
The Effect of Heat Treatment on the Microstructure and Mechanical Properties of Powder Metallurgy Ti-48Al Alloy
Abstract
:1. Introduction
2. Materials and Methods
3. Results
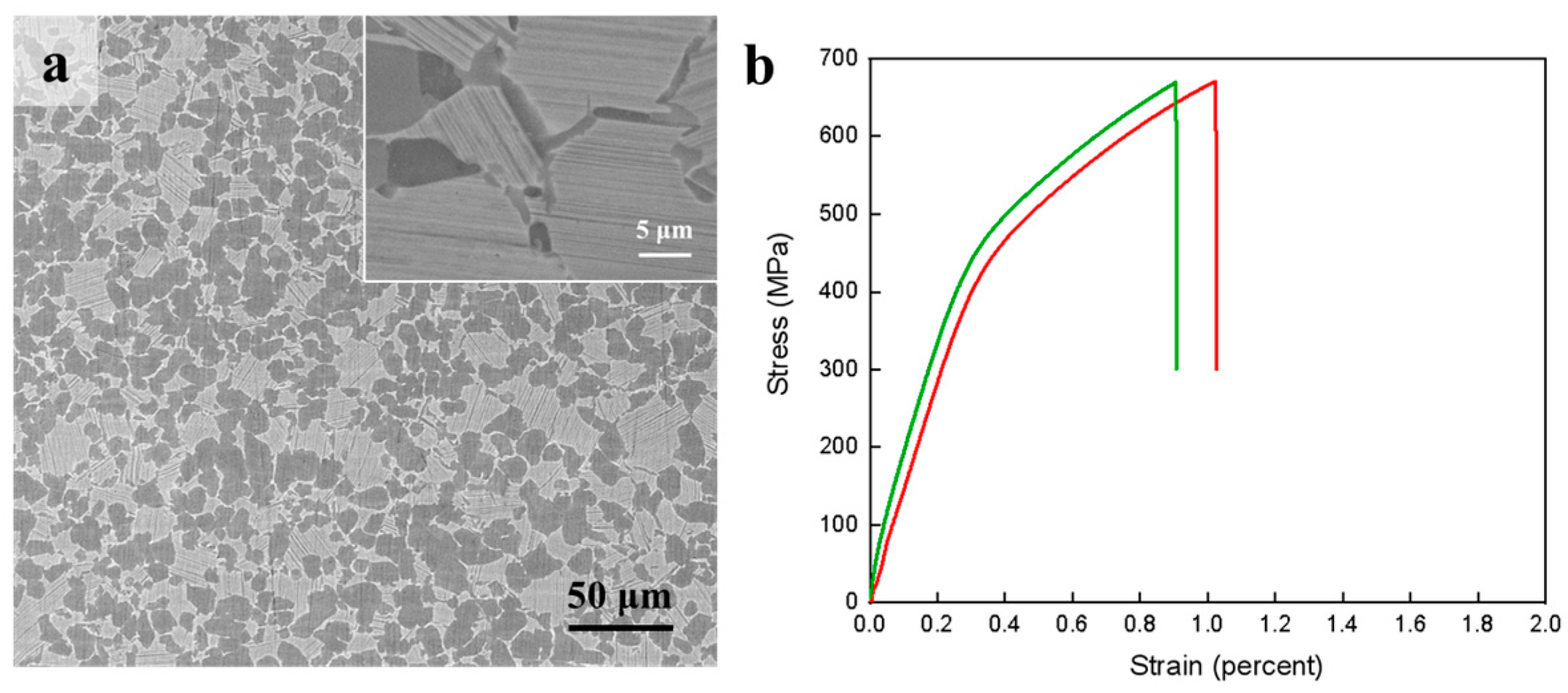
3.1. Microstructure and Properties of Extruded Ti-48Al Alloy
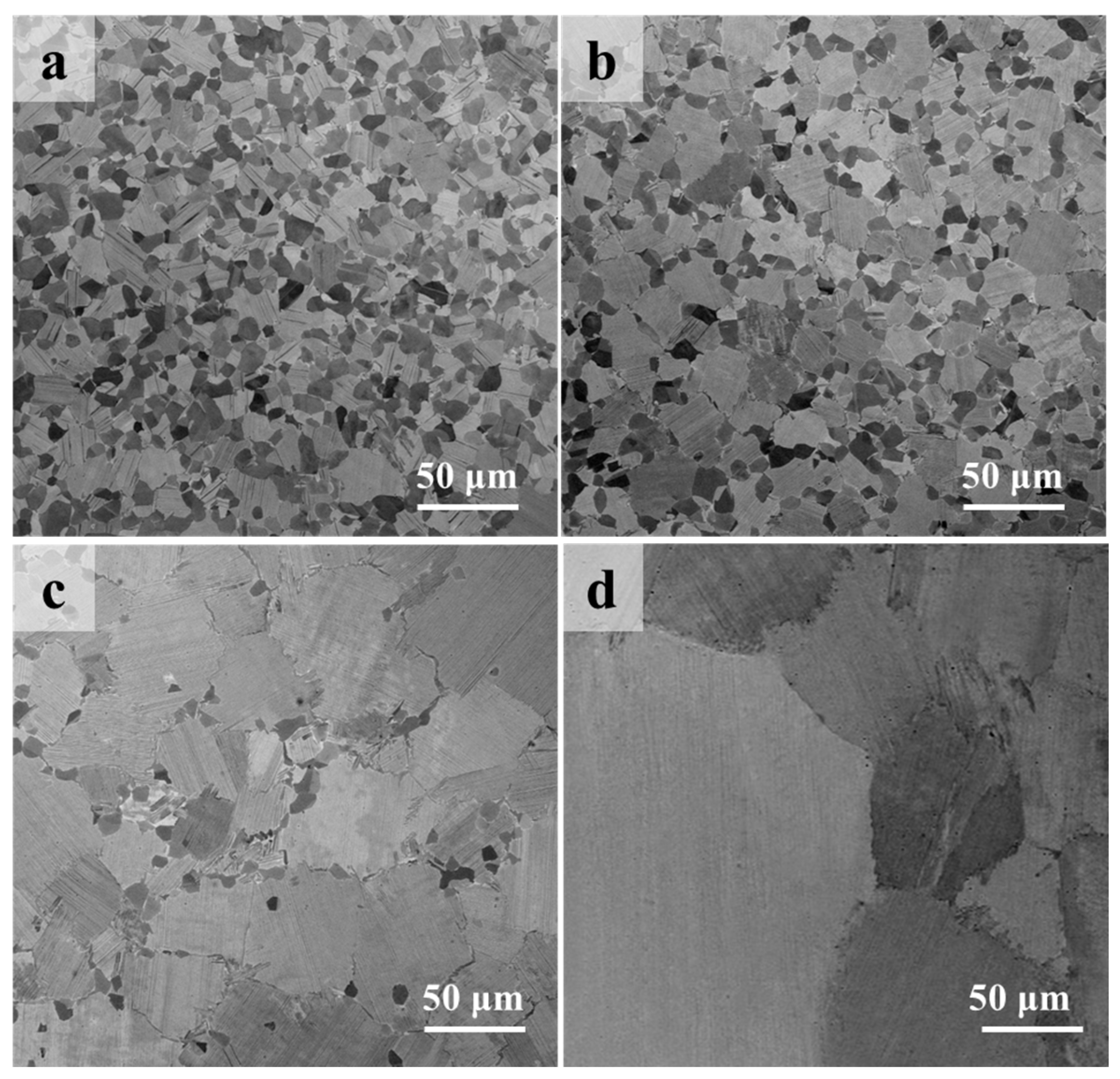
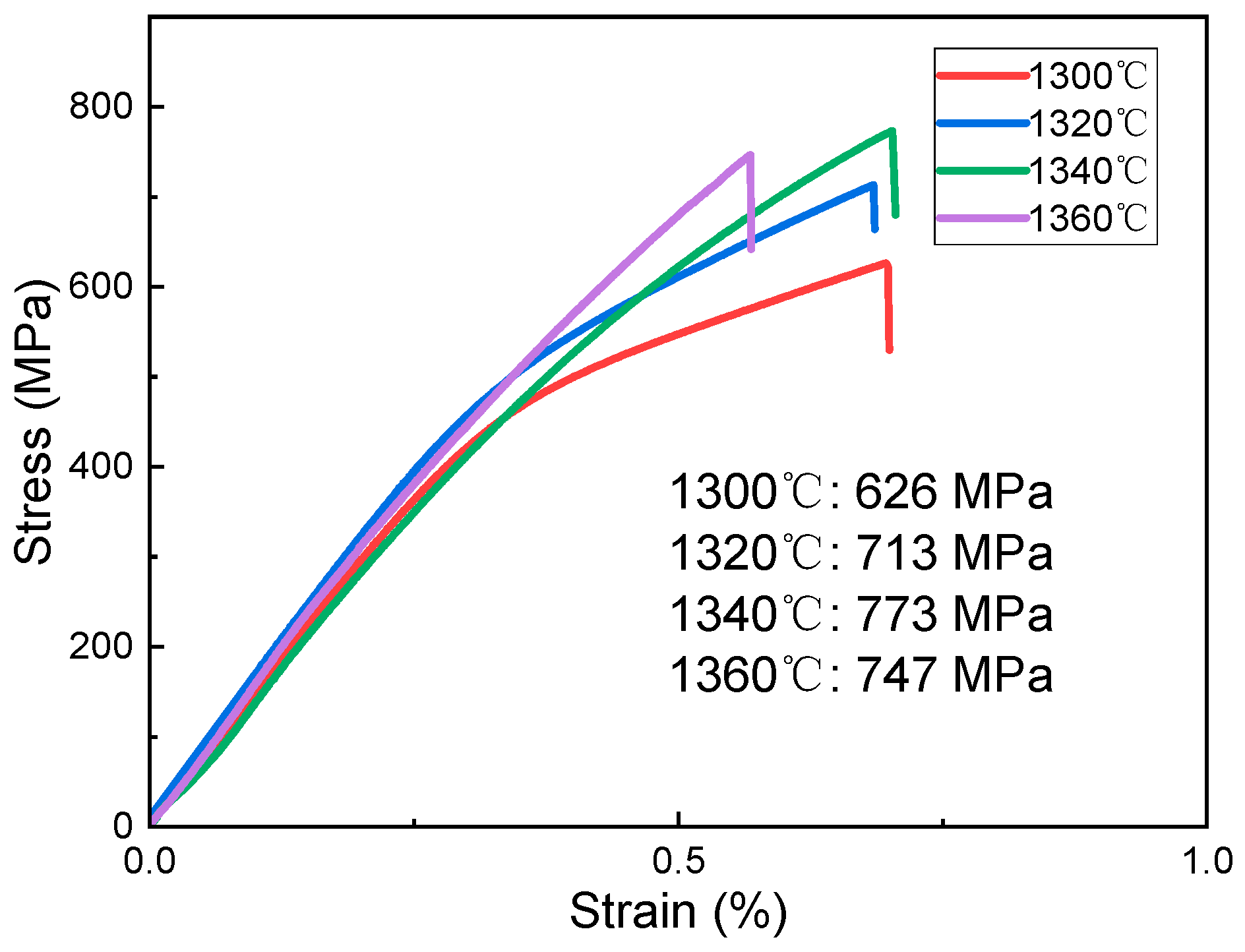
3.2. Effect of Heat Treatment Temperature on the Microstructure and Mechanical Properties of Ti-48Al Alloy
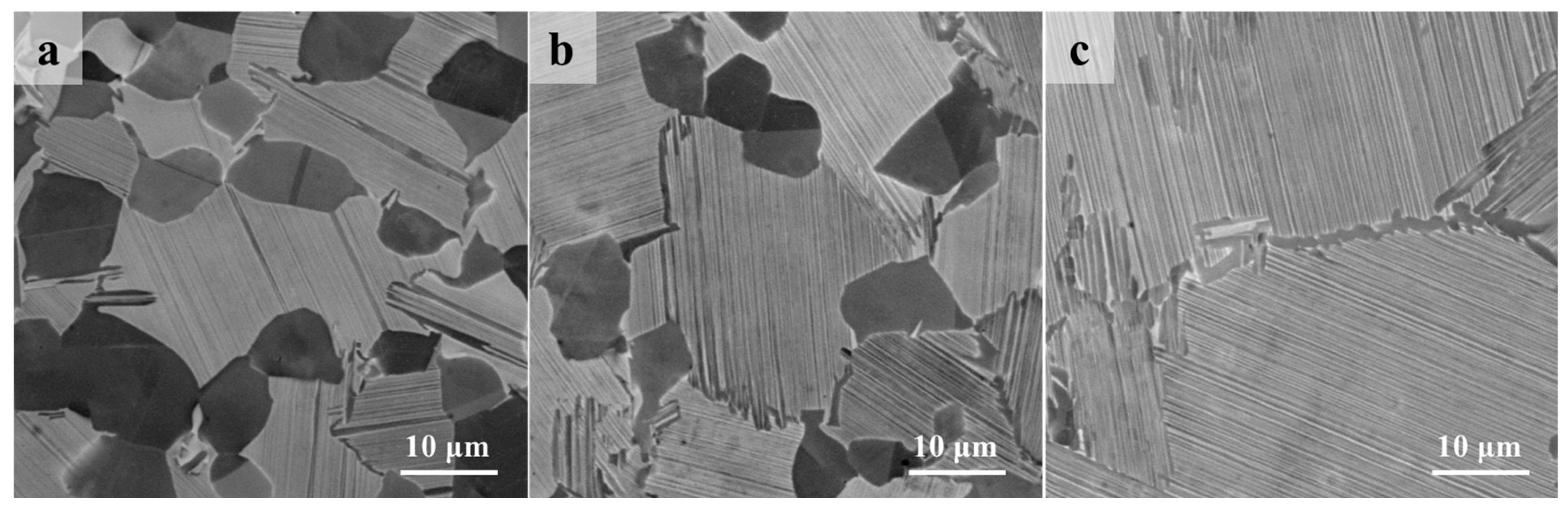
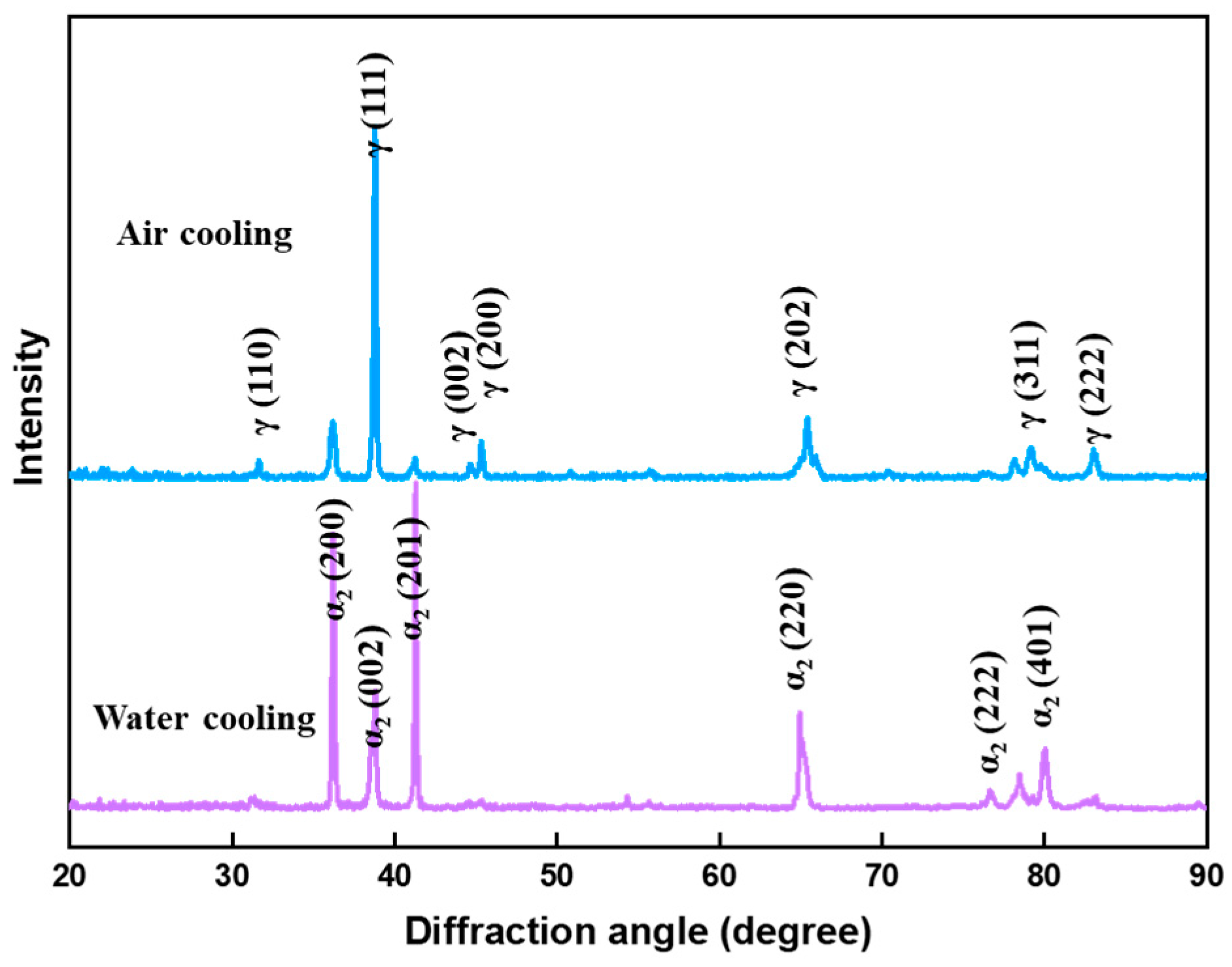
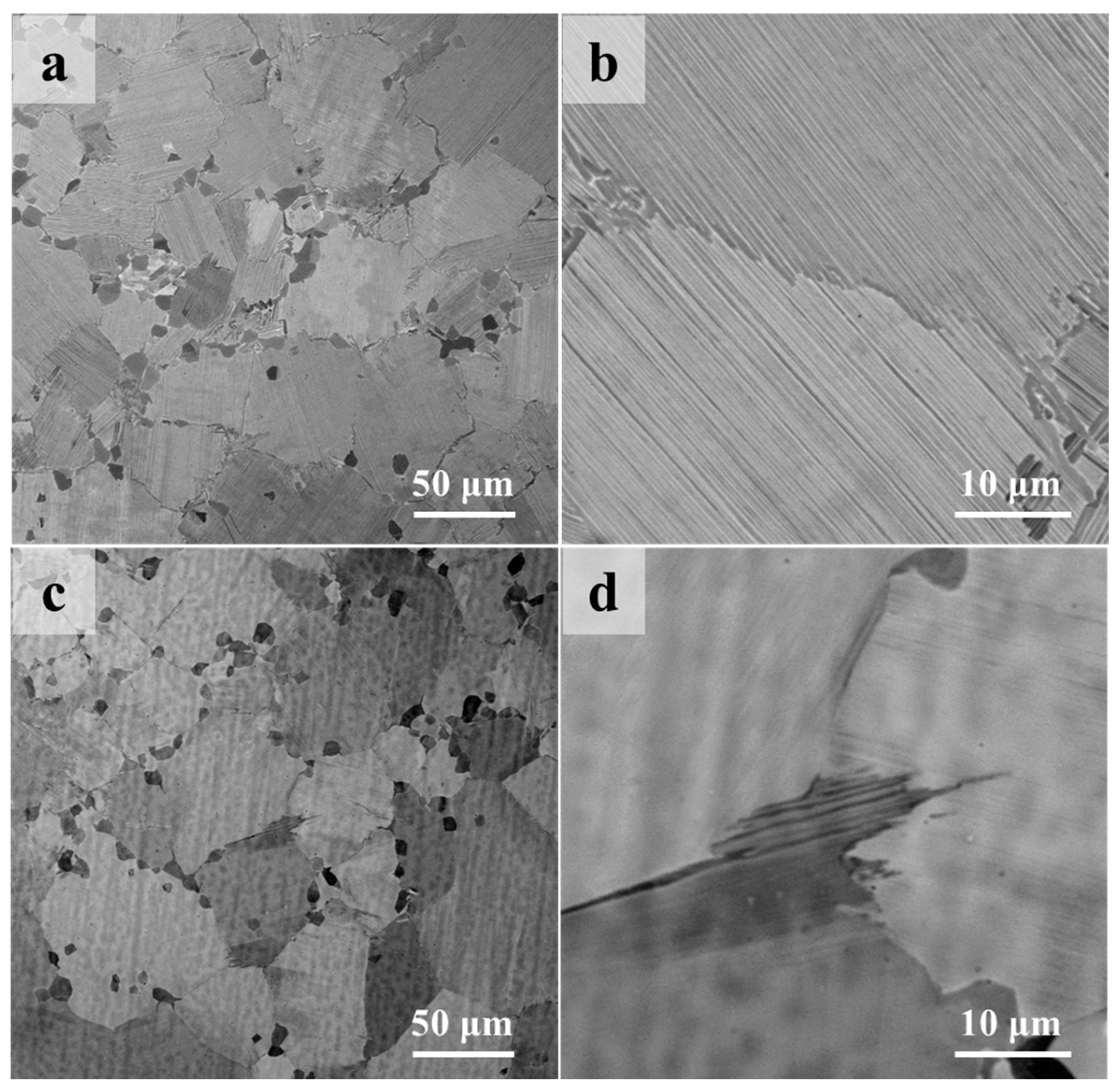
3.3. Effect of Cooling Method on Microstructure and Properties
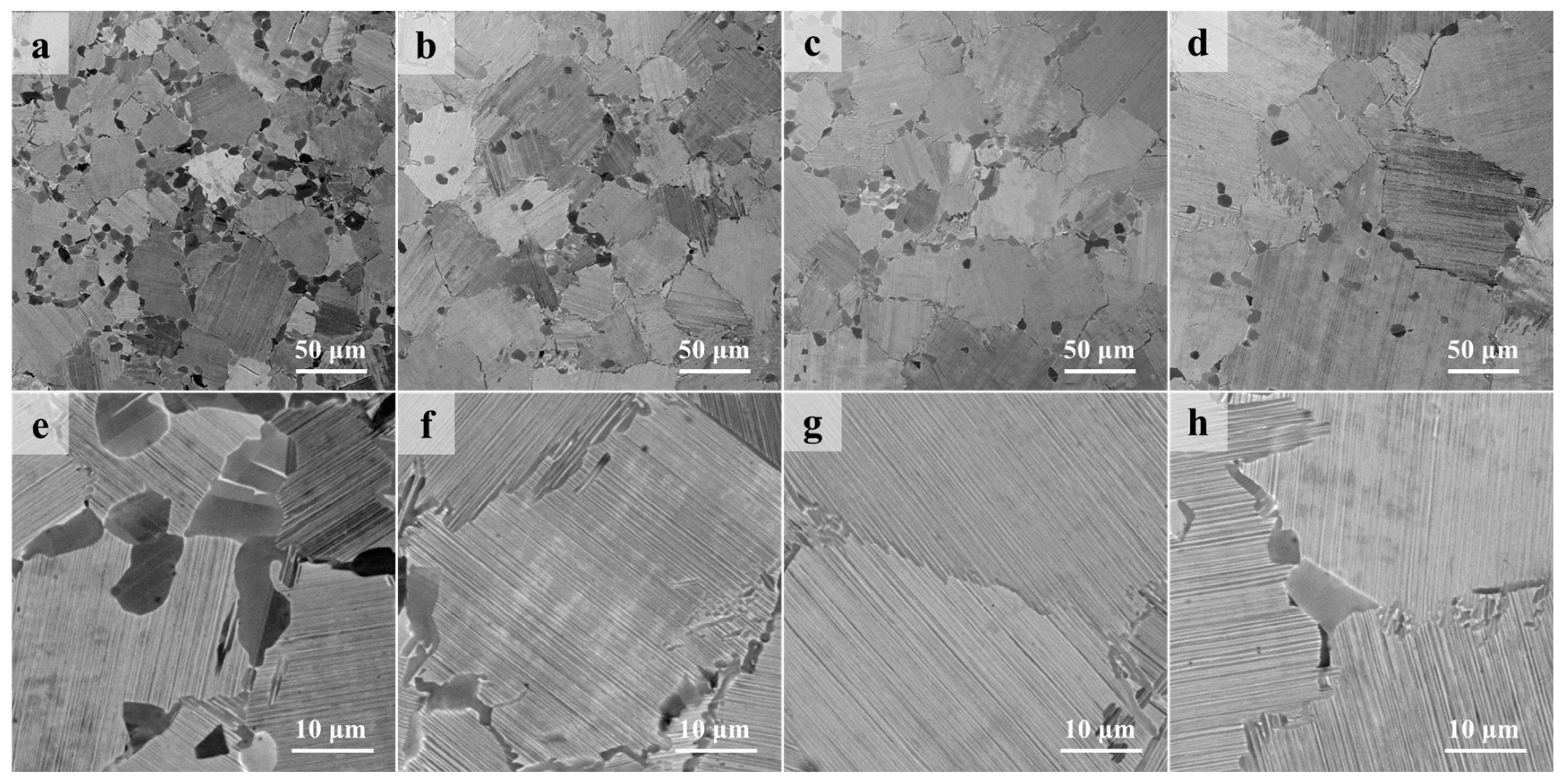
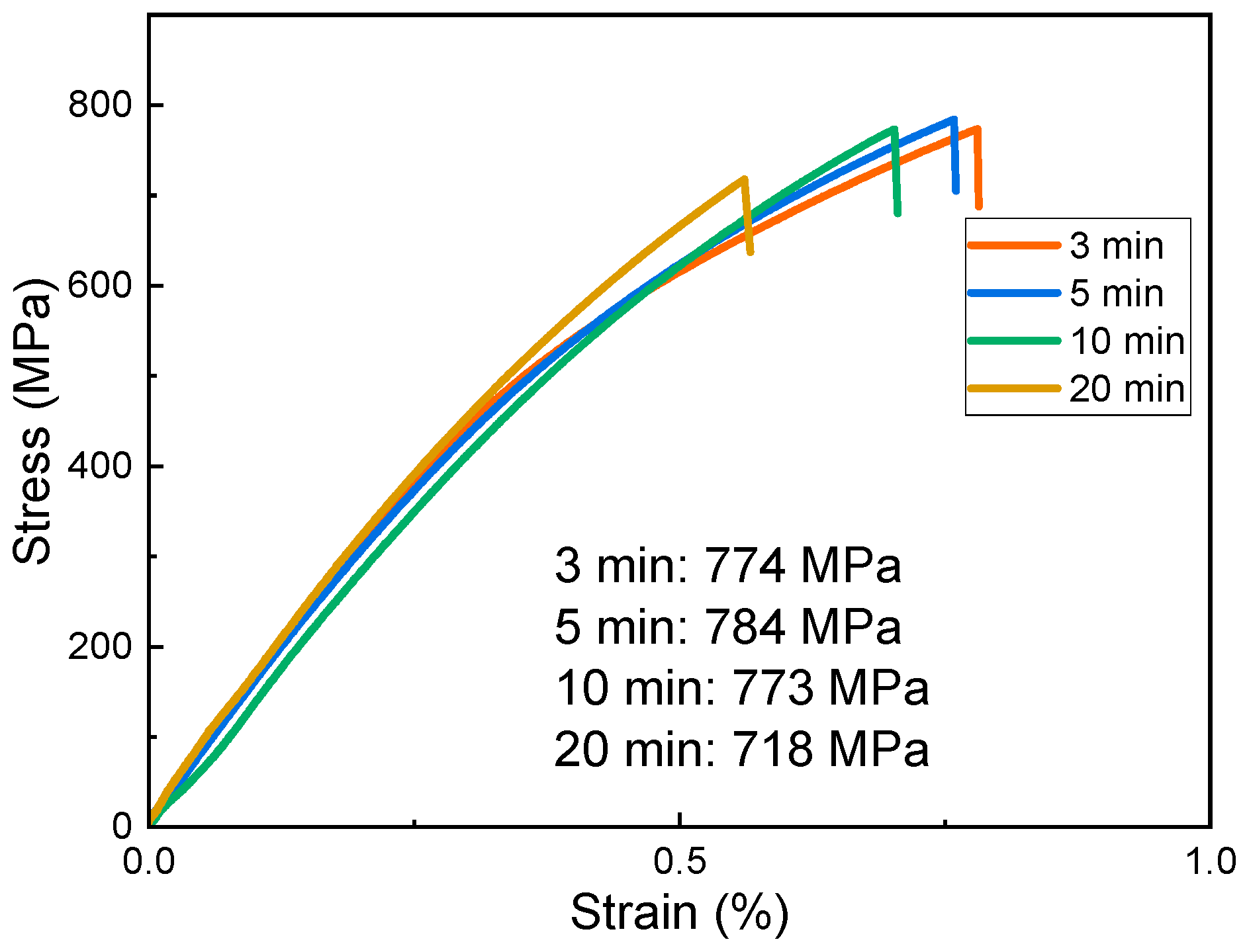
3.4. Effect of Holding Time on Microstructure and Properties
4. Discussion
5. Conclusions
- (1)
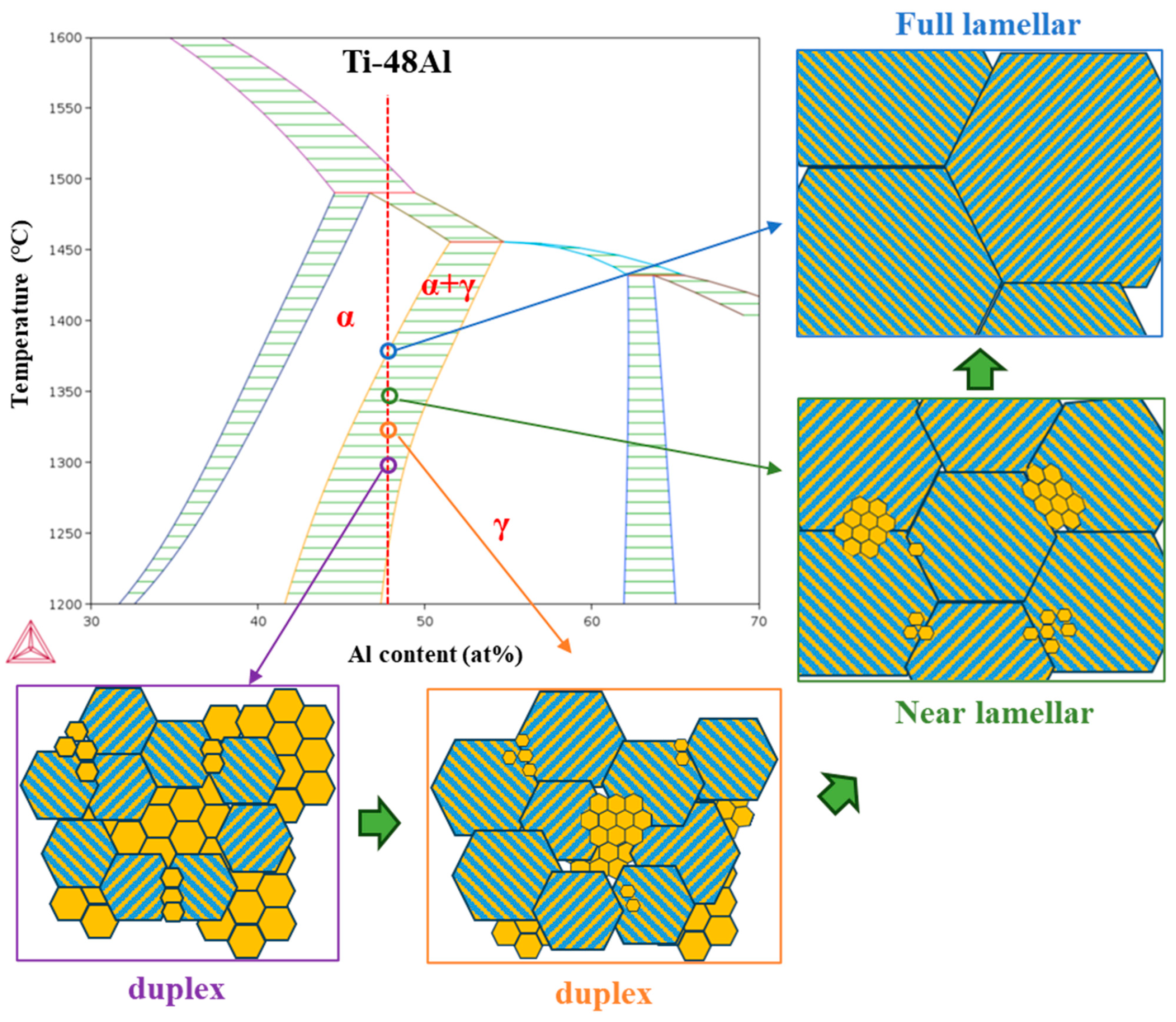
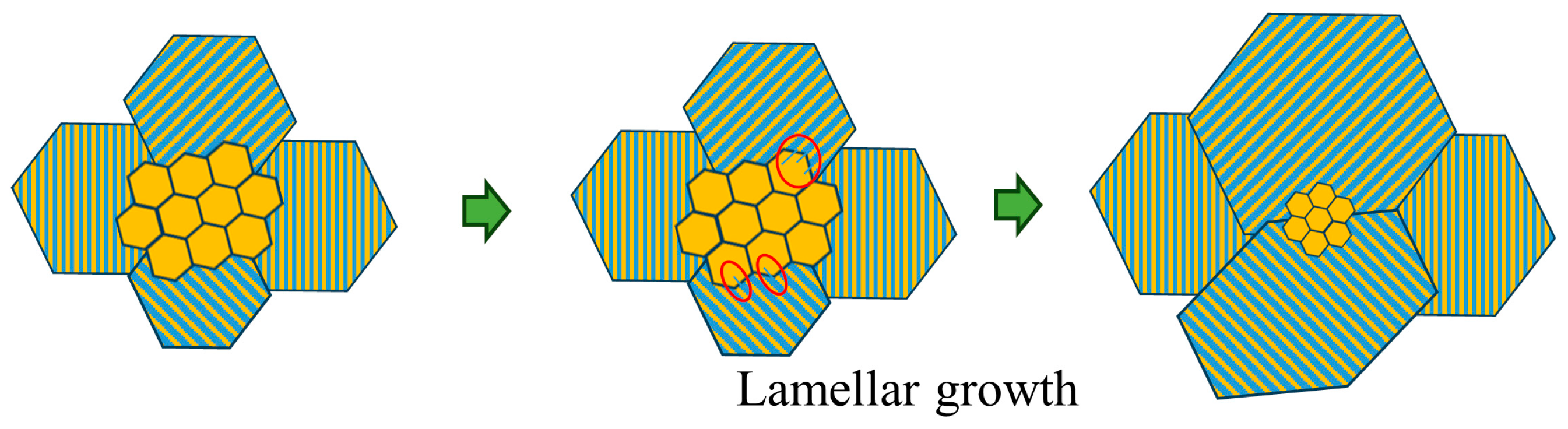
- The heat treatment temperature determines the type of microstructure, while the cooling rate determines the width of the lamellae. As the heat treatment temperature increases from the two-phase region to the α single-phase region, the microstructure transitions from dual-phase to near-lamellar. The strength of the alloy initially increases and then decreases, which is determined by both the number of lamellae and the grain size. With rapid cooling (water cooling), non-diffusive type blocky phase transformations occur, while slower cooling (air cooling) gradually forms α2/γ lamellar colonies.
- (2)
- The heat treatment process identified as suitable for powder Ti-48Al alloy was 1340 °C, holding for 5 min, followed by air cooling. Under these conditions, the microstructure of the alloy as near-lamellar, consisting of lamellar colonies (about 50 μm) and a small amount of fine γ equiaxed grains (about 10 μm). The room temperature tensile strength was 784 MPa, and the yield strength was 763 MPa, which represents improvements of 17.0% and 38.7%, respectively, compared to the extruded state.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zheng, G.; Tang, B.; Zhao, S.; Wang, W.Y.; Chen, X.; Zhu, L.; Li, J. Evading the strength-ductility trade-off at room temperature and achieving ultrahigh plasticity at 800 °C in a TiAl alloy. Acta Mater. 2022, 225, 117585. [Google Scholar] [CrossRef]
- Feng, J.; Gui, W.; Liu, Q.; Bi, W.; Ren, X.; Liang, Y.; Lin, J.; Luan, B. Ti–48Al–2Cr–2Nb alloys prepared by electron beam selective melting additive manufacturing: Microstructural and tensile properties. J. Mater. Res. Technol. 2023, 26, 9357. [Google Scholar] [CrossRef]
- Genc, O.; Unal, R. Development of gamma titanium aluminide (γ-TiAl) alloys. J. Alloys Compd. 2022, 929, 167262. [Google Scholar] [CrossRef]
- Schwaighofer, E.; Clemens, H.; Mayer, S.; Lindemann, J.; Klose, J.; Smarsly, W.; Güther, V. Microstructural design and mechanical properties of a cast and heat-treated intermetallic multi-phase γ-TiAl based alloy. Intermetallics 2014, 44, 128. [Google Scholar] [CrossRef]
- Xiang, L.; Tang, B.; Xue, X.; Kou, H.; Li, J. Microstructural characteristics and dynamic recrystallization behavior of β-γ TiAl based alloy during high temperature deformation. Intermetallics 2018, 97, 52. [Google Scholar] [CrossRef]
- Wang, Q.B.; Zhang, S.Z.; Zhang, C.J.; Zhang, W.G.; Yang, J.R.; Duo, D.; Zhu, D.D. The influence of the dynamic softening mechanism of α phase and γ phase on remnant lamellae during hot deformation. J. Alloys Compd. 2021, 872, 159514. [Google Scholar] [CrossRef]
- Kim, Y.W. Wrought TiAl alloy design. Trans. Nonferrous Met. Soc. China 1999, 9, 298. [Google Scholar]
- Kim, J.K.; Kim, J.H.; Kim, J.Y.; Park, S.H.; Kim, S.W.; Oh, M.H.; Kim, S.E. Producing fine fully lamellar microstructure for cast γ-TiAl without hot working. Intermetallics 2020, 120, 106728. [Google Scholar] [CrossRef]
- Yim, S.; Bian, H.; Aoyagi, K.; Chiba, A. Effect of multi-stage heat treatment on mechanical properties and microstructure transformation of Ti–48Al–2Cr–2Nb alloy. Mater. Sci. Eng. A 2021, 816, 141321. [Google Scholar] [CrossRef]
- Wallgram, W.; Clemens, H.; Kremmer, S.; Otto, A.; Güther, V. Hot-die Forging of a β-stabilized γ-TiAl Based Alloy. MRS Online Proc. Libr. 2008, 1128, 1128-U03. [Google Scholar] [CrossRef]
- Bolz, S.; Oehring, M.; Lindemann, J.; Pyczak, F.; Paul, J.; Stark, A.; Lippmann, T.; Schrüfer, S.; Roth-Fagaraseanu, D.; Schreyer, A.; et al. Microstructure and mechanical properties of a forged β-solidifying γ TiAl alloy in different heat treatment conditions. Intermetallics 2015, 58, 71. [Google Scholar] [CrossRef]
- Yan, M.; Yang, F.; Zhang, H.; Zhang, C.; Zhang, H.; Chen, C.; Guo, Z. Multiple intermetallic compounds reinforced Ti–48Al alloy with simple composition and high strength. Mater. Sci. Eng. A 2022, 858, 144152. [Google Scholar] [CrossRef]
- E8/E8M; Standard Test Methods for Tension Testing of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2017.
- Clemens, H.; Kestler, H. Processing and applications of intermetallic γ-TiAl-based alloys. Adv. Eng. Mater. 2000, 2, 551. [Google Scholar] [CrossRef]
- Ge, G.; Wang, Z.; Liang, S.; Zhang, L. Achievement of forging without canning for β-solidifying γ-TiAl alloy containing high content of niobium. Mater. Manuf. Process. 2021, 36, 1667. [Google Scholar] [CrossRef]
- Liu, C.T.; Maziasz, P.J. Microstructural control and mechanical properties of dual-phase TiAl alloys. Intermetallics 1998, 6, 653. [Google Scholar] [CrossRef]
- Hu, D.; Huang, A.J.; Novovic, D.; Wu, X. The effect of boron and alpha grain size on the massive transformation in Ti–46Al–8Nb–xB alloys. Intermetallics 2006, 14, 818. [Google Scholar] [CrossRef]
- Huang, A.; Loretto, M.H.; Hu, D.; Liu, K.; Wu, X. The role of oxygen content and cooling rate on transformations in TiAl-based alloys. Intermetallics 2006, 14, 838. [Google Scholar] [CrossRef]
- Zong, Y.; Wen, D.; Liu, Z.; Shan, D. γ-Phase transformation, dynamic recrystallization and texture of a forged TiAl-based alloy based on plane strain compression at elevated temperature. Mater. Des. 2016, 91, 321. [Google Scholar] [CrossRef]
- Sun, Y.G.; Zhang, C.J.; Feng, H.; Zhang, S.Z.; Han, J.C.; Zhang, W.G.; Zhao, E.T.; Wang, H.W. Dynamic recrystallization mechanism and improved mechanical properties of a near α high temperature titanium alloy processed by severe plastic deformation. Mater. Charact. 2020, 163, 110281. [Google Scholar] [CrossRef]
- Yan, M.; Yang, F.; Zhang, H.; Yang, G.; Zhang, H.; Qi, M.; Zhang, C.; Zhang, J.; Chen, C.; Guo, Z. Fine duplex Ti-48Al alloy with high strength produced by forging based on near-γ microstructure. J. Alloys Compd. 2023, 942, 169058. [Google Scholar] [CrossRef]
- Yoo, M.H.; Yoshimi, K. An empirical model for ideal work of adhesion: Transition-metal aluminides and silicides. Intermetallics 2000, 8, 1215. [Google Scholar] [CrossRef]
- Dimiduk, D.M.; Hazzledine, P.M.; Parthasarathy, T.A.; Mendiratta, M.G.; Seshagiri, S. The role of grain size and selected microstructural parameters in strengthening fully lamellar TiAl alloys. Metall. Mater. Trans. A 1998, 29, 37. [Google Scholar] [CrossRef]
- Chen, X.; Tang, B.; Chen, W.; Yang, Y.; Zheng, G.; Fan, Z.; Li, J. Effect of inter-pass annealing on the deformation microstructure of Ti-48Al-2Cr-2Nb alloy. J. Alloys Compd. 2023, 934, 167751. [Google Scholar] [CrossRef]
- Hu, D.; Godfrey, A.; Blenkinsop, P.A.; Loretto, M.H. Processing-property-microstructure relationships in TiAl-based alloys. Metall. Mater. Trans. A 1998, 29, 919. [Google Scholar] [CrossRef]
- Lee, I.S.; Hwang, S.K.; Park, W.K.; Lee, J.H.; Park, D.H.; Kim, H.M.; Lee, Y.T. Direct consolidation of TiAl-X alloy from elemental powder mixture. Scr. Metall. Mater. 1994, 31, 57. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature/°C | 1300 | 1320 | 1340 | 1360 |
| Equiaxial grain size/μm | 12 | 11 | 8 | - |
| Lamellar colonies size/μm | 18 | 28 | 57 | 107 |
| Lamellar interspacing/nm | 468 | 476 | 445 | 701 |
| Lamellar colonies ratio/% | 64 | 79 | 92 | 100 |
| Holding Time/°C | Equiaxial Grain Size/μm | Lamellar Colonies Size/μm | Lamellar Colonies Ratio/% |
|---|---|---|---|
| 3 | 10 | 31 | 81 |
| 5 | 8 | 43 | 88 |
| 10 | 8 | 57 | 92 |
| 20 | 8 | 75 | 94 |
| Alloy Composition | Process | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| Ti-48Al (this work) | HT | 784 | 763 | 0.8 |
| Ti-48Al-2Cr-2Nb [9] | CHT | 697 | - | 2.1 |
| Ti-48Al-2Cr-2Nb [24] | Forging | 474 | 357 | 1.64 |
| Ti-48Al-2Cr-2Nb [25] | HT | 477 | 577 | 1.2 |
| Ti-44.5Al-1.0Cr-2.5V-2.0Mo [26] | HE | 540 | 481 | - |
| Ti-48Al-2Cr-2Nb [2] | EBM | 855 | - | 2.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yan, M.; Zhang, H.; Yang, F.; Gui, Y.; Han, Z.; Fu, H. The Effect of Heat Treatment on the Microstructure and Mechanical Properties of Powder Metallurgy Ti-48Al Alloy. Metals 2024, 14, 661. https://doi.org/10.3390/met14060661
Yan M, Zhang H, Yang F, Gui Y, Han Z, Fu H. The Effect of Heat Treatment on the Microstructure and Mechanical Properties of Powder Metallurgy Ti-48Al Alloy. Metals. 2024; 14(6):661. https://doi.org/10.3390/met14060661
Chicago/Turabian StyleYan, Mengjie, Hongtao Zhang, Fang Yang, Yunwei Gui, Zhijie Han, and Huadong Fu. 2024. "The Effect of Heat Treatment on the Microstructure and Mechanical Properties of Powder Metallurgy Ti-48Al Alloy" Metals 14, no. 6: 661. https://doi.org/10.3390/met14060661