
Microstructure and Pore Characteristics of a Double-Layered Pore Structure Powder Filter Fabricated by the WPS Process


Abstract
:1. Introduction
2. Materials and Methods
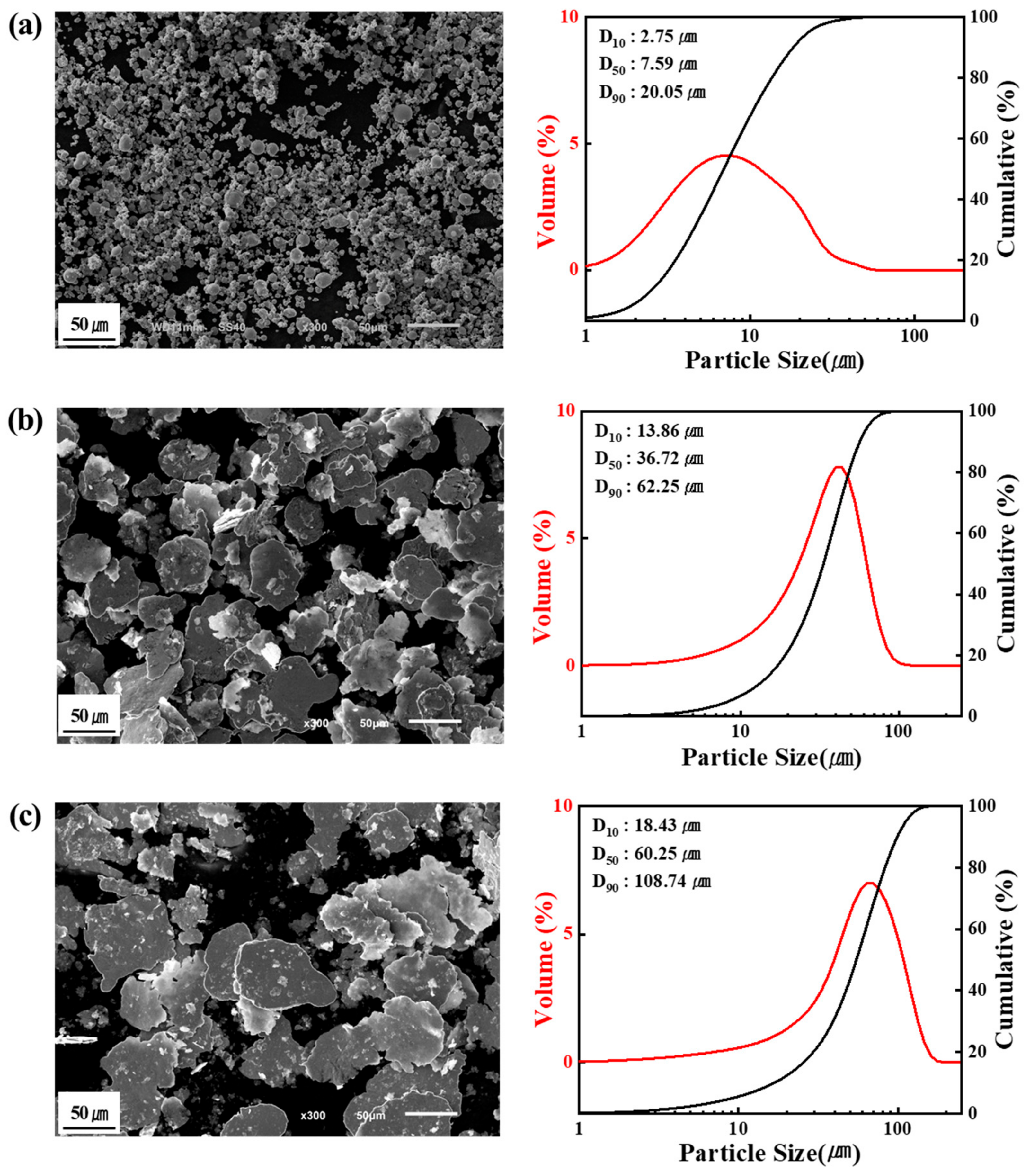
2.1. Materials
2.2. Production Process
2.3. Characterization of DLP Powder Filter Samples
3. Results and Discussion
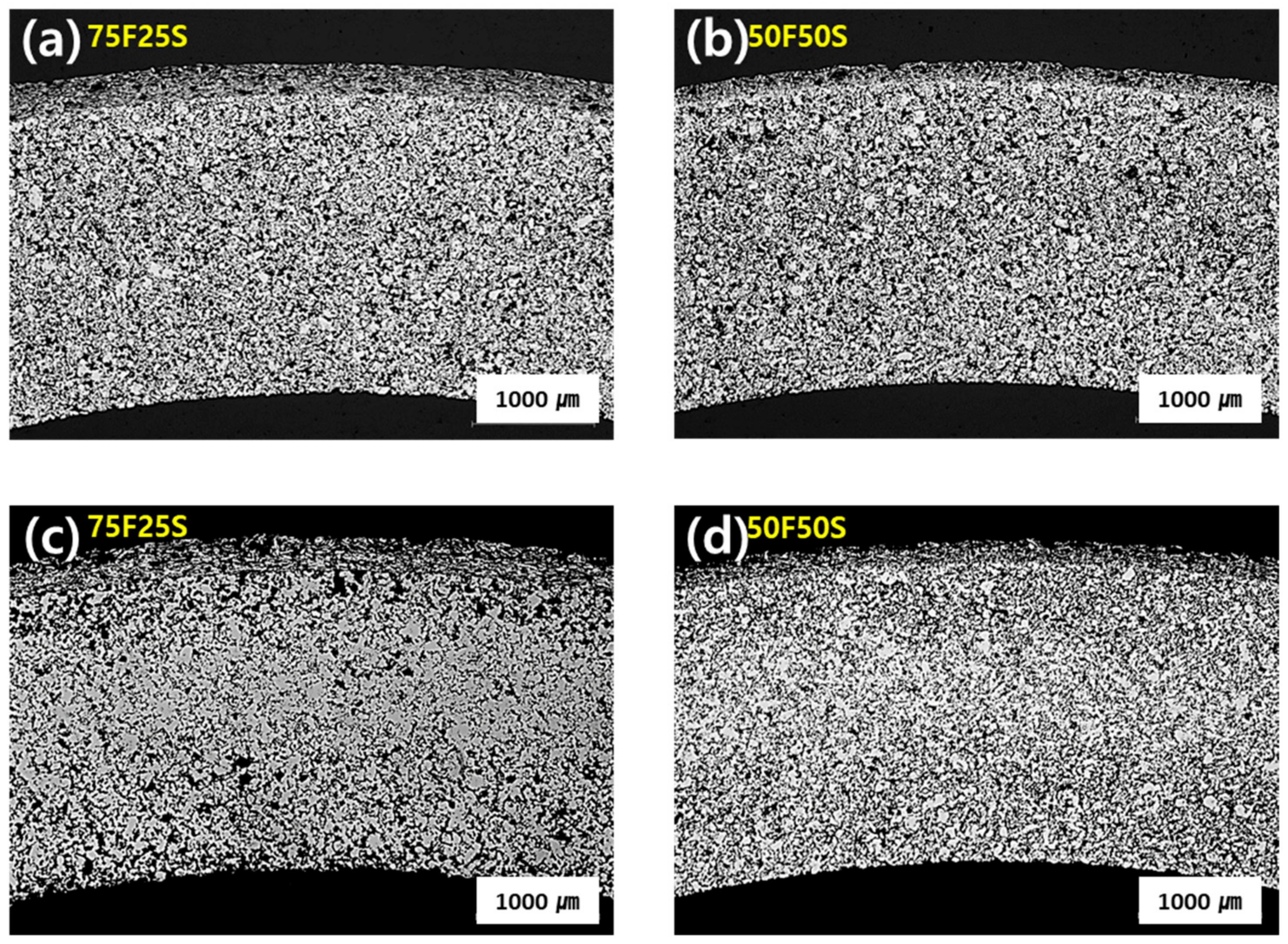
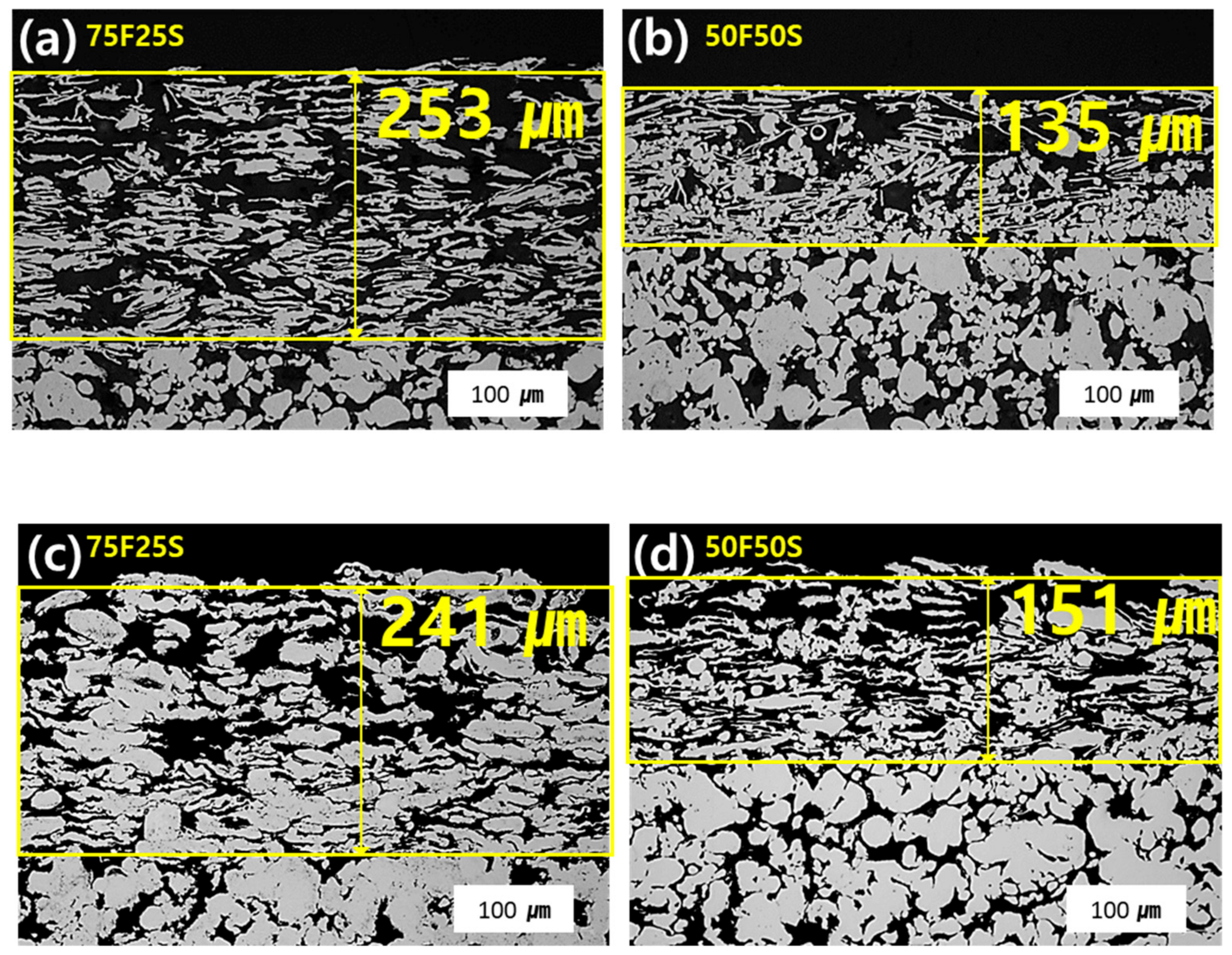
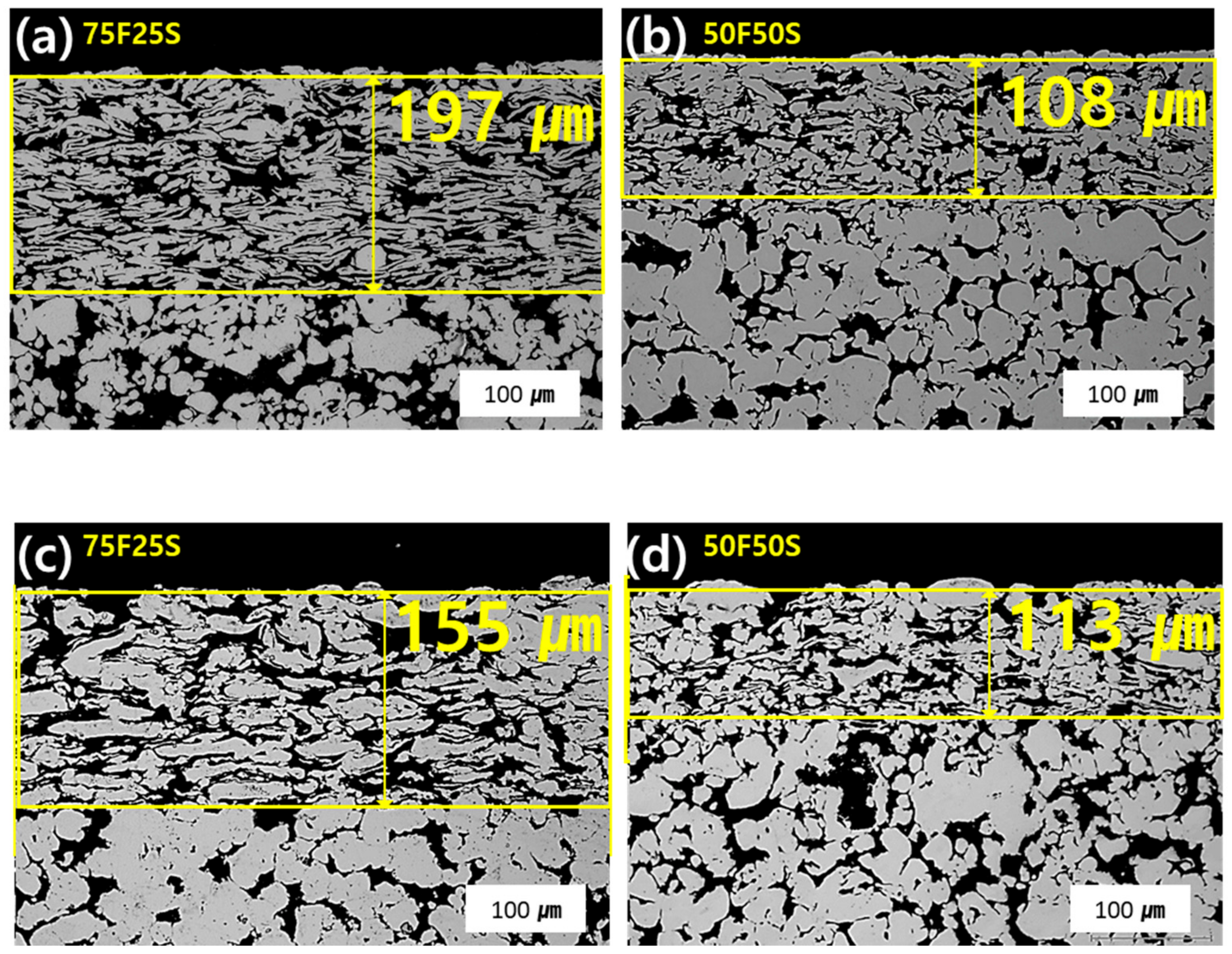
3.1. Microstructure
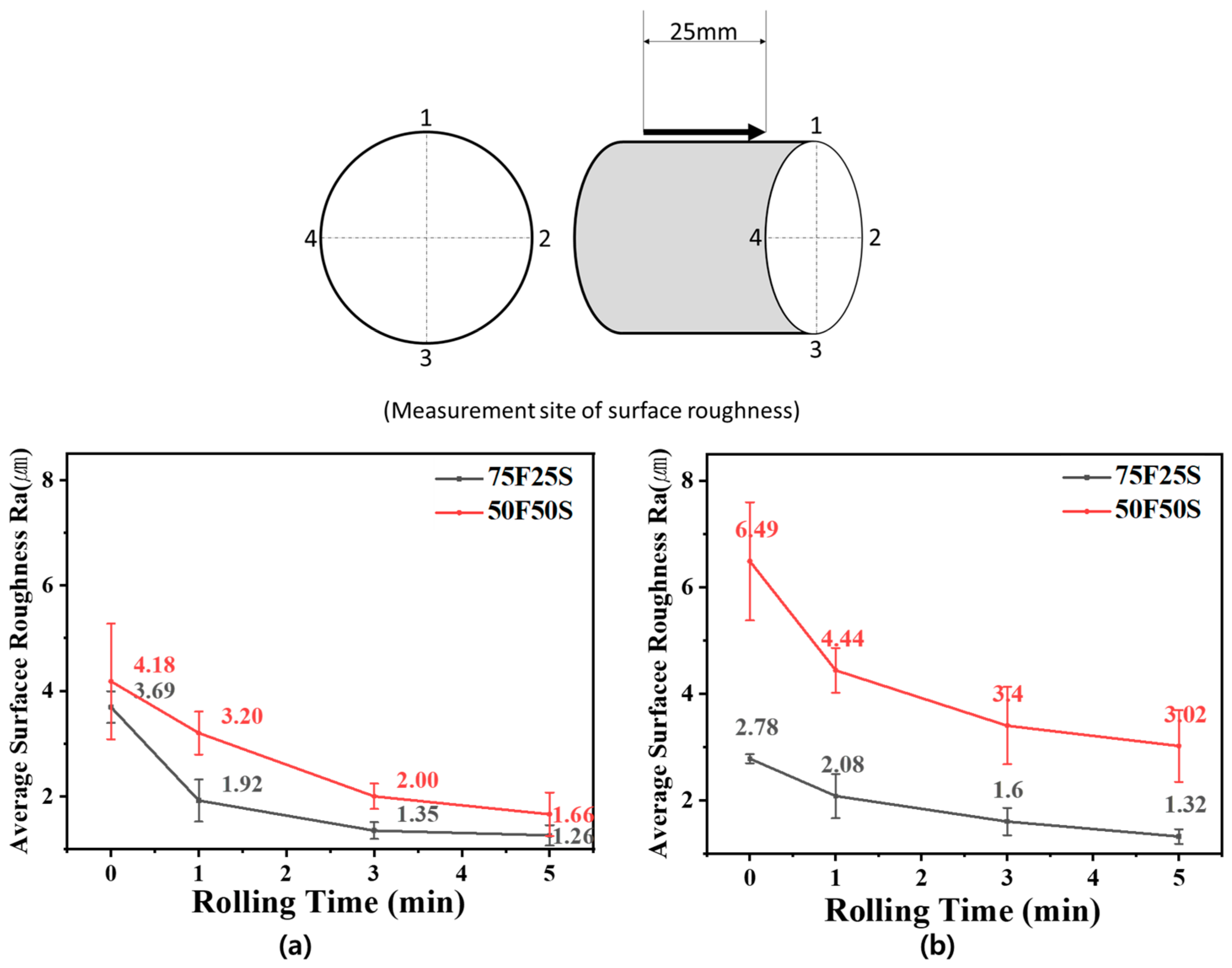
3.2. Surface Roughness
3.3. Porosity
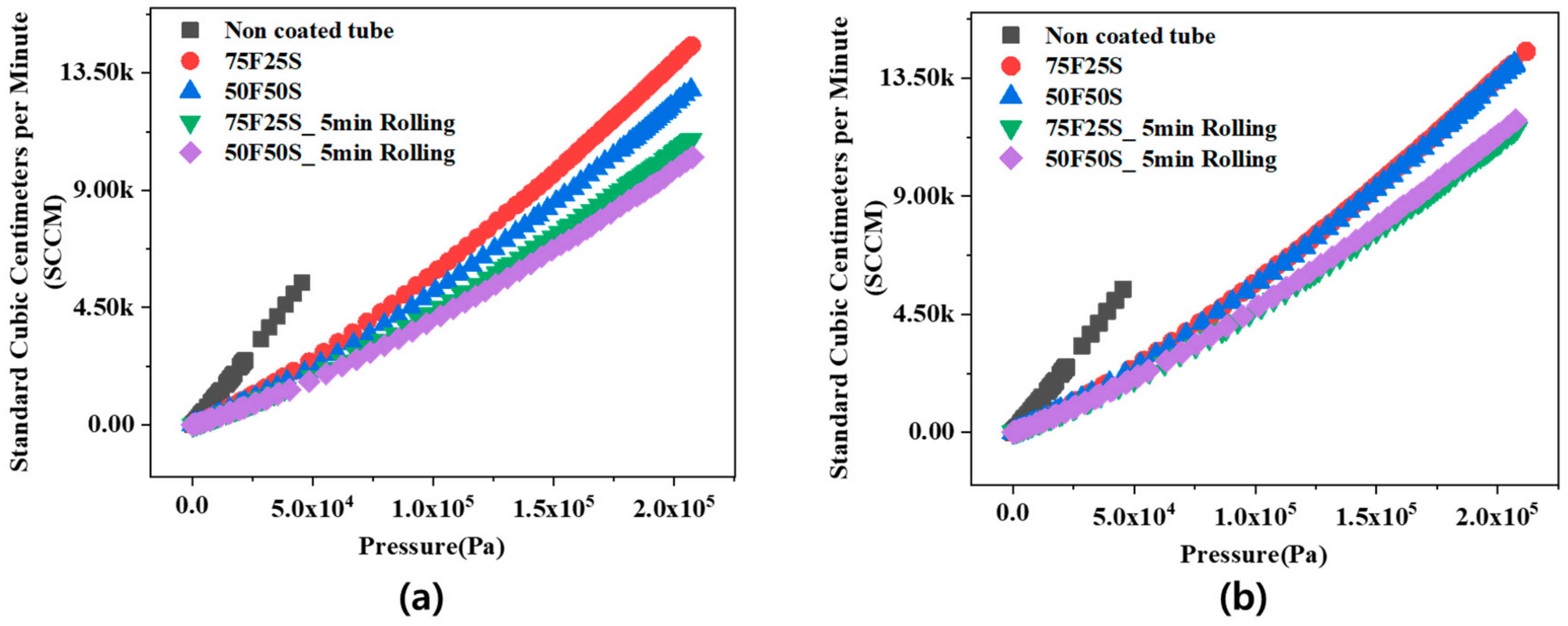
3.4. Gas Permeability
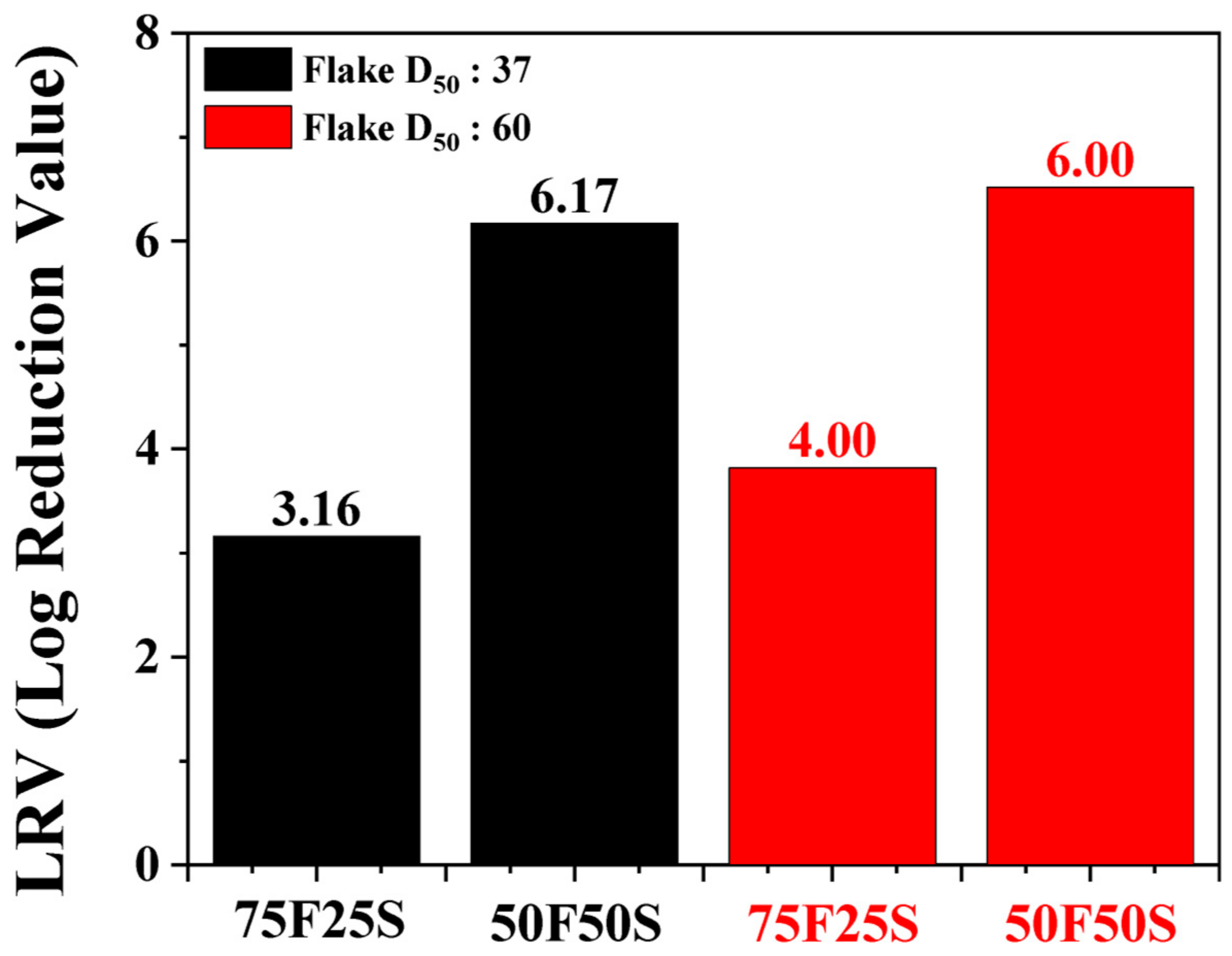
3.5. Filtration Efficiency
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shim, J.D.; Byun, J.Y. Production Processes of Porous Metals and Their Applications. Korean J. Mater. Res. 2015, 25, 155–164. [Google Scholar] [CrossRef]
- Costanza, G.; Solaiyappan, D.; Tata, M.E. Properties, Applications and Recent Developments of Cellular Solid Materials: A Review. Materials 2023, 16, 7076. [Google Scholar] [CrossRef] [PubMed]
- Behymer, N.; Morsi, K. Closed-Cell Metallic Foams Produced via Powder Metallurgy. Metals 2023, 13, 959–988. [Google Scholar] [CrossRef]
- Skibinski, J.; Cwieka, K.; Kowalkowski, T.; Wysocki, B.; Wejrzanowski, T.; Kurzydlowski, K.J. The influence of pore size variation on the pressure drop in open-cell foams. Mater. Des. 2015, 87, 650–655. [Google Scholar] [CrossRef]
- Ashby, M.F.; Evans, A.; Fleck, N.A.; Gibson, L.J.; Hutchinson, J.W.; Wadley, H.N.G.; Delale, F. Metal foams: A design guide. Appl. Mech. Rev. 2001, 54, B105–B106. [Google Scholar] [CrossRef]
- Heikkinen, M.S.; Harley, N.H. Experimental investigation of sintered porous metal filters. J. Aerosol Sci. 2000, 31, 721–738. [Google Scholar] [CrossRef]
- Park, J.E.; Hwang, W.; Lim, M.S.; Kim, S.; Ahn, C.Y.; Kim, O.H.; Shim, J.G.; Lee, D.W.; Lee, J.H.; Cho, Y.H.; et al. Achieving breakthrough performance caused by optimized metal foam flow field in fuel cells. Int. J. Hydrogen Energy 2019, 44, 22074–22084. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, G.M.; Jo, S.T.; Kim, D.W. A study on the surface pre-treatment of the porous metal support for the hydrogen separation membrane. In Proceedings of the Korean Institute of Surface Engineering Conference the Korean Institute of Surface Engineering, Seoul, Republic of Korea, 20–21 November 2014; pp. 156–157. [Google Scholar]
- Hwang, K.R.; Oh, D.K.; Lee, S.W.; Park, J.S.; Song, M.H.; Rhee, W.H. Porous stainless steel support for hydrogen separation Pd membrane; fabrication by metal injection molding and simple surface modification. Int. J. Hydrogen Energy 2017, 42, 14583–14592. [Google Scholar] [CrossRef]
- Lefebvre, L.P.; Banhart, J.; Dunand, D.C. Porous metals and metallic foams: Current status and recent developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef]
- Gallucci, F.; Fernandez, E.; Corengia, P.; Annaland, M.V.S. Recent advances on membranes and membrane reactors for hydrogen production. Chem. Eng. Sci. 2013, 92, 40–66. [Google Scholar] [CrossRef]
- Lee, M.S.; Lee, K.H.; Lee, Y.S.; Chung, K.Y. A Study on the Validity of the Metal Filter Application in MBR Process. Membr. Soc. Korea 2022, 32, 66–73. [Google Scholar] [CrossRef]
- Jeon, D.H.; Greenway, S.; Shimpalee Van Zee, J.W. The effect of serpentine flow-field designs on PEM fuel cell performance. Int. J. Hydrogen Energy 2008, 33, 1052–1066. [Google Scholar] [CrossRef]
- Kumar, A.; Reddy, R.G. Materials and design development for bipolar/end plates in fuel cells. J. Power Sources 2004, 129, 62–67. [Google Scholar] [CrossRef]
- Jo, A.; Ju, H. Numerical study on applicability of metal foam as flow distributor in polymer electrolyte fuel cells (PEFCs). Int. J. Hydrogen Energy 2018, 43, 14012–14026. [Google Scholar] [CrossRef]
- Kozakai, M.; Date, K.; Tabe, Y.; Chikahisa, T. Improving gas diffusivity with bi-porous flow-field in polymer electrolyte membrane fuel cells. Int. J. Hydrogen Energy 2016, 41, 13180–13189. [Google Scholar] [CrossRef]
- Seong, G.H. Study on Characteristics and Application of High-Flow Metal Membrane with High Corrosion Resistance. Ph.D. Thesis, Hanyang University, Seoul, Republic of Korea, 2018. Available online: https://repository.hanyang.ac.kr/handle/20.500.11754/69007 (accessed on 3 December 2021).
- Cho, Y.B.; Jeon, K.S.; Her, J.Y.; You, K.H. Study on improvement of efficiency of gas filter at the natural gas valve station. Korean Inst. Gas 1998, 2, 47–52. [Google Scholar]
- Ou, Q.; Maricq, M.M.; Pakko, J.; Chanko, T.B.; Pui, D.Y. Design and evaluation of a sintered metal fiber filter for gasoline direct injection engine exhaust aftertreatment. J. Aerosol Sci. 2019, 133, 12–23. [Google Scholar] [CrossRef]
- Banhart, J. Manufacturing routes for metallic foams. JOM 2000, 52, 22–27. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Wang, N.; Chen, X.; Li, Y.; Liu, Z.; Zhao, Z.; Cheng, Y.; Liu, Y.; Zhang, H. The cell size reduction of aluminum foam with dynamic gas injection based on the improved foamable melt. Colloids Surf. A Physicochem. Eng. Asp. 2017, 527, 123–131. [Google Scholar] [CrossRef]
- Choi, J.H.; Yang, S.S.; Kim, Y.D.; Yun, J.Y. The Effect of Binder Content for the Pore Properties of Fe Foam Fabricated by Slurry Coating Process. J. Korea Powd. Met. Inst. 2013, 20, 266–270. [Google Scholar] [CrossRef]
- Jeong, H.Y.; Kim, T.Y.; Im, E.M.; Lim, D.H. Optimum Synthesis Conditions of Coating Slurry for Metallic Structured De-NO x Catalyst by Coating Process on Ship Exhaust Gas. Clean Technol. 2018, 24, 127–134. [Google Scholar] [CrossRef]
- Mondal, D.P.; Jain, H.; Das, S.; Jha, A.K. Stainless steel foams made through powder metallurgy route using NH4HCO3 as space holder. Mater. Des. 2015, 88, 430–437. [Google Scholar] [CrossRef]
- Jain, H.; Kumar, R.; Gupta, G.; Mondal, D.P. Microstructure, mechanical and EMI shielding performance in open cell austenitic stainless steel foam made through PU foam template. Mater. Chem. Phys. 2020, 241, 122–273. [Google Scholar] [CrossRef]
- Essa, K.; Jamshidi, P.; Zou, J.; Attallah, M.M.; Hassanin, H. Porosity control in 316L stainless steel using cold and hot isostatic pressing. Mater. Des. 2018, 138, 21–29. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Du, M.; Xie, Z. 316L stainless steel with gradient porosity fabricated by selective laser melting. J. Mater. Eng. Perform. 2010, 19, 666–671. [Google Scholar] [CrossRef]
- Meenashisundaram, G.K.; Xu, Z.; Nai, M.L.S.; Lu, S.; Ten, J.S.; Wei, J. Binder jetting additive manufacturing of high porosity 316L stainless steel metal foams. Materials 2020, 13, 3744. [Google Scholar] [CrossRef] [PubMed]
- Lee, M.J.; Kim, H.J.; Park, M.H.; Yun, J.Y. Fabrication and Pore Properties of SUS316L Membrane with Double-Layered Pore Structures by Wet Powder Spraying. Arch. Metall. Mater. 2022, 67, 1531–1534. [Google Scholar] [CrossRef]
- Lee, M.J.; Yi, Y.J.; Kim, H.J.; Park, M.; Lee, J.; Yun, J.Y. Microstructure and Pore characteristics of a sus316L Gas filter fabricated by Wet Powder Spraying. Arch. Metall. Mater. 2022, 67, 1547–1550. [Google Scholar] [CrossRef]
- Lee, C.H.; Choi, J.H.; Kim, M.S.; Seo, B.H.; Kang, C.H.; Lim, D.H. An Optimization Study on a Low-temperature De-NOx Catalyst Coated on Metallic Monolith for Steel Plant Applications. Clean Technol. 2021, 27, 332–340. [Google Scholar] [CrossRef]
- Wolff, M.; Schwiers, A.; Wilkner, K.; Sebold, D.; Menzler, N.H. Wet powder spraying—A versatile and highly effective technique for the application of spinel-type protective coatings on SOC interconnects. J. Power Sources 2024, 592, 233931. [Google Scholar] [CrossRef]
- Marie, A.; Tourbin, M.; Robisson, A.C.; Ablitzer, C.; Frances, C. Wet size measurements for the evaluation of the deagglomeration behaviour of spray-dried alumina powders in suspension. Ceram. Int. 2022, 48, 7926–7936. [Google Scholar] [CrossRef]
- Ruder, A.; Buchkremer, H.P.; Jansen, H.; Mallener, W.; Stöver, D. Wet powder spraying—A process for the production of coatings. Surf. Coat. Technol. 1992, 53, 71–74. [Google Scholar] [CrossRef]
- Zhao, L.; Bram, M.; Buchkremer, H.P.; Stöver, D.; Li, Z. Preparation of TiO2 composite microfiltration membranes by the wet powder spraying method. J. Membr. Sci. 2004, 244, 107–115. [Google Scholar] [CrossRef]
- Smith, B.H.; Szyniszewski, S.; Hajjar, J.F.; Schafer, B.W.; Arwade, S.R. Steel foam for structures: A review of applications, manufacturing and material properties. J. Constr. Steel Res. 2012, 71, 1–10. [Google Scholar] [CrossRef]
- Park, M.H.; Lee, S.H.; Lee, K.H.; Kim, J.G. Filter for Integrated Gas Supply System Module and Manufacturing Method of the Same. K.R. Patent No. 20210026348A, 8 August 2021. [Google Scholar]
- Yun, J.Y.; Park, M.H.; Lee, K.H.; Kang, D.H. Filter Comprising a Coating Layer of Flake-Like Powders and a Preparation Method Thereof. U.S. Patent No. 11,660,556, 30 May 2023. [Google Scholar]
- Yun, S.J.; Kim, H.J.; Seo, E.C.; Kim, M.J.; Park, M.H.; Lee, J.W.; Yun, J.Y. Fabrication of a Plate-type Porous stainless steel 316l Powder Filter with different Pore structures without use of a binder. Arch. Metall. Mater. 2024, 69, 497–500. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Shape | Element (wt.%) | Mixing Ratio (%) | ||||
|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Fe | 75F25S | 50F50S | |
| Spherical | 16~18 | 12~16 | 2~3 | Balance | 25 | 50 |
| Flake | 16~18.5 | 10~14 | 2~3 | Balance | 75 | 50 |
| Tube-type filter support | Exterior diameter (30 mm), Inner diameter (25.5 mm), Length (70 mm) |
| Spray nozzle type | Vortex (Atomax BN160) |
| Binder solution | Methycellulose 4 wt.% + Distilled water 96 wt.% |
| Slurry | Powder 40 wt.% + Binder solution 20 wt.% + Ethanol 40 wt.% |
| Slurry flow rate (mL/min) | 200 |
| Air pressure (MPa) | 0.25 |
| Distance between nozzle tip and tube (mm) | 130 |
| Width of movement (mm) | 523 |
| Nozzle moving speed (mm/s) | 87.17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, M.-J.; Kim, H.-J.; Kang, D.-H.; Lee, J.W.; Yun, J.-Y. Microstructure and Pore Characteristics of a Double-Layered Pore Structure Powder Filter Fabricated by the WPS Process. Metals 2024, 14, 665. https://doi.org/10.3390/met14060665
Lee M-J, Kim H-J, Kang D-H, Lee JW, Yun J-Y. Microstructure and Pore Characteristics of a Double-Layered Pore Structure Powder Filter Fabricated by the WPS Process. Metals. 2024; 14(6):665. https://doi.org/10.3390/met14060665
Chicago/Turabian StyleLee, Min-Jeong, Hyeon-Ju Kim, Du-Hong Kang, Jung Woo Lee, and Jung-Yeul Yun. 2024. "Microstructure and Pore Characteristics of a Double-Layered Pore Structure Powder Filter Fabricated by the WPS Process" Metals 14, no. 6: 665. https://doi.org/10.3390/met14060665