

Modelling and Prediction of Process Parameters with Low Energy Consumption in Wire Arc Additive Manufacturing Based on Machine Learning

Abstract
1. Introduction
2. Methodology
2.1. Experimental Setup
2.2. Experiment Design
2.3. Data Sets Collection for Machine Learning Models
2.3.1. Extracting the Cross-Section Profiles of Weld Bead
2.3.2. Curve Fitting of Weld Bead Profiles
2.4. Process Parameters Optimization Procedure
- (1)
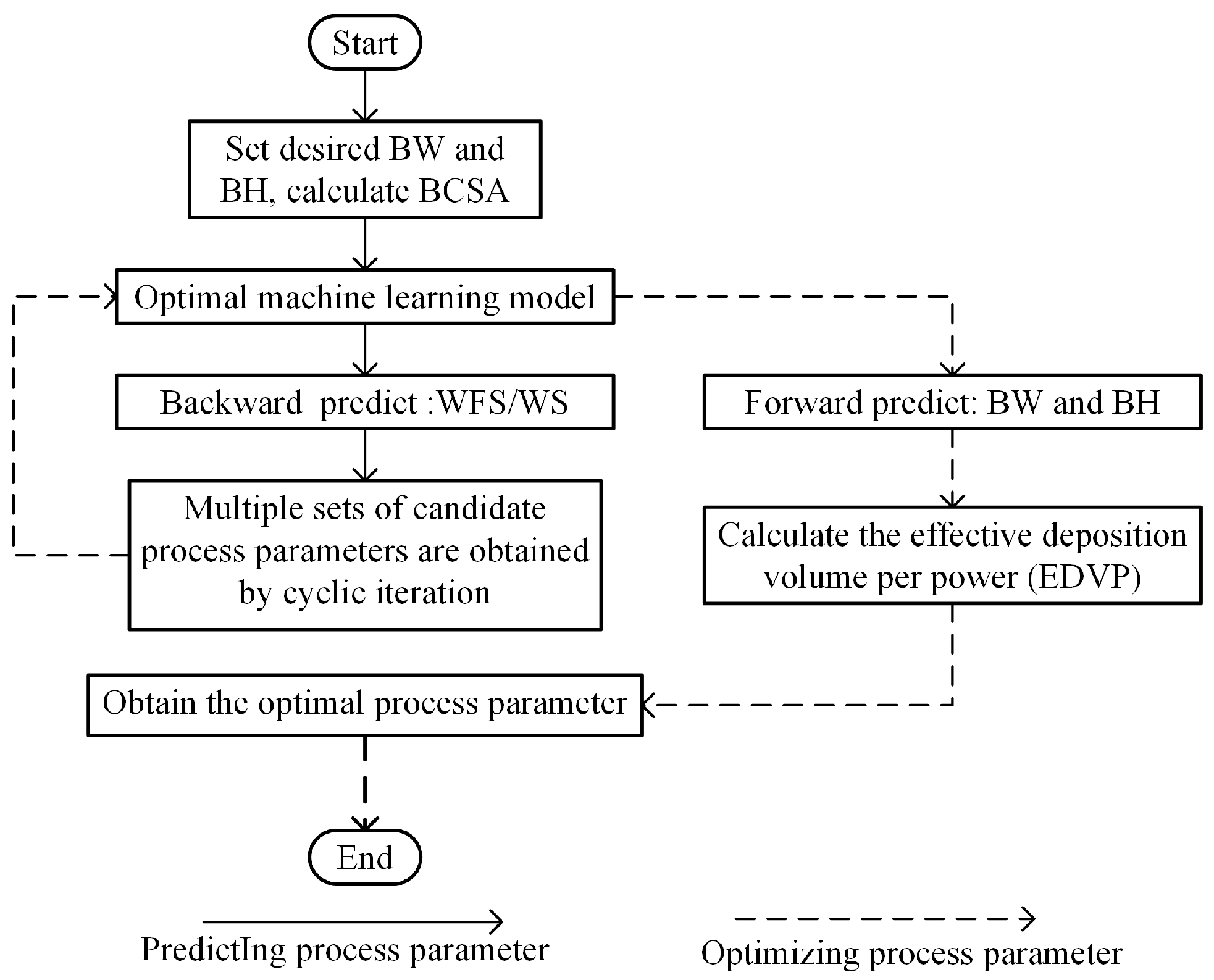
- Prediction of WFS/WS: Firstly, the BH and BW were set up to create the desired surface morphology, and the BSCA value was then calculated according to the arc mathematical function. Subsequently, the trained machine learning model was used to predict WFS/WS. The primary reason for choosing WFS/WS was to ensure the deposition quality. As discussed in Section 2.2, the morphology and success of the deposition were highly related to WFS/WS.
- (2)
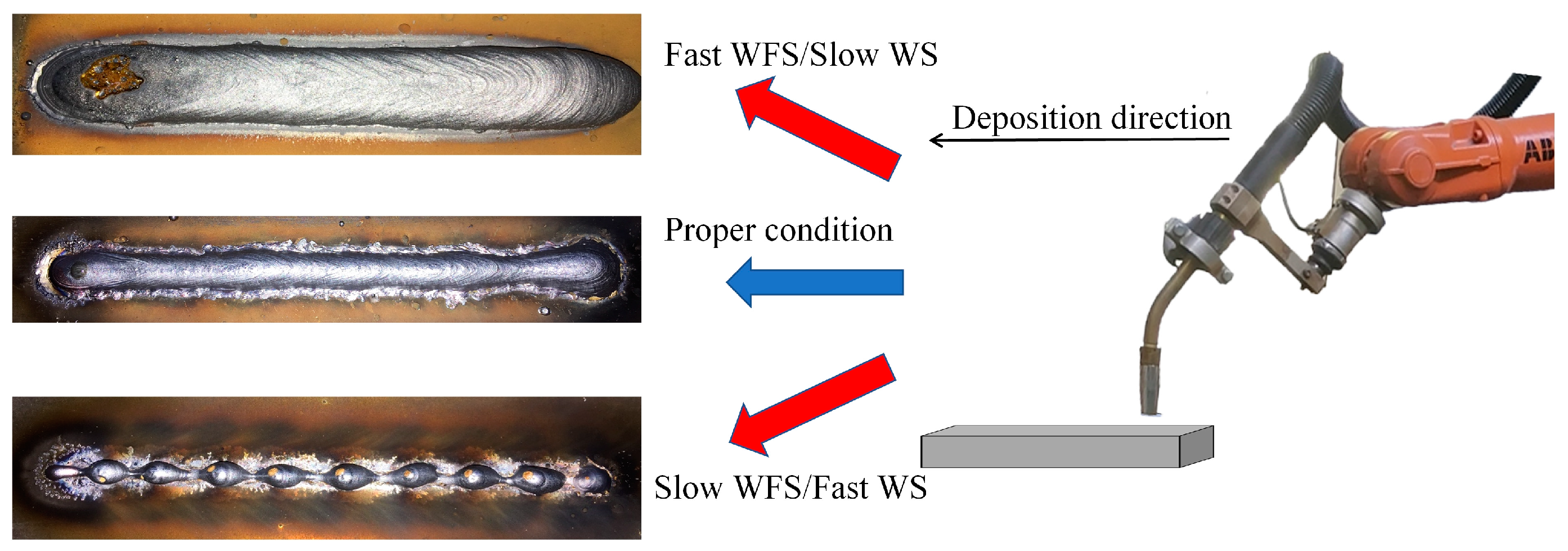
- Calculation of candidate process parameters: Referring to the welding-feasible region diagram obtained from the previous experiment (Figure 8), multiple sets of process parameter combinations were generated by cyclic iteration and taken as candidate process parameters. Figure 8 demonstrates that even when the WFS/WS value is identical, the formation quality of the weld bead will have significant variations if the WFS or WS value is not chosen correctly. Hence, it was crucial to compute the WFS and WS values based on the summarized range of the welding-feasible area.
- (3)
- Choosing optimal process parameters among candidates: A machine learning model was established with process parameters as input to forward predict the BW and BH. The difference between the predicted and preset values was analyzed. If the error exceeded 5%, the corresponding combination would be removed. Finally, the optimal parameter combination was selected by maximizing the effective deposition volume per power (EDVP).
3. Machine Learning Algorithms
3.1. Support Vector Regression
3.2. XGBoost
3.3. Back Propagation Neural Network
3.4. Machine Learning Tools
3.5. Evaluation of Machine Learning Algorithms
4. Results and Discussion
4.1. Comparing Different Machine Learning Models Prediction Results
4.2. Comparing the Effect of GA and PSO on SVR
4.3. Validation Experiment
4.3.1. Single-Layer Single-Pass Deposition
4.3.2. Multi-Layer Single-Pass Curve Deposition
4.3.3. Multi-Layer Multi-Pass Deposition
5. Conclusions
- (1)
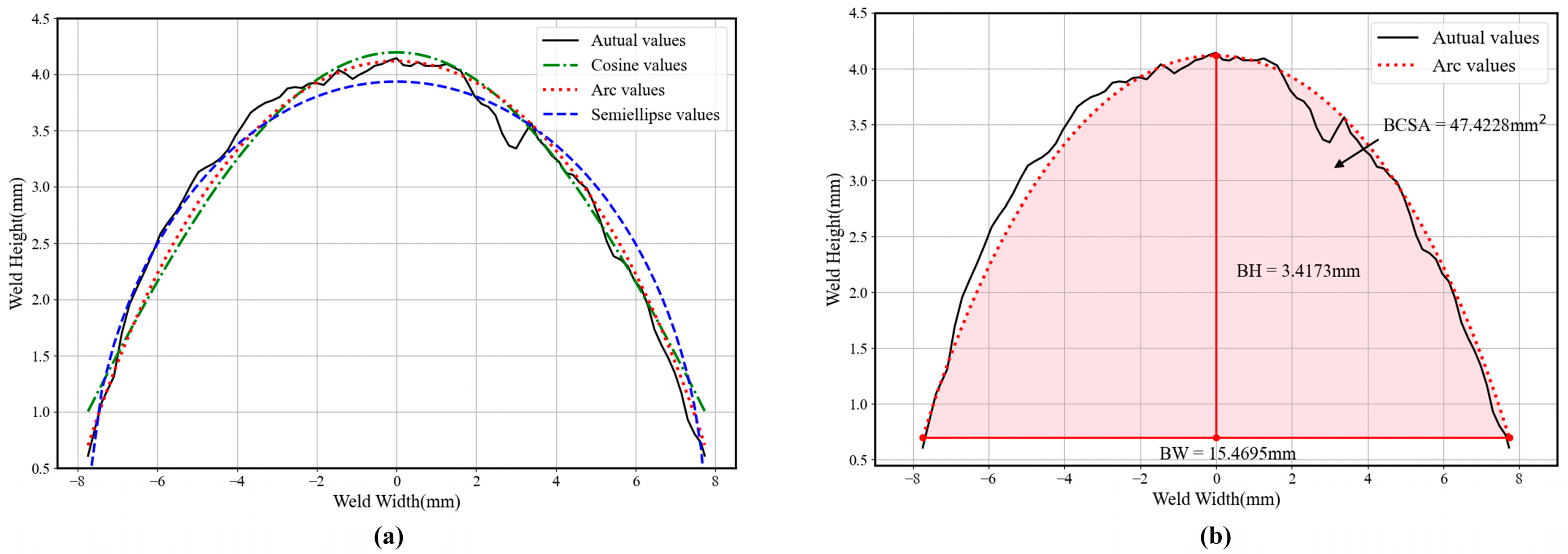
- Not only bead width (BW) and bead height (BH) but also Bead Cross-Section Area (BCSA) were used as geometric response variables in machine learning models. To calculate BCAS quickly, three mathematical functions were utilized to describe the profile of weld beads. Among them, the arc mathematical function was the closest to the actual cross-sectional profile, and the fitting accuracy was the highest, followed by the semi-elliptic and cosine functions.
- (2)
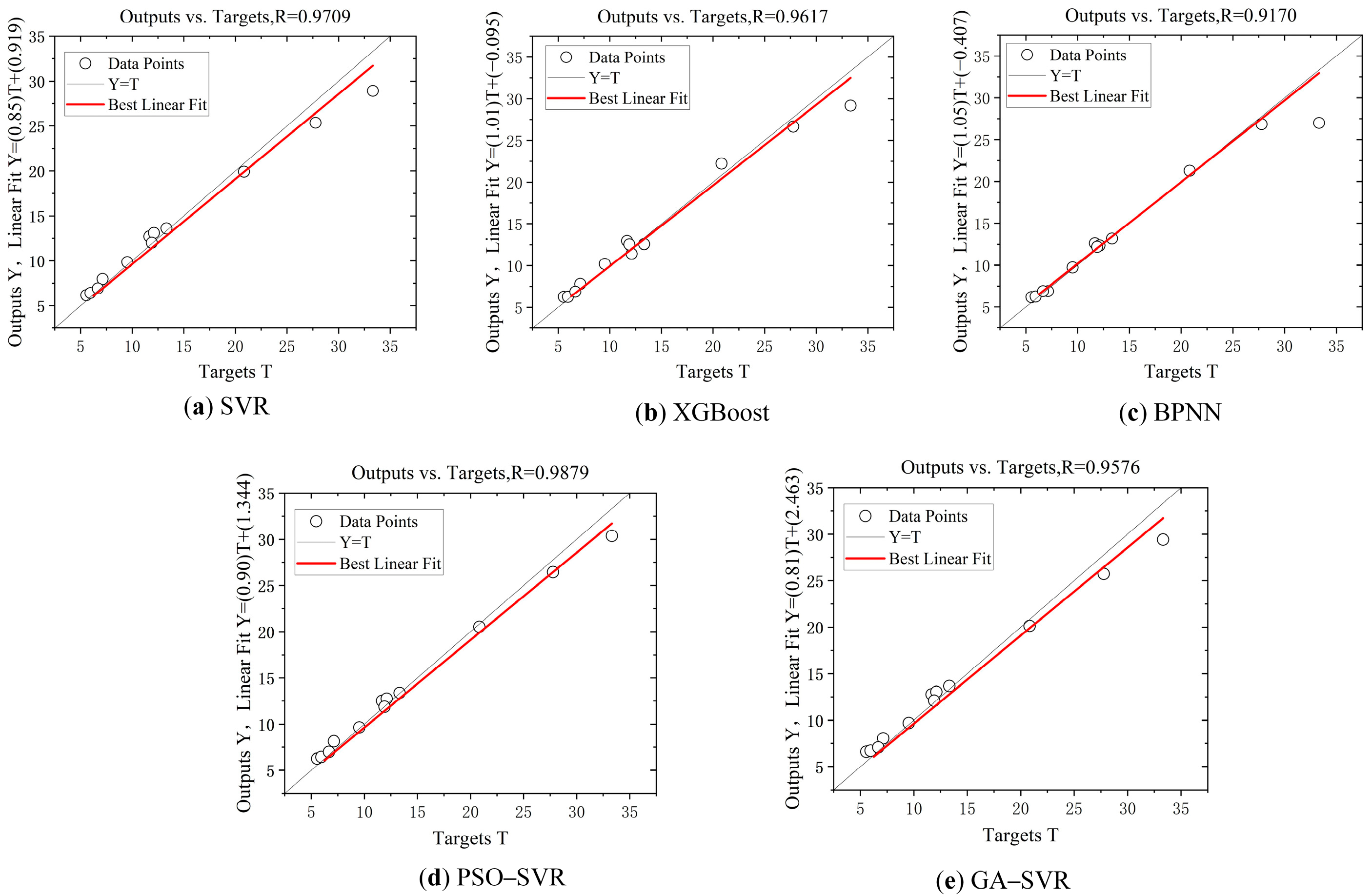
- K-fold cross-validation was used to assess the prediction performance of the machine learning models to maximize the use of training data. The results revealed that the SVR model had the highest prediction accuracy, with an RMSE of 1.8087 and an R2 of 0.9709. Conversely, XGBoost demonstrated the lowest accuracy. Notably, BPNN tends to overfit when working with small sample data sets, resulting in lower prediction accuracy for the test set than the training set.
- (3)
- To enhance the performance of the SVR, GA and PSO were applied to optimize the parameters of the SVR. The results showed that PSO–SVR has the highest prediction performance among the developed models, with an RMSE of 1.1670 and an R2 of 0.9879. Compared with SVR, the prediction accuracy is greatly improved.
- (4)
- The selection of the optimal process parameter considering the effective deposition volume per power can reduce the welding energy consumption to some extent. The optimized process parameters in the first single-layer single-pass experiment can save up to 10.68% energy. In the multi-layer single-bead validation experiment, the optimized parameters realized energy savings of up to 11.47%. The third set of verification experiments further verified the effectiveness of the process parameter optimization method.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chakraborty, D.; Tirumala, T.; Chitral, S.; Sahoo, B.N.; Kiran, D.V.; Kumar, P.A. The State of the Art for Wire Arc Additive Manufacturing Process of Titanium Alloys for Aerospace Applications. J. Mater. Eng. Perform. 2022, 31, 6149–6182. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- IvánTabernero; Paskual, A.; Álvarez, P.; Suárez, A. Study on Arc Welding Processes for High Deposition Rate Additive Manufacturing. Procedia CIRP 2018, 68, 358–362. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. Arc Characterization Study for Submerged Arc Welding of HSLA (API X80) Steel. J. Mech. Sci. Technol. 2017, 31, 1383–1390. [Google Scholar] [CrossRef]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of Wire and Arc Additive Manufacturing (WAAM) Process Parameters on Bead Geometry and Microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Papacharalampopoulos, A.; Sabatakakis, K.; Stavropoulos, P. Quality Monitoring of RSW Processes. The Impact of Vibrations. Procedia CIRP 2023, 118, 895–900. [Google Scholar] [CrossRef]
- Gurmesa, F.D.; Lemu, H.G. Literature Review on Thermomechanical Modelling and Analysis of Residual Stress Effects in Wire Arc Additive Manufacturing. Metals 2023, 13, 526. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.J.; Gibson, I. Wire and Arc Additive Manufacturing: Opportunities and Challenges to Control the Quality and Accuracy of Manufactured Parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Karlina, A.I.; Karlina, Y.I.; Kondratiev, V.V.; Kononenko, R.V.; Breki, A.D. Study of Wear of an Alloyed Layer with Chromium Carbide Particles after Plasma Melting. Crystals 2023, 13, 1696. [Google Scholar] [CrossRef]
- Sarathchandra, D.T.; Davidson, M.J.; Visvanathan, G. Parameters Effect on SS304 Beads Deposited by Wire Arc Additive Manufacturing. Mater. Manuf. Process. 2020, 35, 852–858. [Google Scholar] [CrossRef]
- Le, V.T.; Doan, Q.T.; Mai, D.S.; Bui, M.C.; Tran, H.S.; Van Tran, X.; Nguyen, V.A. Prediction and Optimization of Processing Parameters in Wire and Arc-Based Additively Manufacturing of 316L Stainless Steel. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 394. [Google Scholar] [CrossRef]
- Srivastava, S.; Garg, R.K.; Sharma, V.S.; Sachdeva, A. Measurement and Mitigation of Residual Stress in Wire-Arc Additive Manufacturing: A Review of Macro-Scale Continuum Modelling Approach. Arch. Comput. Methods Eng. 2021, 28, 3491–3515. [Google Scholar] [CrossRef]
- Geng, R.; Du, J.; Wei, Z.; Xu, S.; Ma, N. Modelling and Experimental Observation of the Deposition Geometry and Microstructure Evolution of Aluminum Alloy Fabricated by Wire-Arc Additive Manufacturing. J. Manuf. Process. 2021, 64, 369–378. [Google Scholar] [CrossRef]
- Hanif, M.; Shah, A.H.; Shah, I.; Mumtaz, J. Optimization of Bead Geometry during Tungsten Inert Gas Welding Using Grey Relational and Finite Element Analysis. Materials 2023, 16, 3732. [Google Scholar] [CrossRef] [PubMed]
- Sharma, R.; Raj Paul, A.; Mukherjee, M.; Ram Krishna Vadali, S.; Kumar Singh, R.; Kumar Sharma, A. Forecasting of Process Parameters Using Machine Learning Techniques for Wire Arc Additive Manufacturing Process. Mater. Today Proc. 2023, 80, 248–253. [Google Scholar] [CrossRef]
- Barrionuevo, G.O.; Sequeira-Almeida, P.M.; Ríos, S.; Ramos-Grez, J.A.; Williams, S.W. A machine learning approach for the prediction of melting efficiency in wire arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2022, 120, 3123–3133. [Google Scholar] [CrossRef]
- Yaseer, A.; Chen, H. Machine Learning Based Layer Roughness Modeling in Robotic Additive Manufacturing. J. Manuf. Process. 2021, 70, 543–552. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S. Modelling and prediction of surface roughness in wire arc additive manufacturing using machine learning. J. Intell. Manuf. 2021, 33, 1467–1482. [Google Scholar] [CrossRef]
- Wang, Z.; Zimmer-Chevret, S.; Léonard, F.; Abba, G. Prediction of Bead Geometry with Consideration of Interlayer Temperature Effect for CMT-Based Wire-Arc Additive Manufacturing. Weld. World 2021, 65, 2255–2266. [Google Scholar] [CrossRef]
- Lee, S.H. Optimization of Cold Metal Transfer-Based Wire Arc Additive Manufacturing Processes Using Gaussian Process Regression. Metals 2020, 10, 461. [Google Scholar] [CrossRef]
- Yadav, A.; Srivastava, M.; Jain, P.K.; Rathee, S. Investigation of Bead Morphology and Mechanical Behaviour for Metal Inert Gas Welding-Based WAAM in Pulsed Mode Metal Transfer on 316LSi Stainless Steel. J. Adhes. Sci. Technol. 2024, 38, 738–769. [Google Scholar] [CrossRef]
- Oh, W.-J.; Lee, C.-M.; Kim, D.-H. Prediction of Deposition Bead Geometry in Wire Arc Additive Manufacturing Using Machine Learning. J. Mater. Res. Technol. 2022, 20, 4283–4296. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Polden, J.; Li, H.; Xu, Y.; Chen, S.; Zhang, Y. A Review on Wire Arc Additive Manufacturing: Monitoring, Control and a Framework of Automated System. J. Manuf. Syst. 2020, 57, 31–45. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Parimi, S.; Suvarna Raju, L.; Suresh, G. Modelling and Optimization of Weld Bead Geometry in Robotic Gas Metal Arc-Based Additive Manufacturing Using Machine Learning, Finite-Element Modelling and Graph Theory and Matrix Approach. Soft Comput. 2022, 26, 3385–3399. [Google Scholar] [CrossRef]
- Karmuhilan, M.; Sood, A.K. Intelligent Process Model for Bead Geometry Prediction in WAAM. Mater. Today Proc. 2018, 5, 24005–24013. [Google Scholar] [CrossRef]
- Hu, Z.; Qin, X.; Li, Y.; Ni, M. Welding Parameters Prediction for Arbitrary Layer Height in Robotic Wire and Arc Additive Manufacturing. J. Mech. Sci. Technol. 2020, 34, 1683–1695. [Google Scholar] [CrossRef]
- Yuan, L.; Pan, Z.; Ding, D.; He, F.; Van Duin, S.; Li, H.; Li, W. Investigation of Humping Phenomenon for the Multi-Directional Robotic Wire and Arc Additive Manufacturing. Robot. Comput. -Integr. Manuf. 2020, 63, 101916. [Google Scholar] [CrossRef]
- Yildiz, A.S.; Davut, K.; Koc, B.; Yilmaz, O. Wire arc additive manufacturing of high-strength low alloy steels: Study of process parameters and their influence on the bead geometry and mechanical characteristics. Int. J. Adv. Manuf. Technol. 2020, 108, 3391–3404. [Google Scholar] [CrossRef]
- Chen, C.; He, H.; Zhou, J.; Lian, G.; Huang, X.; Feng, M. A Profile Transformation Based Recursive Multi-Bead Overlapping Model for Robotic Wire and Arc Additive Manufacturing (WAAM). J. Manuf. Process. 2022, 84, 886–901. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A Multi-Bead Overlapping Model for Robotic Wire and Arc Additive Manufacturing (WAAM). Robot. Comput. -Integr. Manuf. 2015, 31, 101–110. [Google Scholar] [CrossRef]
- Chen, C.; He, H.; Zhou, S.; Lian, G.; Huang, X.; Feng, M. Prediction of Multi-Bead Profile of Robotic Wire and Arc Additive Manufactured Components Recursively Using Axisymmetric Drop Shape Analysis. Virtual Phys. Prototyp. 2023, 18, e2254563. [Google Scholar] [CrossRef]
- Lambiase, F.; Scipioni, S.I.; Paoletti, A. Accurate Prediction of the Bead Geometry in Wire Arc Additive Manufacturing Process. Int. J. Adv. Manuf. Technol. 2022, 119, 7629–7639. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, F.; Chen, S.; Lu, Z. Unit Block–Based Process Planning Strategy of WAAM for Complex Shell–Shaped Component. Int. J. Adv. Manuf. Technol. 2019, 104, 3915–3927. [Google Scholar] [CrossRef]
- Castro-Neto, M.; Jeong, Y.-S.; Jeong, M.-K.; Han, L.D. Online-SVR for Short-Term Traffic Flow Prediction under Typical and Atypical Traffic Conditions. Expert Syst. Appl. 2009, 36, 6164–6173. [Google Scholar] [CrossRef]
- Chen, T.; He, T.; Benesty, M.; Khotilovich, V.; Tang, Y.; Cho, H. Xgboost: Extreme gradient boosting. R Package Version 0.4–2 2015, 1, 1–4. [Google Scholar]
- Hecht-Nielsen, R. Theory of the backpropagation neural network. In Proceedings of the International Joint Conference on Neural Networks, Washington, DC, USA, 18–22 June 1989; Volume 1, pp. 593–605. [Google Scholar]
- Nawi, N.M.; Khan, A.; Rehman, M.Z. A New Back-Propagation Neural Network Optimized with Cuckoo Search Algorithm. In Computational Science and Its Applications—ICCSA 2013: 13th International Conference, Ho Chi Minh City, Vietnam, 24–27 June 2013; Lecture Notes in Computer, Science; Murgante, B., Misra, S., Carlini, M., Torre, C.M., Nguyen, H.-Q., Taniar, D., Apduhan, B.O., Gervasi, O., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 7971, pp. 413–426. ISBN 978-3-642-39636-6. [Google Scholar]
- Anandan, B.; Manikandan, M. Machine Learning Approach with Various Regression Models for Predicting the Ultimate Tensile Strength of the Friction Stir Welded AA 2050-T8 Joints by the K-Fold Cross-Validation Method. Mater. Today Commun. 2023, 34, 105286. [Google Scholar] [CrossRef]
- Yu, T.; Zhu, H. Hyper-parameter optimization: A review of algorithms and applications. arXiv 2020, arXiv:2003.05689. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Scan Height | Scan X Length | Z-Axis Accuracy | X-Axis Accuracy | Single Line Points |
|---|---|---|---|---|---|
| SR7400 | 200 mm | 240 mm | 5 μm | 90 μm | 3200 |
| Material | Composition (wt. %) | |||||
|---|---|---|---|---|---|---|
| C | Mn | Si | S | P | Cu | |
| CHW-50C6 | 0.08 | 1.52 | 0.92 | 0.015 | 0.020 | 0.20 |
| Q235 | ≤0.17 | ≤1.4 | ≤0.35 | ≤0.035 | ≤0.035 | - |
| Parameters | Value |
|---|---|
| WFS (m/min) | 3, 4, 5, 6, 7, 8 |
| WS (mm/s) | 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16 |
| Profile Model | Functional Model | Bead Cross-Section Area (BCSA) |
|---|---|---|
| Cosine | ||
| Arc | ||
| Semi-ellipse |
| No. | WFS (m/min) | WS (mm/s) | WFS/WS | BW (mm) | BH (mm) | BCSA (mm2) | No. | WFS (m/min) | WS (mm/s) | WFS/WS | BW (mm) | BH (mm) | BCSA (mm2) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 3 | 3 | 16.67 | 7.46 | 2.63 | 14.33 | 33 | 6 | 8 | 12.50 | 5.82 | 2.45 | 10.76 |
| 2 | 4 | 3 | 22.22 | 9.33 | 2.76 | 18.35 | 34 | 7 | 8 | 14.58 | 6.54 | 2.78 | 13.71 |
| 3 | 5 | 3 | 27.78 | 10.08 | 3.26 | 23.64 | 35 | 8 | 8 | 16.67 | 6.89 | 2.95 | 15.36 |
| 4 | 6 | 3 | 33.33 | 11.08 | 3.43 | 27.18 | 36 | 4 | 9 | 7.41 | 4.04 | 1.91 | 5.99 |
| 5 | 7 | 3 | 38.89 | 12.49 | 3.81 | 34.01 | 37 | 5 | 9 | 9.26 | 4.65 | 2.21 | 7.96 |
| 6 | 8 | 3 | 44.44 | 13.56 | 3.67 | 35.09 | 38 | 6 | 9 | 11.11 | 4.85 | 2.44 | 9.30 |
| 7 | 3 | 4 | 12.50 | 6.07 | 2.42 | 10.92 | 39 | 7 | 9 | 12.96 | 6.09 | 2.65 | 12.23 |
| 8 | 4 | 4 | 16.67 | 8.34 | 2.63 | 15.76 | 40 | 8 | 9 | 14.81 | 6.38 | 2.81 | 13.63 |
| 9 | 5 | 4 | 20.83 | 8.84 | 2.86 | 18.16 | 41 | 4 | 10 | 6.67 | 3.77 | 1.94 | 5.77 |
| 10 | 6 | 4 | 25.00 | 9.38 | 3.13 | 21.24 | 42 | 5 | 10 | 8.33 | 4.68 | 2.12 | 7.59 |
| 11 | 7 | 4 | 29.17 | 10.87 | 3.57 | 27.93 | 43 | 6 | 10 | 10.00 | 4.73 | 2.19 | 7.96 |
| 12 | 8 | 4 | 33.33 | 11.40 | 3.62 | 29.62 | 44 | 7 | 10 | 11.67 | 5.80 | 2.59 | 11.46 |
| 13 | 3 | 5 | 10.00 | 4.87 | 2.30 | 8.68 | 45 | 8 | 10 | 13.33 | 5.98 | 2.70 | 12.38 |
| 14 | 4 | 5 | 13.33 | 6.37 | 2.44 | 11.49 | 46 | 4 | 11 | 6.06 | 3.65 | 1.93 | 5.60 |
| 15 | 5 | 5 | 16.67 | 7.45 | 2.86 | 15.78 | 47 | 8 | 11 | 12.12 | 5.55 | 2.76 | 11.99 |
| 16 | 6 | 5 | 20.00 | 7.90 | 2.77 | 15.94 | 48 | 4 | 12 | 5.56 | 3.34 | 1.87 | 5.06 |
| 17 | 7 | 5 | 23.33 | 9.22 | 3.25 | 21.87 | 49 | 5 | 12 | 6.94 | 3.78 | 1.98 | 5.94 |
| 18 | 8 | 5 | 26.67 | 10.09 | 3.35 | 24.41 | 50 | 6 | 12 | 8.33 | 4.00 | 1.99 | 6.25 |
| 19 | 3 | 6 | 8.33 | 4.24 | 2.17 | 7.27 | 51 | 7 | 12 | 9.72 | 4.95 | 2.15 | 8.06 |
| 20 | 4 | 6 | 11.11 | 5.24 | 2.14 | 8.38 | 52 | 8 | 12 | 11.11 | 5.21 | 2.49 | 10.09 |
| 21 | 5 | 6 | 13.89 | 6.48 | 2.72 | 13.24 | 53 | 5 | 13 | 6.41 | 3.66 | 1.93 | 5.63 |
| 22 | 6 | 6 | 16.67 | 7.10 | 2.75 | 14.47 | 54 | 6 | 13 | 7.69 | 5.42 | 2.04 | 8.13 |
| 23 | 7 | 6 | 19.44 | 7.93 | 3.06 | 17.99 | 55 | 7 | 13 | 8.97 | 4.54 | 2.14 | 7.50 |
| 24 | 8 | 6 | 22.22 | 8.97 | 3.22 | 21.11 | 56 | 8 | 13 | 10.26 | 5.11 | 2.38 | 9.37 |
| 25 | 3 | 7 | 7.14 | 3.95 | 2.05 | 6.40 | 57 | 5 | 14 | 5.95 | 3.37 | 1.93 | 5.32 |
| 26 | 4 | 7 | 9.52 | 4.87 | 2.21 | 8.26 | 58 | 6 | 14 | 7.14 | 4.68 | 1.89 | 6.59 |
| 27 | 5 | 7 | 11.90 | 5.69 | 2.48 | 10.74 | 59 | 7 | 14 | 8.33 | 4.27 | 2.05 | 6.80 |
| 28 | 6 | 7 | 14.29 | 6.31 | 2.57 | 12.12 | 60 | 8 | 14 | 9.52 | 4.76 | 2.34 | 8.69 |
| 29 | 7 | 7 | 16.67 | 7.22 | 2.95 | 15.92 | 61 | 7 | 15 | 7.78 | 4.25 | 2.07 | 6.87 |
| 30 | 3 | 8 | 6.25 | 3.57 | 1.92 | 5.50 | 62 | 8 | 15 | 8.89 | 4.71 | 2.33 | 8.60 |
| 31 | 4 | 8 | 8.33 | 4.50 | 2.10 | 7.27 | 63 | 7 | 16 | 7.29 | 3.86 | 1.97 | 6.01 |
| 32 | 5 | 8 | 10.42 | 5.37 | 2.34 | 9.52 | 64 | 8 | 16 | 8.33 | 4.38 | 2.25 | 10.76 |
| Machine Learning Model | Parameter | Value | Parameter | Value | Parameter | Value |
|---|---|---|---|---|---|---|
| SVR | kernel | RBF | C | 100 | Gamma | 0.0001 |
| XGBoost | max_depth | 6 | learning_rate | 0.05 | n_estimators | 400 |
| BPNN | activation | tanh | Hidden layer sizes | 10 | solver | lbfgs |
| Training | Testing | |||||
|---|---|---|---|---|---|---|
| RMSE | MAE | R2 | RMSE | MAE | R2 | |
| SVR | 1.5165 | 0.8077 | 0.9663 | 1.8087 | 1.2413 | 0.9709 |
| XGBoost | 2.6030 | 1.2569 | 0.9196 | 2.0739 | 1.3916 | 0.9617 |
| BPNN | 0.6478 | 0.4667 | 0.9961 | 3.0545 | 1.5200 | 0.9170 |
| Population Size | PSO–SVR Result | GA–SVR Results | ||
|---|---|---|---|---|
| RMSE | R2 | RMSE | R2 | |
| 20 | 2.0522 | 0.9614 | 3.3094 | 0.9025 |
| 30 | 2.0830 | 0.9690 | 3.1986 | 0.9090 |
| 40 | 1.8269 | 0.9703 | 3.0348 | 0.9180 |
| 50 | 1.8464 | 0.9697 | 2.7042 | 0.9349 |
| 60 | 1.1670 | 0.9879 | 2.6308 | 0.9384 |
| 70 | 1.2653 | 0.9858 | 2.5409 | 0.9425 |
| 80 | 1.5696 | 0.9781 | 2.1823 | 0.9576 |
| 90 | 1.5841 | 0.9777 | 2.6461 | 0.9377 |
| PSO | GA | ||
|---|---|---|---|
| Number of particle swarm | 60 | Population size | 80 |
| Maximum number of iterations | 220 | Maximum number of iterations | 700 |
| Cognitive acceleration C1 | 1.5 | Crossover rate | 0.85 |
| Social acceleration C2 | 3 | Mutation rate | 0.097 |
| Initial inertia weight W1 | 0.85 | DNA size | 25 |
| No. | WFS | WS | BW | BH | BCSA | EDRP | EDVP | E |
|---|---|---|---|---|---|---|---|---|
| (m/min) | (mm/s) | (mm) | (mm) | (mm2) | (%W) | (mm3/W) | (Wh) | |
| 1 | 3 | 1.5 | 10.81 | 3.28 | - | - | - | - |
| 2 | 3.5 | 1.75 | 11.16 | 3.32 | 26.17 | 0.005184 | 24.4178 | 76.2173 |
| 3 | 4 | 2 | 11.09 | 3.43 | 27.21 | 0.005237 | 25.6443 | 74.4883 |
| 4 | 4.5 | 2.25 | 11.24 | 3.52 | 28.34 | 0.005270 | 26.8870 | 72.2443 |
| 5 | 5 | 2.5 | 11.58 | 3.45 | 28.44 | 0.005120 | 26.2076 | 72.4333 |
| 6 | 5.5 | 2.75 | 11.65 | 3.72 | 31.13 | 0.005264 | 29.4933 | 70.9679 |
| 7 | 6 | 3 | 11.53 | 3.65 | 30.19 | 0.005564 | 30.2357 | 68.1638 |
| 8 | 6.5 | 3.25 | 11.73 | 3.52 | 29.42 | 0.004829 | 25.5683 | 75.4061 |
| 9 | 7 | 3.5 | 11.78 | 3.68 | 31.04 | 0.004950 | 27.6606 | 71.8503 |
| 10 | 7.5 | 3.75 | 11.82 | 3.77 | 32.00 | 0.004961 | 28.5747 | 71.3896 |
| 11 | 8 | 4 | 11.77 | 3.75 | 31.69 | 0.004654 | 26.5502 | 72.3520 |
| 12 | 8.5 | 4.25 | 11.58 | 3.69 | 30.68 | 0.004667 | 25.7723 | 73.1400 |
| No. | WFS | WS | BW | BH | BCSA | EDRP | EDVP | E |
|---|---|---|---|---|---|---|---|---|
| (m/min) | (mm/s) | (mm) | (mm) | (mm2) | (%W) | (mm3/W) | (Wh) | |
| 1 | 3 | 3 | 6.64 | 2.80 | 13.98 | 0.005952 | 66.5557 | 149.17 |
| 2 | 4 | 4 | 7.59 | 2.57 | 14.13 | 0.005833 | 65.9297 | 154.56 |
| 3 | 4.5 | 4.5 | 7.62 | 2.60 | 14.37 | 0.005871 | 67.4775 | 147.13 |
| 4 | 5 | 5 | 7.58 | 2.73 | 15.14 | 0.005674 | 68.7044 | 145.73 |
| 5 | 5.5 | 5.5 | 7.40 | 2.78 | 15.16 | 0.005383 | 65.2717 | 155.69 |
| 6 | 6 | 6 | 7.36 | 2.84 | 15.48 | 0.004871 | 60.3053 | 158.91 |
| 7 | 6.5 | 6.5 | 7.25 | 2.92 | 15.80 | 0.004399 | 55.6153 | 161.51 |
| 8 | 7 | 7 | 7.12 | 2.90 | 15.45 | 0.003946 | 48.7675 | 162.53 |
| 9 | 7.5 | 7.5 | 7.06 | 2.97 | 15.79 | 0.003848 | 48.6187 | 164.14 |
| 10 | 8 | 8 | 7.02 | 3.04 | 16.18 | 0.003635 | 47.0386 | 165.50 |
| Group | WFS (m/min) | WS (mm/s) | Length (mm) | Width (mm) | Heigh (mm) | Processing Time (min) | E (Wh) |
|---|---|---|---|---|---|---|---|
| #4 | 4.50 | 2.25 | 96.96 | 58.83 | 8.54 | 10.53 | 549.38 |
| #7 | 6.00 | 3.00 | 97.85 | 63.31 | 7.52 | 5.75 | 502.94 |
| #12 | 8.50 | 4.25 | 100.24 | 61.37 | 8.16 | 5.00 | 543.62 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Bai, X.; Dong, H.; Zhang, H. Modelling and Prediction of Process Parameters with Low Energy Consumption in Wire Arc Additive Manufacturing Based on Machine Learning. Metals 2024, 14, 567. https://doi.org/10.3390/met14050567
Zhang H, Bai X, Dong H, Zhang H. Modelling and Prediction of Process Parameters with Low Energy Consumption in Wire Arc Additive Manufacturing Based on Machine Learning. Metals. 2024; 14(5):567. https://doi.org/10.3390/met14050567
Chicago/Turabian StyleZhang, Haitao, Xingwang Bai, Honghui Dong, and Haiou Zhang. 2024. "Modelling and Prediction of Process Parameters with Low Energy Consumption in Wire Arc Additive Manufacturing Based on Machine Learning" Metals 14, no. 5: 567. https://doi.org/10.3390/met14050567
APA StyleZhang, H., Bai, X., Dong, H., & Zhang, H. (2024). Modelling and Prediction of Process Parameters with Low Energy Consumption in Wire Arc Additive Manufacturing Based on Machine Learning. Metals, 14(5), 567. https://doi.org/10.3390/met14050567