
Effect of Annealing and Double Aging on the Microstructure and Mechanical Properties of Hot-Rolled Al17Cr10Fe36Ni36Mo1 Alloy

 ,
,
Abstract
1. Introduction
2. Experiments
2.1. Preparation and Pretreatment of Samples
2.2. Microstructural Characterization and Tensile Mechanical Property Tests
3. Results and Discussion
3.1. Short-Time Annealing at Different Temperatures
3.2. Solution and Aging
4. Conclusions
- (1)
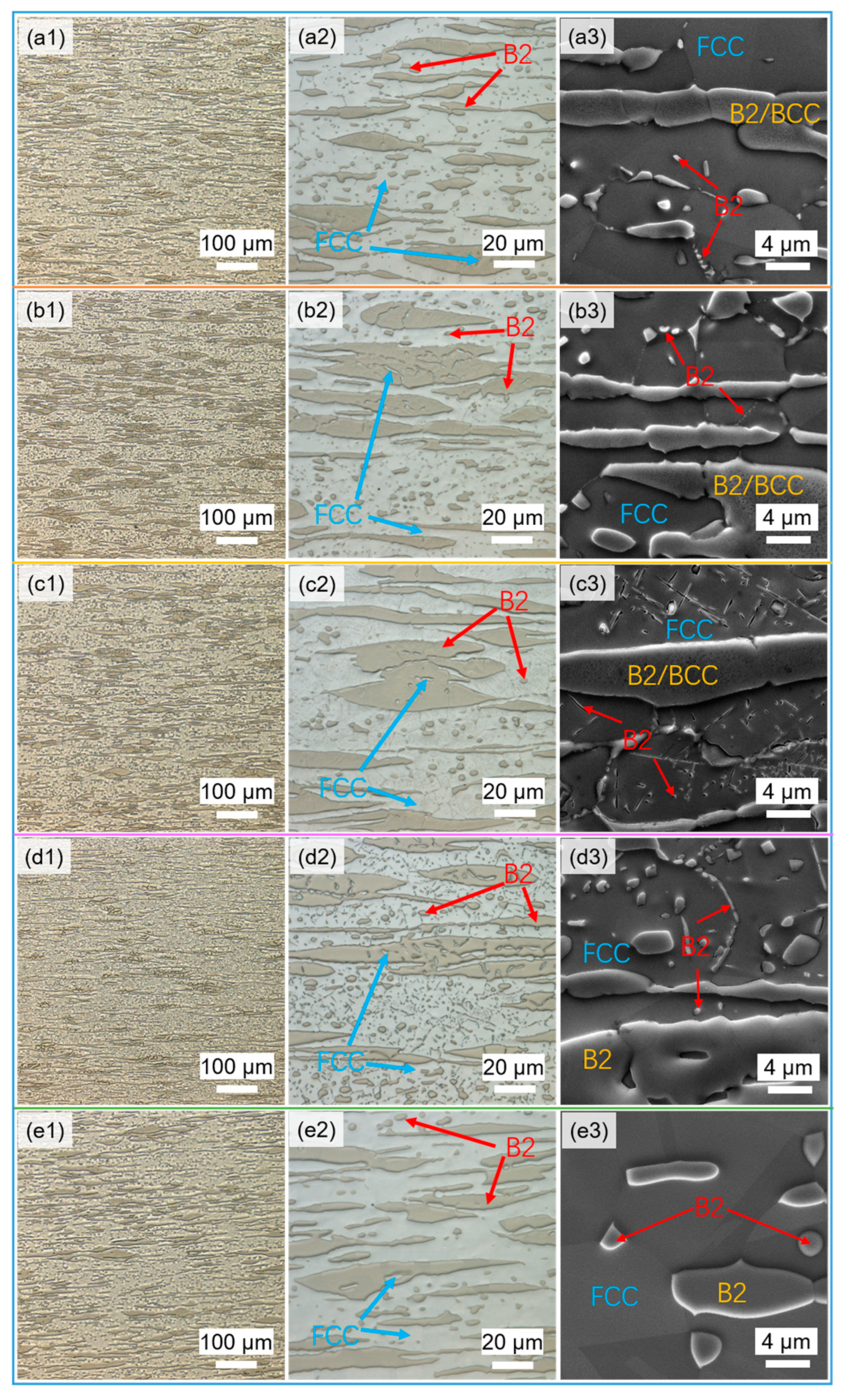
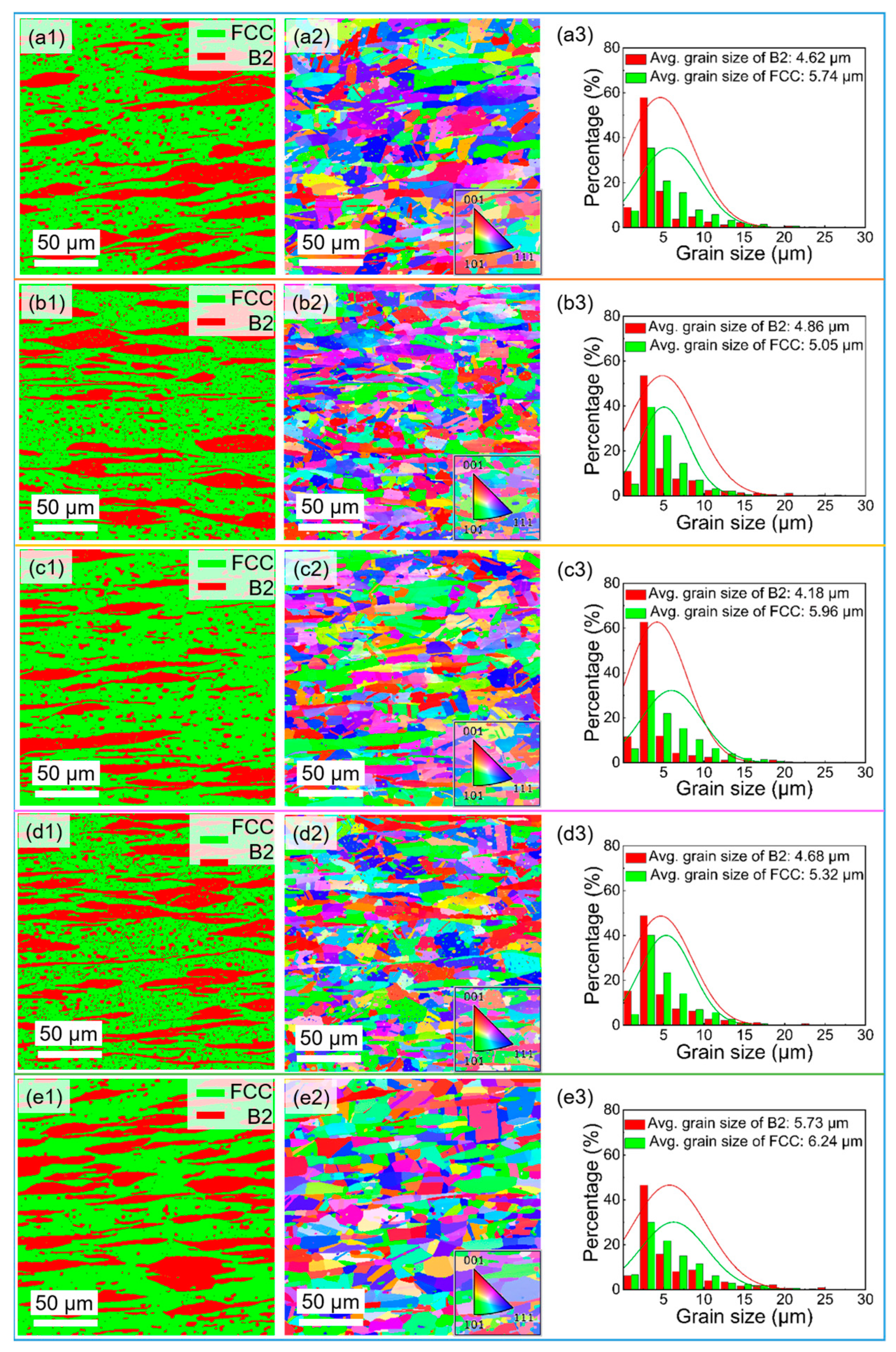
- The precipitation behaviors of the HR alloy can be affected by different annealing temperatures. In the FCC matrix, some B2 nanoprecipitates were observed in the HR700 alloy, the needle-like B2 structures were precipitated in the HR800 alloy, the island-like B2 precipitates were found in the HR1000 alloy, and the B2 precipitates rapidly coarsened into micron-scale structures in the HR1150 alloy. In addition, the BCC particles precipitated in the B2 matrix of the HR alloy were completely dissolved above 1000 °C.
- (2)
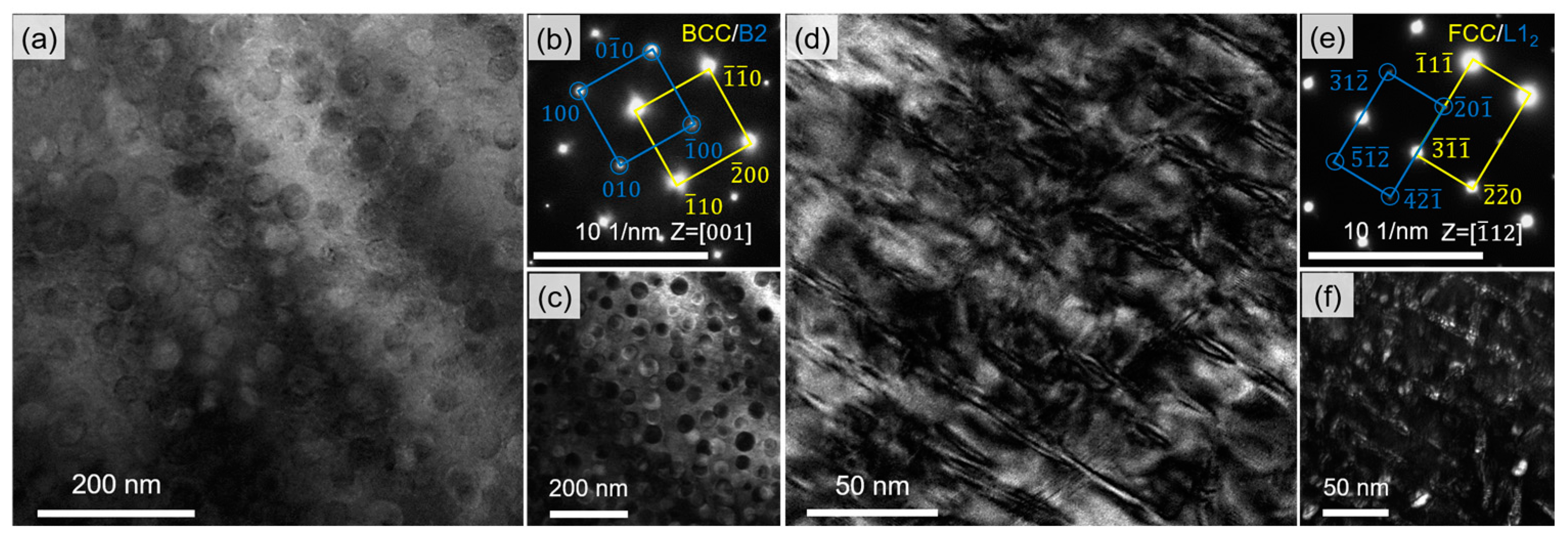
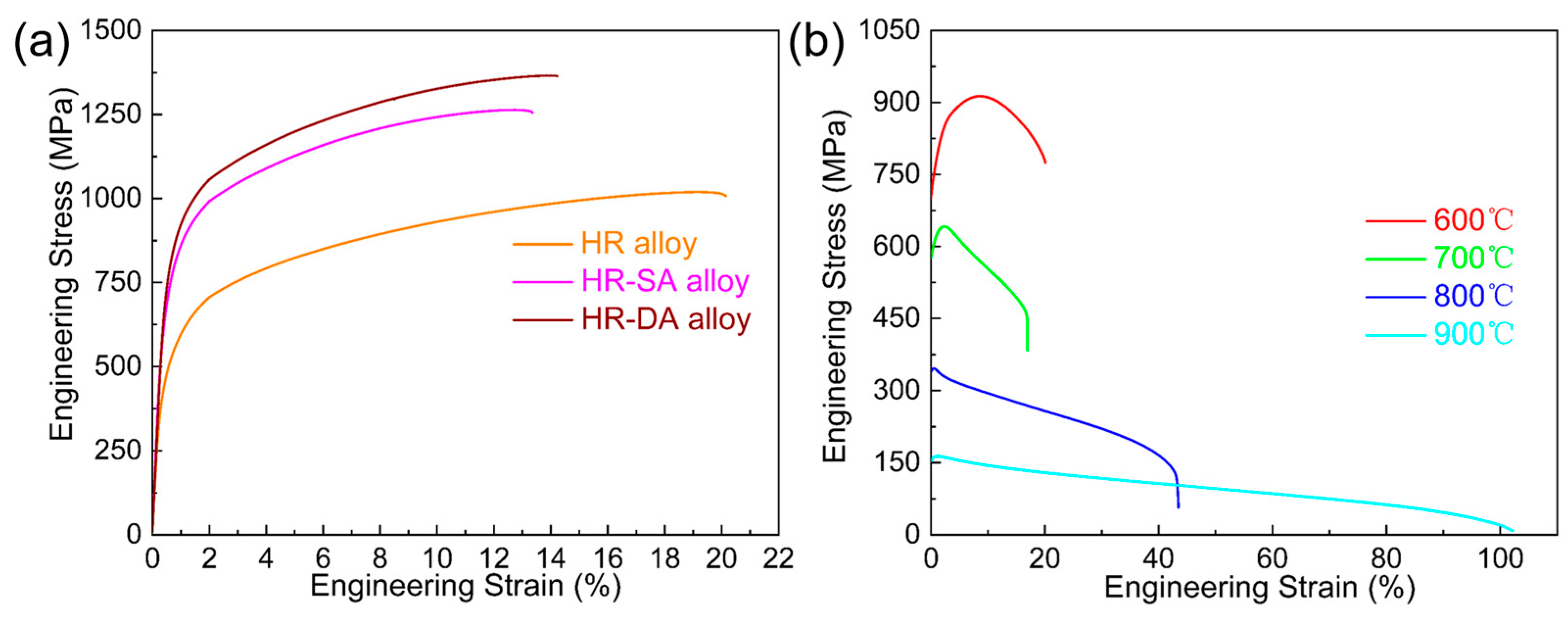
- The HR-DA alloy showed better comprehensive mechanical properties than the HR-SA alloy. After the HR alloys were treated with SSA and SDA, short rod-like L12 precipitates were observed in the FCC matrix of both the HR-SA and HR-DA alloys, and the number and size of the L12 phases in the HR-DA alloy were greater than those of the HR-SA alloy. The L12 precipitates can greatly improve the strength of the alloy by hindering the movement of dislocation. Therefore, the HR-DA alloy shows the excellent tensile strength of 1365.7 ± 9.5 MPa and fracture elongation of 14.2 ± 1.5% at room temperature.
- (3)
- The HR-DA alloy also showed acceptable mechanical properties at a high temperature. The L12 phases and B2 nanoprecipitates were observed in the FCC matrix and FCC grain boundaries, respectively. The high-density L12 phases significantly contributed to the yield strength and the B2 nanoprecipitates can effectively hinder the dislocation movement as well as the grain boundary sliding. These results led to the HR-DA alloy obtaining a high tensile strength of 641.4 ± 6.0 MPa and a fracture elongation of 16.9 ± 1.0% at 700 °C, showing great potential for elevated temperatures applications.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375, 213–218. [Google Scholar] [CrossRef]
- Varalakshmi, S.; Kamaraj, M.; Murty, B. Processing and properties of nanocrystalline CuNiCoZnAlTi high entropy alloys by mechanical alloying. Mater. Sci. Eng. A 2010, 527, 1027–1030. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.; Li, Y.; Wu, Q.; Li, J.; Wang, J.; Liu, C. Kinetic ways of tailoring phases in high entropy alloys. Sci. Rep. 2016, 6, 34628. [Google Scholar] [CrossRef]
- Shun, T.-T.; Du, Y.-C. Microstructure and tensile behaviors of FCC Al0.3CoCrFeNi high entropy alloy. J. Alloys Compd. 2009, 479, 157–160. [Google Scholar] [CrossRef]
- Tang, K.; Chen, L.; Wang, S.; Wei, R.; Yang, Z.; Jiang, F.; Sun, J. Development of a large size FCC high-entropy alloy with excellent mechanical properties. Mater. Sci. Eng. A 2019, 761, 138039. [Google Scholar] [CrossRef]
- Feuerbacher, M.; Lienig, T.; Thomas, C. A single-phase bcc high-entropy alloy in the refractory Zr-Nb-Ti-V-Hf system. Scr. Mater. 2018, 152, 40–43. [Google Scholar] [CrossRef]
- Wang, Z.; Fang, Q.; Li, J.; Liu, B.; Liu, Y. Effect of lattice distortion on solid solution strengthening of BCC high-entropy alloys. J. Mater. Sci. Technol. 2018, 34, 349–354. [Google Scholar] [CrossRef]
- Vaidya, M.; Sen, S.; Zhang, X.; Frommeyer, L.; Rogal, Ł.; Sankaran, S.; Grabowski, B.; Wilde, G.; Divinski, S.V. Phenomenon of ultra-fast tracer diffusion of Co in HCP high entropy alloys. Acta Mater. 2020, 196, 220–230. [Google Scholar] [CrossRef]
- Yamabe-Mitarai, Y.; Yanao, K.; Toda, Y.; Ohnuma, I.; Matsunaga, T. Phase stability of Ti-containing high-entropy alloys with a bcc or hcp structure. J. Alloys Compd. 2022, 911, 164849. [Google Scholar] [CrossRef]
- Dong, Y.; Gao, X.; Lu, Y.; Wang, T.; Li, T. A multi-component AlCrFe2Ni2 alloy with excellent mechanical properties. Mater. Lett. 2016, 169, 62–64. [Google Scholar] [CrossRef]
- Wu, Q.; He, F.; Li, J.; Kim, H.S.; Wang, Z.; Wang, J. Phase-selective recrystallization makes eutectic high-entropy alloys ultra-ductile. Nat. Commun. 2022, 13, 4697. [Google Scholar] [CrossRef]
- Li, H.; Zhou, Y.; Yu, L.; Chen, Q.; Liu, W.; Zeng, S.; Zhang, H.; Zhu, Y.; Zhang, H.; Zhang, H.; et al. Designing hierarchical eutectic high-entropy alloys via partial similar substitution in the Ni-Fe-Ti-Hf-Nb alloys. Mater. Sci. Eng. A 2023, 880, 145263. [Google Scholar] [CrossRef]
- Jin, X.; Bi, J.; Zhang, L.; Zhou, Y.; Du, X.; Liang, Y.; Li, B. A new CrFeNi2Al eutectic high entropy alloy system with excellent mechanical properties. J. Alloys Compd. 2019, 770, 655–661. [Google Scholar] [CrossRef]
- Wang, J.; Wu, Q.; Li, Y.; Wang, Z.; Li, J.; Wang, J. Phase selection of BCC/B2 phases for the improvement of tensile behaviors in FeNiCrAl medium entropy alloy. J. Alloys Compd. 2022, 916, 165382. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Shi, X.; Liu, X.; Jia, Y.; Li, J.; He, F.; Wang, J. Alloying behavior of W and Mo in the as-cast dual-phase FeNiCrAl multi-component alloys. J. Alloys Compd. 2023, 951, 169951. [Google Scholar] [CrossRef]
- Liu, X.; Wang, J.; Shi, X.; Jia, Y.; Liu, L.; Li, J.; He, F.; Wang, Z.; Wang, J. Effects of metalloid Si on the microstructure and mechanical properties of Fe36Ni36Cr10Mo1Al17−XSiX alloys. J. Alloys Compd. 2023, 963, 171164. [Google Scholar] [CrossRef]
- Wani, I.S.; Bhattacharjee, T.; Sheikh, S.; Clark, I.T.; Park, M.H.; Kawa, T.O.; Guo, S.; Bhattacharjee, P.P.; Tsuji, N. Cold-rolling and recrystallization textures of a nano-lamellar AlCoCrFeNi2.1 eutectic high entropy alloy. Intermetallics 2017, 84, 42–51. [Google Scholar] [CrossRef]
- Wang, J.; Wang, Z.; Wu, Q.; Huang, Y.; Li, J.; He, F.; Wang, L.; Wang, J. Simultaneously enhance the tensile strength and ductility of dual-phase Fe37Ni36Cr10Al17 alloy via phase-selective recrystallization and aging. Mater. Lett. 2023, 352, 135182. [Google Scholar] [CrossRef]
- Reddy, S.; Yoshida, S.; Sunkari, U.; Lozinko, A.; Joseph, J.; Saha, R.; Fabijanic, D.; Guo, S.; Bhattacharjee, P.; Tsuji, N. Engineering heterogeneous microstructure by severe warm-rolling for enhancing strength-ductility synergy in eutectic high entropy alloys. Mater. Sci. Eng. A 2019, 764, 138226. [Google Scholar] [CrossRef]
- Reddy, S.; Sunkari, U.; Lozinko, A.; Saha, R.; Guo, S.; Bhattacharjee, P. Microstructural design by severe warm-rolling for tuning mechanical properties of AlCoCrFeNi2.1 eutectic high entropy alloy. Intermetallics 2019, 114, 106601. [Google Scholar] [CrossRef]
- Tripathy, B.; Ojha, P.; Bhattacharjee, P. Effect of warm-rolling on microstructure and superior mechanical properties of a cost-effective AlCrFe2Ni2 high entropy alloy. J.Alloys Compd. 2023, 948, 169783. [Google Scholar] [CrossRef]
- Pradhan, S.; Tripathy, S.; Singh, R.; Murugaiyan, P.; Roy, D.; Humane, M.M.; Chowdhury, S.G. On the grain boundary character evolution in non equiatomic high entropy alloy during hot rolling induced dynamic recrystallization. J. Alloys Compd. 2022, 922, 166126. [Google Scholar] [CrossRef]
- Liu, Z.; Xiong, Z.; Chen, K.; Cheng, X. Large-size high-strength and high-ductility AlCoCrFeNi2.1 eutectic high-entropy alloy produced by hot-rolling and subsequent aging. Mater. Lett. 2022, 315, 131933. [Google Scholar] [CrossRef]
- Kumar, P.; Samal, S.; Ghosh, A. Effect of hot rolling and annealing on microstructure and mechanical properties of the Fe-Co-Cr-Ni-V-Zrx (x = 0–5) high entropy alloys. J. Alloys Compd. 2024, 970, 172447. [Google Scholar] [CrossRef]
- Sourav, A.; Yebaji, S.; Thangaraju, S. Structure-property relationships in hot forged AlxCoCrFeNi high entropy alloys. Mater. Sci. Eng. A 2020, 793, 139877. [Google Scholar] [CrossRef]
- Zhou, J.; Liao, H.; Chen, H.; Huang, A. Effects of hot-forging and subsequent annealing on microstructure and mechanical behaviors of Fe35Ni35Cr20Mn10 high-entropy alloy. Mater. Charact. 2021, 178, 111251. [Google Scholar] [CrossRef]
- Sajadi, S.A.; Toroghinejad, M.R.; Rezaeian, A.; Wu, Z. Effect of annealing treatment on microstructural and mechanical properties of a hot-forged FeCrCuMn2Ni2 high-entropy alloy. Materialia 2022, 26, 101618. [Google Scholar] [CrossRef]
- Karimzadeh, M.; Malekan, M.; Mirzadeh, H.; Saini, N.; Li, L. Hot deformation behavior analysis of as-cast CoCrFeNi high entropy alloy using Arrhenius-type and artificial neural network models. Intermetallics 2024, 168, 108240. [Google Scholar] [CrossRef]
- Peng, P.; Feng, X.; Li, S.; Wei, B.; Zhang, M.; Xu, Y.; Zhang, X.; Ma, Z.; Wang, J. Effect of heat treatment on microstructure and mechanical properties of as-cast AlCoCrFeNi2.1 eutectic high entropy alloy. J. Alloys Compd. 2023, 939, 168843. [Google Scholar] [CrossRef]
- Kuznetsov, A.V.; Shaysultanov, D.G.; Stepanov, N.D.; Salishchev, G.A.; Senkov, O.N. Tensile properties of an AlCrCuNiFeCo high-entropy alloy in as-cast and wrought conditions. Mater. Sci. Eng. A 2012, 533, 107–118. [Google Scholar] [CrossRef]
- Ming, K.; Li, L.; Li, Z.; Bi, X.; Wang, J. Grain boundary decohesion by nanoclustering Ni and Cr separately in CrMnFeCoNi high-entropy alloys. Sci. Adv. 2019, 5, eaay0639. [Google Scholar] [CrossRef]
- Tsai, C.W.; Tsai, M.H.; Yeh, J.W.; Yang, C.C. Effect of temperature on mechanical properties of Al0.5CoCrCuFeNi wrought alloy. J. Alloys Compd. 2010, 490, 160–165. [Google Scholar] [CrossRef]
- Tang, Z.; Senkov, O.N.; Parish, C.M.; Zhang, C.; Zhang, F.; Santodonato, L.J.; Wang, G.; Zhao, G.; Yang, F.; Liaw, P.K. Tensile ductility of an AlCoCrFeNi multi-phase high-entropy alloy through hot isostatic pressing (HIP) and homogenization. Mater. Sci. Eng. A 2015, 647, 229–240. [Google Scholar] [CrossRef]
- Jiang, L.; Lu, Y.; Song, M.; Lu, C.; Sun, K.; Cao, Z.; Wang, T.; Gao, F.; Wang, L. A promising CoFeNi2V0.5Mo0.2 high entropy alloy with exceptional ductility. Scr. Mater. 2019, 165, 128–133. [Google Scholar] [CrossRef]
- Liu, X.; Wang, J.; Jia, Y.; He, X.; Wang, Z.; He, F.; Li, J.; Wang, J. Enhancing the High Temperature Tensile Strength of Fe36Ni36Cr10Mo1Al17 Alloy by Substituting Al with Si. Met. Mater. Int. 2024, 1, 1–8. [Google Scholar] [CrossRef]
- Haas, S.; Manzoni, A.M.; Krieg, F.; Glatzel, U. Microstructure and mechanical properties of precipitate strengthened high entropy alloy Al10Co25Cr8Fe15Ni36Ti6 with additions of hafnium and molybdenum. Entropy 2019, 21, 169. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloys | σs, MPa | σb, Mpa | ɛp, % |
|---|---|---|---|
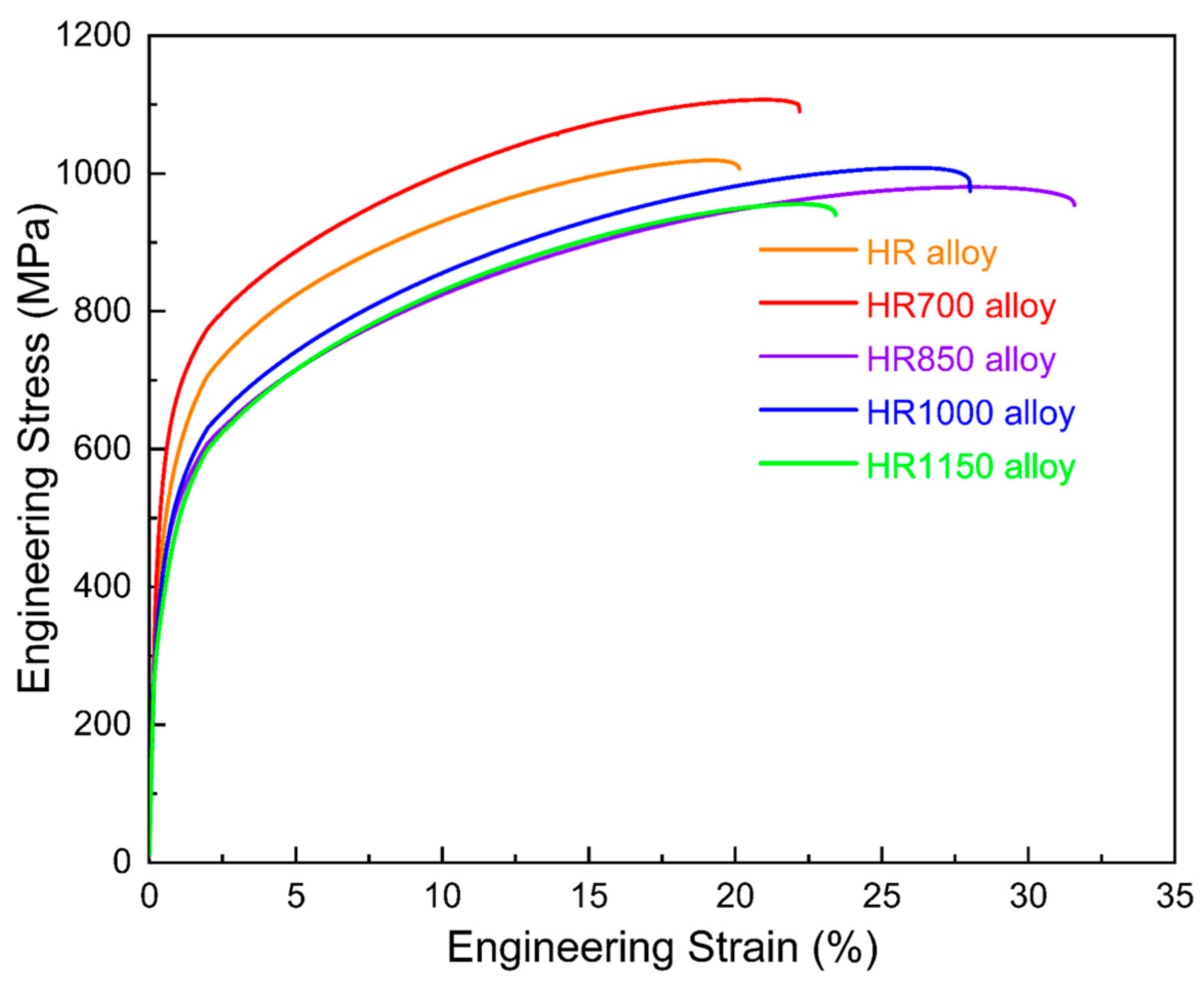
| HR | 471.2 ± 6.5 | 1019.2 ± 8.5 | 20.1 ± 1.0 |
| HR700 | 568.4 ± 5.0 | 1107.2 ± 9.0 | 22.2 ± 1.5 |
| HR850 | 400.8 ± 5.5 | 980.3 ± 7.0 | 31.6 ± 1.5 |
| HR1000 | 414.1 ± 7.0 | 1008.1 ± 9.5 | 28.1 ± 1.0 |
| HR1150 | 360.7 ± 5.0 | 955.9 ± 7.5 | 23.4 ± 1.0 |
| Temperature °C | σs, MPa | σb, Mpa | ɛp, % |
|---|---|---|---|
| 20 | 813.2 ± 6.5 | 1365.7 ± 11.5 | 14.2 ± 1.0 |
| 600 | 702.6 ± 7.0 | 913.1 ± 8.5 | 20.1 ± 1.5 |
| 700 | 576.8 ± 5.5 | 641.4 ± 6.0 | 16.9 ± 1.0 |
| 800 | 339.1 ± 7.5 | 346.3 ± 7.0 | 43.5 ± 1.5 |
| 900 | 152.9 ± 5.0 | 163.6 ± 5.5 | 102.2 ± 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, Y.; Shi, X.; Liu, X.; Chen, Z.; Wang, J.; Liu, X.; Bai, X.; He, F.; Wang, Z. Effect of Annealing and Double Aging on the Microstructure and Mechanical Properties of Hot-Rolled Al17Cr10Fe36Ni36Mo1 Alloy. Metals 2024, 14, 726. https://doi.org/10.3390/met14060726
Qiu Y, Shi X, Liu X, Chen Z, Wang J, Liu X, Bai X, He F, Wang Z. Effect of Annealing and Double Aging on the Microstructure and Mechanical Properties of Hot-Rolled Al17Cr10Fe36Ni36Mo1 Alloy. Metals. 2024; 14(6):726. https://doi.org/10.3390/met14060726
Chicago/Turabian StyleQiu, Yunji, Xinbo Shi, Xiaoming Liu, Zhihua Chen, Jianbin Wang, Xin Liu, Xiaoyu Bai, Feng He, and Zhijun Wang. 2024. "Effect of Annealing and Double Aging on the Microstructure and Mechanical Properties of Hot-Rolled Al17Cr10Fe36Ni36Mo1 Alloy" Metals 14, no. 6: 726. https://doi.org/10.3390/met14060726
APA StyleQiu, Y., Shi, X., Liu, X., Chen, Z., Wang, J., Liu, X., Bai, X., He, F., & Wang, Z. (2024). Effect of Annealing and Double Aging on the Microstructure and Mechanical Properties of Hot-Rolled Al17Cr10Fe36Ni36Mo1 Alloy. Metals, 14(6), 726. https://doi.org/10.3390/met14060726