
Microstructure Evolution and Strengthening Mechanisms of Mg–Steel Welds Subjected to Multiple Microshot Peening Treatment

Abstract
1. Introduction
2. Materials and Experiment Procedures
3. Results and Discussion
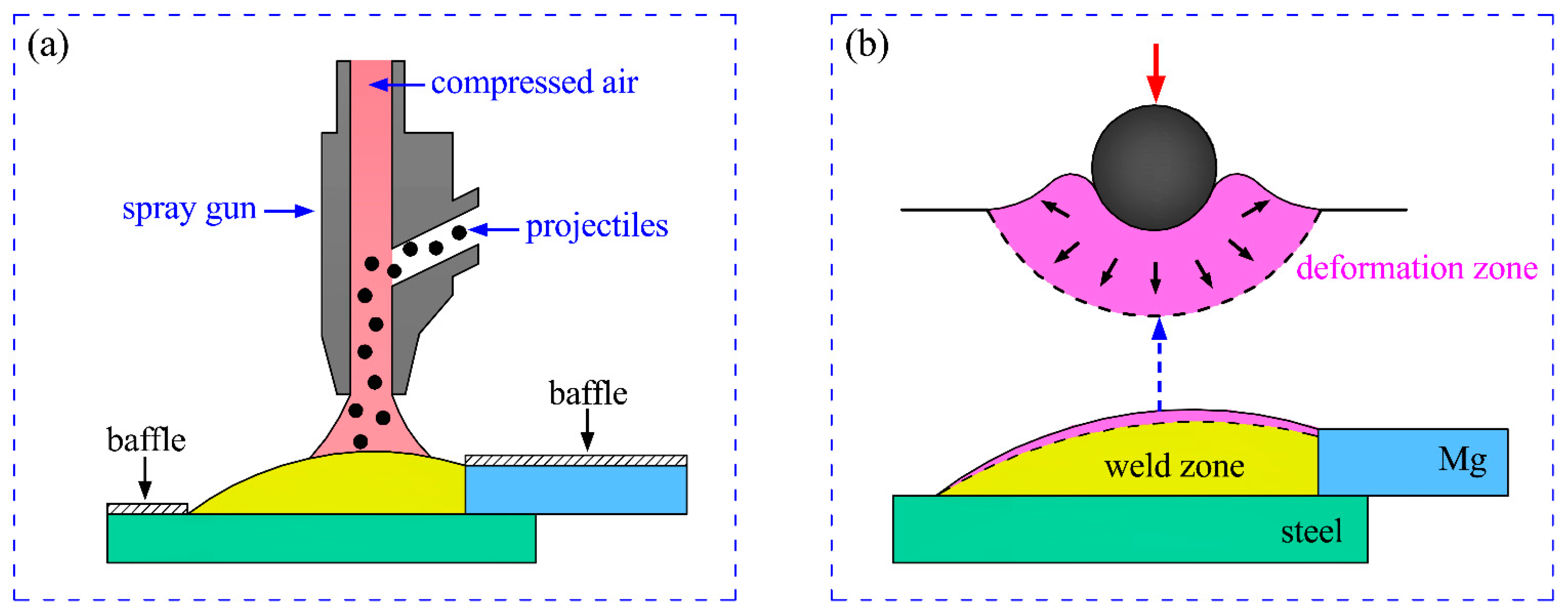
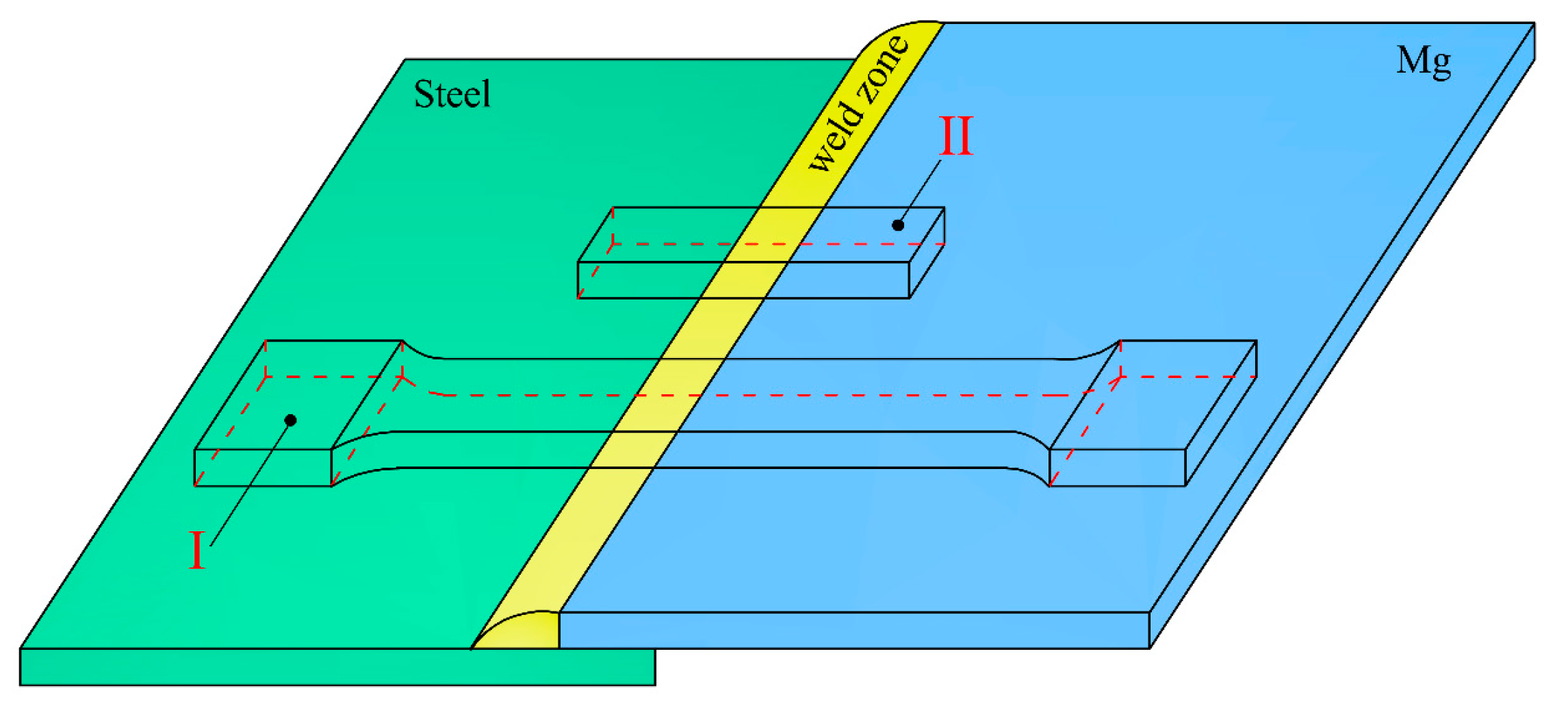
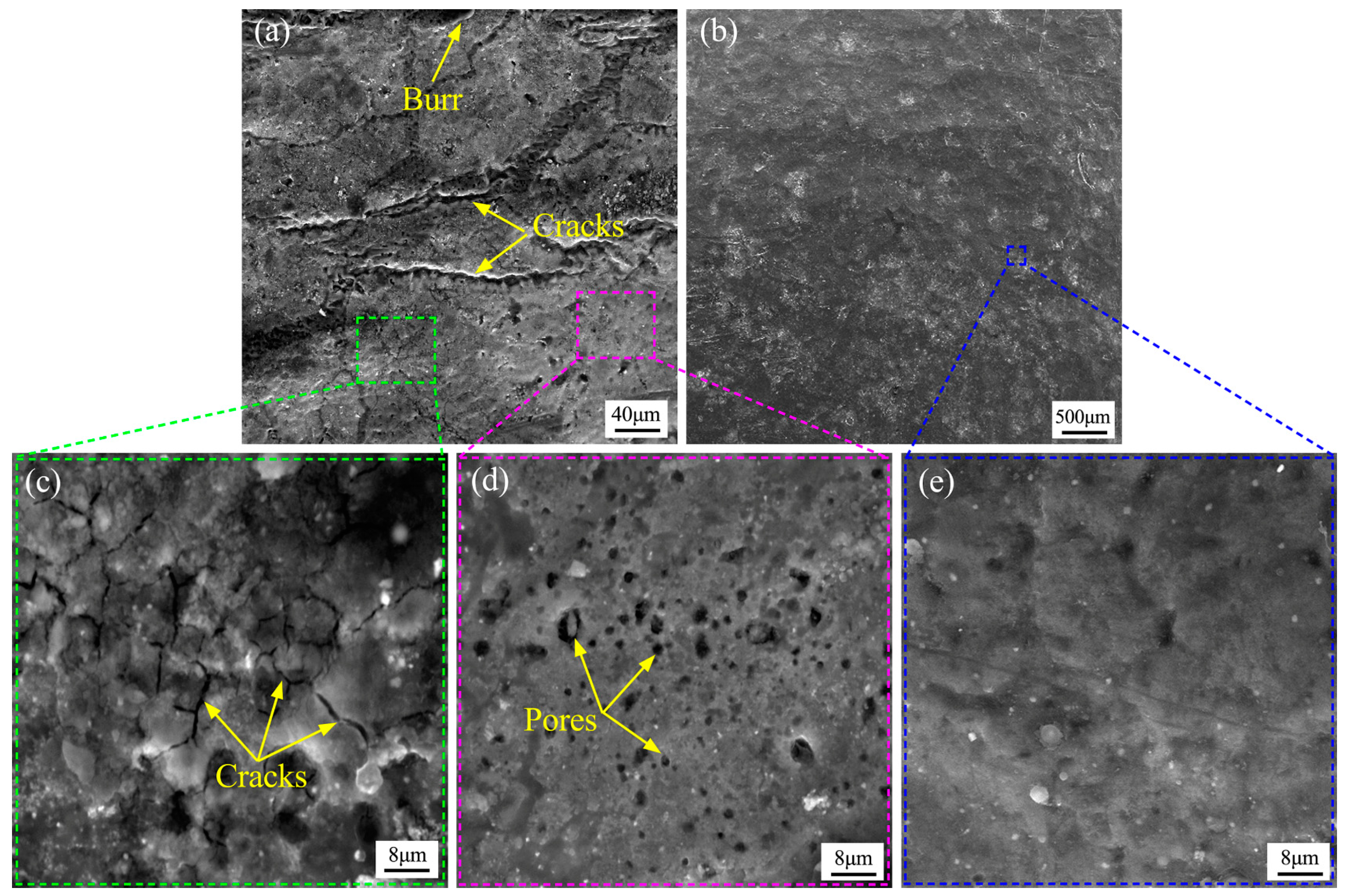
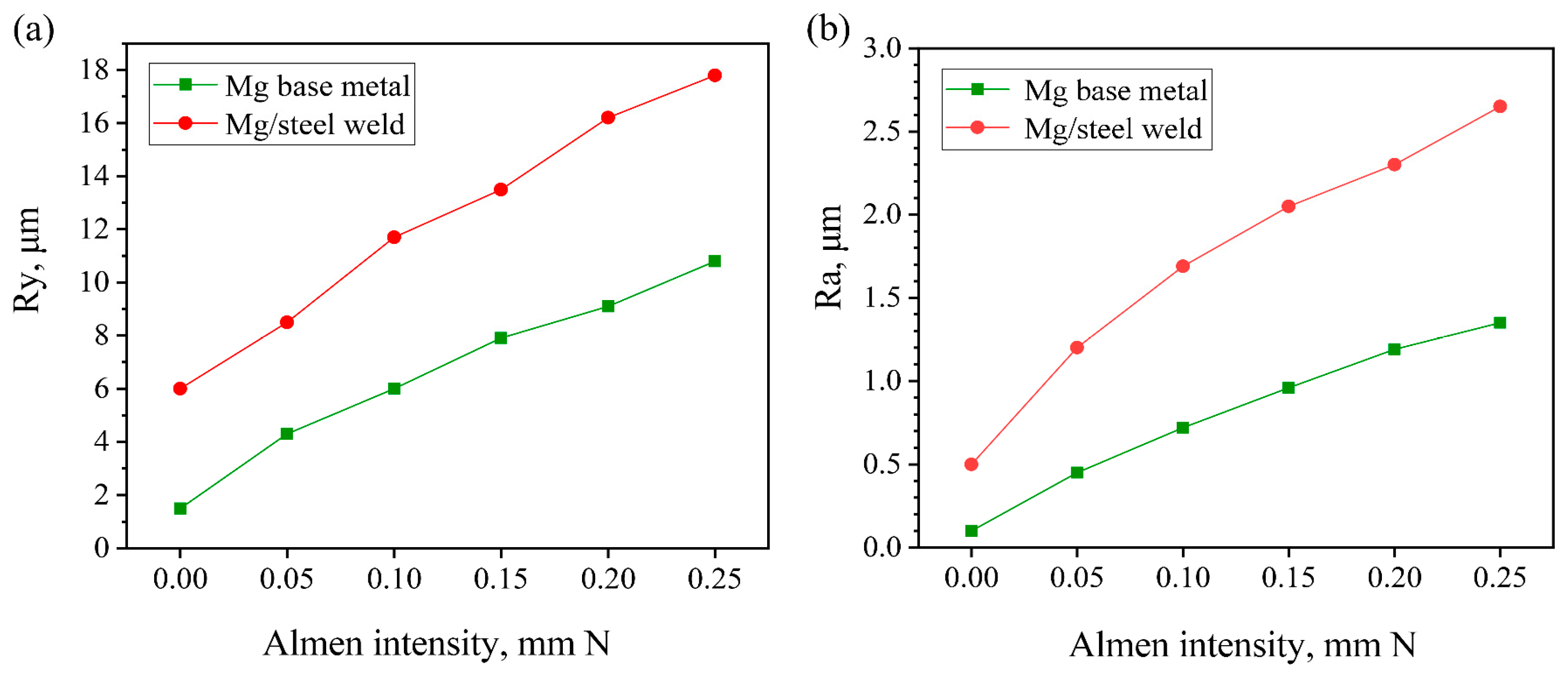
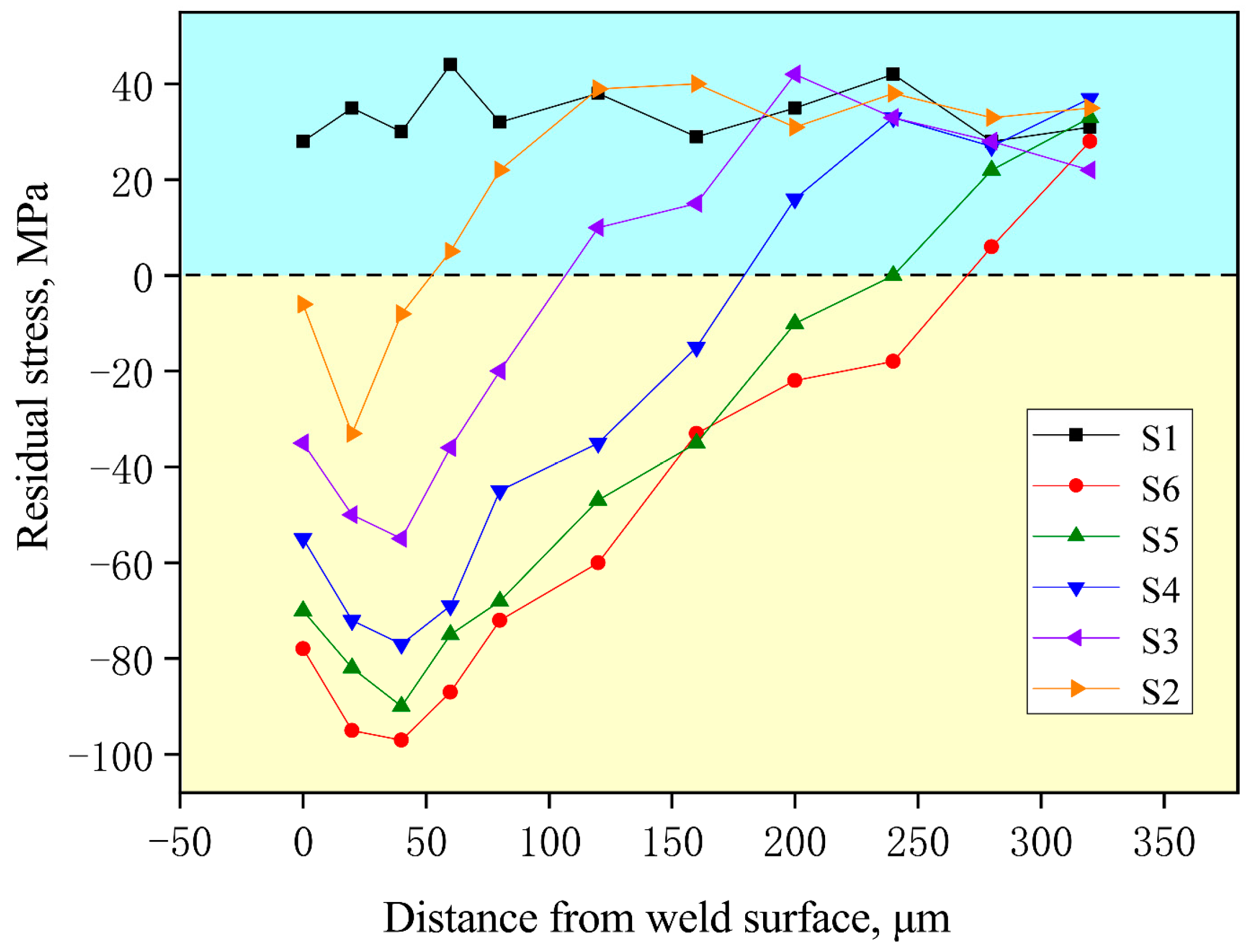
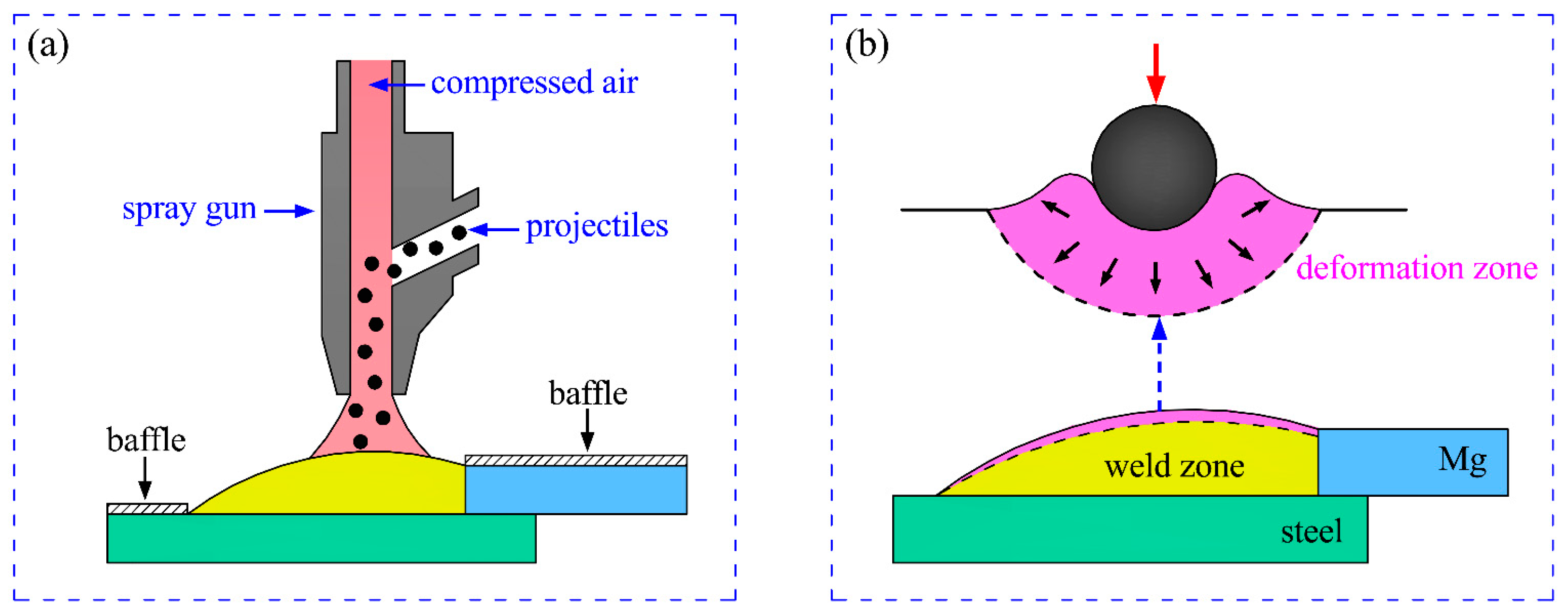
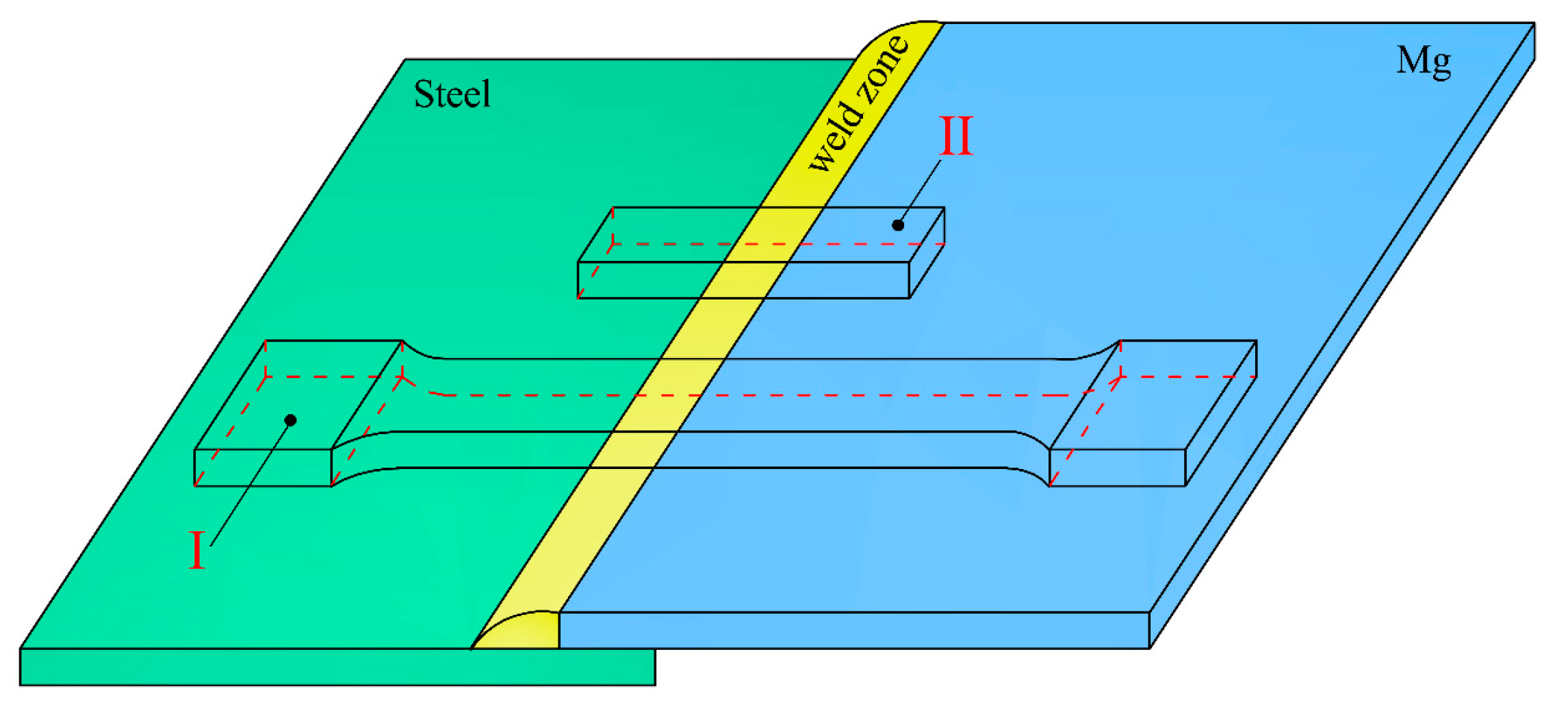
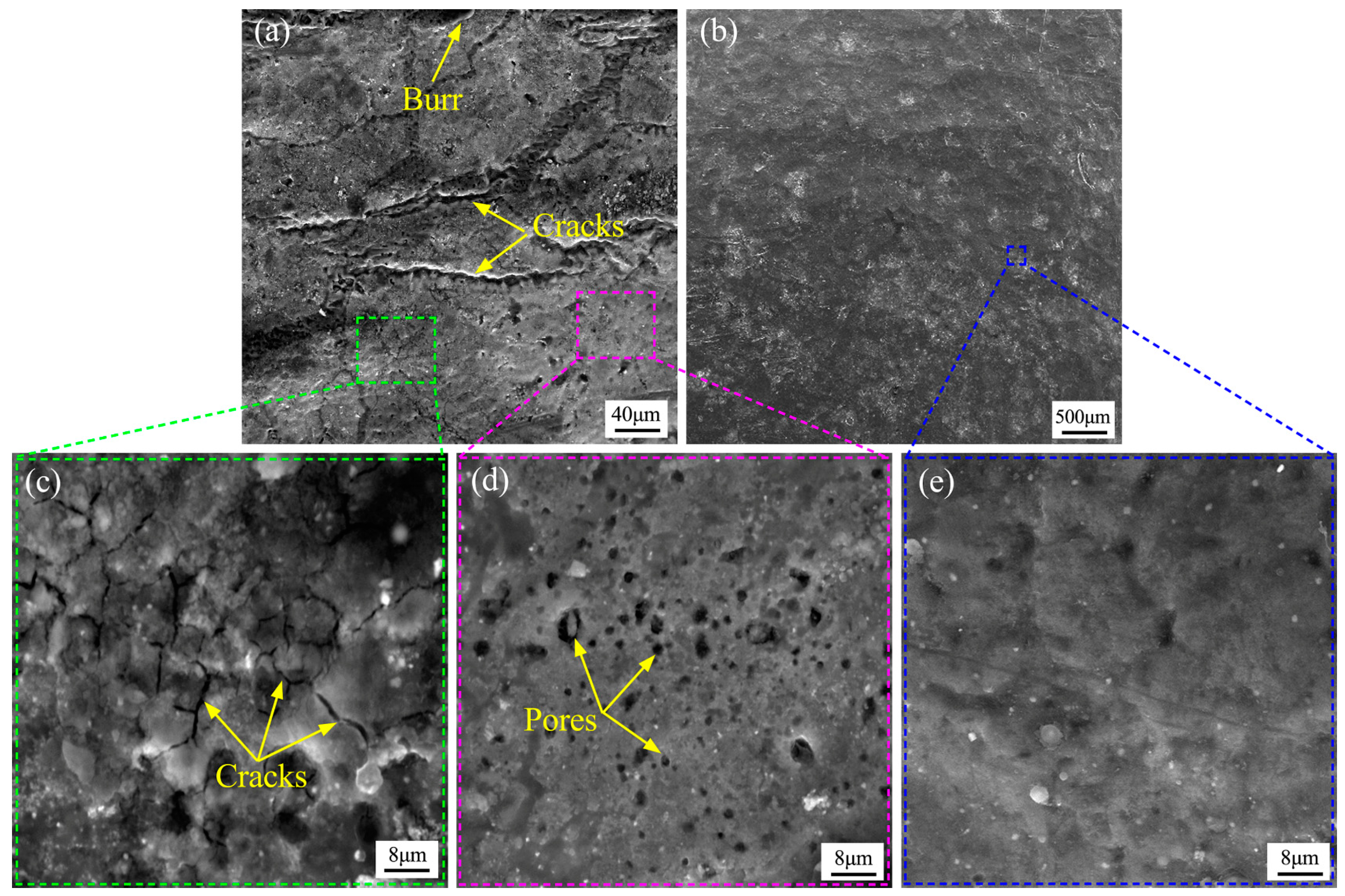
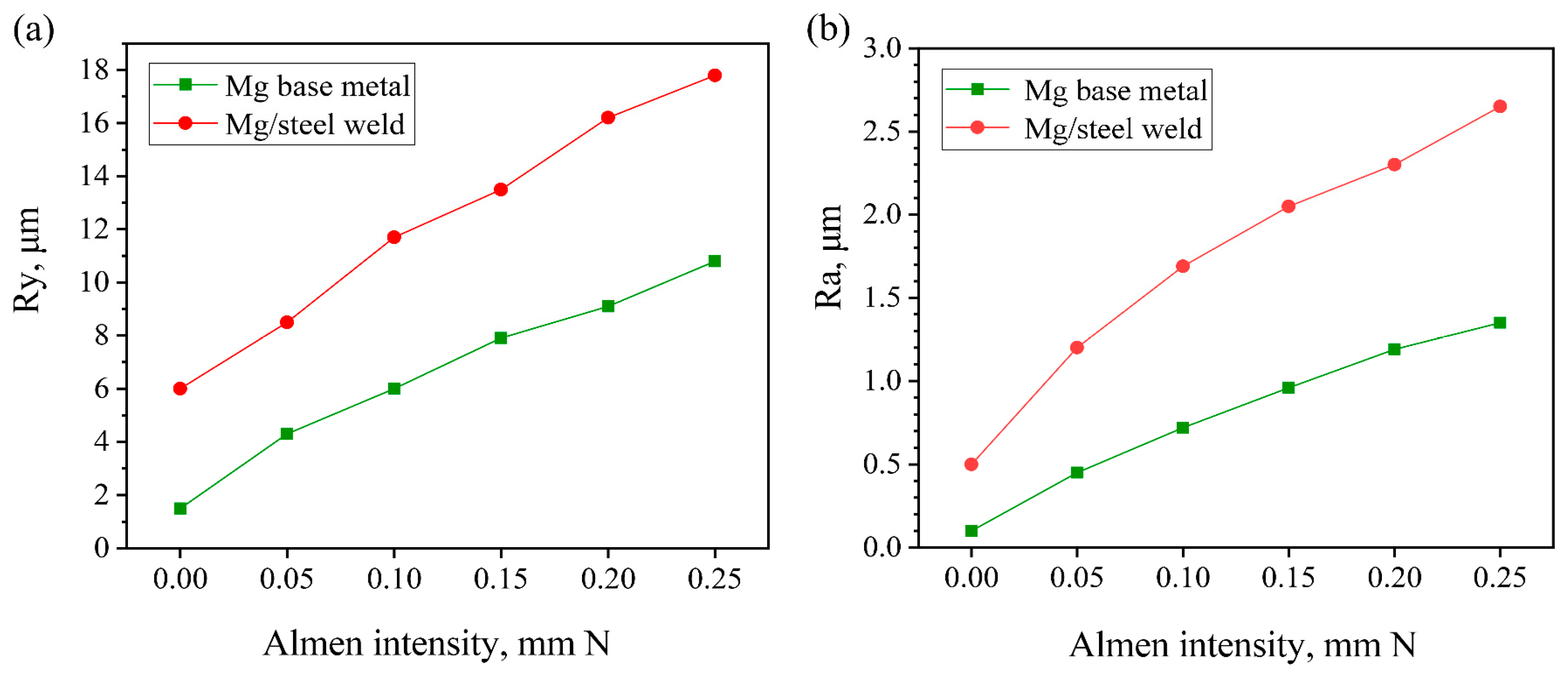
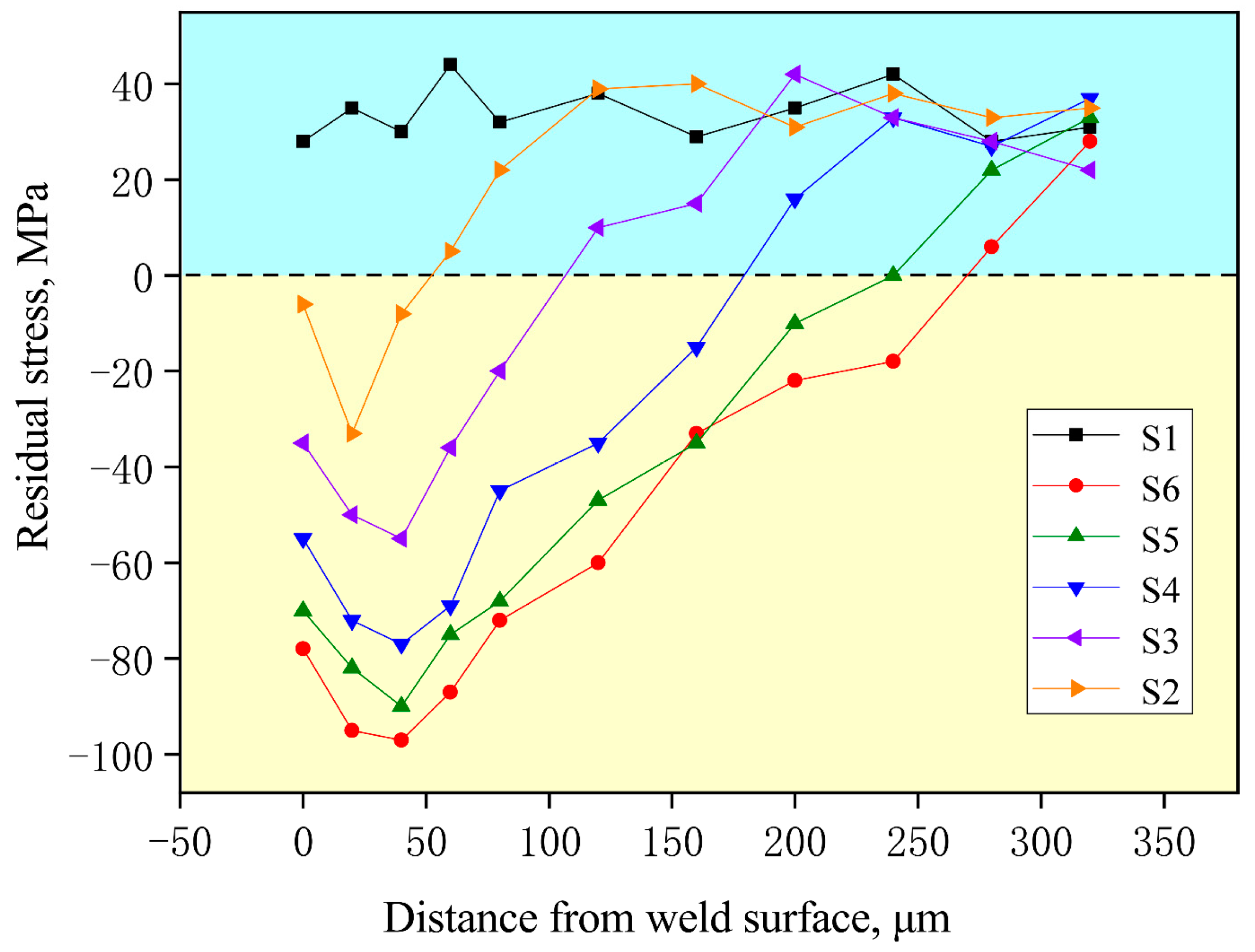
3.1. Weld Surface Morphology and Stress Distribution
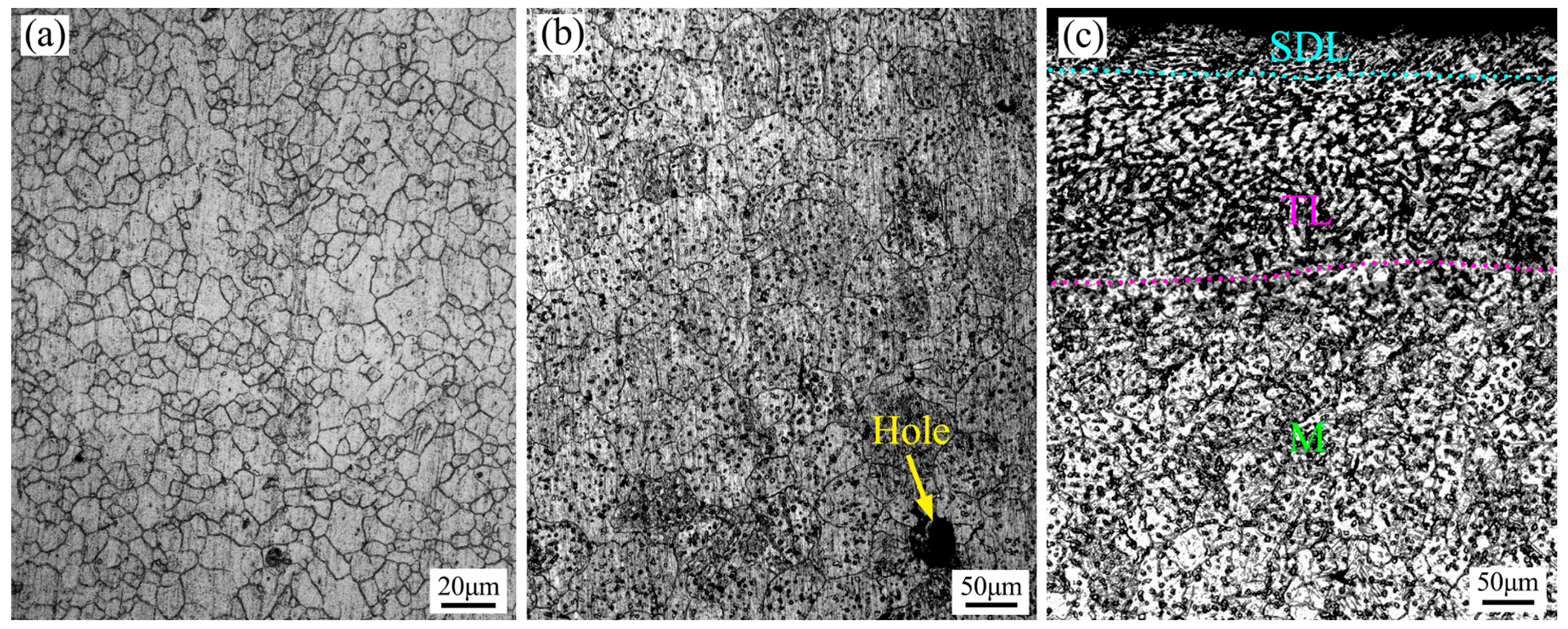
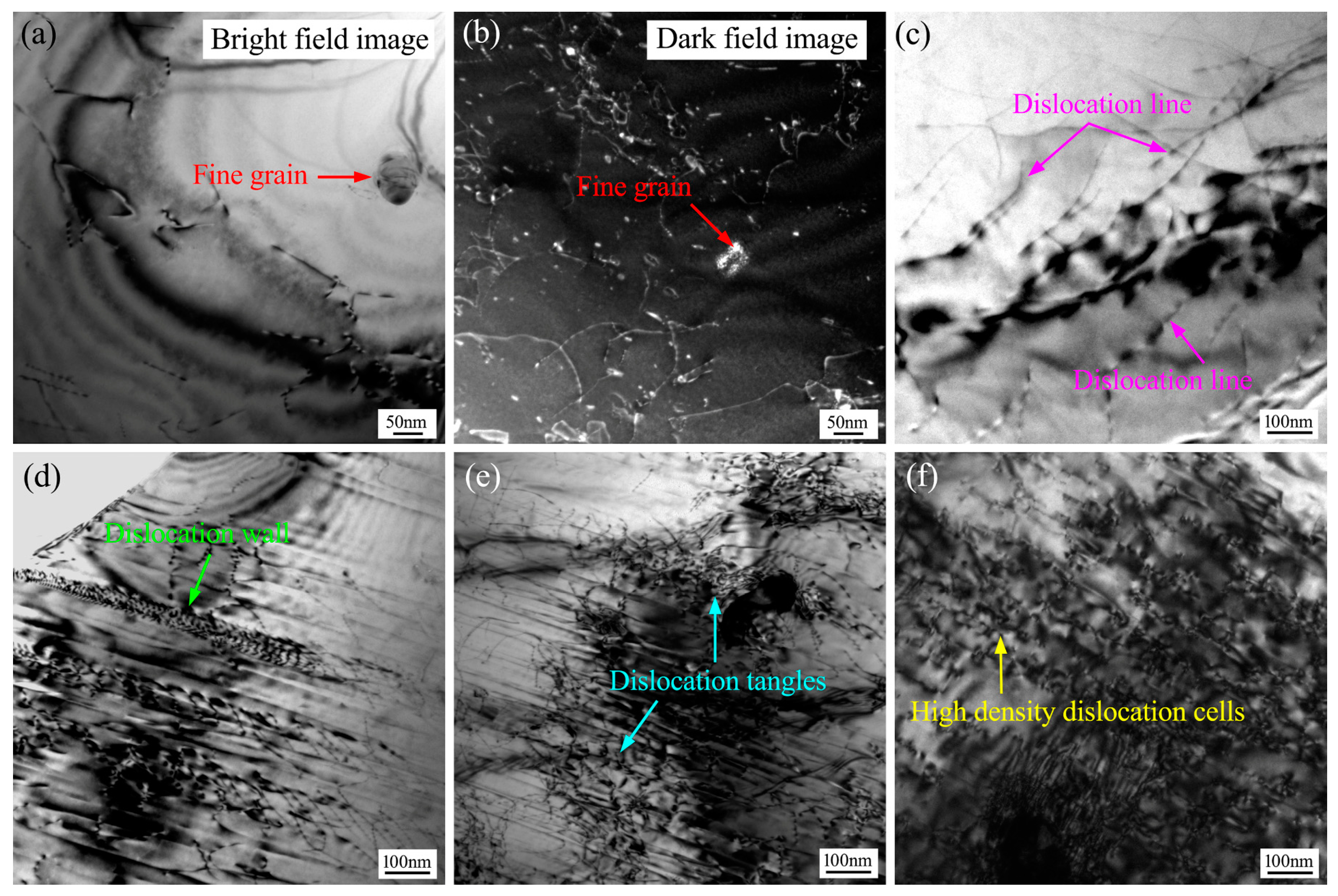
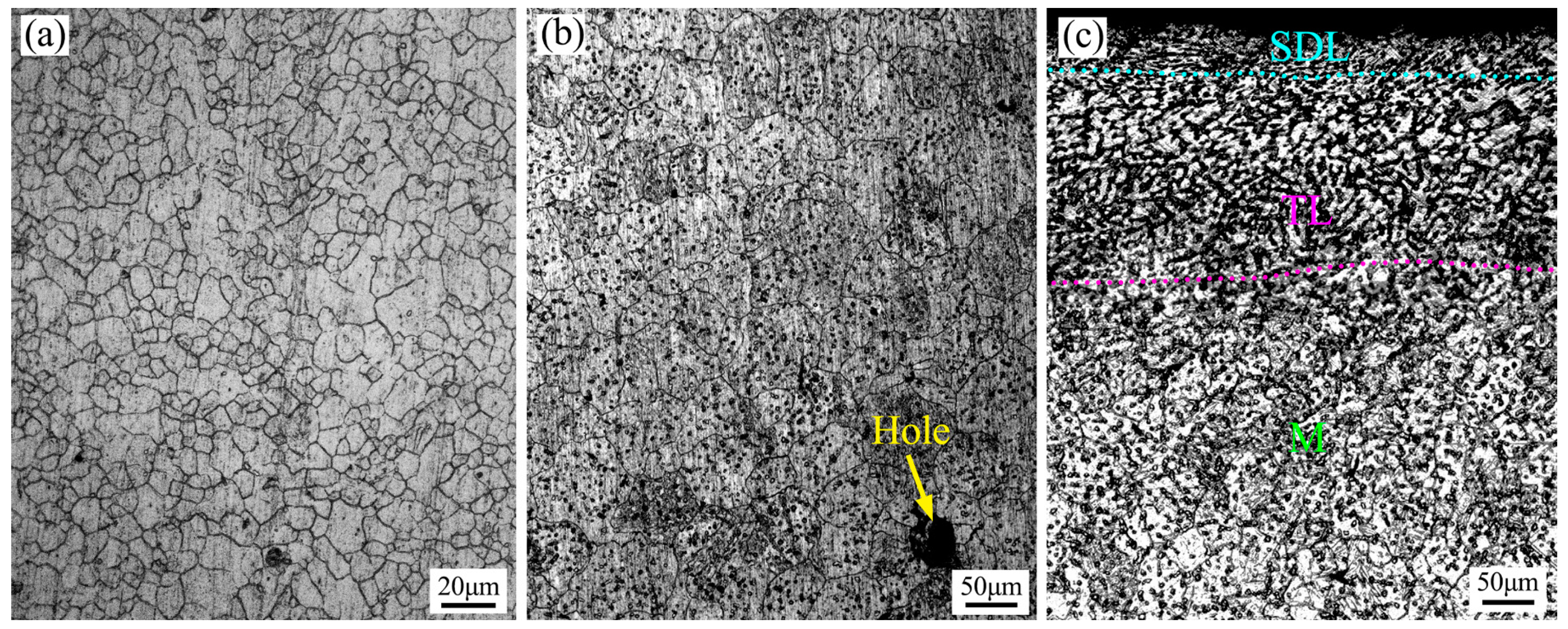
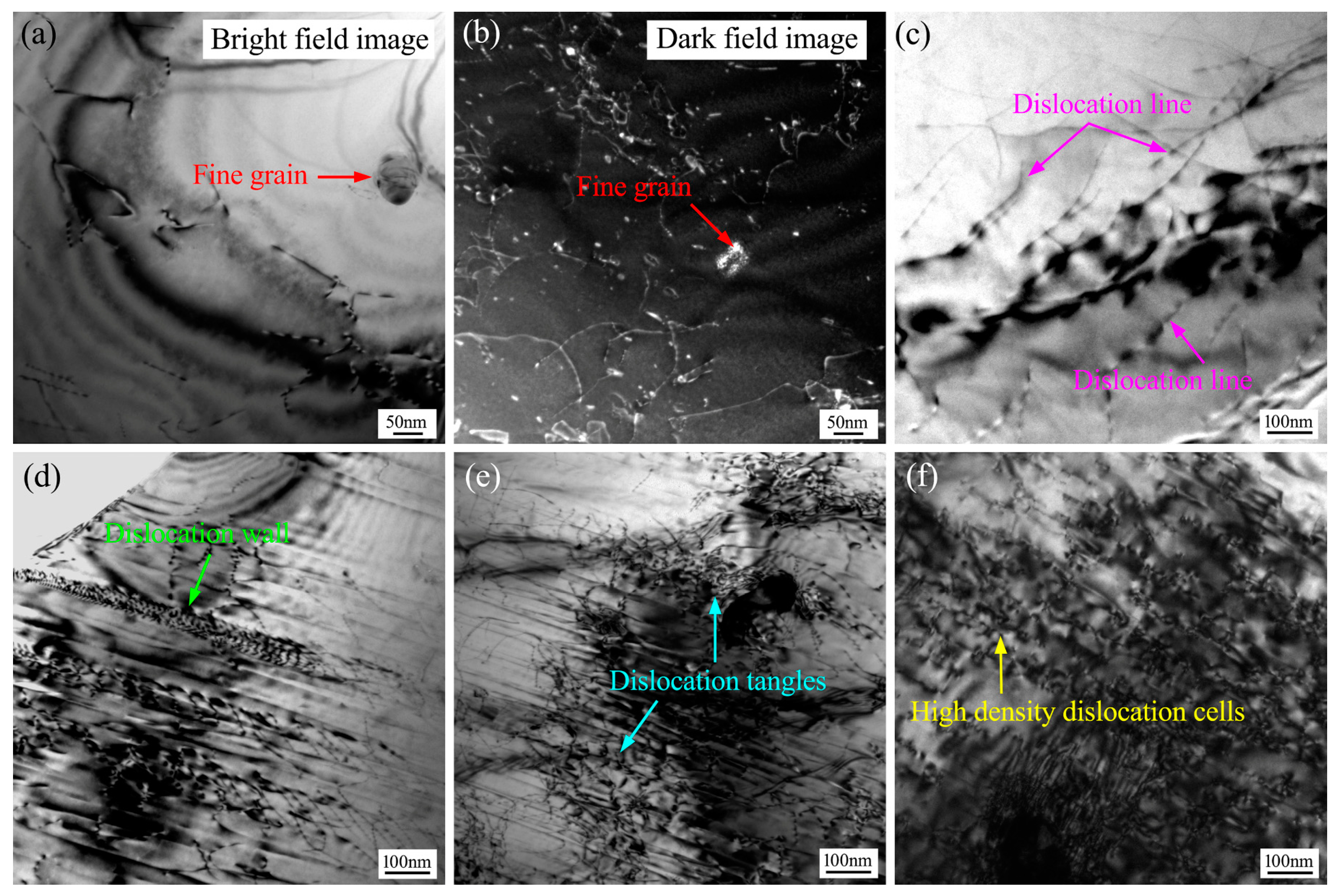
3.2. Weld Microstructure
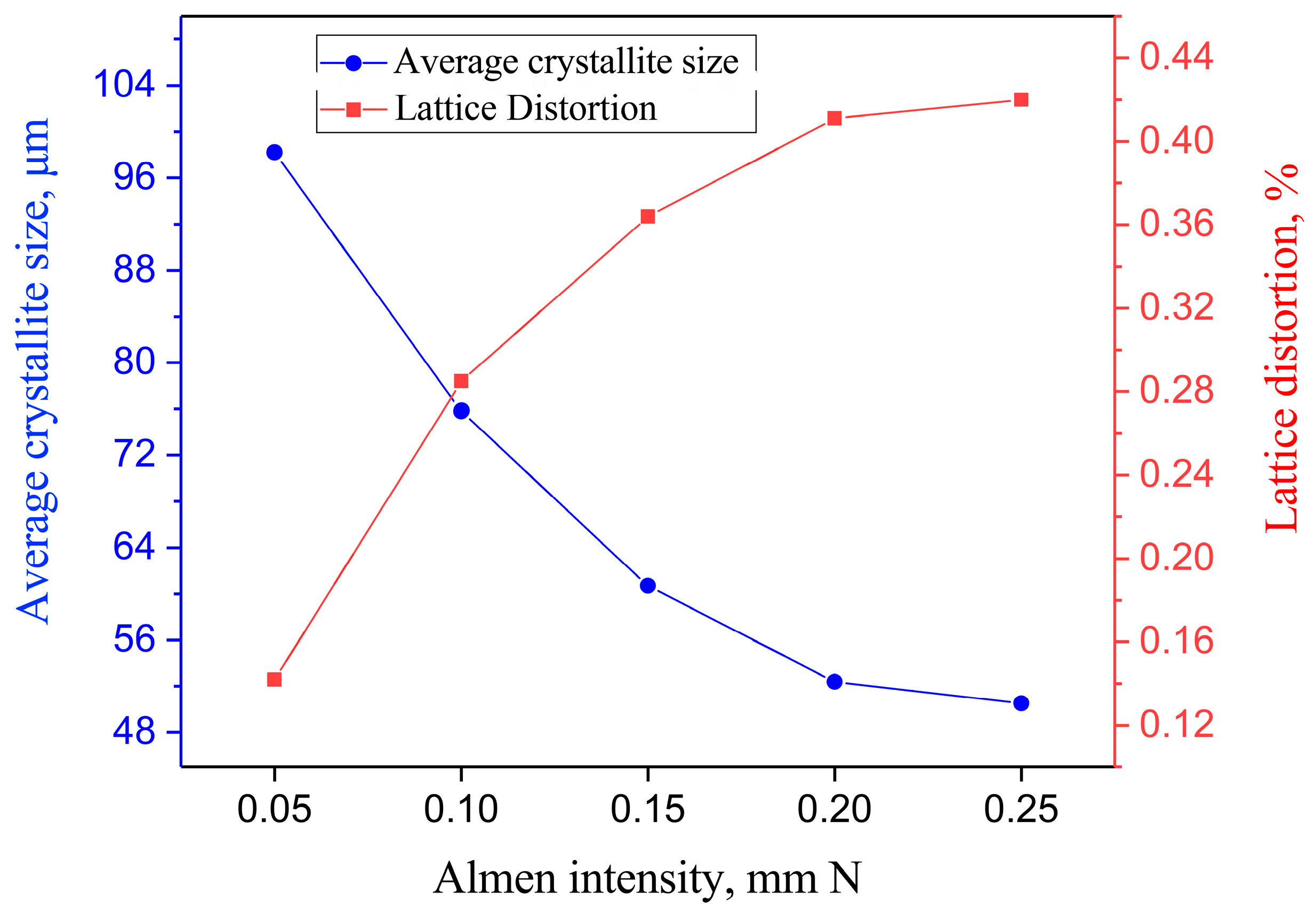
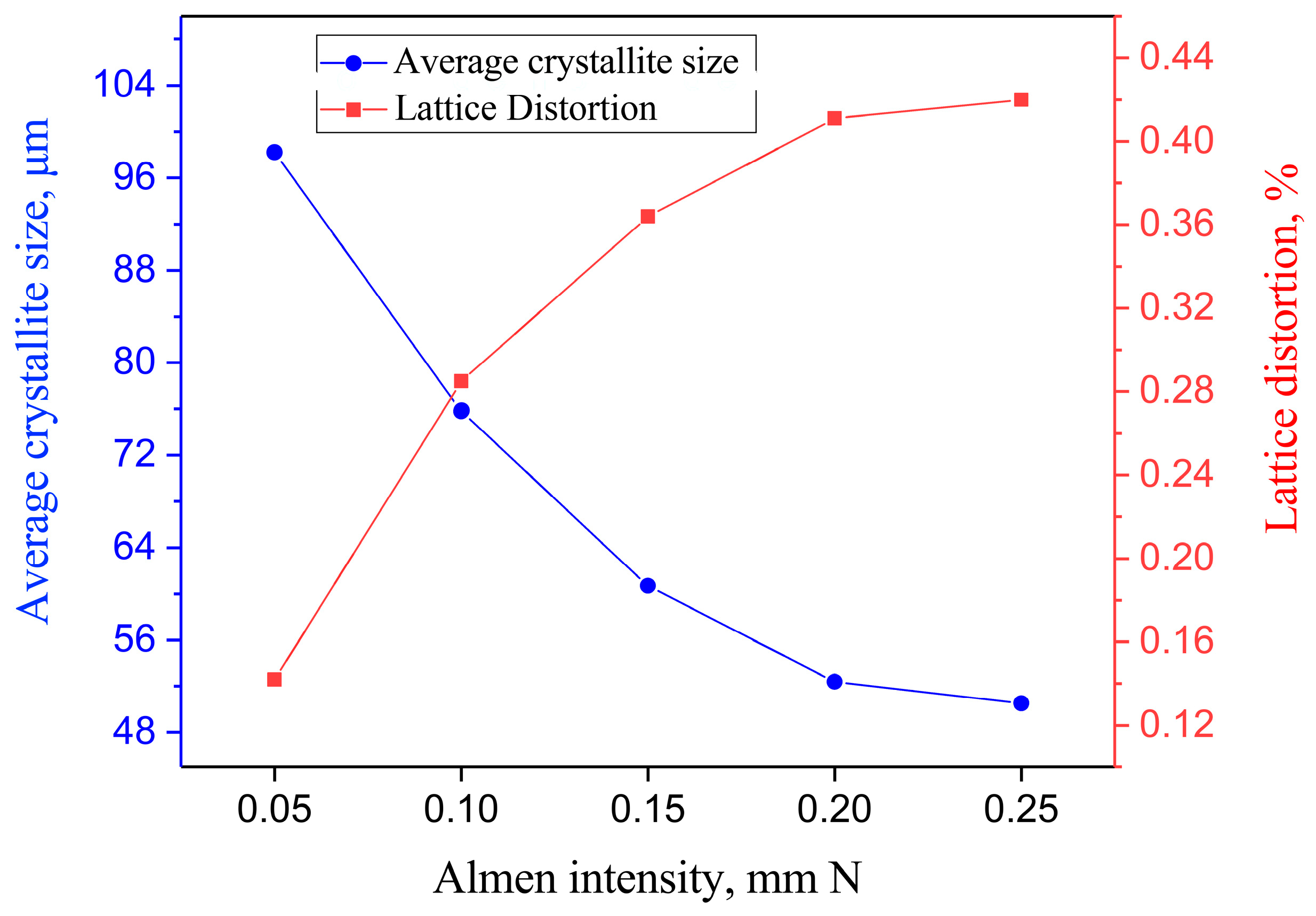
3.3. Weld Strain Strengthening
3.4. Corrosion Characteristics
4. Conclusions
- (1)
- For Mg–steel joints, plastic deformation of the surface layer induced by optimal shot peening intensity of 0.20 mm N was beneficial to eliminate surface microdefects. And the residual tensile stress on the weld surface was transformed into residual compressive stress, which can inhibit the initiation and propagation of microdefects on the weld surface.
- (2)
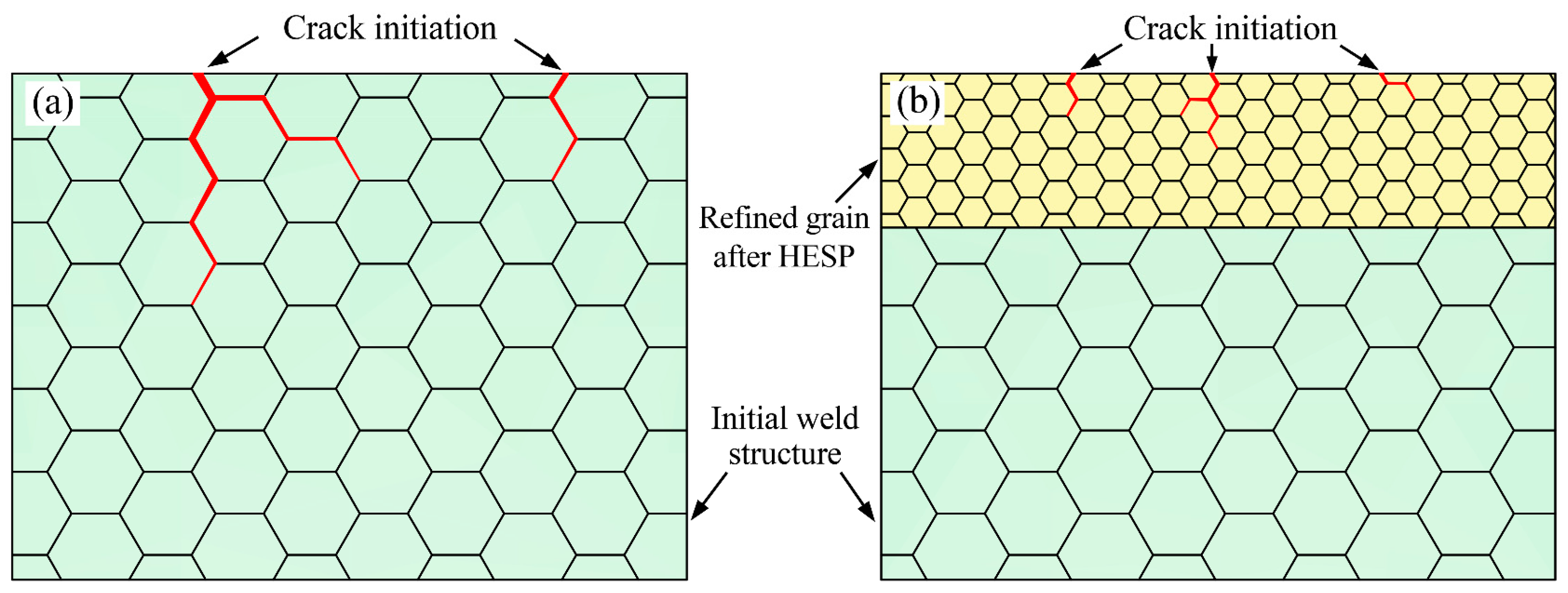
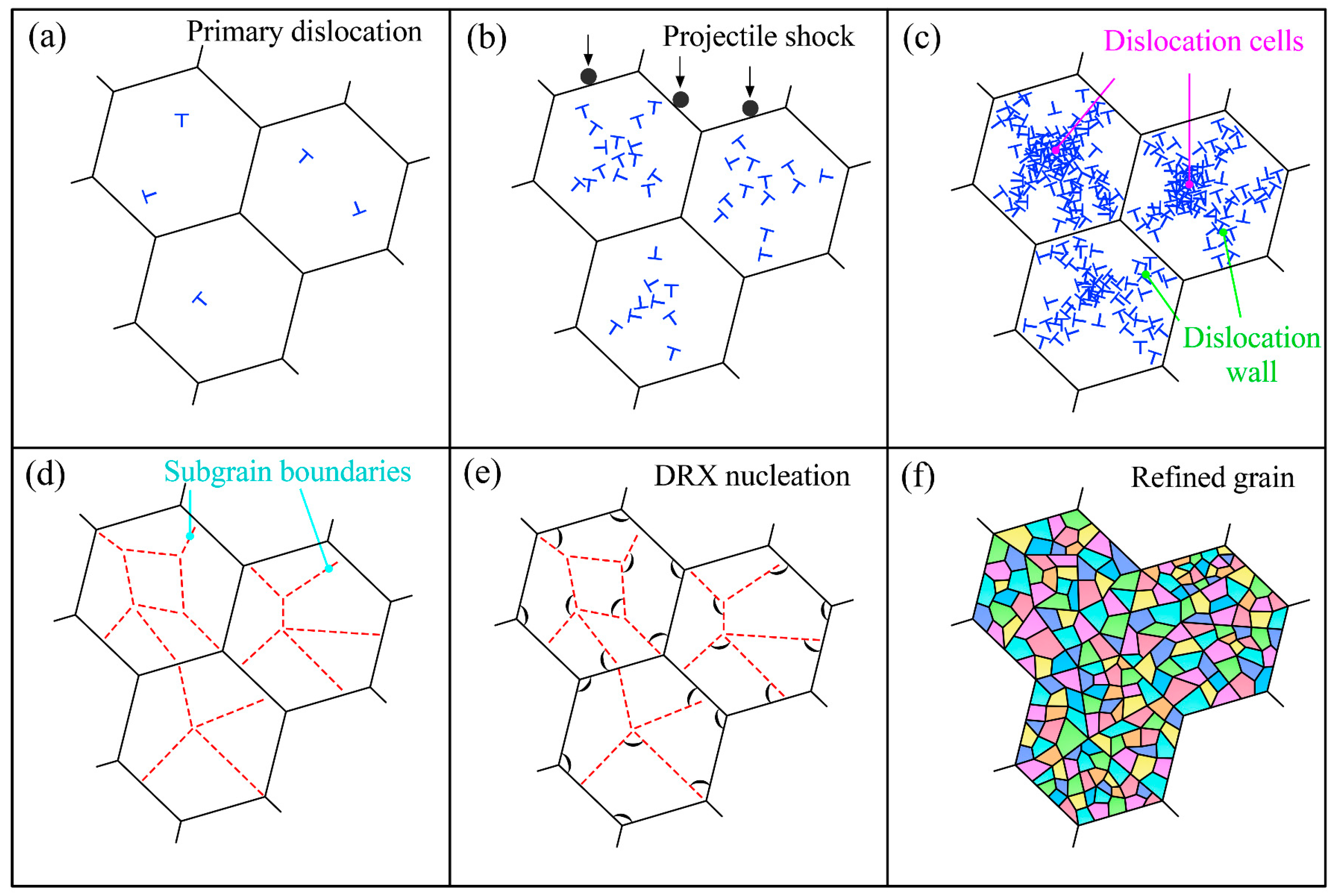
- Under the repeated impact of projectiles, the metal on the surface of the welding seam deformed violently, and the refinement strengthening and strain strengthening on the surface of the welding seam were realized.
- (3)
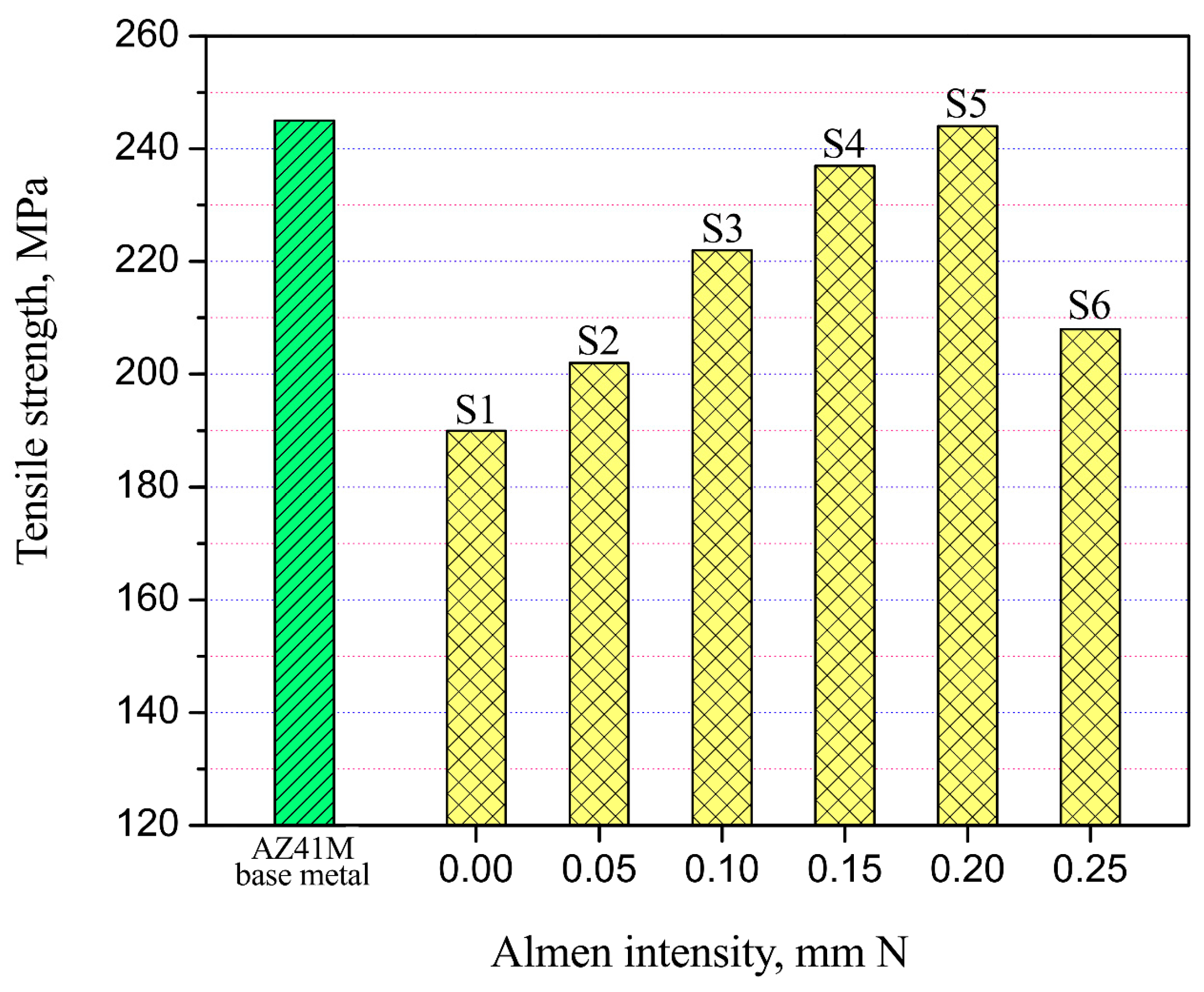
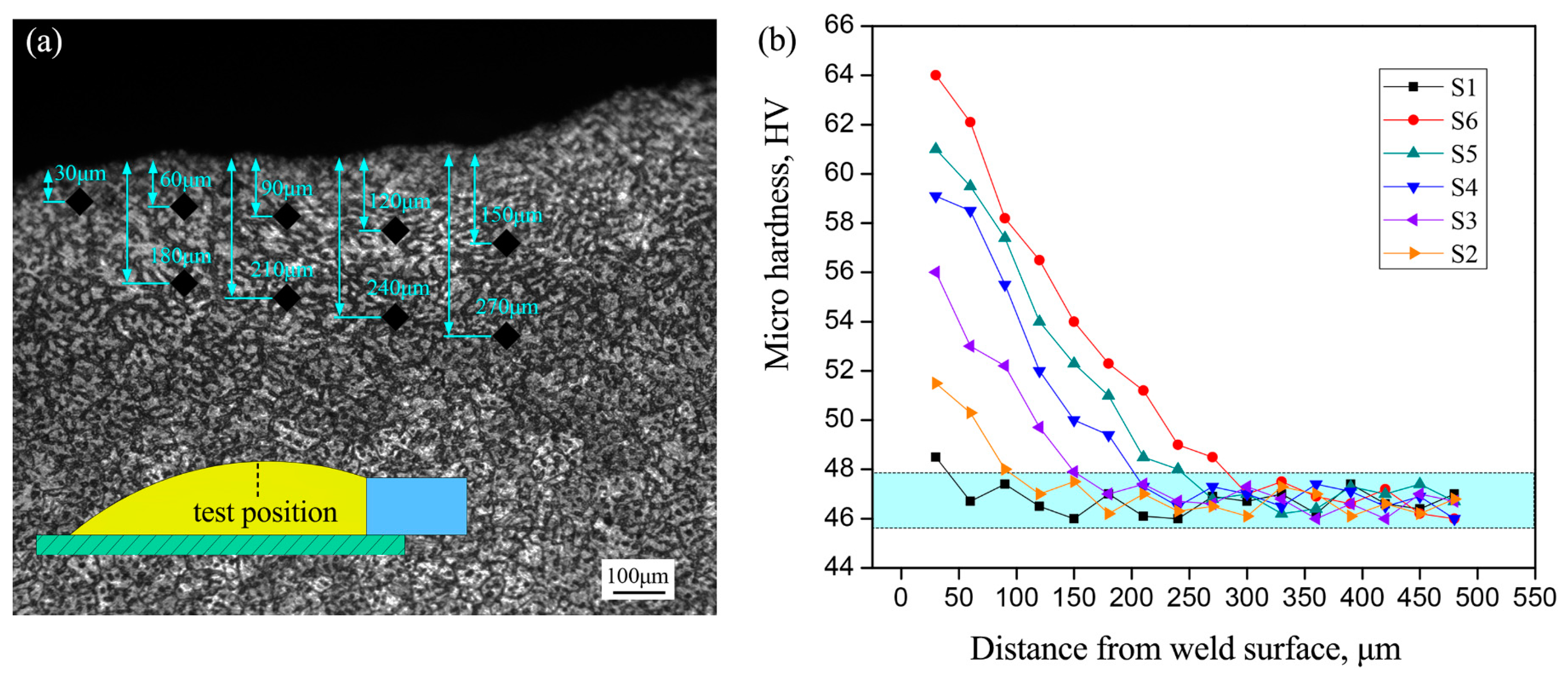
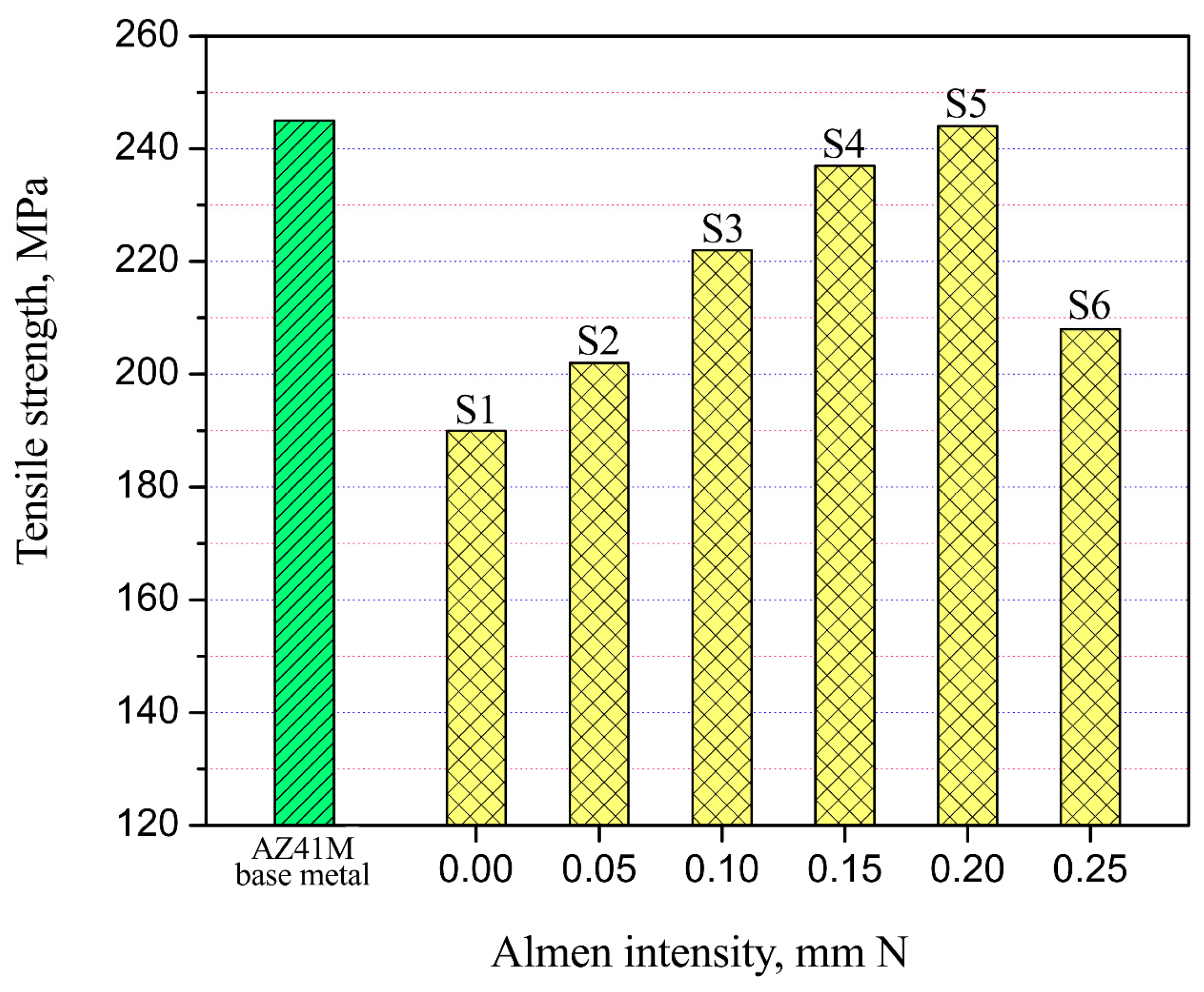
- With the increase in depth from the weld surface, the gradient variation of microhardness from 64 HV to 47 HV was obtained, attributed to the combined action of strain strengthening and grain refining. Compared with untreated joints, the tensile strength of Mg–steel specimens with optimal shot peening intensity of 0.20 mm N was notably enhanced and raised by about 28% to 244 MPa.
- (4)
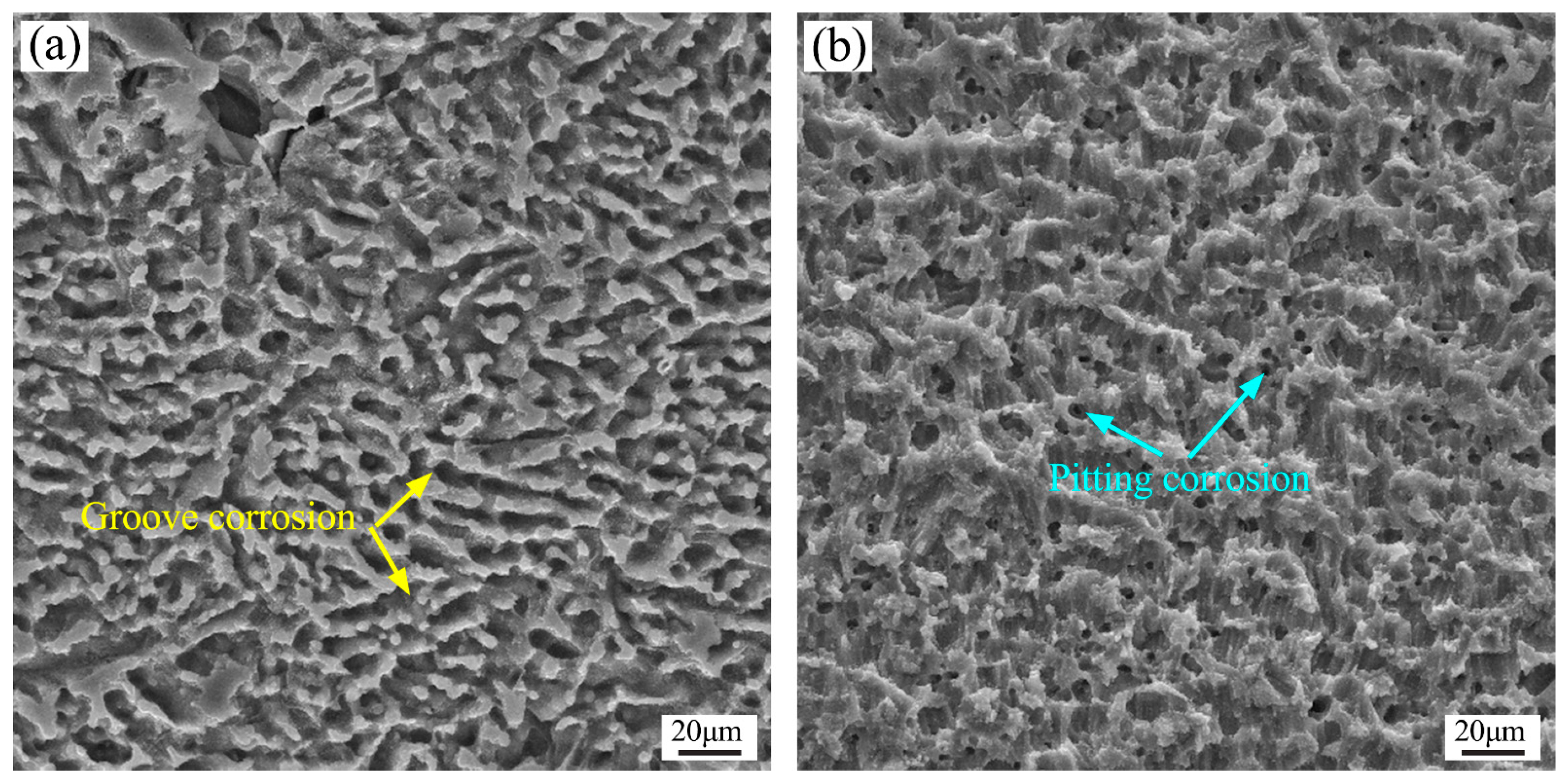
- The microstructure evolution induced by MSP treatment was beneficial to improve the stress corrosion sensitivity of Mg/steel joints, while also promoting the formation of a denser Mg(OH)2 passivation film on the weld surface and enhancing the corrosion resistance of the joints.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- He, C.S.; Li, Y.; Wei, J.X.; Zhang, Z.Q.; Tian, N.; Qin, G.W.; Zhao, X. Enhancing the mechanical performance of Al–Zn–Mg alloy builds fabricated via underwater friction stir additive manufacturing and post-processing aging. J. Mater. Sci. Technol. 2022, 108, 26–36. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; He, C.S.; Li, Y.; Yu, L.; Zhao, S.; Zhao, X. Effects of ultrasonic assisted friction stir welding on flow behavior, microstructure and mechanical properties of 7N01-T4 aluminum alloy joints. J. Mater. Sci. Technol. 2020, 43, 1–13. [Google Scholar] [CrossRef]
- Zhang, P.; Yue, X.J.; Wang, P.H.; Zhai, Y.C. Influence of SiC pellets water jet peening on the surface integrity of 7075-T6 aluminum alloy. Vacuum 2022, 196, 110760. [Google Scholar] [CrossRef]
- Yu, W.H.; Sing, S.L.; Chua, C.K.; Tian, X.L. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting. J. Alloys Compd. 2019, 792, 574–581. [Google Scholar] [CrossRef]
- Kumar, A.; Sharma, A.; Goel, S.K. Erosion behaviour of WC-10Co-4Cr coating on 23-8-N nitronic steel by HVOF thermal spraying. Surf. Coat. Technol. 2016, 370, 418–426. [Google Scholar] [CrossRef]
- Mokabber, T.; Lu, L.Q.; van Rijn, P.; Vakis, A.I.; Pei, Y.T. Crystal growth mechanism of calcium phosphate coatings on titanium by electrochemical deposition. Surf. Coat. Technol. 2018, 334, 526–535. [Google Scholar] [CrossRef]
- Miao, X.H.; Chen, R.Z.; Cheng, W.J. Synthesis and characterization of Cu2FeSnS4 thin films prepared by electrochemical deposition. Mater. Lett. 2017, 193, 183–186. [Google Scholar] [CrossRef]
- Bokas, G.B.; Zhao, L.; Morgan, D.; Szlufarska, I. Increased stability of CuZrAl metallic glasses prepared by physical vapor deposition. J. Alloys Compd. 2017, 728, 1110–1115. [Google Scholar] [CrossRef]
- Song, C.; Liu, M.; Deng, Z.Q.; Niu, S.P.; Deng, C.M.; Liao, H.L. A novel method for in-situ synthesized TiN coatings by plasma spray-physical vapor deposition. Mater. Lett. 2018, 217, 127–130. [Google Scholar] [CrossRef]
- Ye, Z.X.; Wang, T.; Wu, S.; Ji, X.H.; Zhang, Q.Y. Na-doped ZnO nanorods fabricated by chemical vapor deposition and their optoelectrical properties. J. Alloys Compd. 2017, 690, 189–194. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Cui, C.Y.; Luo, X.M. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Li, J.; Feng, A.X.; Zhou, J.Z.; Chen, H.; Sun, Y.J.; Tian, X.L.; Huang, Y.; Huang, S. Enhancement of fatigue properties of 2024-T351 aluminum alloy processed by cryogenic laser peening. Vacuum 2019, 164, 41–45. [Google Scholar] [CrossRef]
- Liu, P.; Sun, S.Y.; Xu, S.B.; Li, Y.; Ren, G.C. Microstructure and properties in the weld surface of friction stir welded 7050-T7451 aluminium alloys by laser shock peening. Vacuum 2018, 152, 25–29. [Google Scholar] [CrossRef]
- Liu, Y.G.; Li, H.M.; Li, M.Q. Roles for shot dimension, air pressure and duration in the fabrication of nanocrystalline surface layer in TC17 alloy via high energy shot peening. J. Manuf. Process 2020, 56, 562–570. [Google Scholar] [CrossRef]
- Wang, J.; Lu, Y.L.; Zhou, D.S.; Sun, L.Y.; Xie, L.; Wang, J.T. Mechanical properties and microstructural response of 2A14 aluminum alloy subjected to multiple laser shock peening impacts. Vacuum 2019, 165, 193–198. [Google Scholar] [CrossRef]
- Unal, O.; Maleki, E.; Varol, R. Plasma nitriding of gradient structured AISI 304 at low temperature: Shot peening as a catalyst treatment. Vacuum 2019, 164, 194–197. [Google Scholar] [CrossRef]
- Chen, M.; Xing, S.L.; Li, J.S.; He, J.S.; Lu, Y.; Jiang, C.H.; Ji, V. Surface residual stress and microstructure evolutions of Hastelloy X alloy after severe shot peening. Vacuum 2021, 187, 110136. [Google Scholar] [CrossRef]
- Zhu, L.H.; Guan, Y.J.; Lin, J.; Zhai, J.Q.; Xie, Z.D. The enhanced thermal stability of the nanocrystalline-amorphous composite layer on pure titanium induced by ultrasonic shot peening. J. Alloys Compd. 2019, 791, 1063–1069. [Google Scholar] [CrossRef]
- Shen, X.J.; Shukla, P.; Swanson, P.; An, Z.B.; Prabhakaran, S.; Waugh, D.; Nie, X.F.; Mee, C.; Nakhodchi, S.; Lawrence, J. Altering the wetting properties of orthopaedic titanium alloy (Ti–6Al–7Nb) using laser shock peening. J. Alloys Compd. 2019, 801, 327–342. [Google Scholar] [CrossRef]
- Li, R.; Yuan, X.J.; Hong, M.; Tao, S.W.; Chen, Z.; Wang, G. Effect of High Energy Shot Peening on the Microstructure and Mechanical Property of AZ31B Mg Alloy/HSLA350 Steel Lap Joints. Int. J. Precis. Eng. Manuf. 2021, 22, 831–841. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J.; Leyens, C. Shot peening on the high-strength wrought magnesium alloy AZ80—Effect of peening media. J. Mater. Process. Technol. 2010, 210, 445–450. [Google Scholar] [CrossRef]
- Xie, L.C.; Wen, Y.; Zhan, K.; Wang, L.Q.; Jiang, C.H.; Ji, V. Characterization on surface mechanical properties of Ti-6Al-4V after shot peening. J. Alloys Compd. 2016, 666, 65–70. [Google Scholar] [CrossRef]
- Kovacı, H.; Bozkurt, Y.B.; Yetim, A.F.; Aslan, M.; Çelik, A. The effect of surface plastic deformation produced by shot peening on corrosion behavior of a low-alloy steel. Surf. Coat. Technol. 2019, 360, 78–86. [Google Scholar] [CrossRef]
- Harada, Y.; Fukaura, K.; Haga, S. Influence of microshot peening on surface layer characteristics of structural steel. J. Mater. Process Technol. 2007, 191, 297–301. [Google Scholar] [CrossRef]
- Hou, L.F.; Wei, Y.H.; Shu, X.F.; Xu, B.S. Nanocrystalline structure of magnesium alloys subjected to high energy shot peening. J. Alloys Compd. 2010, 492, 347–350. [Google Scholar] [CrossRef]
- Dekhtyar, A.I.; Mordyuk, B.N.; Savvakin, D.G.; Bondarchuk, V.I.; Moiseeva, I.V.; Khripta, N.I. Enhanced fatigue behavior of powder metallurgy Ti-6Al-4V alloy by applying ultrasonic impact treatment. Mater. Sci. Eng. A 2015, 641, 348–359. [Google Scholar] [CrossRef]
- Zhang, P.; Lindemann, J. Influence of shot peening on high cycle fatigue properties of the high-strength wrought magnesium alloy AZ80. Scripta Mater. 2005, 52, 485–490. [Google Scholar] [CrossRef]
- Hilley, M.E.; Larson, J.A.; Jatczak, C.F.; Ricklefs, R.E. Residual Stress Measurement by X-ray Diffraction SAE J784a; Society of Automotive Engineers, Inc.: New York, NY, USA, 1971. [Google Scholar]
- Price, J.W.H.; Pardowska, A.M.; Ibrahim, R.; Finlayson, T.R. Residual stresses evaluation in welds and implications for design for pressure vessel applications. J. Press. Vessel. Technol. 2006, 128, 638–643. [Google Scholar] [CrossRef]
- Teplov, V.A.; Pilugin, V.P.; Gaviko, V.S.; Chernyshov, E.G. Nanocrystalline structure of non-equilibrium Fe-Cu alloy obtained by severe plastic deformation under pressure. Nanostruct. Mater. 1995, 6, 437–440. [Google Scholar] [CrossRef]
- Somekawa, H.; Singh, A.; Mukai, T. High fracture toughness of extruded Mg–Zn–Y alloy by the synergistic effect of grain refinement and dispersion of quasicrystalline phase. Scr. Mater. 2007, 56, 1091–1094. [Google Scholar] [CrossRef]
- Mordyuk, B.N.; Iefimov, M.O.; Prokopenko, G.I.; Golub, T.V.; Danylenko, M.I. Structure, microhardness and damping characteristics of Al matrix composite reinforced with AlCuFe or Ti using ultrasonic impact peening. Surf. Coat. Technol. 2010, 204, 1590–1598. [Google Scholar] [CrossRef]
- Tian, Y.B.; Shen, J.Q.; Hu, S.S.; Liang, Y.; Bai, P.F. Effects of ultrasonic peening treatment on surface quality of CMT-welds of Al alloys. J. Mater. Process Technol. 2018, 254, 193–200. [Google Scholar] [CrossRef]
- Chu, J.P.; Rigsbee, J.M.; Banas, G.; Elsayed-Ali, H.E. Laser-shock processing effects on surface microstructure and mechanical properties of low carbon steel. Mater. Sci. Eng. A 1999, 260, 260–268. [Google Scholar] [CrossRef]
- Song, G.; Yu, J.W.; Li, T.T.; Wang, J.F.; Liu, L.M. Effect of laser-GTAW hybrid welding heat input on the performance of Mg/Steel butt joint. J. Manuf. Process. 2018, 31, 131–138. [Google Scholar] [CrossRef]
- Lu, Z.M.; Shi, L.M.; Zhu, S.J.; Tang, Z.D.; Jiang, Y.Z. Effect of high energy shot peening pressure on the stress corrosion cracking of the weld joint of 304 austenitic stainless steel. Mater. Sci. Eng. A 2015, 637, 170–174. [Google Scholar]
- Gao, W.; Wang, S.R.; Wang, G.Q.; Zhou, J.X. Effect of high energy shot peening on electrochemical corrosion resistance of WE43 magnesium alloy. Int. Conf. Eng. Manag. 2016, 30, 227–232. [Google Scholar]
- Wang, F.H.; Du, K.Q.; Zhang, W. Progress in research of Corrosion and protection of magnesium alloys. Mater. China 2011, 30, 29–34. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Exit diameter of spray gun (mm) | 4 |
| Projectile diameter (mm) | 0.8 |
| Accelerating gas pressure (MPa) | 0.15 |
| Almen intensity (mm N) | 0.05–0.25 |
| Bombarding distance (mm) | 15 |
| Joint | S1 | S2 | S3 | S4 | S5 | S6 |
|---|---|---|---|---|---|---|
| Shot peening pass | 0 | 1 | 2 | 3 | 4 | 5 |
| Almen intensity (mm N) | 0 | 0.05 | 0.10 | 0.15 | 0.20 | 0.25 |
| Joint | S1 | S2 | S3 | S4 | S5 | S6 |
|---|---|---|---|---|---|---|
| Thickness of SDL (μm) | 26 | 30 | 37 | 44 | 50 | 53 |
| Thickness of TL (μm) | 84 | 101 | 130 | 155 | 176 | 192 |
| Joint | Almen Intensity (mm N) | Surface Roughness Ry (μm) | Maximum Hardness Value (HV) | Maximum Residual Compressive Stress (MPa) |
|---|---|---|---|---|
| S1 | 0 | 6.0 | 48.4 | −28 |
| S2 | 0.05 | 8.5 | 51.5 | 33 |
| S3 | 0.10 | 11.7 | 56.1 | 56 |
| S4 | 0.15 | 13.5 | 59.2 | 77 |
| S5 | 0.20 | 16.2 | 60.9 | 90 |
| S6 | 0.25 | 17.8 | 64.0 | 97 |
| Joint | Almen Intensity (mm N) | Corroding Solution | Stress Corrosion Sensitivity Index |
|---|---|---|---|
| S1 | 0 | NaCl (3.5%) | 29.5 |
| S2 | 0.05 | NaCl (3.5%) | 23.7 |
| S3 | 0.10 | NaCl (3.5%) | 18.9 |
| S4 | 0.15 | NaCl (3.5%) | 15.0 |
| S5 | 0.20 | NaCl (3.5%) | 12.8 |
| S6 | 0.25 | NaCl (3.5%) | 11.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Xu, C. Microstructure Evolution and Strengthening Mechanisms of Mg–Steel Welds Subjected to Multiple Microshot Peening Treatment. Metals 2024, 14, 470. https://doi.org/10.3390/met14040470
Wang J, Xu C. Microstructure Evolution and Strengthening Mechanisms of Mg–Steel Welds Subjected to Multiple Microshot Peening Treatment. Metals. 2024; 14(4):470. https://doi.org/10.3390/met14040470
Chicago/Turabian StyleWang, Jianghui, and Chuan Xu. 2024. "Microstructure Evolution and Strengthening Mechanisms of Mg–Steel Welds Subjected to Multiple Microshot Peening Treatment" Metals 14, no. 4: 470. https://doi.org/10.3390/met14040470
APA StyleWang, J., & Xu, C. (2024). Microstructure Evolution and Strengthening Mechanisms of Mg–Steel Welds Subjected to Multiple Microshot Peening Treatment. Metals, 14(4), 470. https://doi.org/10.3390/met14040470