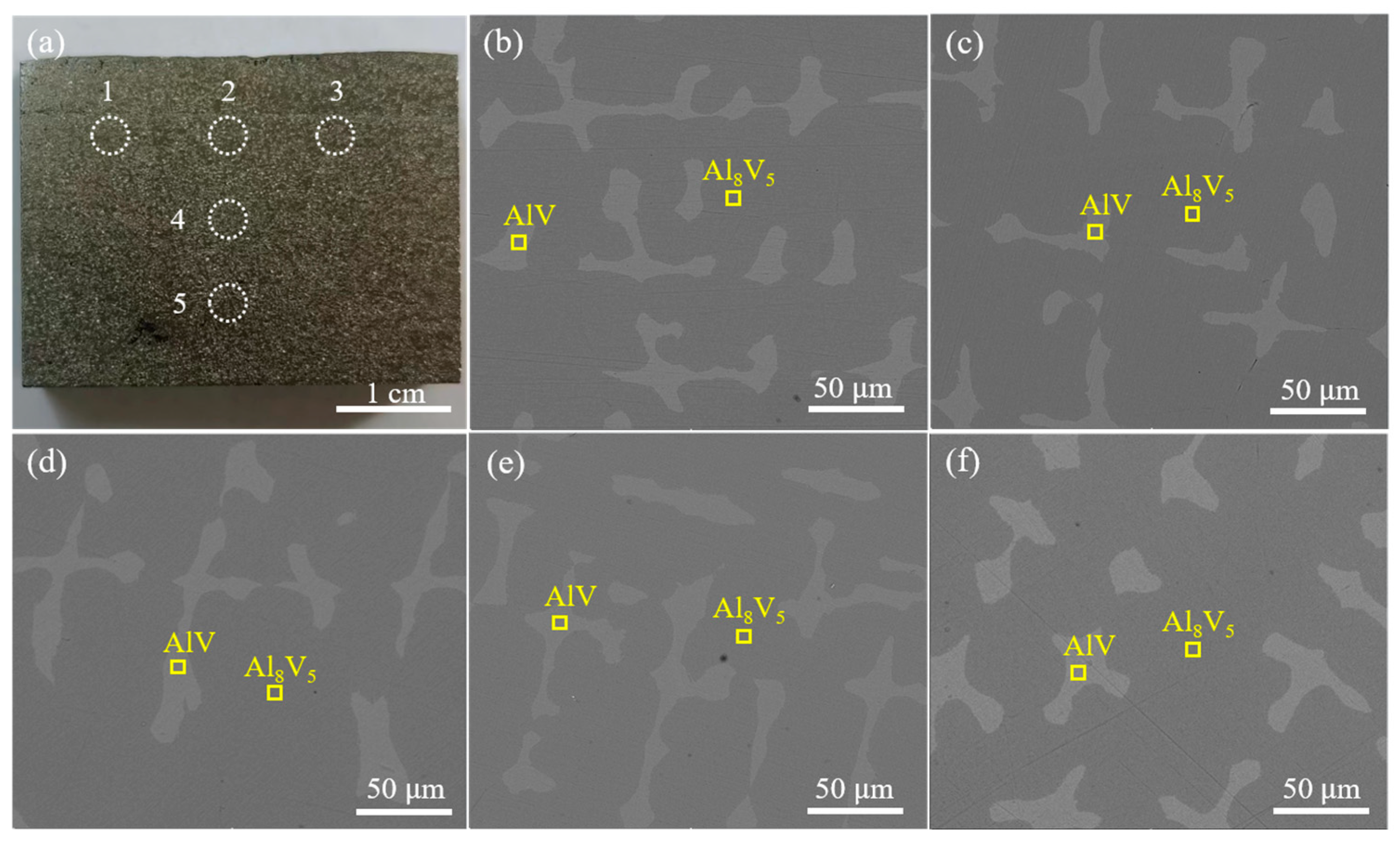
3.6. Impurity Content and Uniformity of AlV55
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gao, F.; Olayiwola, A.U.; Liu, B.; Wang, S.; Du, H.; Li, J.; Wang, X.; Chen, D.; Zhang, Y. Review of Vanadium Production Part I: Primary Resources. Min. Proc. Ext. Met. Rev. 2022, 43, 466–488. [Google Scholar] [CrossRef]
- Ahmed, T.; Flower, H.M. The phase-transformations in alloys based on titanium aluminides TI3AL-V and TIAL-V. Mater. Sci. Eng. Struct. Mater. Prop. Microstruct. Process. 1992, 152, 31–36. [Google Scholar] [CrossRef]
- Kamyshnykova, K.; Lapin, J. Vacuum induction melting and solidification of TiAl-based alloy in graphite crucibles. Vaccum 2018, 154, 218–226. [Google Scholar] [CrossRef]
- Kostov, A.; Živković, D. Thermodynamic analysis of alloys Ti-Al, Ti-V, Al-V and Ti-Al-V. J. Alloys Compd. 2008, 460, 164–171. [Google Scholar] [CrossRef]
- Wan, H.; Xu, B.; Li, L.; Yang, B.; Li, D.; Dai, Y. A Novel Method of Fabricating Al-V Intermetallic Alloy through Electrode Heating. Metals 2019, 9, 558. [Google Scholar] [CrossRef]
- Xu, Y.; Jiao, H.; Wang, M.; Jiao, S. Direct preparation of V-Al alloy by molten salt electrolysis of soluble NaVO3 on a liquid Al cathode. J. Alloys Compd. 2019, 779, 22–29. [Google Scholar] [CrossRef]
- Muroga, T.; Chen, J.M.; Chernov, V.M.; Fukumoto, K.; Hoelzer, D.T.; Kurtz, R.T.; Nagasaka, T.; Pint, B.A.; Satou, M.; Suzuki, A.; et al. Review of advances in development of vanadium alloys and MHD insulator coatings. J. Nucl. Mater. 2007, 367, 780–787. [Google Scholar] [CrossRef]
- Yee, S.L.; Wan, H.; Chen, M.; Li, L.; Li, J.; Ma, X. Development of a cleaner route for Aluminum–Vanadium alloy production. J. Mater. Res. Technol. 2022, 16, 187–193. [Google Scholar] [CrossRef]
- de Souza, D.A.P.; Nunes, C.A.; Sandim, H.R.Z.; Ramos, A.S.; Neto, A.C. The effect of excess Al and fabrication environment on the composition and microstructure of V-Al alloys. Int. J. Refract. Met. Hard Mater. 2000, 18, 55–60. [Google Scholar] [CrossRef]
- Blacha, L.; Siwiec, G.; Oleksiak, B. Loss of aluminium during the process of Ti-Al-V alloy smelting in a vacuum induction melting (vim) furnace. Metallurgy 2013, 52, 301–304. [Google Scholar]
- Wan, H.; Xu, B.; Wang, L.; Yang, B.; Li, L.; Ding, Z.; Dai, Y.; Li, D. A novel method of AlV55 alloy production by utilizing AlV65 alloy scrap. Vacuum 2018, 155, 127–133. [Google Scholar] [CrossRef]
- Blacha, L.; Michalek, K.; Smalcerz, A.; Warzecha, M. Effects of a bath composition on aluminium loss during Ti-Al alloy smelting in a vacuum induction furnace. Metallurgy 2014, 53, 574–576. [Google Scholar]
- Blacha, L.; Mizera, J.; Folega, P. The effects of mass transfer in the liquid phase on the rate of aluminium evaporation from the Ti-6Al-7Nb Alloy. Metallurgy 2014, 53, 51–54. [Google Scholar]
- Zha, G.; Zhao, Y.; Luo, H.; Jiang, W.; Xu, B.; Yang, B. Evaporation Regularities of Elemental Selenium in the Vacuum Distillation Process. Metall. Mater. Trans. B 2022, 53, 3856–3864. [Google Scholar] [CrossRef]
- Yang, B.; Xu, B.Q. Vacuum Metallurgy; Central South University Press: Changsha, China, 2021; pp. 489–491. [Google Scholar]
- Liu, Y. Design of Vacuum Engineering; Chemical Industry Press: Beijing, China, 2016; p. 27. [Google Scholar]
- Wang, D.; Liu, Z.; Liu, W. Experimental Measurement of Vacuum Evaporation of Aluminum in Ti-Al, V-Al, Ti6Al4V Alloys by Electron Beam. Metals 2021, 11, 1688. [Google Scholar] [CrossRef]
- Duan, Y.J.; Chen, B.; Ma, Y.C.; Liu, K. Kinetics of Al Evaporation from Liquid U–Al Alloys in Vacuum Induction Melting. J. Mater. Res. Technol. 2015, 31, 423–426. [Google Scholar] [CrossRef]
- Guo, J.J.; Liu, Y.; Su, Y.Q.; Ding, H.S.; Liu, G.Z.; Jia, J. Evaporation behavior of aluminum during the cold crucible induction skull melting of titanium aluminum alloys. Metall. Mater. Trans. B 2000, 31, 837–844. [Google Scholar] [CrossRef]
- Ivanchenko, V.G.; Ivasishin, O.M.; Semiatin, S.L. Evaluation of evaporation losses during electron-beam melting of Ti-AlN alloys. Metall. Mater. Trans. B 2003, 34, 911–915. [Google Scholar] [CrossRef]
- Zhang, Y.W. Study of Volatilisation Mechanisms and Dosing Parameters of TC4 Group Elements. Master’s Thesis, Kunming University of Science and Technology, Kunming, China, 2018. [Google Scholar]
- Guo, J.J.; Liu, G.Z.; Su, Y.Q. Evaporation of multi-components in Ti-25Al-25Nb melt during induction skull melting process. Trans. Nonferrous Met. Soc. 2002, 12, 587–591. [Google Scholar]
- Miyauchi, A.; Okabe, T.H. Development of New Manufacturing Technology for Vanadium Metal and Alloys. J. Jpn. Inst. Met. 2010, 74, 701–711. [Google Scholar] [CrossRef]
- Christian, J.W. Phase Transformations in Metals and Alloys, 3rd ed.; CRC Press: Boca Raton, FL, USA, 1992; pp. 299–301. [Google Scholar]
- Siwiec, G. The kinetics of aluminium evaporation from the Ti-6Al-4V alloy. Arch. Metall. Mater. 2013, 58, 1155–1160. [Google Scholar] [CrossRef][Green Version]
- Hua, Y.X. Introduction to Metallurgical Process Dynamics; Metallurgical Industry Press: Beijing, China, 2004; pp. 268–269. [Google Scholar]
- Zhang, Z.; Wu, Z.; Zeng, W.; Chen, N.; Peng, R. Calculation of activity coefficient from immiscible binary alloy phase diagram by means of modified sub-regular solution model. Rare Met. 1998, 17, 193–197. [Google Scholar]
- Truong, V.D.; Hyun, Y.T.; Won, J.W.; Lee, W.; Yoon, J. Numerical Simulation of the Effects of Scanning Strategies on the Aluminum Evaporation of Titanium Alloy in the Electron Beam Cold Hearth Melting Process. Materials 2022, 15, 820. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, S.; Licata, O.; Mazumder, B.; Roy, S. Novel insights on the near atomic scale spatial distributions of substitutional alloying and interstitial impurity elements in Ti-6Al-4V alloy. J. Alloys Compd. 2022, 907, 164511. [Google Scholar] [CrossRef]
- Meng, Y.; Cui, J.; Zhao, Z.; Zuo, Y. Effect of vanadium on the microstructures and mechanical properties of an Al-Mg-Si-Cu-Cr-Ti alloy of 6XXX series. J. Alloys Compd. 2013, 573, 102–111. [Google Scholar] [CrossRef]
- Siwiec, G. Elimination of aluminum during the process of Ti-6Al-4V alloy, smelting in a vacuum induction furnace. Arch. Metall. Mater. 2012, 57, 951–956. [Google Scholar] [CrossRef]
- Uwanyuze, R.S.; Alpay, S.P.; Schafföner, S.; Sahoo, S. A first principles analysis of oxidation in titanium alloys with aluminum and vanadium. Surf. Sci. 2022, 719, 122026. [Google Scholar] [CrossRef]
- Sharma, I.G.; Kale, G.B. A study on preparation and characterization of vanadium master alloys. Trans. Indian Inst. Met. 1995, 48, 197–201. [Google Scholar]
- Yoshinaga, H.; Dan, S.; Kawabata, A.; Nishi, S.; Kusamichi, T.; Kamiya, Y.; Tsukahara, M.; Sakai, T. Development of a low-cost vanadium purification process using electro-slag remelting and its application to hydrogen storage alloys. J. Jpn. Inst. Met. 2002, 66, 1340–1344. [Google Scholar] [CrossRef][Green Version]
- Shi, C.; Chen, X.G. Effect of vanadium on hot deformation and microstructural evolution of 7150 aluminum alloy. Mater. Sci. Eng. A 2014, 613, 91–102. [Google Scholar] [CrossRef]
- Meng, Y.; Cui, J.; Zhao, Z.; Zuo, Y. Study on Microstructures of Al-4 wt pct V Master Alloys. Metall. Mater. Trans. Phys. Metall. Mater. Sci. 2014, 45A, 3741–3747. [Google Scholar] [CrossRef]
- TS/T 579-2014; Vanadium-Aluminium Master Alloy. Standards Press of China: Beijing, China, 2015.
- Khiavi, F.B.; Soltanieh, M.; Abbasi, S.M. The effect of refining time and calcium addition on the removal of oxygen, nitrogen, and hydrogen from IN713LC during vacuum induction refining. Vacuum 2022, 197, 110752. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Form | Purity (%) | Size |
|---|---|---|---|
| AlV65 | particle | >99.5% | 10–20 mm |
| Al | particle | >99.8% | 10–20 mm |
| Ar | gas | >99.9% | − |
| Elemental | Saturated Vapor Pressure Equation |
|---|---|
| Al | lgp = −16,380T−1 − lgT + 14.44 |
| V | lgp = −26,900T−1 + 0.33gT − 0.265 × 10−3 + 12.24 |
| Fe | lgp = −19,710T−1 − 1.27lgT + 15.39 |
| Si | lgp = −20,900T−1 − 0.565lgT + 12.9 |
| Cr | lgp = −20,680T−1 − 1.31lgT + 16.68 |
| T (K) | 1923 | 1973 | 2023 | 2073 | 2123 | 2173 |
|---|---|---|---|---|---|---|
| Km (cm/s) | 2.21 × 10−3 | 2.68 × 10−3 | 3.11 × 10−3 | 3.51 × 10−3 | 3.88 × 10−3 | 4.25 × 10−3 |
| T (K) | 1923 | 1973 | 2023 | 2073 | 2123 | 2173 |
|---|---|---|---|---|---|---|
| KAl (cm/s) | 2.43 × 10−4 | 4.05 × 10−4 | 6.56 × 10−4 | 1.03 × 10−3 | 1.59 × 10−3 | 2.41 × 10−3 |
| T (K) | 1923 | 1973 | 2023 | 2073 | 2123 | 2173 | |
|---|---|---|---|---|---|---|---|
| P (Pa) | |||||||
| 101 | 4.23 × 10−3 | 4.29 × 10−3 | 4.34 × 10−3 | 4.4 × 10−3 | 4.45 × 10−3 | 4.50 × 10−3 | |
| 102 | 5.58 × 10−4 | 5.65 × 10−4 | 5.72 × 10−4 | 5.8 × 10−4 | 5.86 × 10−4 | 5.93 × 10−4 | |
| 103 | 3.40 × 10−5 | 3.45 × 10−5 | 3.49 × 10−5 | 3.54 × 10−5 | 3.58 × 10−5 | 3.62 × 10−5 | |
| 104 | 2.77 × 10−5 | 2.80 × 10−5 | 2.84 × 10−5 | 2.88 × 10−5 | 2.91 × 10−5 | 2.94 × 10−5 | |
| 105 | 2.12 × 10−5 | 2.15 × 10−5 | 2.18 × 10−5 | 2.21 × 10−5 | 2.23 × 10−5 | 2.26 × 10−5 | |
| Reaction Temperature (K) | Holding Time (min) | AlV65:Al Mass Ratio | Pressure (Pa) |
|---|---|---|---|
| 2023 | 10 | 9.1:1 | 60 |
| 1000 | |||
| 2000 | |||
| 10,000 | |||
| 100,000 |
| Reaction Temperature (K) | Holding Time (min) | AlV65:Al Mass Ratio | Pressure (Pa) |
|---|---|---|---|
| 1973 | 10 | 9.1:1 | 2000 |
| 2023 | |||
| 2073 | |||
| 2123 | |||
| 2173 |
| Reaction Temperature (K) | Holding Time (min) | AlV65:Al Mass Ratio | Pressure (Pa) |
|---|---|---|---|
| 2023 | 5 | 9.1:1 | 2000 |
| 10 | |||
| 15 | |||
| 20 | |||
| 25 |
| Reaction Temperature (K) | Holding Time (min) | AlV65:Al Mass Ratio | Pressure (Pa) |
|---|---|---|---|
| 2023 | 10 | 7.1:1 | 2000 |
| 8.1:1 | |||
| 9.1:1 | |||
| 10.1:1 | |||
| 11:1 |
| Content of Element (wt%) | ||||||
|---|---|---|---|---|---|---|
| V | O | C | N | Si | Fe | Al |
| 55–60 | 0.18 | 0.1 | 0.04 | 0.25 | 0.25 | Remainder |
| Content of Element (wt%) | ||||
|---|---|---|---|---|
| V | O | C | N | Al |
| 57.48 | 0.0073 | 0.03 | 0.013 | Remainder |
| Element | Spot 1 | Spot 2 | Spot 3 | Spot 4 | Spot 5 |
|---|---|---|---|---|---|
| V (wt%) | 57.2 | 57.1 | 57.6 | 57.6 | 57.3 |
| Al (wt%) | 42.8 | 42.9 | 42.4 | 42.4 | 42.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, B.; Wan, H.; Xu, B.; Lei, X.; Li, L. Study on Al Evaporation during AlV55 Melting and Alloy Preparation. Metals 2024, 14, 466. https://doi.org/10.3390/met14040466
Sun B, Wan H, Xu B, Lei X, Li L. Study on Al Evaporation during AlV55 Melting and Alloy Preparation. Metals. 2024; 14(4):466. https://doi.org/10.3390/met14040466
Chicago/Turabian StyleSun, Bin, Heli Wan, Baoqiang Xu, Xianjun Lei, and Lanjie Li. 2024. "Study on Al Evaporation during AlV55 Melting and Alloy Preparation" Metals 14, no. 4: 466. https://doi.org/10.3390/met14040466
APA StyleSun, B., Wan, H., Xu, B., Lei, X., & Li, L. (2024). Study on Al Evaporation during AlV55 Melting and Alloy Preparation. Metals, 14(4), 466. https://doi.org/10.3390/met14040466