
Effect of Precipitated Particles on Austenite Grain Growth of Al- and Nb-Microalloyed 20MnCr Gear Steel


Abstract
1. Introduction
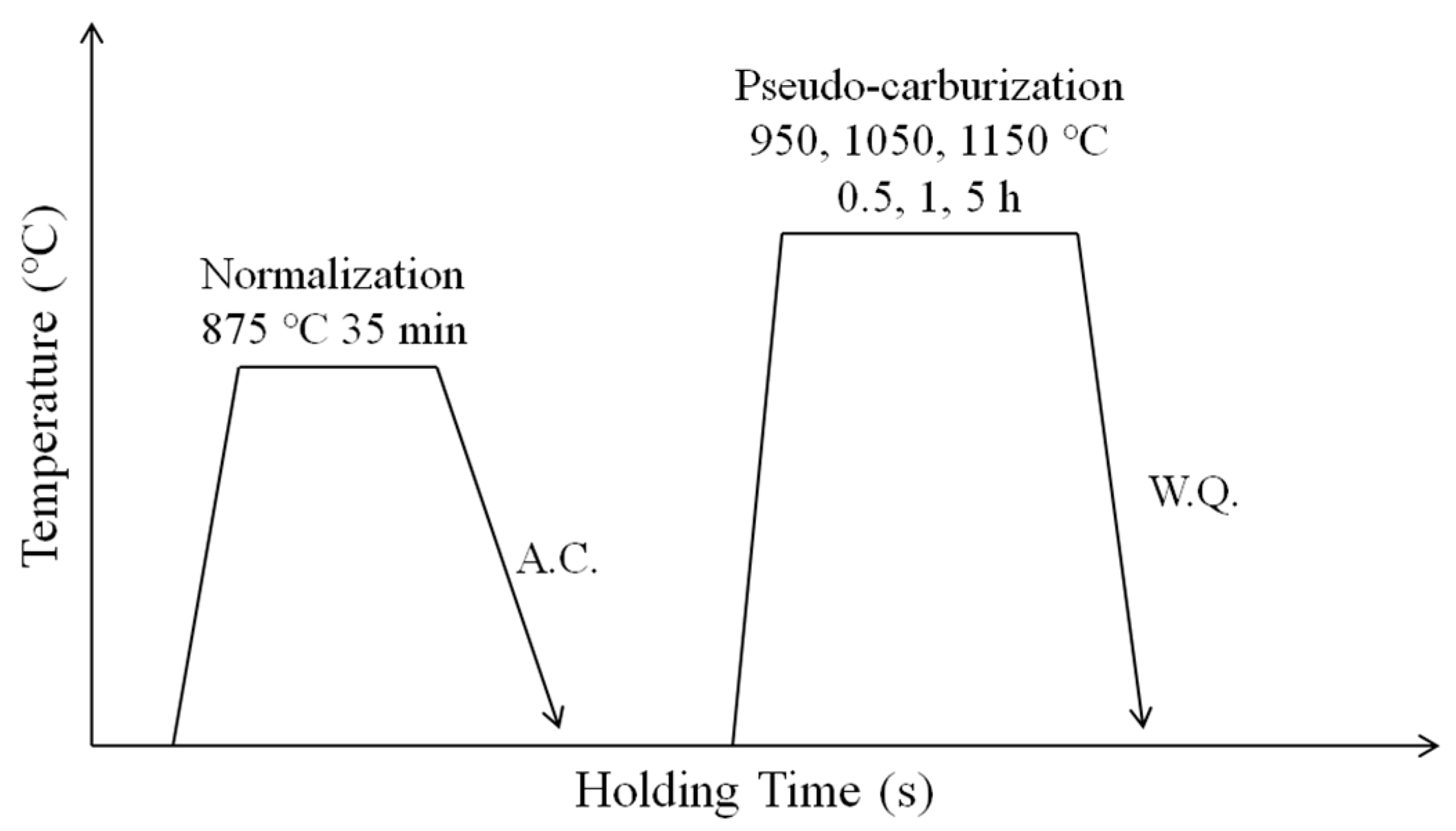
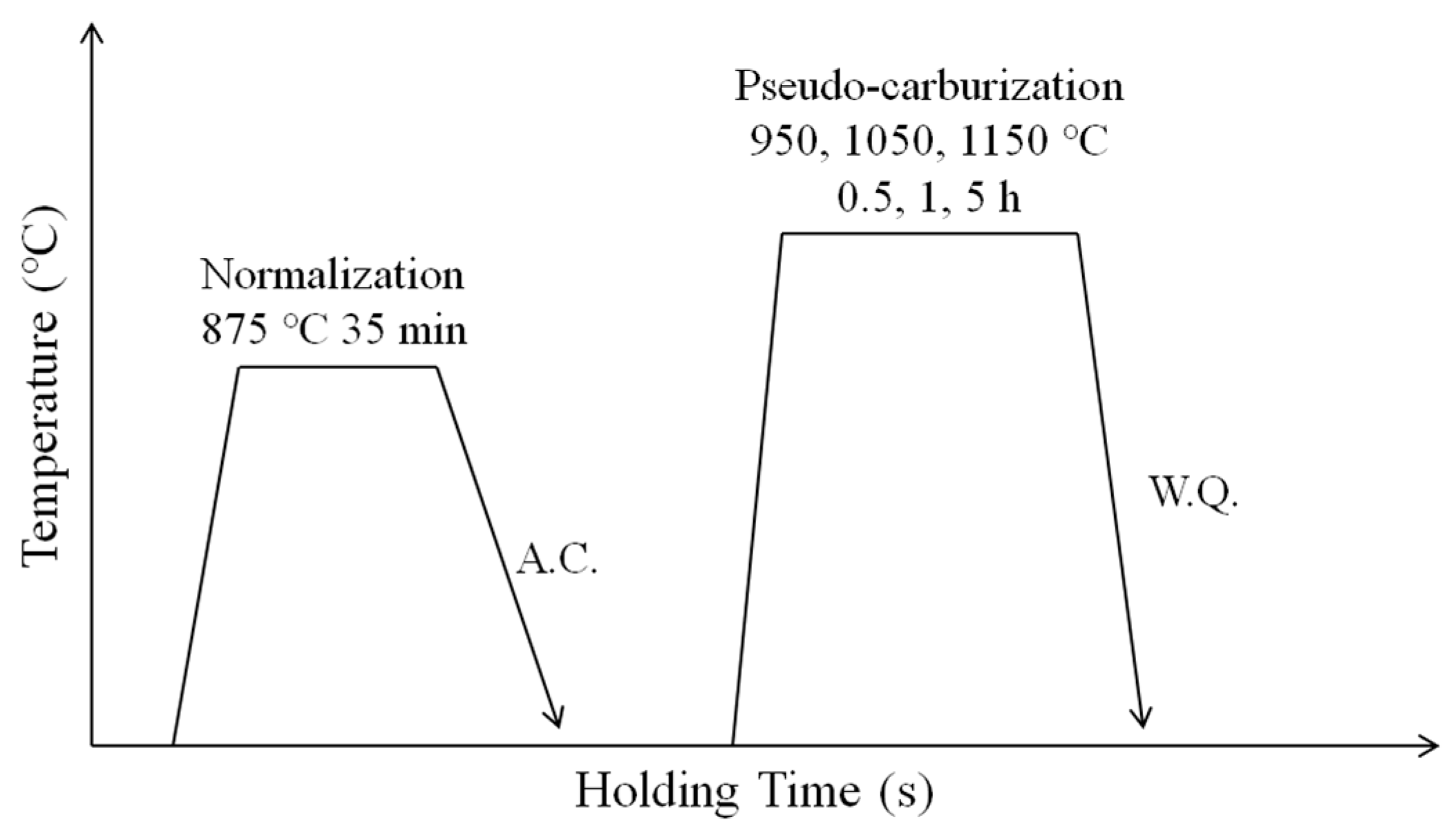
2. Materials and Methods
3. Results and Discussion
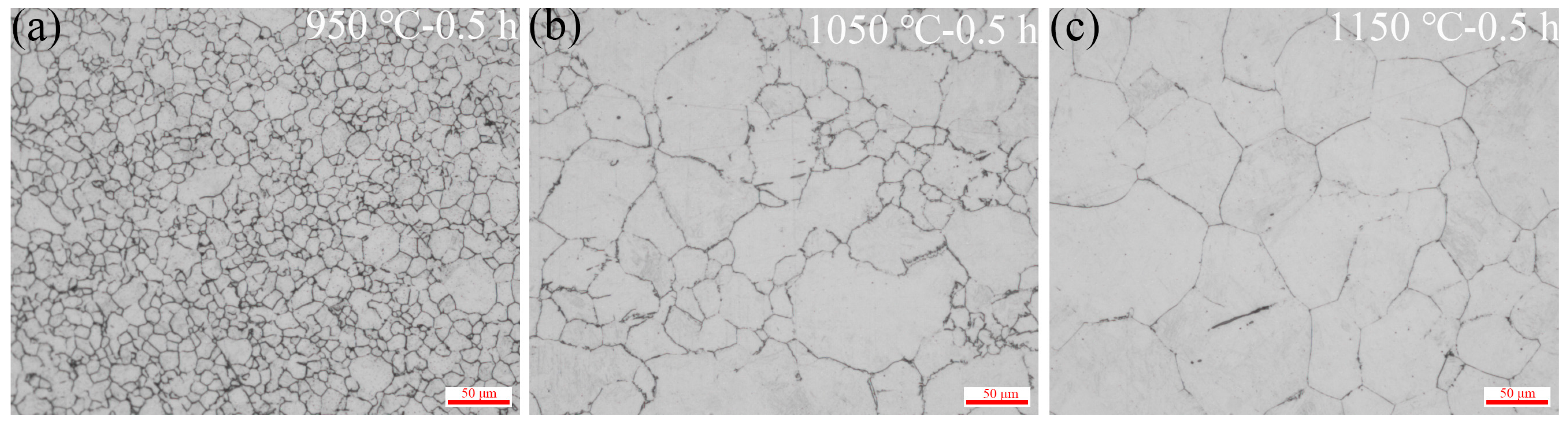
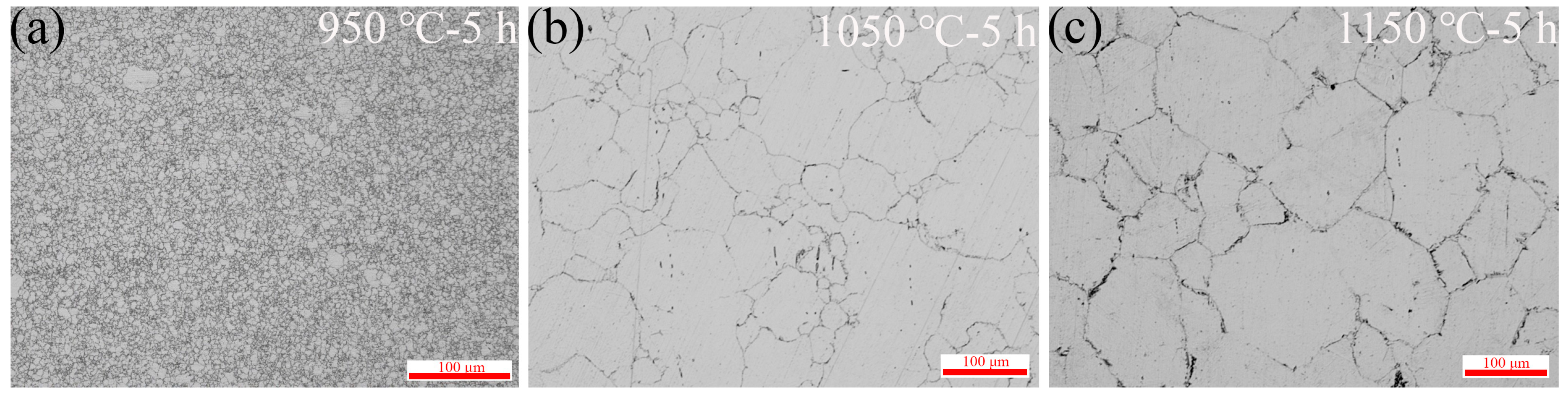
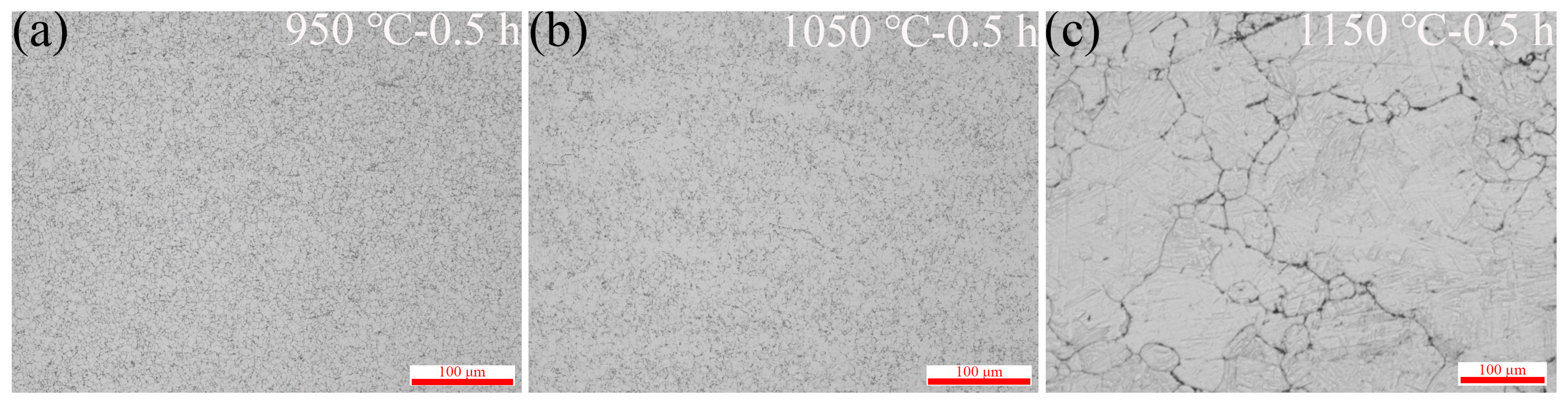
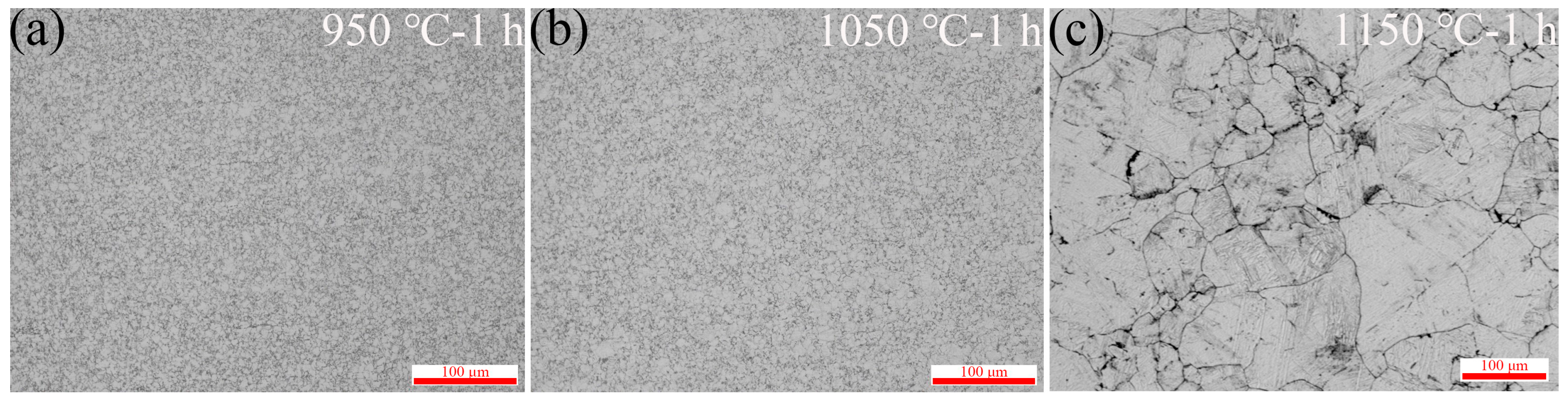
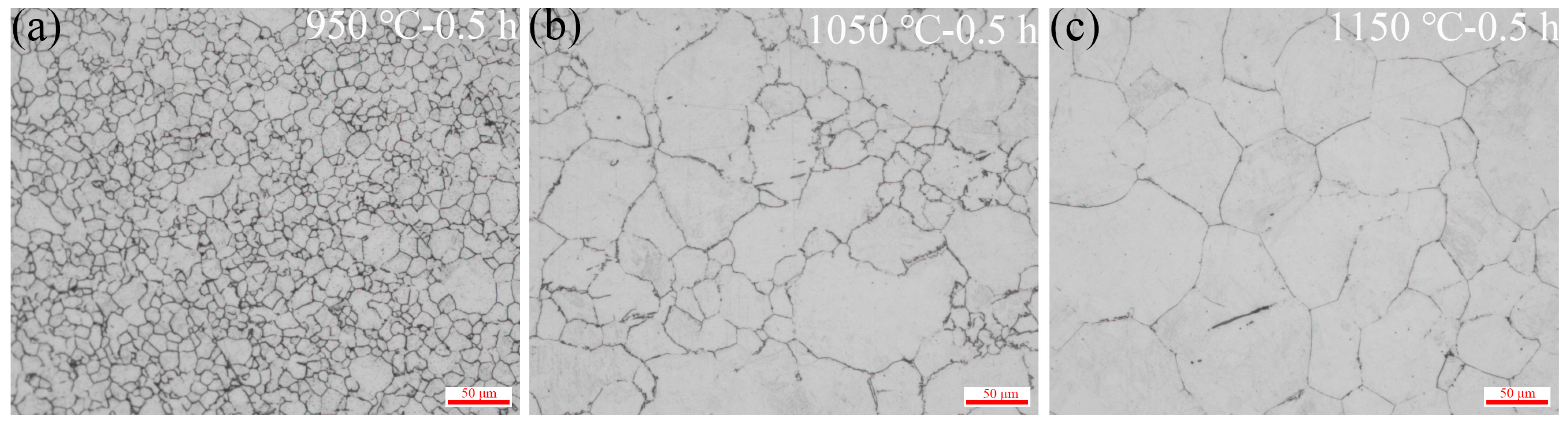
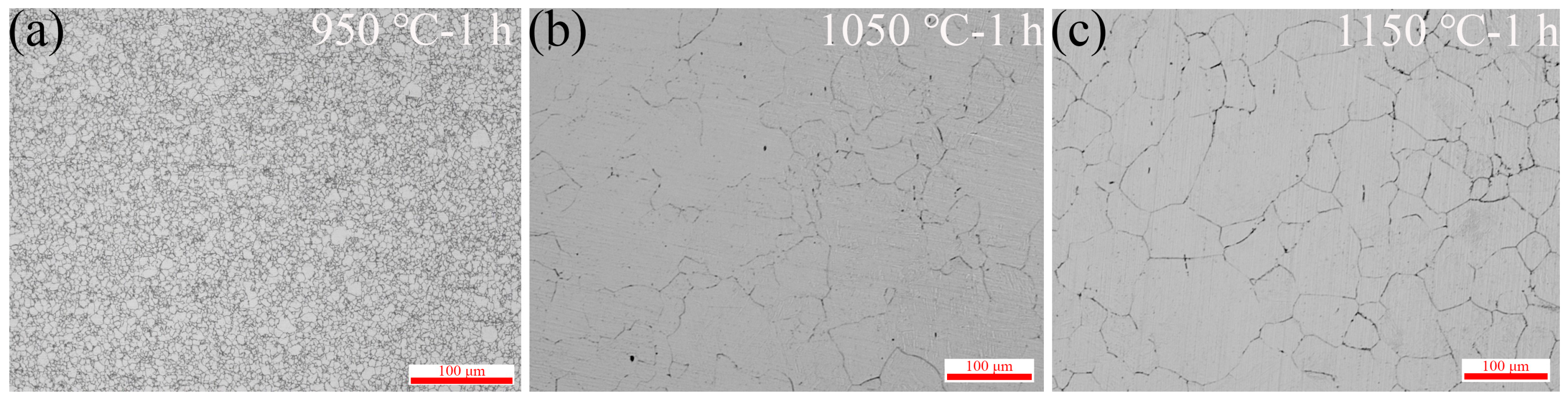
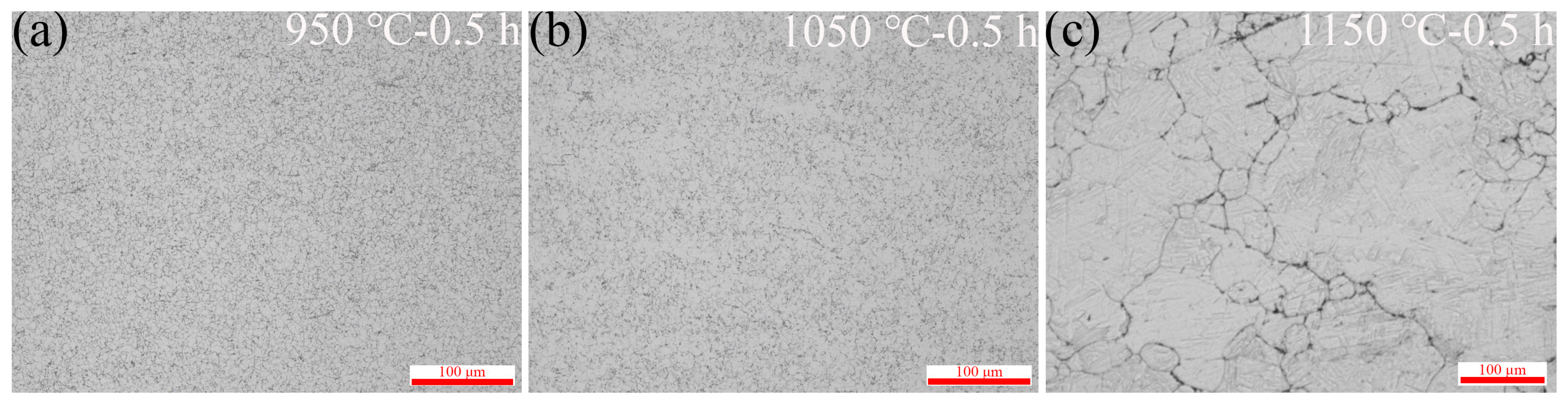
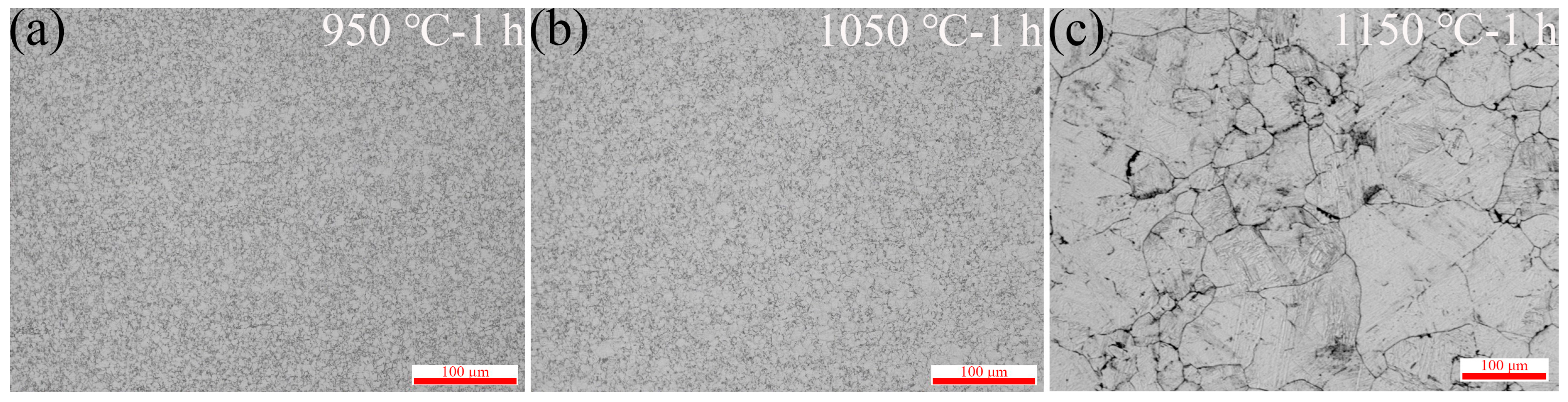
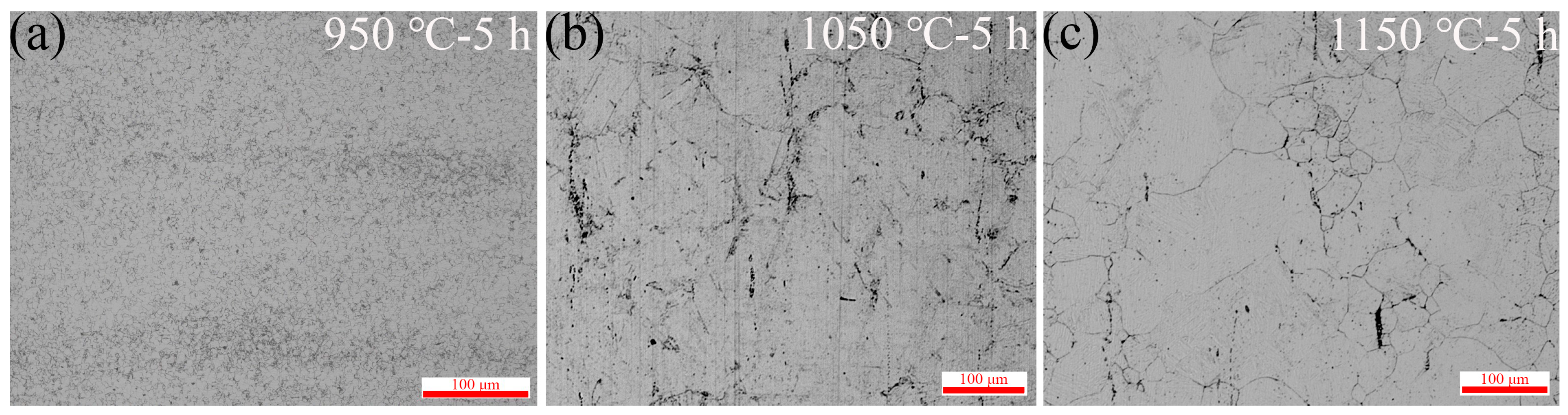
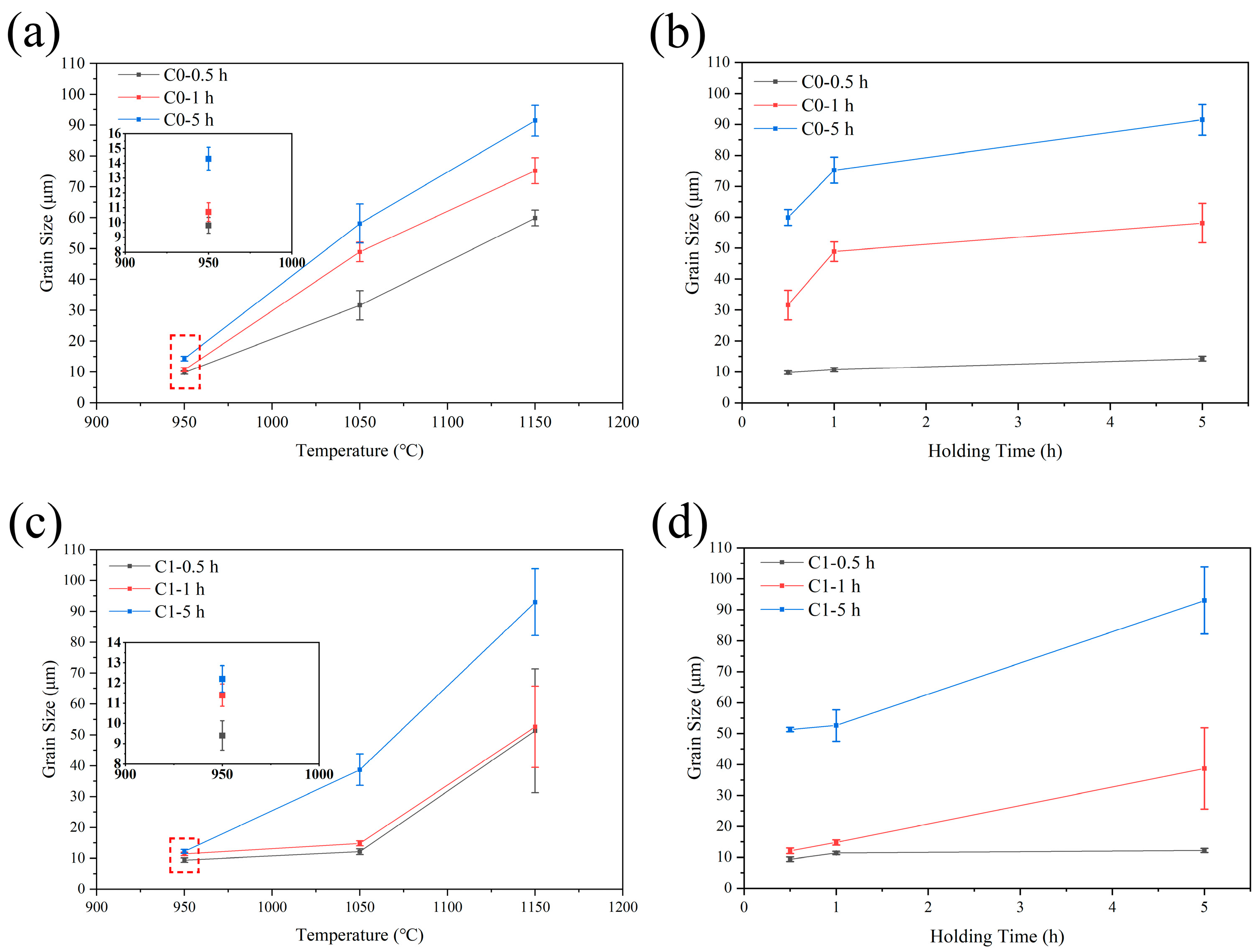
3.1. Evolution of Prior Austenite Grain Size with Temperature and Time
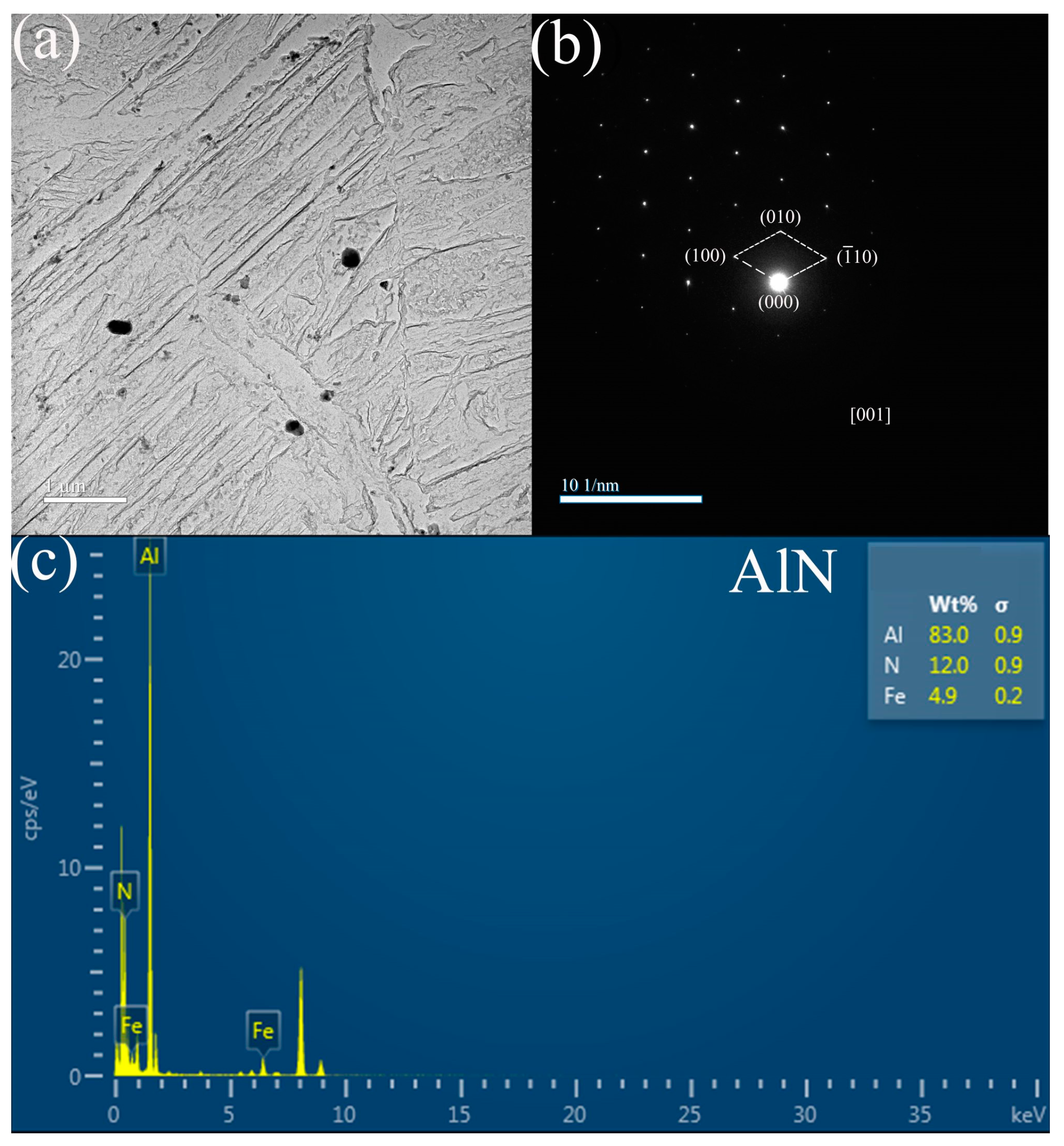
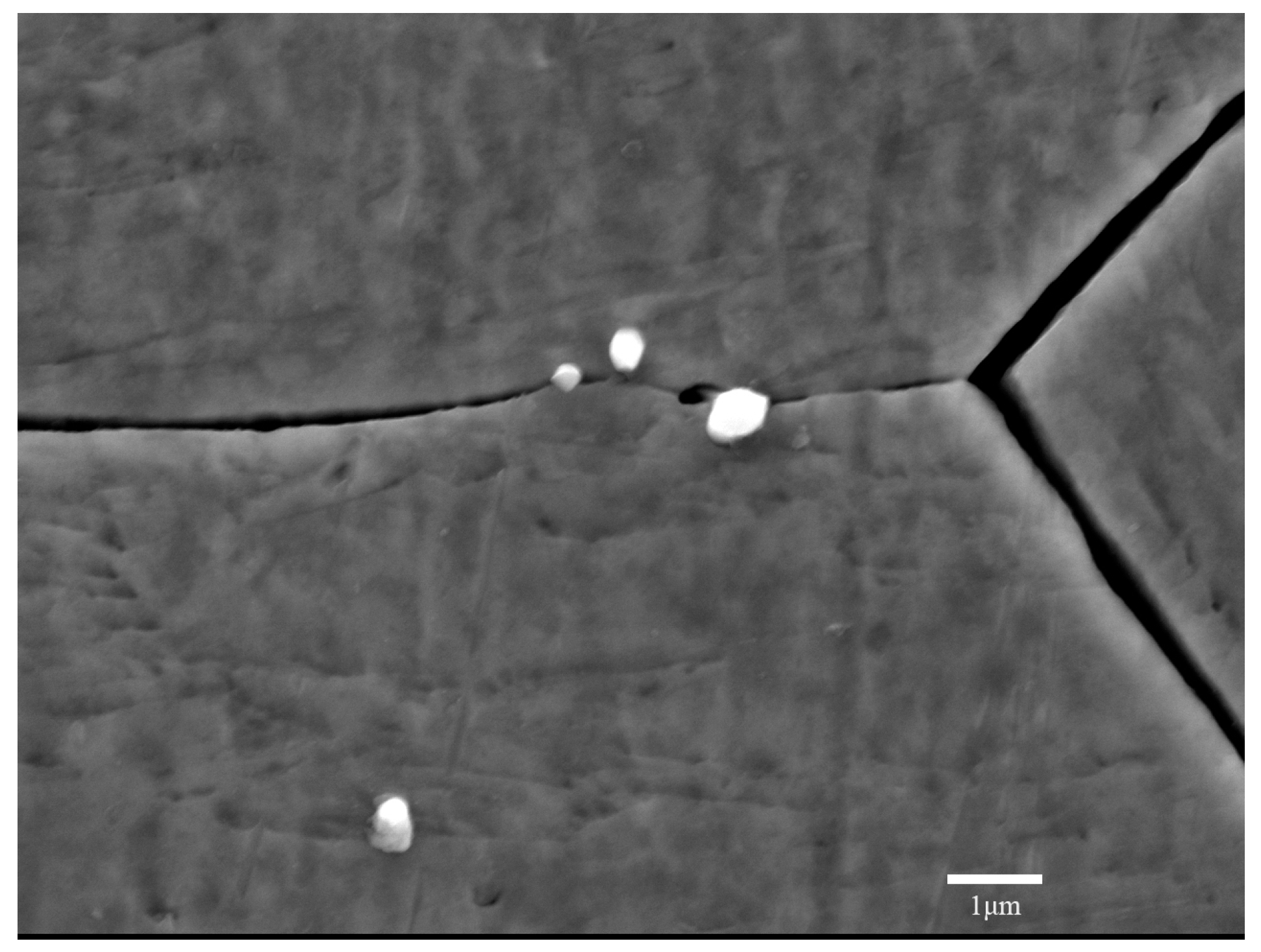
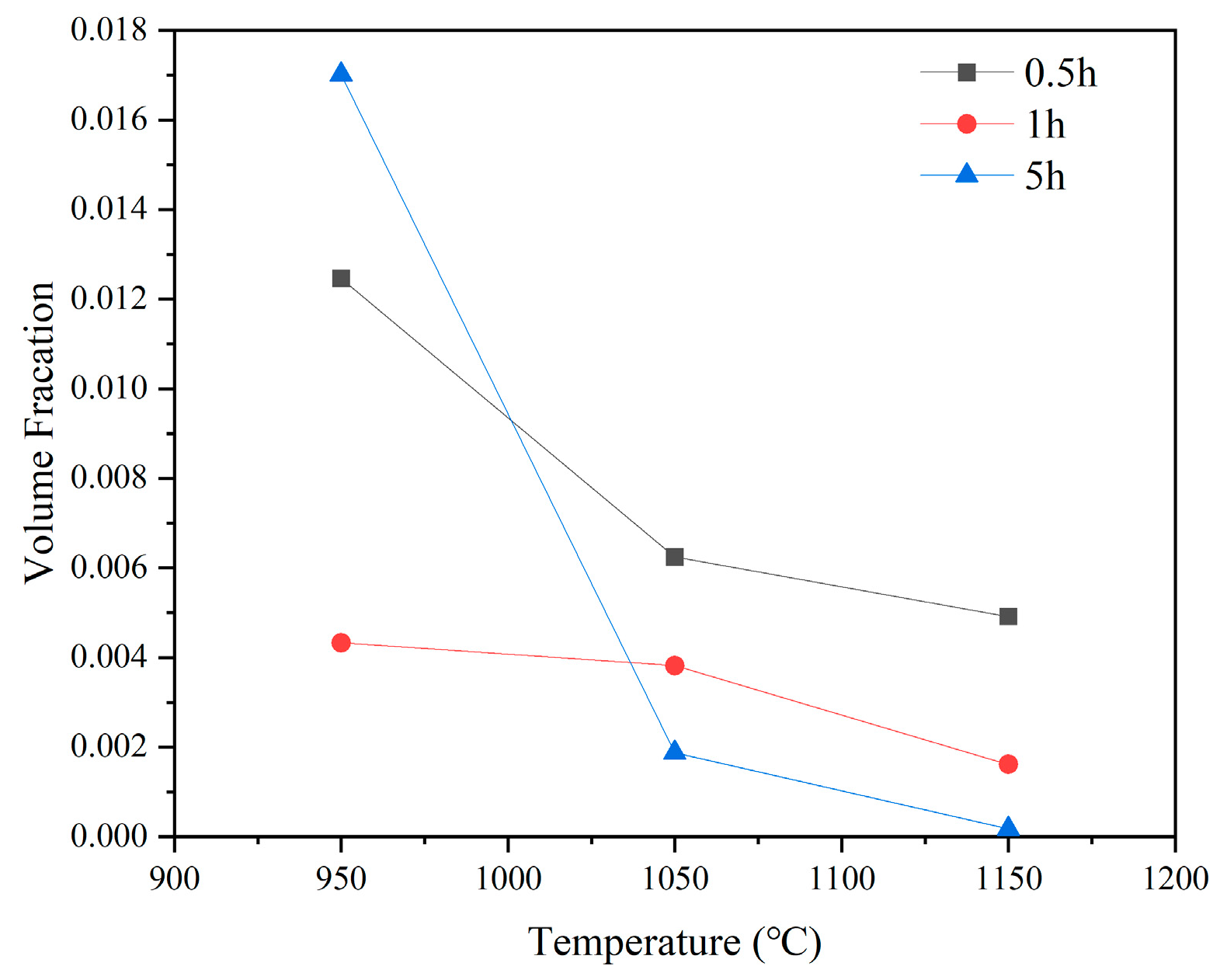
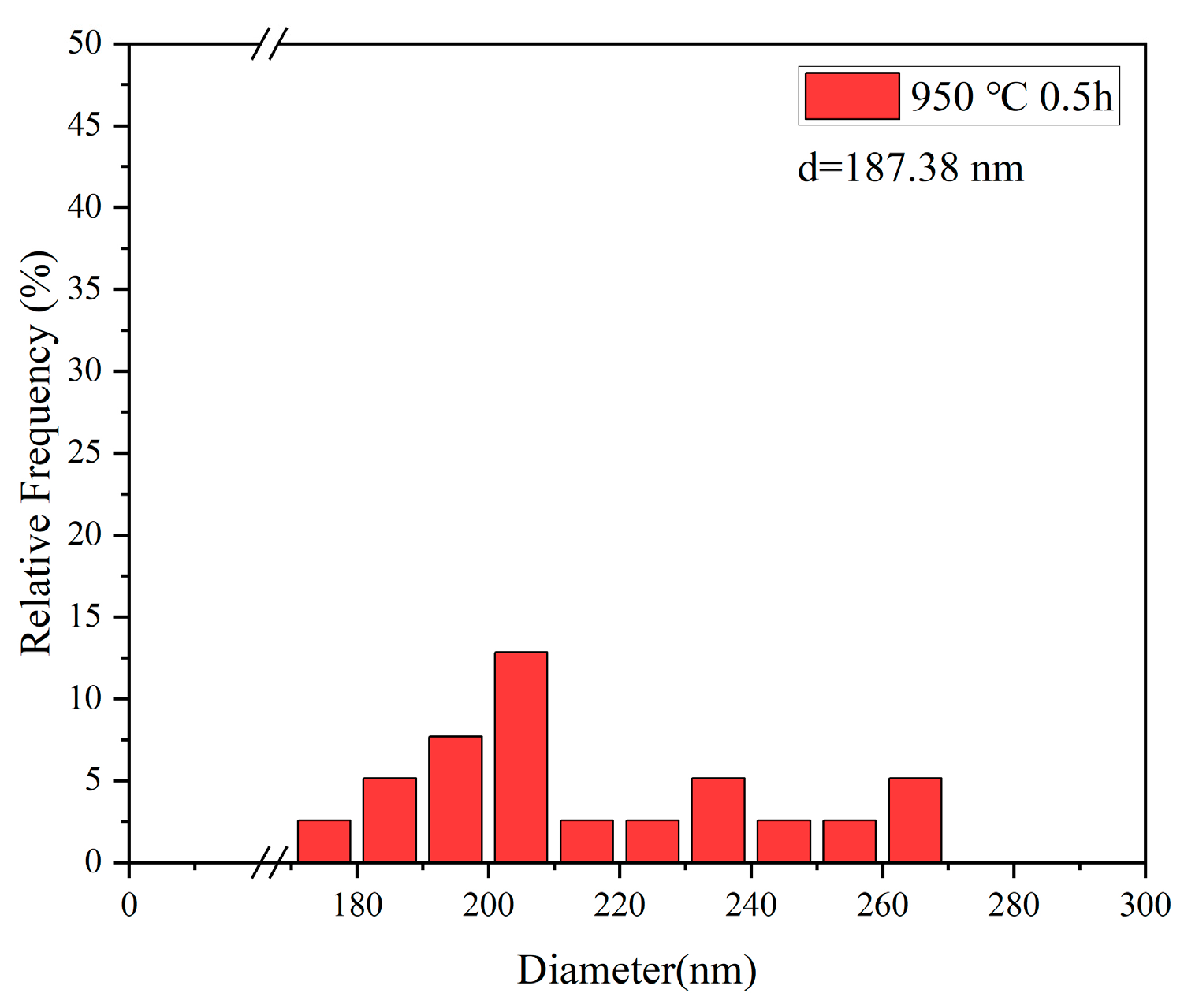
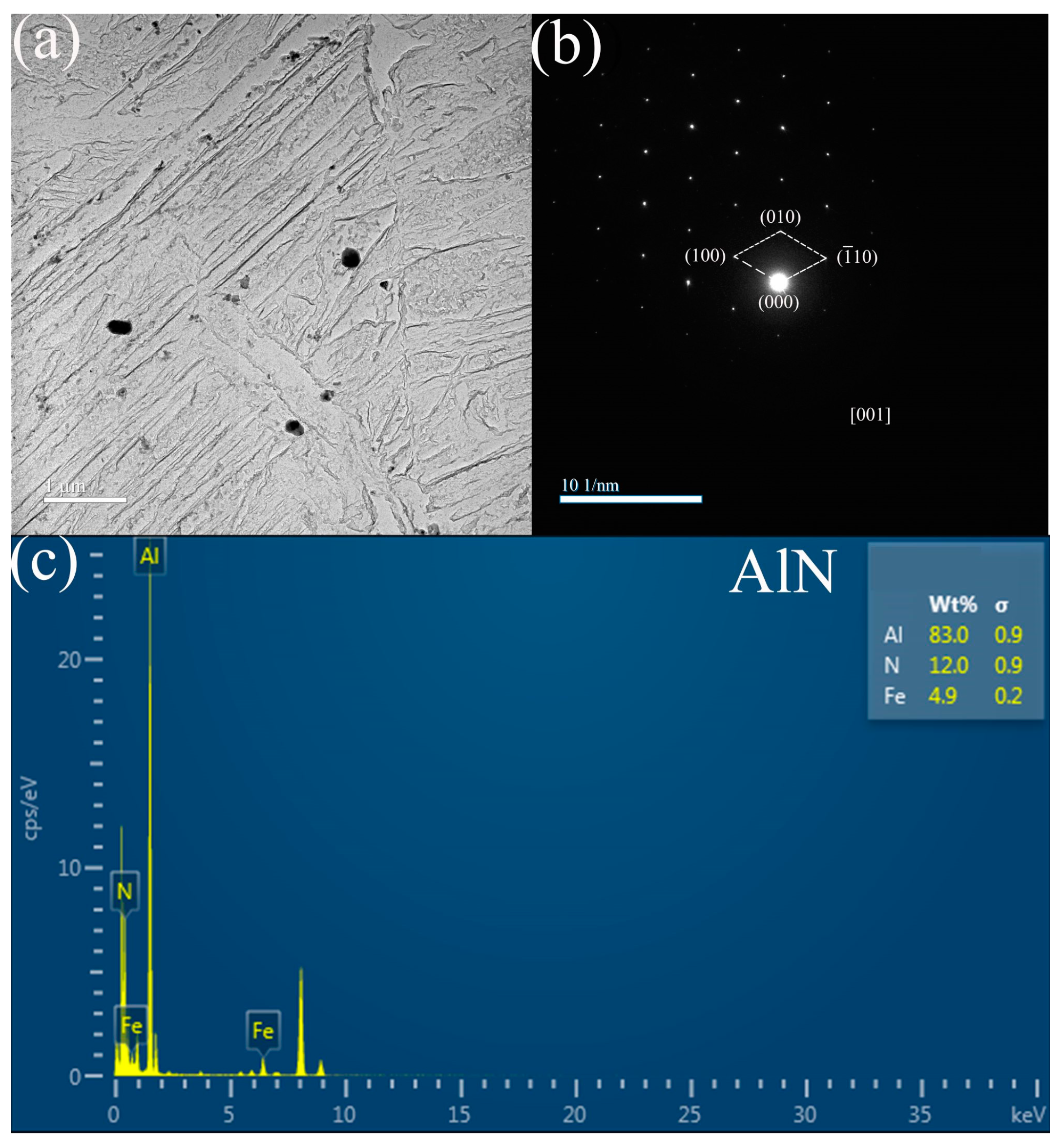
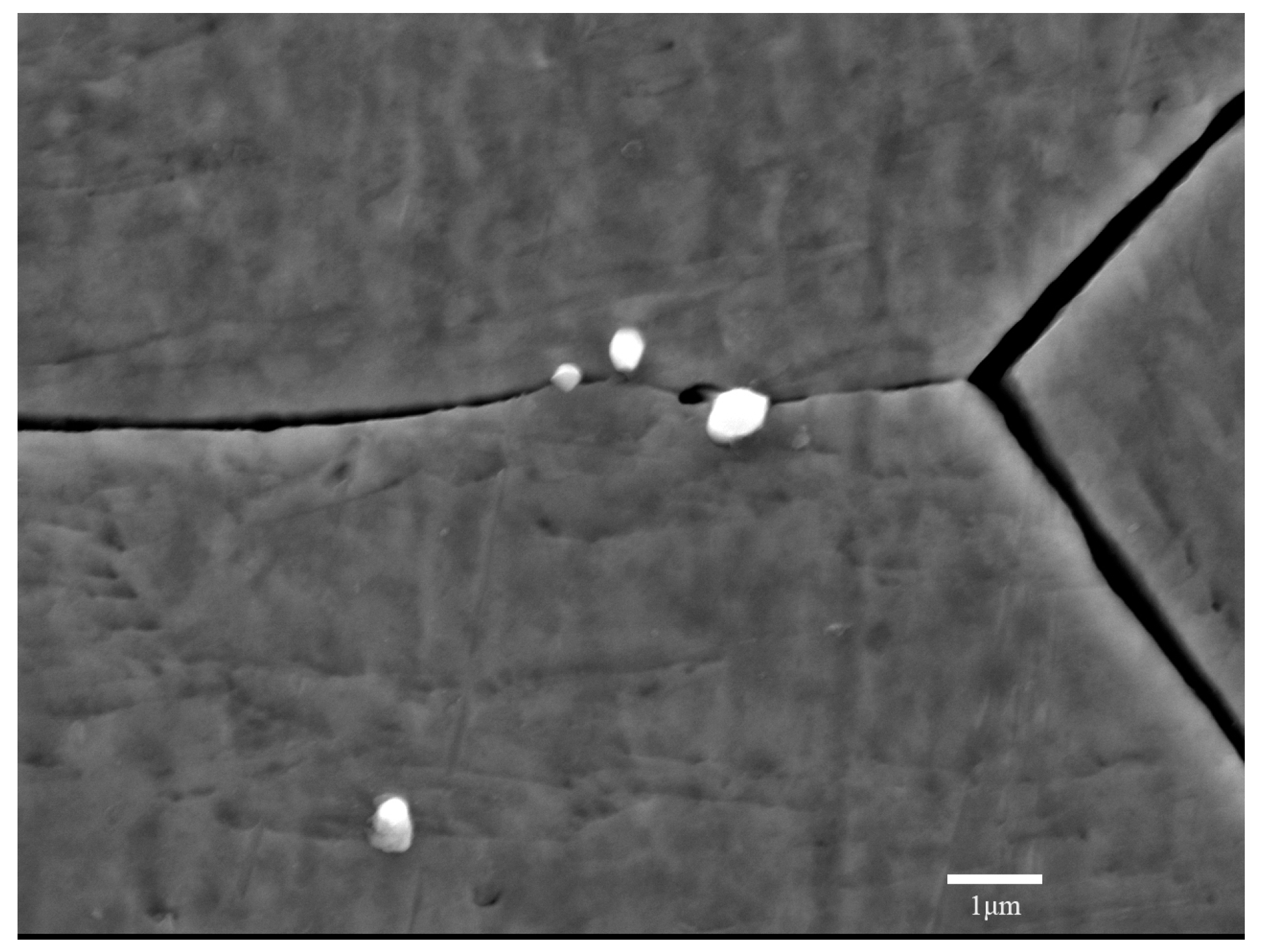
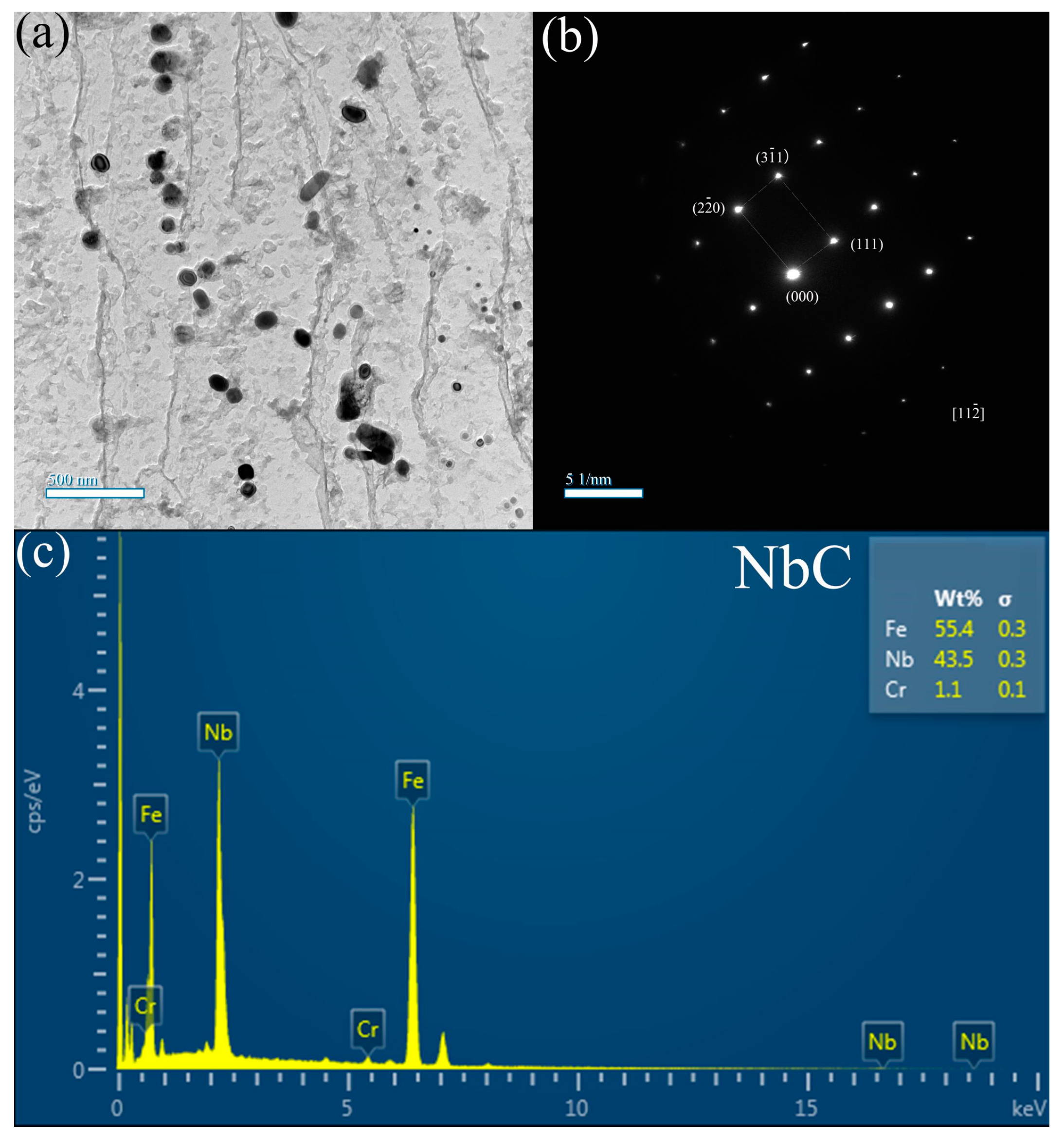
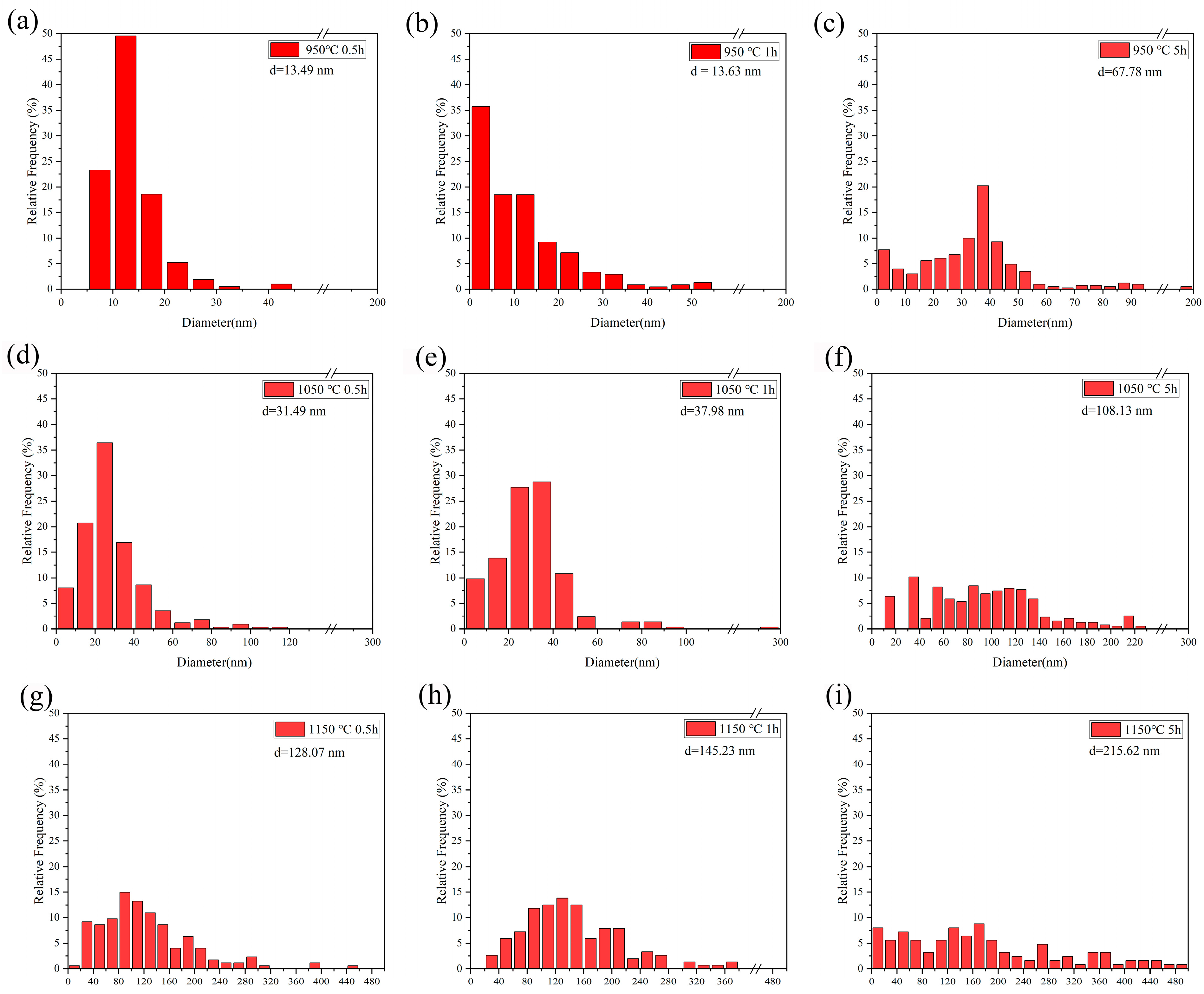
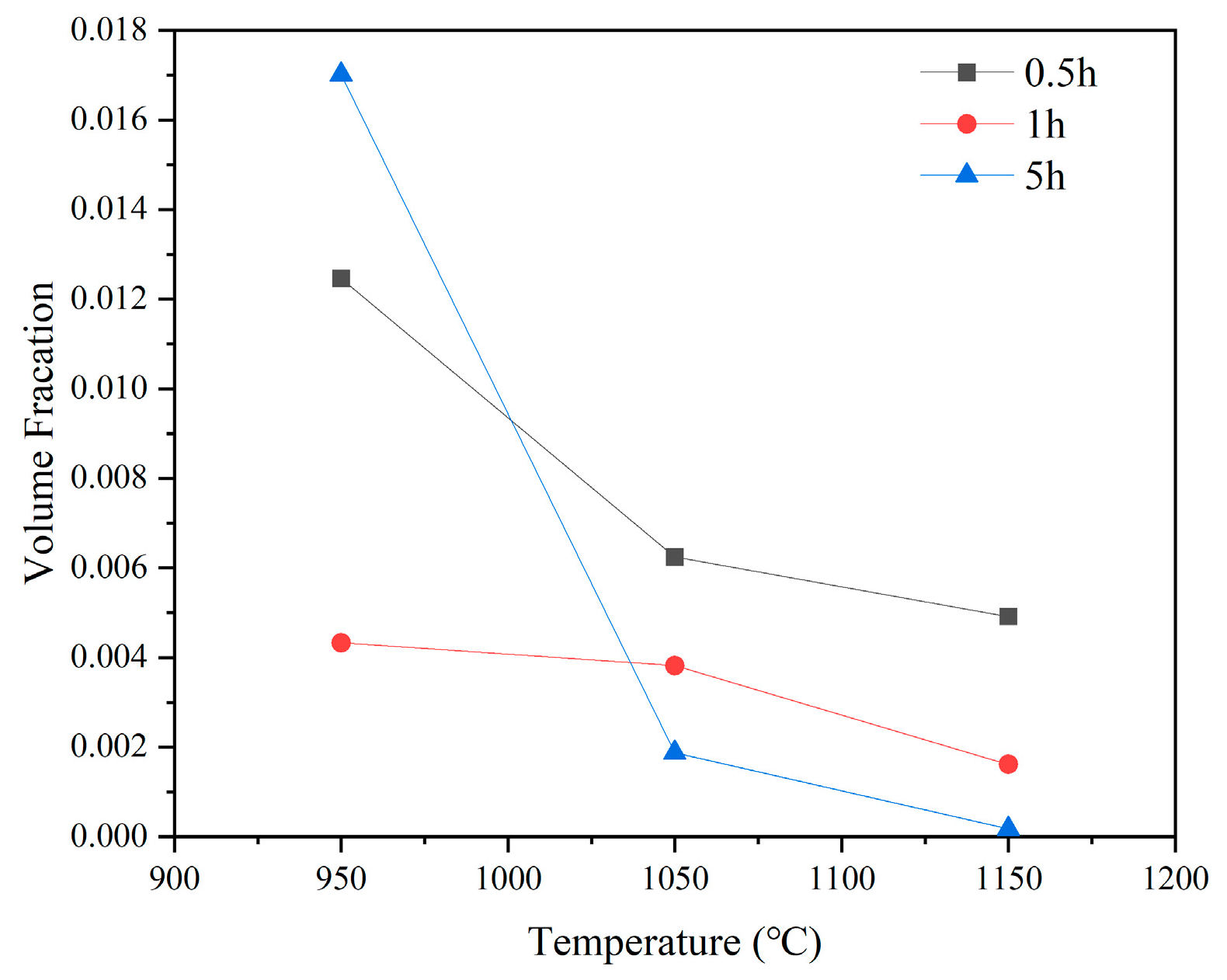
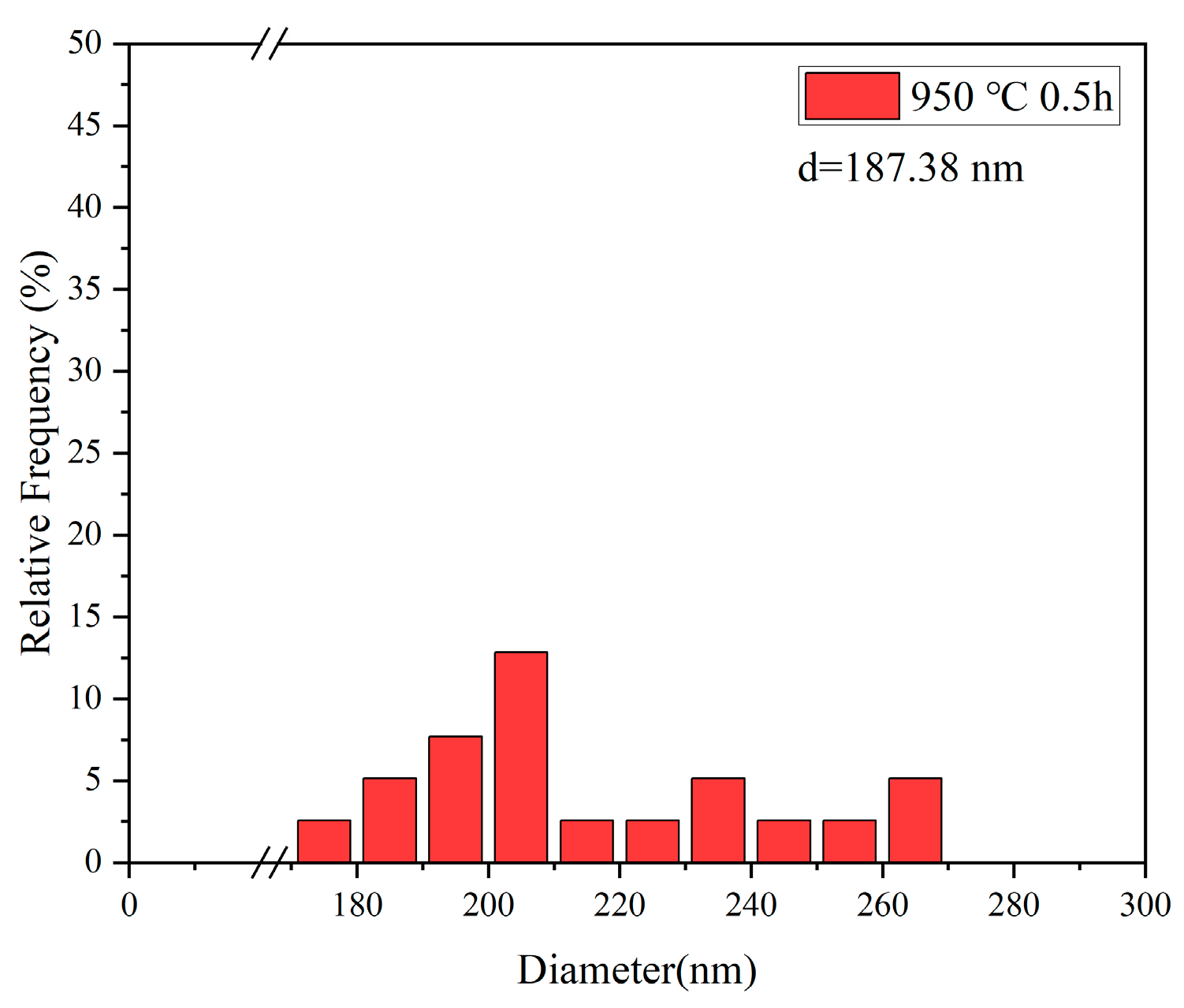
3.2. The Evolution of the Precipitated Particles
3.3. Effect of Precipitated Particles on Austenite Grain Size
3.4. Kinetics of Austenite Grain Growth during the Precipitated Particle Grow
4. Conclusions
- (1)
- With the increase in the pseudo-carburization temperature, the precipitated particles AlN and NbC in the Al- and Nb-microalloying 20MnCr gear steel coarsen and the number density decreases. The grain-coarsening time after pseudo-carburizing at 950 °C, 1050 °C, and 1150 °C is improved by about 4 h in the C1 steel.
- (2)
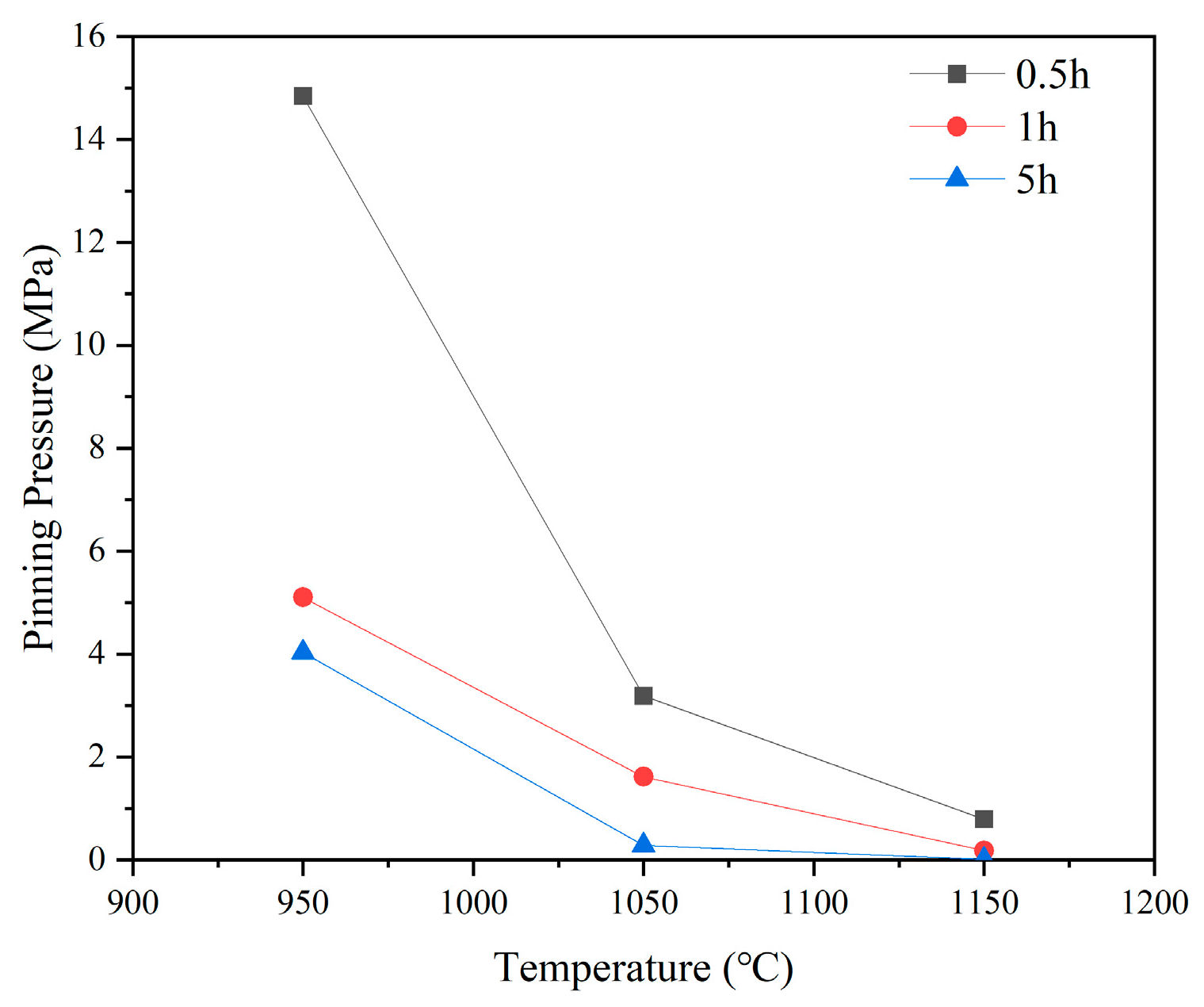
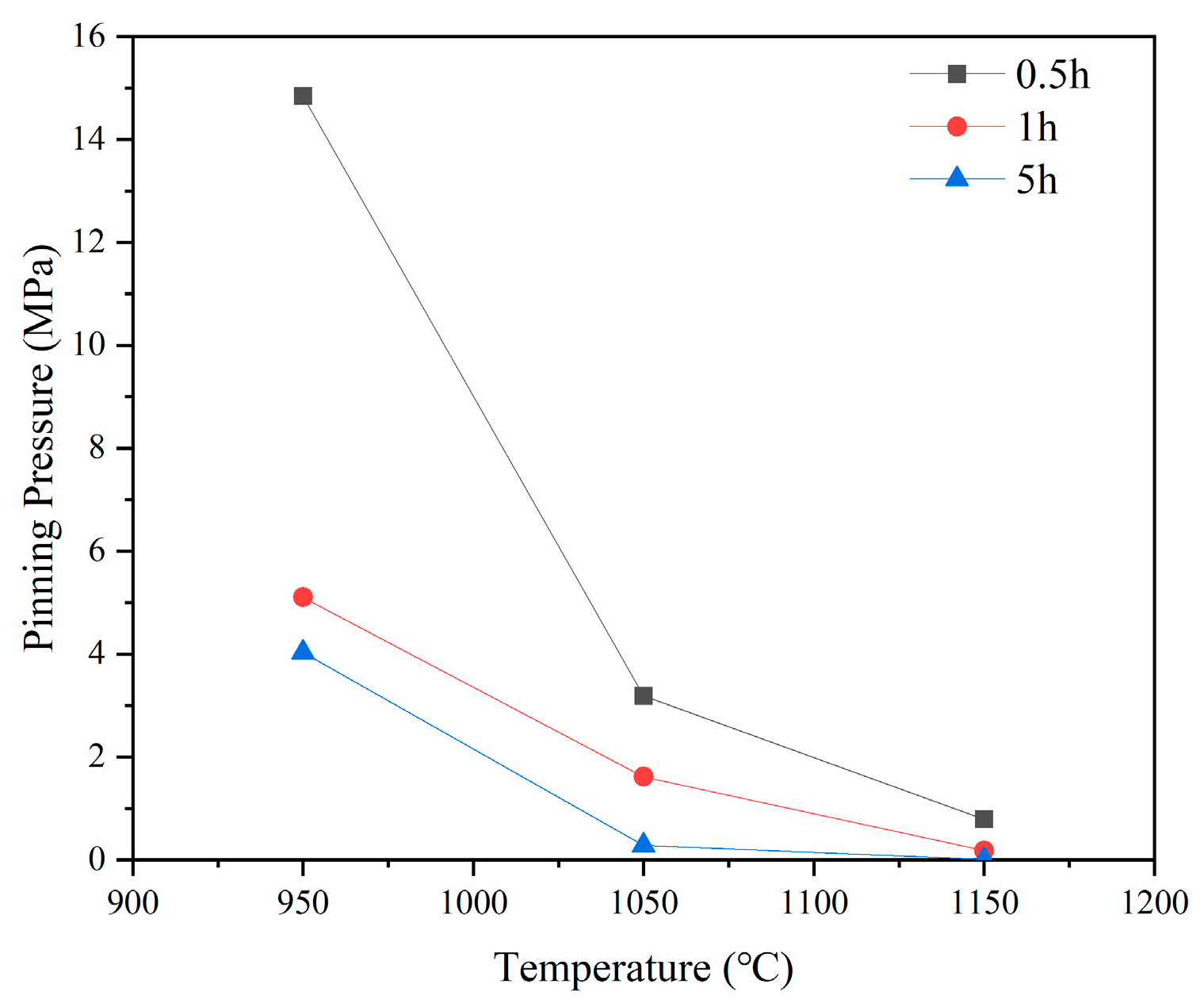
- The pinning force of the NbC-precipitated particles to the austenite grain boundary decreases with the increasing in the pseudo-carburization temperature and holding time. At 950 °C for 0.5 h, the pinning force reaches the maximum, which can effectively pin the austenite grain boundaries. However, when the pseudo-carburization temperature reaches 1150 °C, the NbC-precipitated particles no longer have the ability to pin the austenite grain boundaries.
- (3)
- Based on the Beck model, the pinning effect of the NbC-precipitated particles was considered and the kinetics model for austenite grain growth in the process of the growth and coarsening of the precipitated particles was established: .
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, J.; Peng, J.; Zhang, F.; Li, Y.J.; Zhang, X.; An, S.L. Effects of Ce-Modified TiN Inclusions on the Fatigue Properties of Gear Steel 20CrMnTi. Crystals 2023, 13, 13071071. [Google Scholar] [CrossRef]
- Miler, D.; Hoić, M. Optimisation of cylindrical gear pairs: A review. Mech. Mach. Theory 2021, 156, 104156. [Google Scholar] [CrossRef]
- Xue, Y.J.; Yan, Y.M.; Yu, W.C.; Dong, M.Z.; Shi, J.; Wang, M.Q. Microstructure and fatigue properties of 17Cr2Ni2MoVNb gear steel after gas carburizing and low-pressure carburizing. Int. J. Fatigue 2023, 167, 107314. [Google Scholar] [CrossRef]
- Yin, L.C.; Ma, X.X.; Tang, G.Z.; Fu, Z.Y.; Yang, S.X.; Wang, T.J.; Wang, L.Q.; Li, L.H. Characterization of carburized 14Cr14Co13Mo4 stainless steel by low pressure carburizing. Surf. Coat. Technol. 2019, 358, 654–660. [Google Scholar] [CrossRef]
- O’ Brien, E.C.H.C.; Yeddu, H.K. Multi-length scale modeling of carburization, martensitic microstructure evolution and fatigue properties of steel gears. J. Mater. Sci. Technol. 2020, 49, 157–165. [Google Scholar] [CrossRef]
- Qin, S.W.; Zhang, C.H.; Zhang, B.; Ma, H.Y.; Zhao, M.H. Effect of carburizing process on high cycle fatigue behavior of 18CrNiMo7-6 steel. J. Mater. Res. Technol. 2022, 16, 1136–1149. [Google Scholar] [CrossRef]
- Wang, B.; He, Y.P.; Liu, Y.; Tian, Y.; You, J.L.; Wang, Z.D.; Wang, G.D. Mechanism of the Microstructural Evolution of 18Cr2Ni4WA Steel during Vacuum Low-Pressure Carburizing Heat Treatment and Its Effect on Case Hardness. Materials 2020, 13, 13102352. [Google Scholar] [CrossRef]
- Matlock, D.K.; Alogab, K.A.; Richards, M.D.; Speer, J.G. Surface Processing to Improve the Fatigue Resistance of Advanced Bar Steels for Automotive Applications. Mater. Res. 2005, 8, 453–459. [Google Scholar] [CrossRef]
- Xue, Y.J.; Yan, Y.M.; Yu, W.C.; He, X.F.; Shi, J.; Wang, M.Q. Determination of solid solubility products of [Nb][C] in the case and the core of high-temperature carburizing steel by extraction phase analysis method. Mater. Lett. 2022, 310, 131519. [Google Scholar] [CrossRef]
- Yuan, J.F.; Xiao, Y.; Min, N.; Li, W.; Zhao, S.X. The Influence of Precipitate Morphology on the Growth of Austenite Grain in Nb-Ti-Al Microalloyed Steels. Materials 2022, 15, 15093176. [Google Scholar] [CrossRef]
- He, G.N.; Zhang, N.; Wan, S.Q.; Zhao, H.D.; Jiang, B.; Liu, Y.Z.; Wu, C.J. The Carburizing Behavior of High-Temperature Short-Time Carburizing Gear Steel: Effect of Nb Microalloying. Steel Res. Int. 2022, 93, 202200427. [Google Scholar] [CrossRef]
- Kula, P.; Pietrasik, R.; Dybowski, K.; Paweta, S.; Wolowiec, E. Properties of Surface Layers Processed By a new, High-temperature Vacuum Carburizing Technology with Prenitriding-PreNitLPC. Manag. Manuf. Mater. Eng. 2012, 452–453, 401–406. [Google Scholar] [CrossRef]
- Chen, R.C.; Hong, C.; Li, J.J.; Zheng, Z.Z.; Li, P.C. Austenite grain growth and grain size distribution in isothermal heat-treatment of 300M steel. Int. Conf. Technol. Plast. 2007, 207, 663–668. [Google Scholar] [CrossRef]
- Chamanfar, A.; Chentouf, S.M.; Jahazi, M.; Lapierre-Boire, L.P. Austenite grain growth and hot deformation behavior in a medium carbon low alloy steel. J. Mater. Res. Technol. 2020, 9, 12102–12114. [Google Scholar] [CrossRef]
- Hong, G.; Liu, H.S.; Dong, Y.N.; Zheng, H.G.; Xu, G.D.; Zhang, J.Q. Study on kinetics of austenite grain growth of micro-alloyed peritectic steels under high temperatures. J. Iron Steel Res. 2021, 33, 1270–1277. [Google Scholar]
- Tang, E.; Yuan, Q.; Zhang, R.; Zhang, Z.C.; Mo, J.X.; Liang, W.; Xu, G. On the grain coarsening behavior of 20CrMnTi gear steel during pseudo carburizing: A comparison of Nb-Ti-Mo versus Ti-Mo microalloyed steel. Mater. Charact. 2023, 203, 113138. [Google Scholar] [CrossRef]
- Wang, H.R.; Wang, W. Simple model for austenite grain growth in microalloyed steels. Mater. Sci. Technol. 2008, 24, 228–232. [Google Scholar] [CrossRef]
- Fang, F.; Yong, Q.L.; Yang, C.F.; Su, H. A Model for Precipitation Kinetics in Vanadium Microalloyed Steel. J. Iron Steel Res. Int. 2010, 17, 36–42. [Google Scholar] [CrossRef]
- Alogab, K.A.; Matlock, D.K.; Speer, J.G.; Kleebe, H.J. The influence of niobium microalloying on austenite grain coarsening behavior of Ti-modified SAE 8620 steel. ISIJ Int. 2007, 47, 307–316. [Google Scholar] [CrossRef]
- Varanasi, R.S.; Gault, B.; Ponge, D. Effect of Nb micro-alloying on austenite nucleation and growth in a medium manganese steel during intercritical annealing. Acta Mater. 2022, 229, 117786. [Google Scholar] [CrossRef]
- Saito, G.; Sakaguchi, N.; Ohno, M.; Matsuura, K.; Takeuchi, M.; Sano, T.; Minoguchi, K.; Yamaoka, T. Effects of Concentrations of Micro-alloying Elements and Hotforging Temperature on Austenite Grain Structure Formed during Carburization of Case-hardening Steel. ISIJ Int. 2020, 60, 2549–2557. [Google Scholar] [CrossRef]
- Sennour, M.; Esnouf, C. Contribution of advanced microscopy techniques to nanoprecipitates characterization: Case of AIN precipitation in low-carbon steel. Acta Mater. 2003, 51, 943–957. [Google Scholar] [CrossRef]
- Manabu, K.; Tatsuro, O. Development of High Strength Steels for Automobiles. Nippon Steel Tech. Rep. 2003, 88, 81. [Google Scholar]
- Huang, S.G.; Vanmeensel, K.; Mohrbacher, H.; Woydt, M.; Vleugels, J. Microstructure and mechanical properties of NbC-matrix hardmetals with secondary carbide addition and different metal binders. Int. J. Refract. Met. Hard Mater. 2015, 48, 418–426. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, X.H.; Liu, Y.C.; Liu, C.X.; Dong, J.; Yu, L.M.; Li, H.J. Study of the kinetics of austenite grain growth by dynamic Ti-rich and Nb-rich carbonitride dissolution in HSLA steel: In-situ observation and modeling. Acta Mater. 2020, 169, 110612. [Google Scholar] [CrossRef]
- Ainslie, N.G.; Hoffman, R.E.; Seybolt, A.U. Sulfur segregation at α-iron grain boundaries. Acta Metallurgica 1960, 8, 523–527. [Google Scholar] [CrossRef]
- Kundu, A.; Davis, C.; Strangwood, M.; Brechet, Y.; Clouet, E.; Deschamps, A.; Finel, A.; Soisson, F. Pinning of Austenite Grain Boundaries by Mixed AlN and Nb(C,N) Precipitates. Solid State Phenom. 2011, 172–174, 458–463. [Google Scholar] [CrossRef]
- Tian, D.W.; Karjalainen, L.P.; Qian, B.N.; Chen, X.F. Nonuniform distribution of carbonitride particles and its effect on prior austenite grain size in the simulated coarse-grained heat-affected zone of thermomechanical control-processed steels. Metall. Mater. Trans. A-Phys. Metall. 1996, 27, 4031–4038. [Google Scholar] [CrossRef]
- Miodownik, M.A. Zener Pinning. In Encyclopedia of Materials: Science and Technology; Elsevier: Amsterdam, The Netherlands, 2001; pp. 9855–9859. [Google Scholar]
- Militzer, M.; Giumelli, A.; Hawbolt, E.B.; Meadowcroft, T.R. Austenite grain growth kinetics in Al-killed plain carbon steels. Metall. Mater. Trans. A Phys. Metall. 1996, 27, 3399–3409. [Google Scholar] [CrossRef]
- Beck, P.A.; Kremer, J.C.; Demer, L.J.; Holzworth, M.L. Grain growth in high-purity aluminum and in an aluminum-magnesium alloy. Trans. Am. Inst. Min. Metall. Eng. 1948, 175, 372–400. [Google Scholar]
- Maalekian, M.; Radis, R.; Militzer, M.; Moreau, A.; Poole, W.J. In situ measurement and modelling of austenite grain growth in a Ti/Nb microalloyed steel. Acta Mater. 2012, 60, 1015–1026. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Cr | Mn | Cr | Nb | Al | N | Fe |
|---|---|---|---|---|---|---|---|---|
| C0 | 0.20 | 0.23 | 1.41 | 1.15 | - | 0.03 | 0.02 | Bal. |
| C1 | 0.25 | 0.25 | 0.71 | 1.12 | 0.200 | - | 0.01 | Bal. |
| Grain Growth Index | 950 °C | 1050 °C | 1150 °C |
|---|---|---|---|
| n | 0.1 | 0.52 | 0.28 |
| lnK | 1.53 | −1.48 | 1.81 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Y.; Fan, S.; Lian, X.; Min, N. Effect of Precipitated Particles on Austenite Grain Growth of Al- and Nb-Microalloyed 20MnCr Gear Steel. Metals 2024, 14, 469. https://doi.org/10.3390/met14040469
Zhu Y, Fan S, Lian X, Min N. Effect of Precipitated Particles on Austenite Grain Growth of Al- and Nb-Microalloyed 20MnCr Gear Steel. Metals. 2024; 14(4):469. https://doi.org/10.3390/met14040469
Chicago/Turabian StyleZhu, Yingqi, Shitao Fan, Xiuzhen Lian, and Na Min. 2024. "Effect of Precipitated Particles on Austenite Grain Growth of Al- and Nb-Microalloyed 20MnCr Gear Steel" Metals 14, no. 4: 469. https://doi.org/10.3390/met14040469
APA StyleZhu, Y., Fan, S., Lian, X., & Min, N. (2024). Effect of Precipitated Particles on Austenite Grain Growth of Al- and Nb-Microalloyed 20MnCr Gear Steel. Metals, 14(4), 469. https://doi.org/10.3390/met14040469