A Study on the Effects of Welding Deformation According to Weld Sequence in Overlay-Welded Structures


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
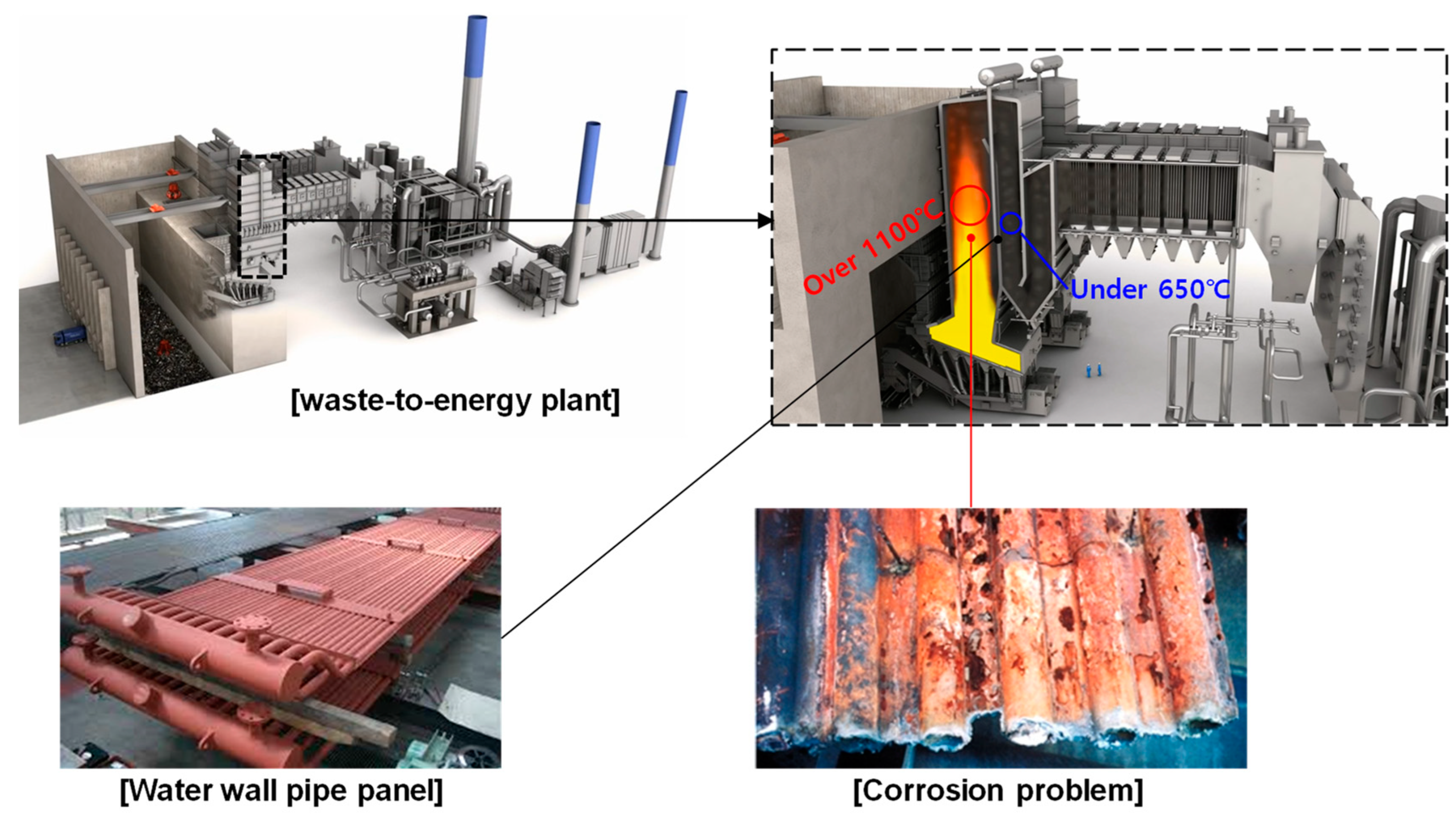
:1. Introduction
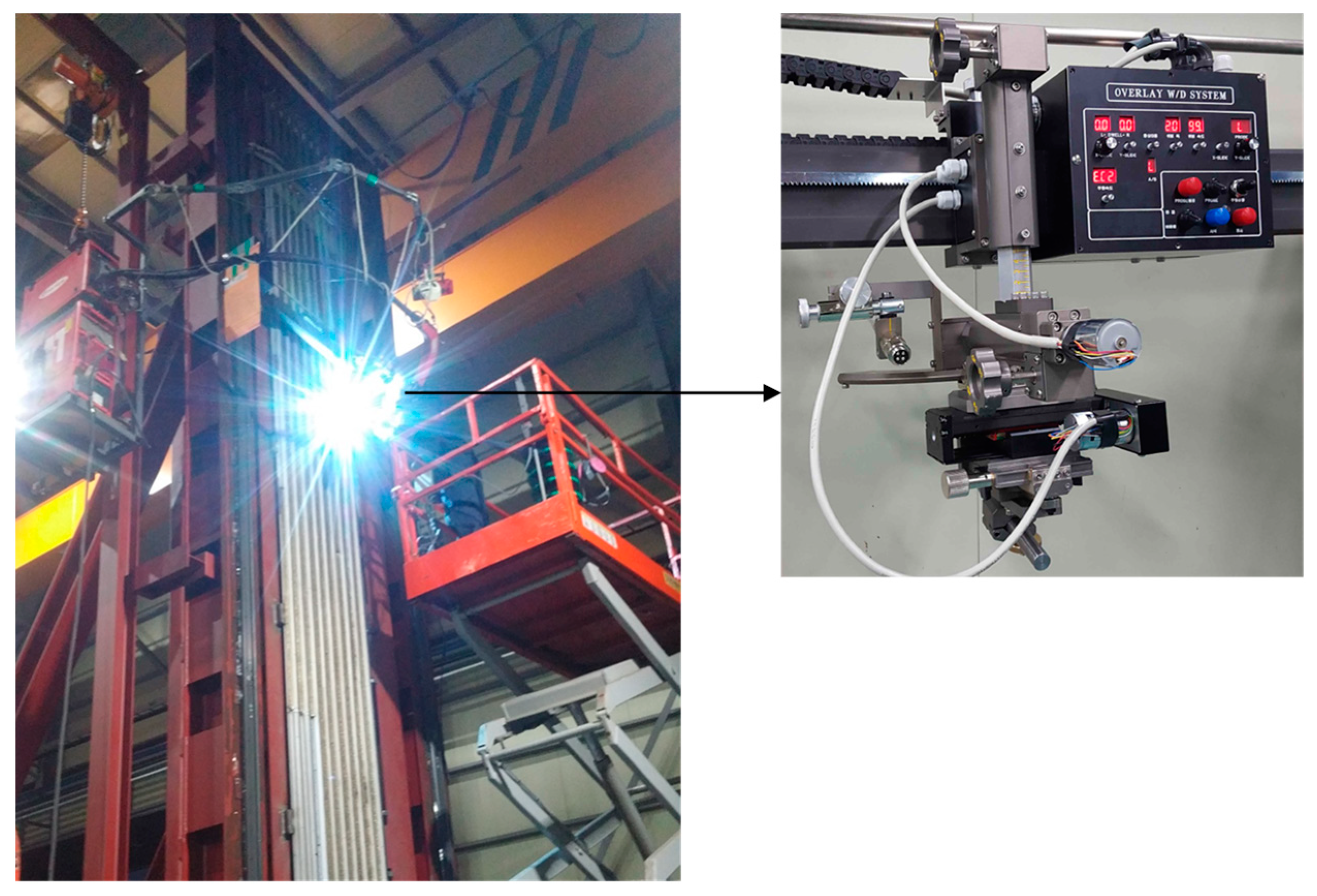
2. Overlay Welding Process
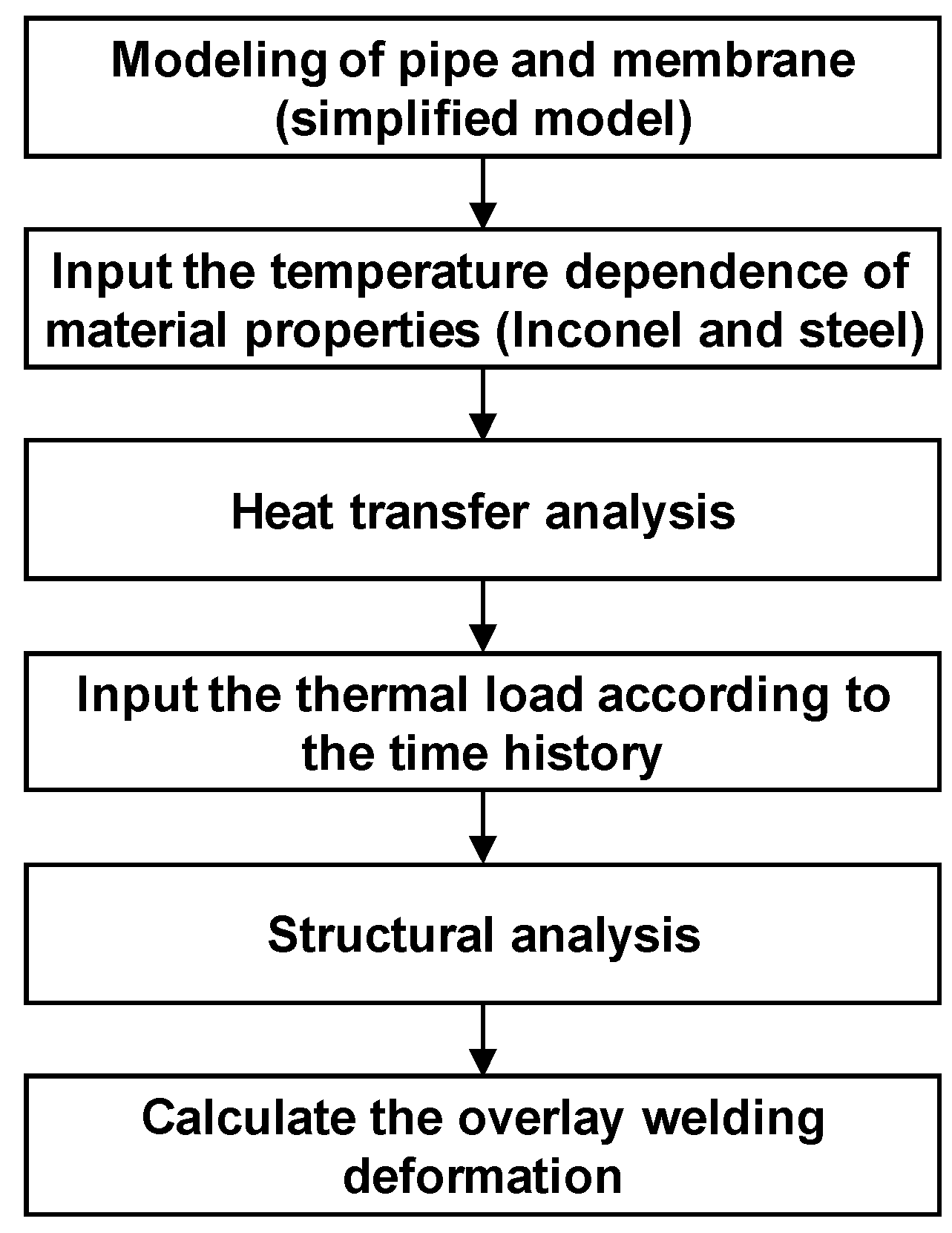
3. Overlay Welding Thermal Elasto-Plastic Analysis
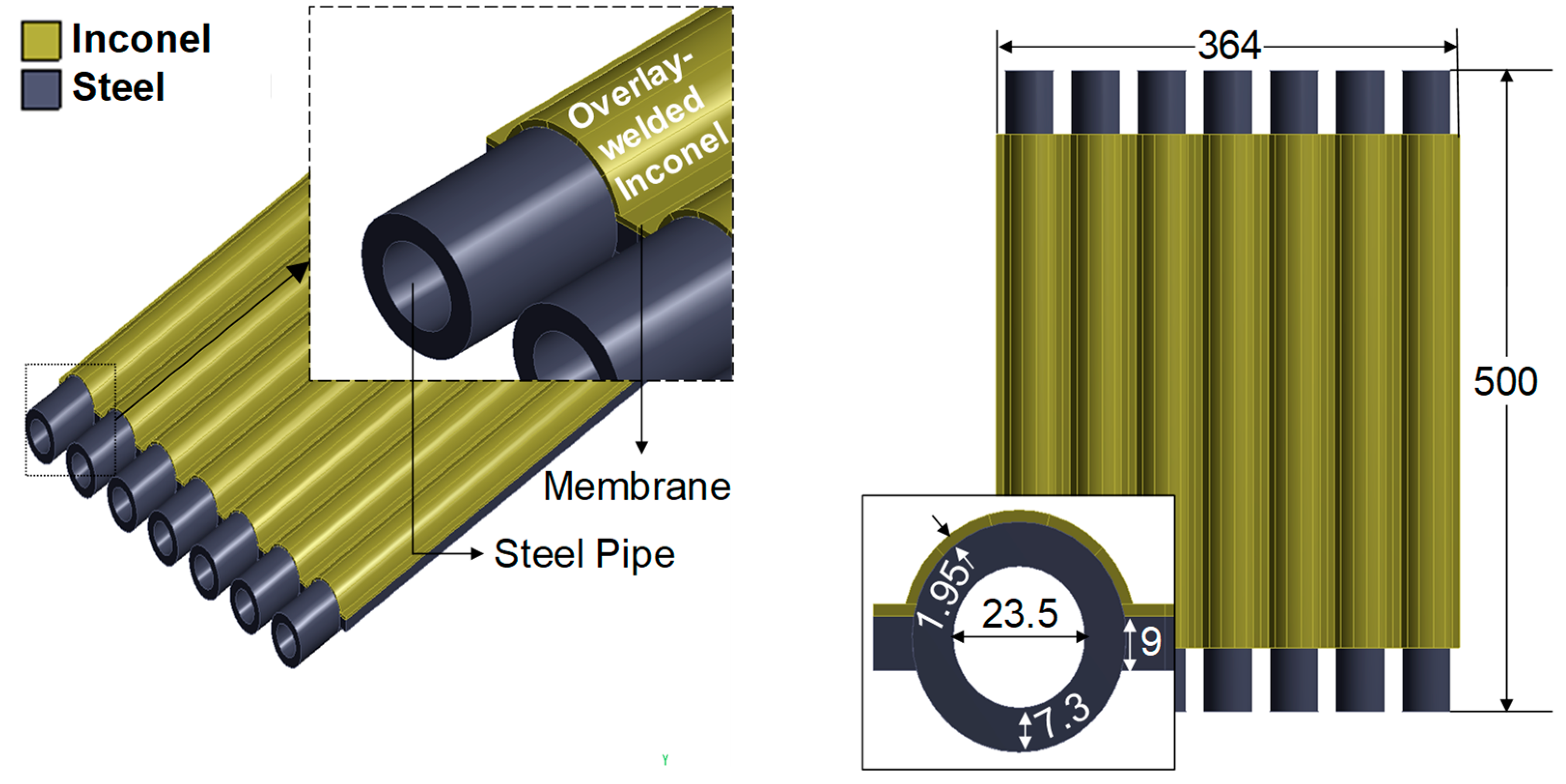
3.1. Modeling
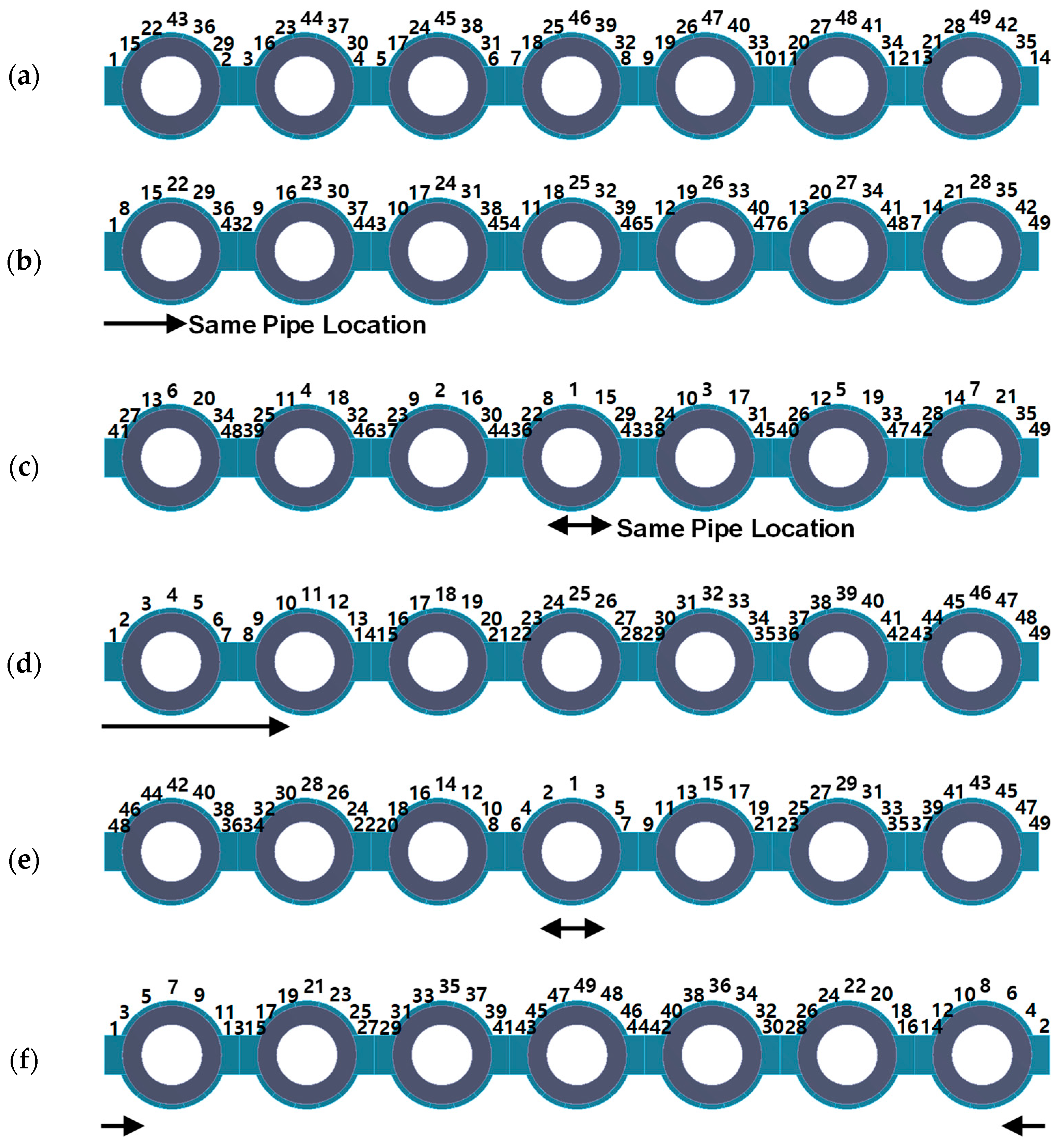
3.2. Overlay Welding Sequence
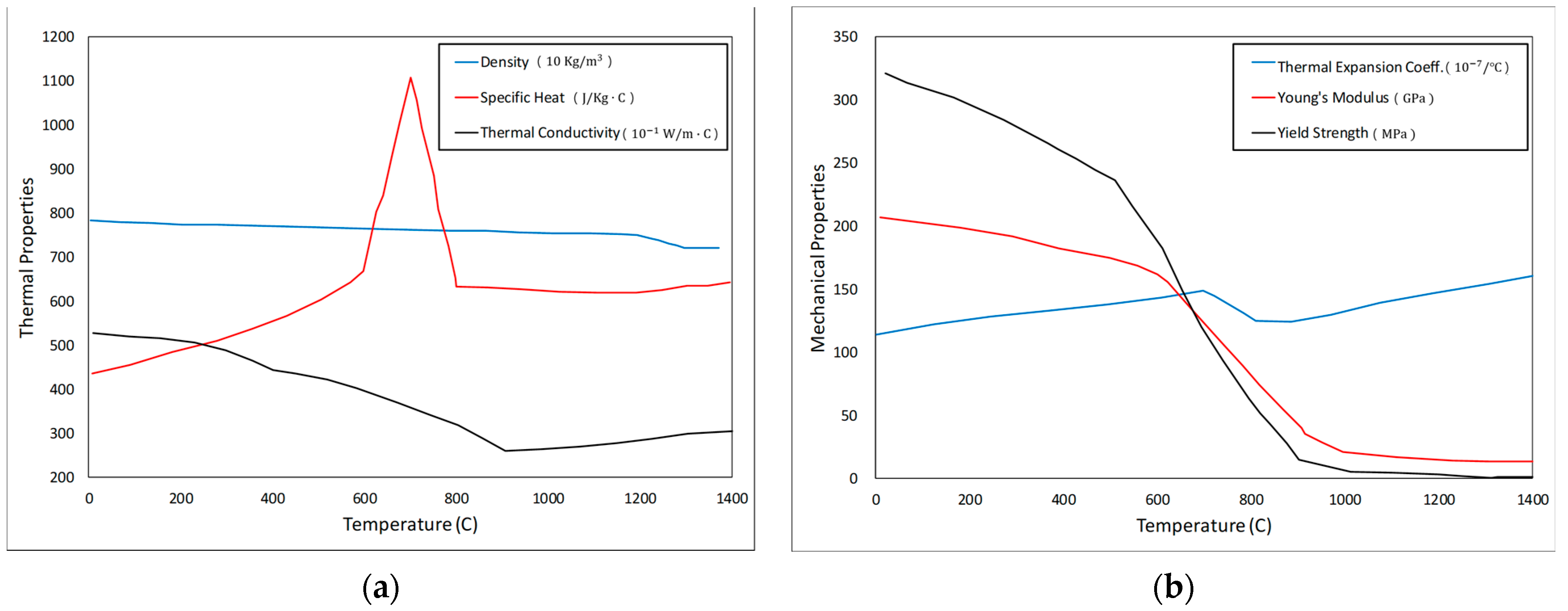
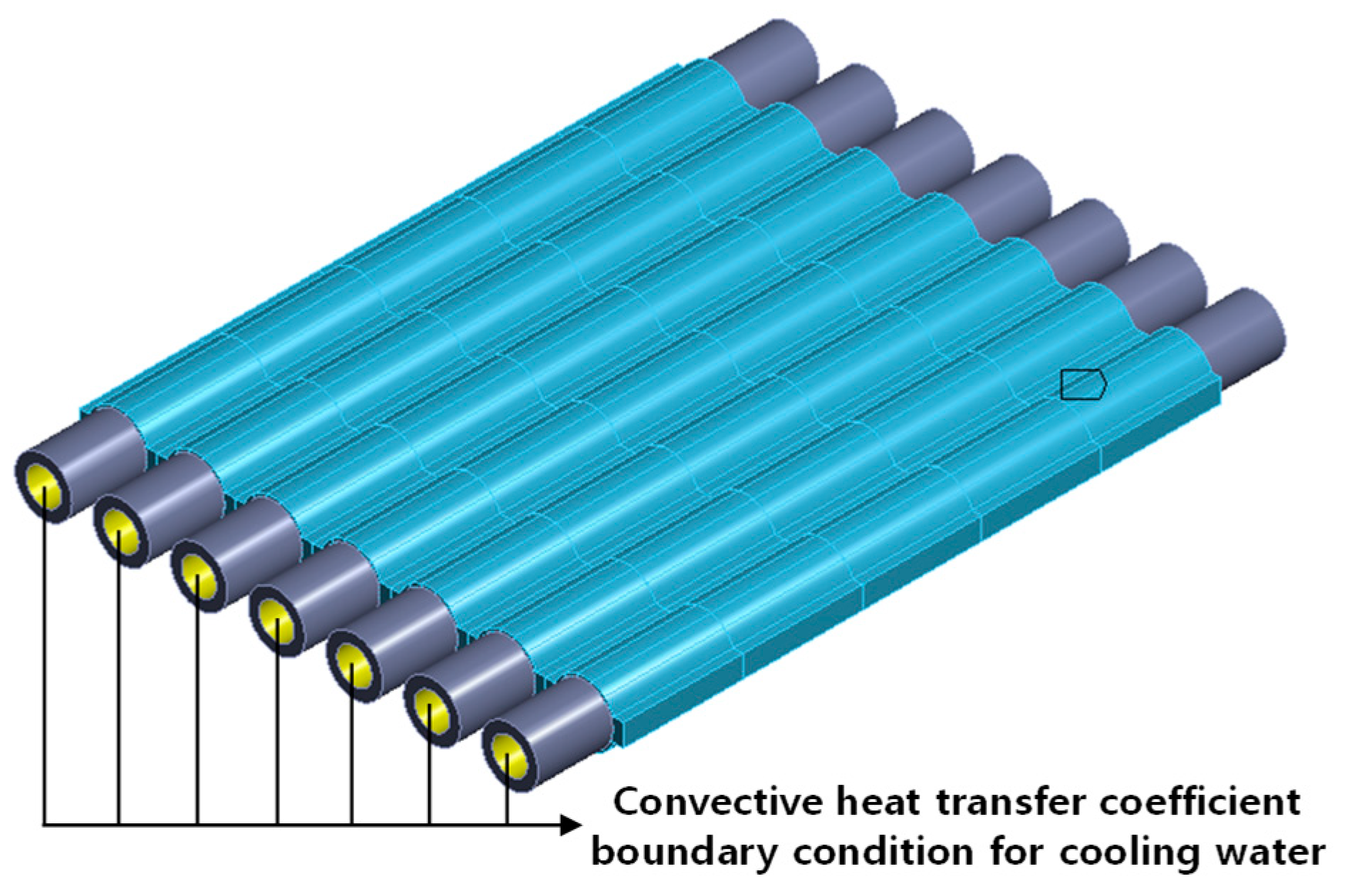
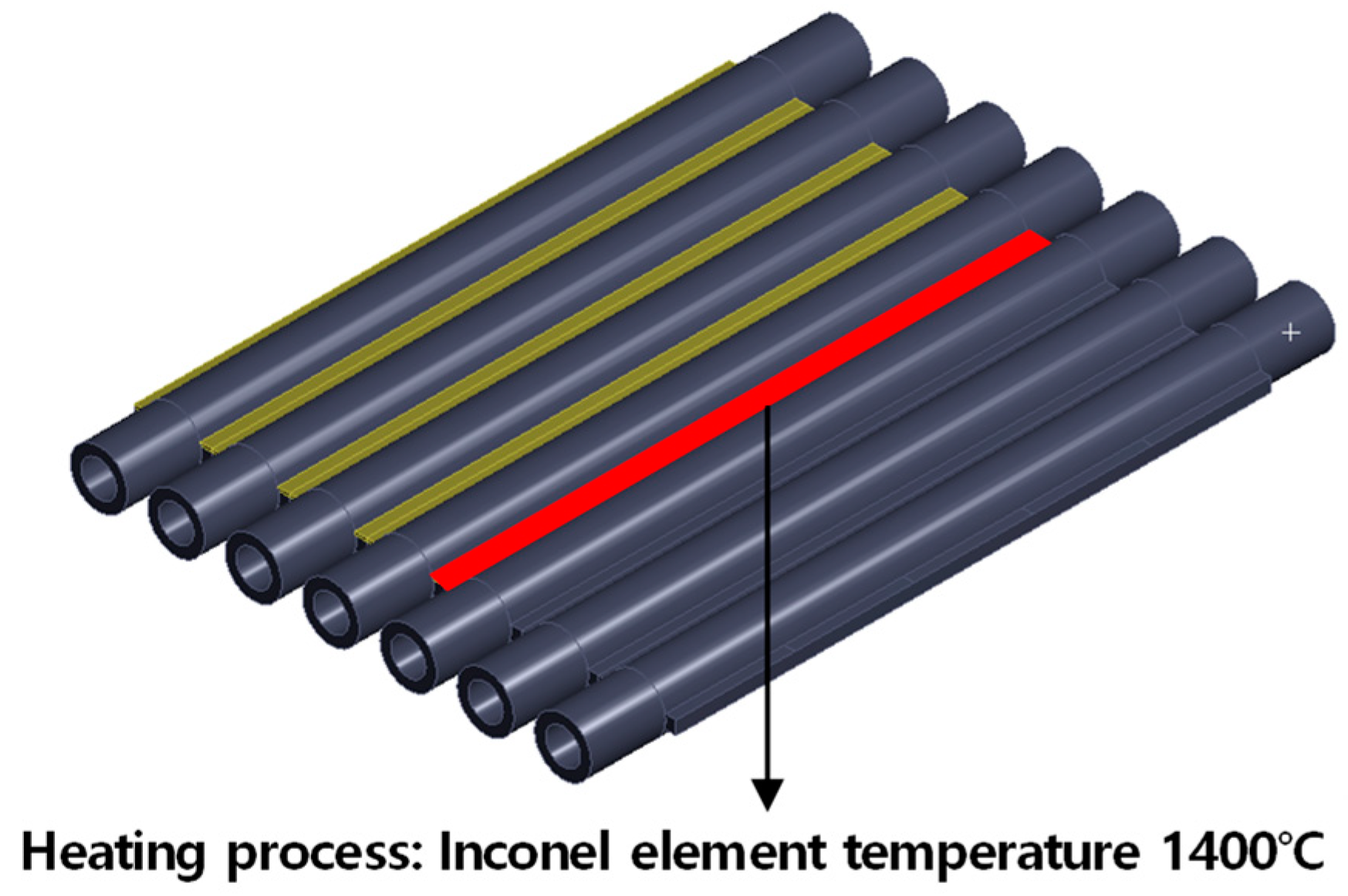
3.3. Boundary Condition for Thermal Elasto-Plastic Analysis
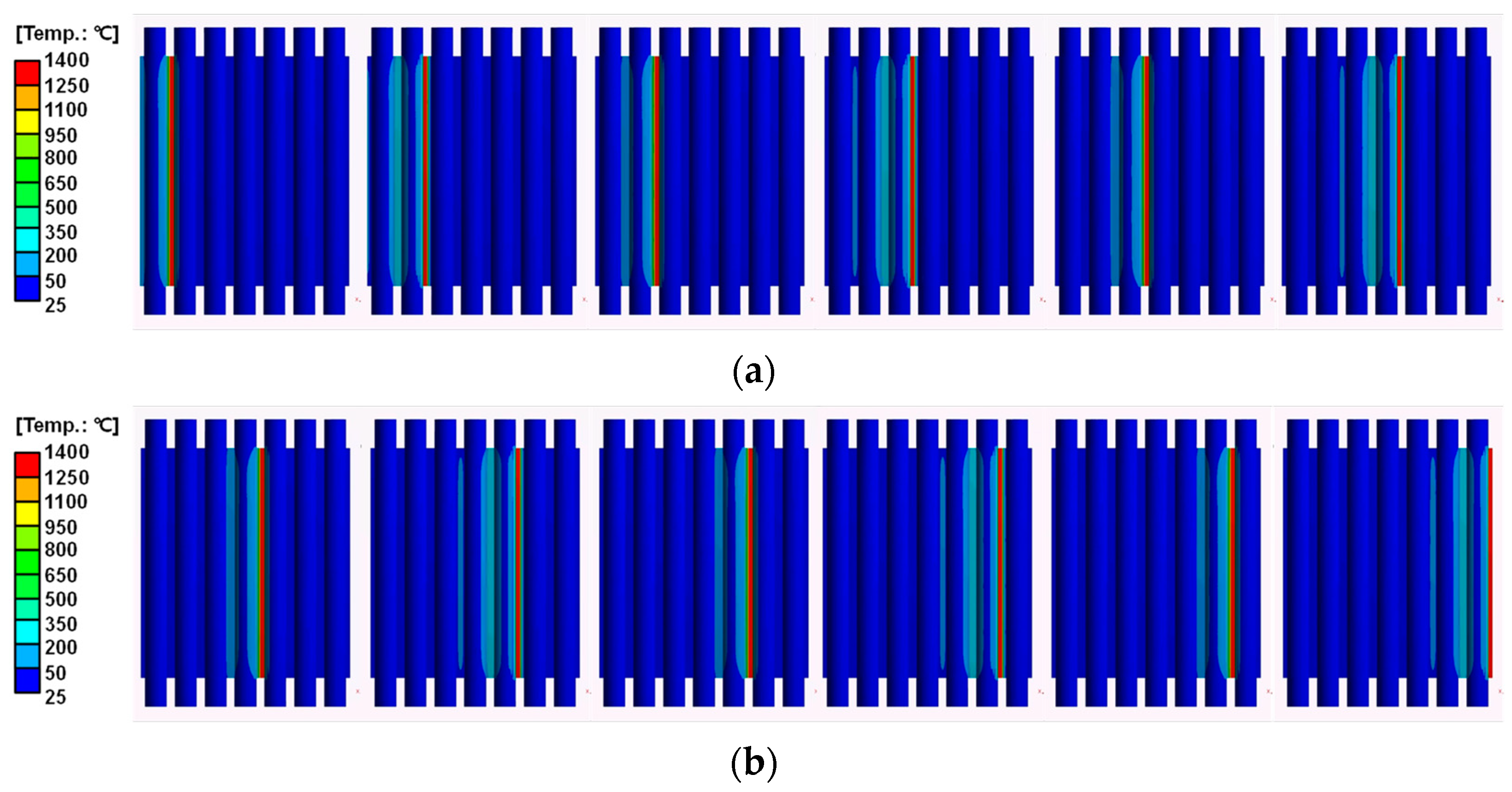
3.3.1. Heat Transfer Analysis
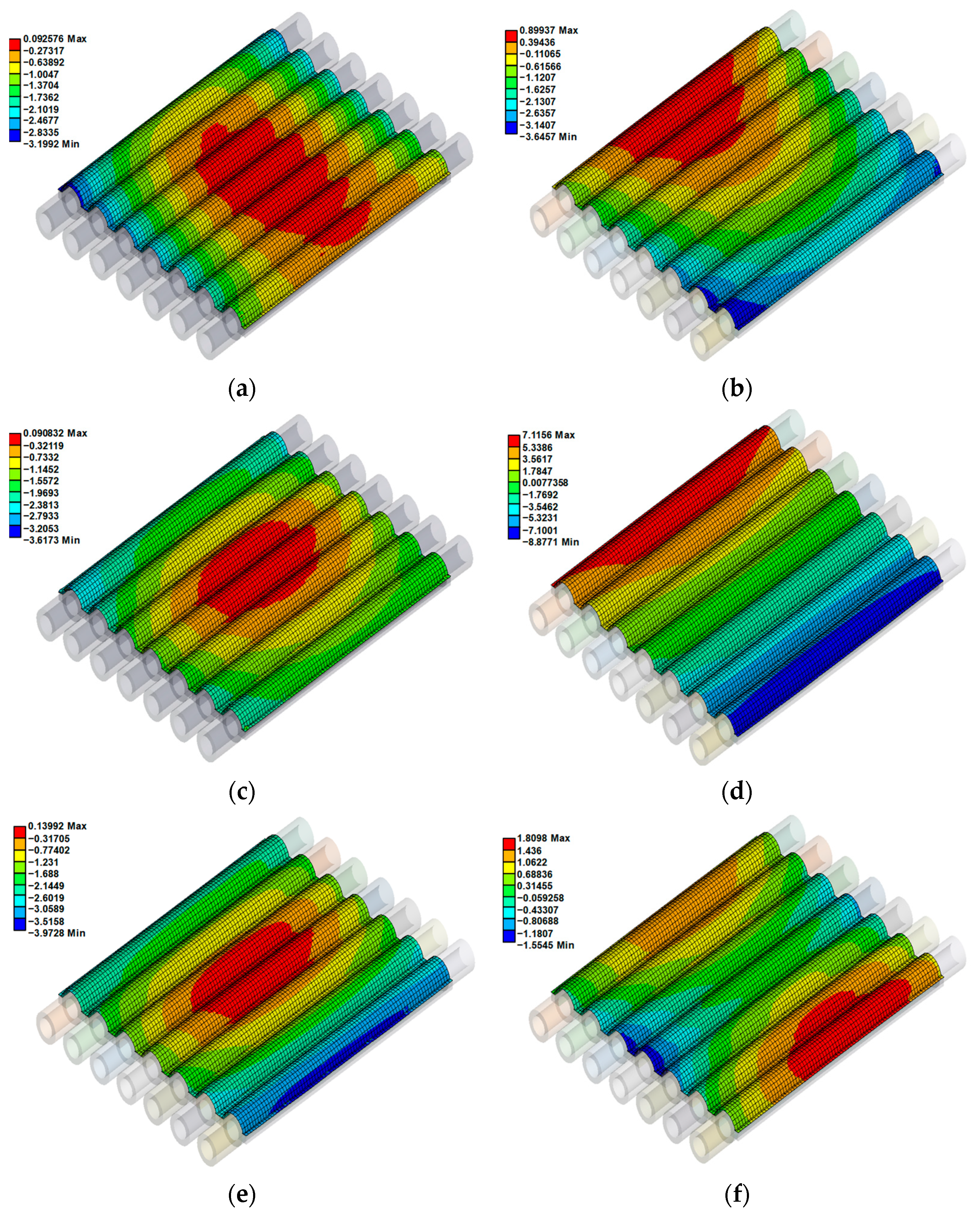
3.3.2. Structural Analysis
4. Overlay Welding Thermal Elasto-Plastic Analysis Results
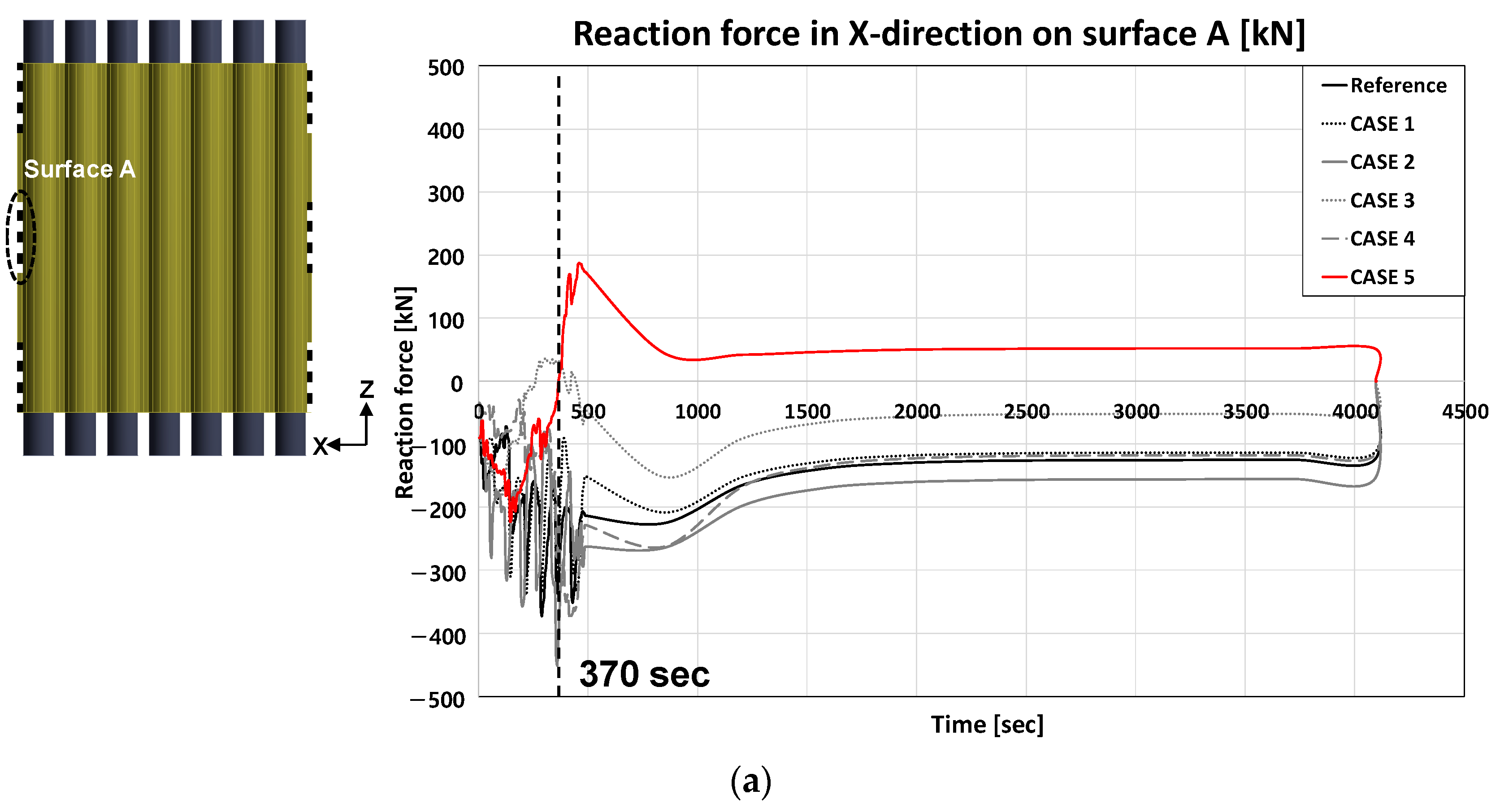
5. Comparison with Full-Size Analysis Model Results
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Rong, Y.; Xu, J.; Huang, Y.; Zhang, G. Review on Finite Element Analysis of Welding Deformation and Residual Stress. Sci. Technol. Weld. Join. 2017, 23, 198–208. [Google Scholar] [CrossRef]
- Narang, H.K.; Mahapatra, M.M.; Jha, P.K.; Sridhar, P.; Biswas, P. Experimental and Numerical Study on Effect of Weld Reinforcement on Angular Distortion of SAW Square Butt Welded Plates. J. Weld. Join. 2018, 36, 48–59. [Google Scholar] [CrossRef]
- Deng, D.; Liang, W.; Murakawa, H. Determination of Welding Deformation in Fillet-Welded Joint by Means of Numerical Simulation and Comparison with Experimental Results. J. Mater. Process. Technol. 2007, 183, 219–225. [Google Scholar] [CrossRef]
- Obeid, O.; Alfano, G.; Bahai, H. Thermo-Mechanical Analysis of a Single-Pass Weld Overlay and Girth Welding in Lined Pipe. J. Mater. Eng. Perform. 2017, 26, 3861–3876. [Google Scholar] [CrossRef]
- Rong, Y.; Zhang, G.; Huang, Y. Study on Deformation and Residual Stress of Laser Welding 316L T-Joint Using 3D/Shell Finite Element Analysis and Experiment Verification. Int. J. Adv. Manuf. Technol. 2017, 89, 2077–2085. [Google Scholar] [CrossRef]
- Rong, Y.; Zhang, G.; Huang, Y. Study of Welding Distortion and Residual Stress Considering Nonlinear Yield Stress Curves and Multi-Constraint Equations. J. Mater. Eng. Perform. 2016, 25, 4484–4494. [Google Scholar] [CrossRef]
- Kim, J.W.; Jang, B.S.; Kang, S.W. A Study on an Efficient Prediction of Welding Deformation for T-Joint Laser Welding of Sandwich Panel Part II: Proposal of a Method to Use Shell Element Model. Int. J. Nav. Archit. Ocean Eng. 2014, 6, 245–256. [Google Scholar] [CrossRef]
- Murakawa, H.; Oda, I.; Itoh, S.; Serizawa, H.; Shibahara, M.; Nishikawa, H. Iterative Substructure Method for Fast FEM Analysis of Mechanical Problems in Welding. Prepr. Natl. Meet. JWS 2004, 75, 274–275. [Google Scholar]
- Huang, H.; Ma, N.; Hashimoto, T. Welding Deformation and Residual Stresses in Arc Welded Lap Joints by Modified Iterative Analysis. Sci. Technol. Weld. Join. 2015, 20, 571–577. [Google Scholar] [CrossRef]
- Murakawa, H.; Ma, N.; Huang, H. Iterative Substructure Method Employing Concept of Inherent Strain for Large-Scale Welding Problems. Weld. World 2015, 59, 53–63. [Google Scholar] [CrossRef]
- Ikushima, K.; Shibahara, M. Prediction of Residual Stresses in Multi-Pass Welded Joint Using Idealized Explicit FEM Accelerated by a GPU. Comput. Mater. Sci. 2014, 93, 62–67. [Google Scholar] [CrossRef]
- Ikushima, K.; Itoh, S.; Shibahara, M. Development of Idealized Explicit FEM Using GPU Parallelization and Its Application to Large-Scale Analysis of Residual Stress of Multi-Pass Welded Pipe Joint. Weld. World 2015, 59, 589–595. [Google Scholar] [CrossRef]
- Ma, N. An Accelerated Explicit Method with GPU Parallel Computing for Thermal Stress and Welding Deformation of Large Structure Models. Int. J. Adv. Manuf. Technol. 2016, 87, 2195–2211. [Google Scholar] [CrossRef]
- Ma, N. An Accelerated Explicit Method and GPU Parallel Computing for Thermal Stress and Welding Deformation of Automotive Parts. Int. J. Appl. Mech. 2016, 8, 1650023. [Google Scholar] [CrossRef]
- Ueda, Y.; Fukuda, K.; Tanigawa, M. New Measuring Method of Three Dimensional Residual Stresses Based on Theory of Inherent Strain. Trans. Jpn. Weld. Res. Inst. 1979, 8, 249–256. [Google Scholar]
- Nomoto, T.; Takechi, S.; Aoyama, K. Basic Studies on Accuracy Management System Based on Estimation of Weld Deformations. J. Soc. Nav. Archit. Jpn. 1997, 181, 249–260. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, S.I.; Cho, Y.G.; Lee, H.W. Prediction of Welding Deformation of Panel Block Using Simplified Analysis Method. In Proceedings of the Annual Spring Meeting, The Society of Naval Architects of Korea, Geoje, Republic of Korea, 18 April 1996; pp. 271–276. [Google Scholar]
- Kim, S.I.; Lee, J.S. Development of Simple Prediction Method for Welding Distortion in Fillet Joints. In Proceedings of the Annual Spring Meeting, The Society of Naval Architects of Korea, Geoje, Republic of Korea, 18 April 1996; pp. 265–270. [Google Scholar]
- Jang, C.D.; Seo, S.I.; Ko, D.E. A Study on the Simulation of Line Heating Process Using a Simplified Thermal Elasto-Plastic Analysis Method. Proc. Pract. Des. Ships Mob. Unit 1995, 2, 1421–1432. [Google Scholar]
- Kang, S.; Kim, J.; Jang, Y.; Lee, G. Welding Deformation Analysis Using an Inherent Strain Method for Friction Stir Welded Electric Vehicle Aluminum Battery Housing, Considering Productivity. Appl. Sci. 2019, 9, 3848. [Google Scholar] [CrossRef]
- Kim, Y.; Kim, J.; Kang, S. A Study on Welding Deformation Prediction for Ship Blocks Using the Equivalent Strain Method Based on Inherent Strain. Appl. Sci. 2019, 9, 4906. [Google Scholar] [CrossRef]
- Kim, T.J.; Jang, B.S.; Kang, S.W. Welding Deformation Analysis Based on Improved Equivalent Strain Method Considering the Effect of Temperature Gradients. Int. J. Nav. Archit. Ocean Eng. 2014, 7, 157–173. [Google Scholar] [CrossRef]
- Kim, T.J.; Jang, B.S.; Kang, S.W. Welding Deformation Analysis Based on Improved Equivalent Strain Method to Cover External Constraint During Cooling Stage. Int. J. Nav. Archit. Ocean Eng. 2015, 7, 805–816. [Google Scholar] [CrossRef]
- Lee, J.M.; Seo, H.D.; Chung, H. Efficient Welding Distortion Analysis Method for Large Welded Structures. J. Mater. Process. Technol. 2018, 256, 36–50. [Google Scholar] [CrossRef]
- Rong, Y.; Wang, L.; Wu, R.; Xu, J. Visualization and Simulation of 1700MS Sheet Laser Welding Based on Three-Dimensional Geometries of Weld Pool and Keyhole. Int. J. Therm. Sci. 2022, 171, 107257. [Google Scholar] [CrossRef]
- Gannon, L.; Liu, Y.; Pegg, N.; Smith, M. Effect of Welding Sequence on Residual Stress and Distortion in Flat-Bar Stiffened Plates. Mar. Struct. 2010, 23, 385–404. [Google Scholar] [CrossRef]
- Kang, M.; Seo, J.; Chung, H. Ship Block Assembly Sequence Planning Considering Productivity and Welding Deformation. Int. J. Nav. Archit. Ocean Eng. 2018, 10, 450–457. [Google Scholar] [CrossRef]
- Romanin, L.; Ferro, P.; Berto, F. A Simplified Non-Linear Numerical Method for the Assessment of Welding Induced Deformations. Mar. Struct. 2021, 78, 102982. [Google Scholar] [CrossRef]
- Tabar, R.S.; Wärmefjord, K.; Söderberg, R.; Lindkvist, L. A Novel Rule-Based Method for Individualized Spot Welding Sequence Optimization with Respect to Geometrical Quality. J. Manuf. Sci. Eng. 2019, 141, 111013. [Google Scholar] [CrossRef]
- Huang, M.W.; Hsieh, C.C.; Jasbir, S.A. A Genetic Algorithm for Sequencing Type Problems in Engineering Design. Int. J. Numer. Methods Eng. 1997, 40, 3105–3115. [Google Scholar] [CrossRef]
- Kadivar, M.H.; Jafarpur, K.; Baradaran, G.H. Optimizing Welding Sequence with Genetic Algorithm. Comput. Mech. 2000, 26, 514–519. [Google Scholar] [CrossRef]
- Romero-Hdz, J.; Saha, B.N.; Tstutsumi, S.; Fincato, R. Incorporating Domain Knowledge into Reinforcement Learning to Expedite Welding Sequence Optimization. Eng. Appl. Artif. Intell. 2020, 91, 103612. [Google Scholar] [CrossRef]
- Ha, Y. Analytical Methodology Obtaining an Optimal Welding Sequence for Least Distortion of Welded Structure. J. Weld. Join. 2013, 31, 54–59. [Google Scholar]
- Kang, S.; Yun, W.; Kim, H.; Kim, J.; Ji, C.; Lee, K.; Chun, K. A Study on Minimizing Welding Deformation of Joints for the Sealing of Emission After-Treatment Structure. Materials 2021, 14, 6982. [Google Scholar] [CrossRef] [PubMed]
- Li, Z.; Feng, G.; Deng, D.; Luo, Y. Investigating welding distortion of thin-plate stiffened panel steel structures by means of thermal elastic plastic finite element method. J. Mater. Eng. Perform. 2021, 30, 3677–3690. [Google Scholar] [CrossRef]
- Hammad, A.; Churiaque, C.; Sánchez-Amaya, J.M.; Abdel-Nasser, Y. Experimental and numerical investigation of hybrid laser arc welding process and the influence of welding sequence on the manufacture of stiffened flat panels. J. Manuf. Process. 2021, 61, 527–538. [Google Scholar] [CrossRef]
- Yuan, M.; Liu, S.; Sun, H.; Gao, Y.; Dai, X.; Chen, W. FEM research on welding thermal deformation of copper alloy sheet and optimization of welding sequence. Coatings 2021, 11, 1287. [Google Scholar] [CrossRef]
- Choi, M.; Wu, C.; Kim, J.W. Numerical optimization of the welding sequence for mitigating welding deformation in aluminum pipe structures by using a genetic algorithm. Int. J. Precis. Eng. Manuf. 2020, 21, 2323–2333. [Google Scholar] [CrossRef]
- Wu, C.; Wang, C.; Kim, J.W. Welding sequence optimization to reduce welding distortion based on coupled artificial neural network and swarm intelligence algorithm. Eng. Appl. Artif. Intell. 2022, 114, 105142. [Google Scholar] [CrossRef]
- Rajkumar, V.; Arjunan, T.V.; Kannan, A.R. Metallurgical and mechanical investigations of Inconel 625 overlay welds produced by GMAW-hardfacing process on AISI 347 pipes. Mater. Res. Express 2019, 6, 076534. [Google Scholar] [CrossRef]
- Varghese, P.; Vetrivendan, E.; Dash, M.K.; Ningshen, S.; Kamaraj, M.; Mudali, U.K. Weld overlay coating of Inconel 617 M on type 316 L stainless steel by cold metal transfer process. Surf. Coat. Technol. 2019, 357, 1004–1013. [Google Scholar] [CrossRef]
- Rajesh, S.R.; Yoo, J.; Park, J.; Choi, D. Thermal Deformation Analysis Methodology Development for Inconel Overlaying. J. Weld. Join. 2022, 40, 107–117. [Google Scholar] [CrossRef]
- Lee, D.W. Thermo-Elasto-Plastic Modeling of GMAW Using the Finite Element Method. Ph.D. Thesis, Seoul National University, Seoul, Republic of Korea, 1995. [Google Scholar]
- Mirkoohi, E.; Liang, S.Y.; Tran, H.C.; Lo, Y.L.; Chang, Y.C.; Lin, H.Y. Mechanics Modeling of Residual Stress Considering Effect of Preheating in Laser Powder Bed Fusion. J. Manuf. Mater. Process. 2021, 5, 46. [Google Scholar] [CrossRef]
- Logan, D.L. A First Course in the Finite Element Method, 6th ed.; Cengage Learning: Boston, MA, USA, 2016; pp. 727–730. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, H.-L.; Ryu, H.; Kang, S. A Study on the Effects of Welding Deformation According to Weld Sequence in Overlay-Welded Structures. Metals 2024, 14, 684. https://doi.org/10.3390/met14060684
Jang H-L, Ryu H, Kang S. A Study on the Effects of Welding Deformation According to Weld Sequence in Overlay-Welded Structures. Metals. 2024; 14(6):684. https://doi.org/10.3390/met14060684
Chicago/Turabian StyleJang, Hong-Lae, Hyunsu Ryu, and Sungwook Kang. 2024. "A Study on the Effects of Welding Deformation According to Weld Sequence in Overlay-Welded Structures" Metals 14, no. 6: 684. https://doi.org/10.3390/met14060684