
Finite Element Simulation of Multi-Pass Rolling of a Pure Aluminum Target under Different Rolling Routes and Methods

Abstract
:1. Introduction
2. Finite Element Model
2.1. Determination of the Simulation Proposal and Corresponding Parameters
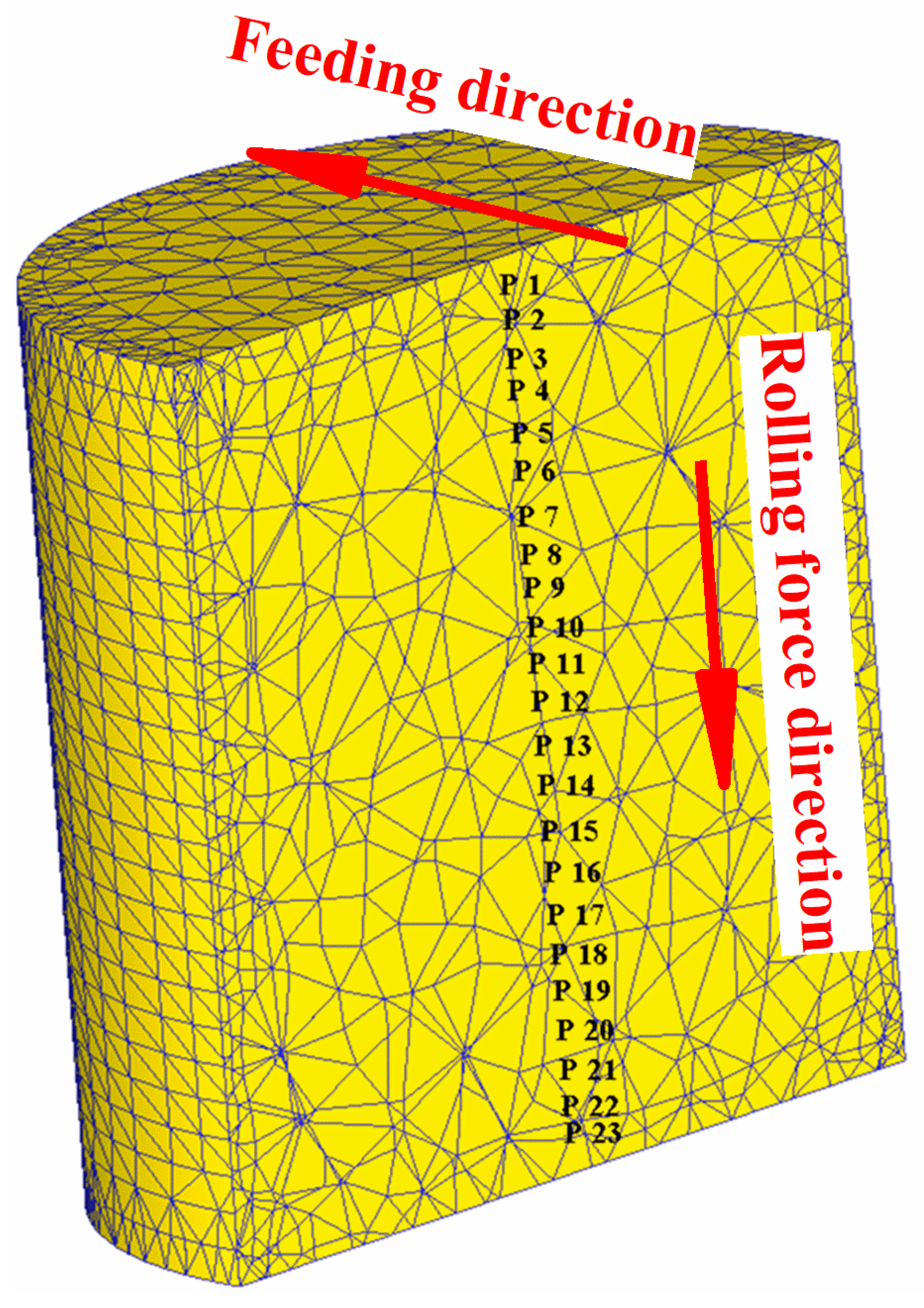
2.2. Establishment of Geometric Models and Numerical Models
3. Results and Discussion
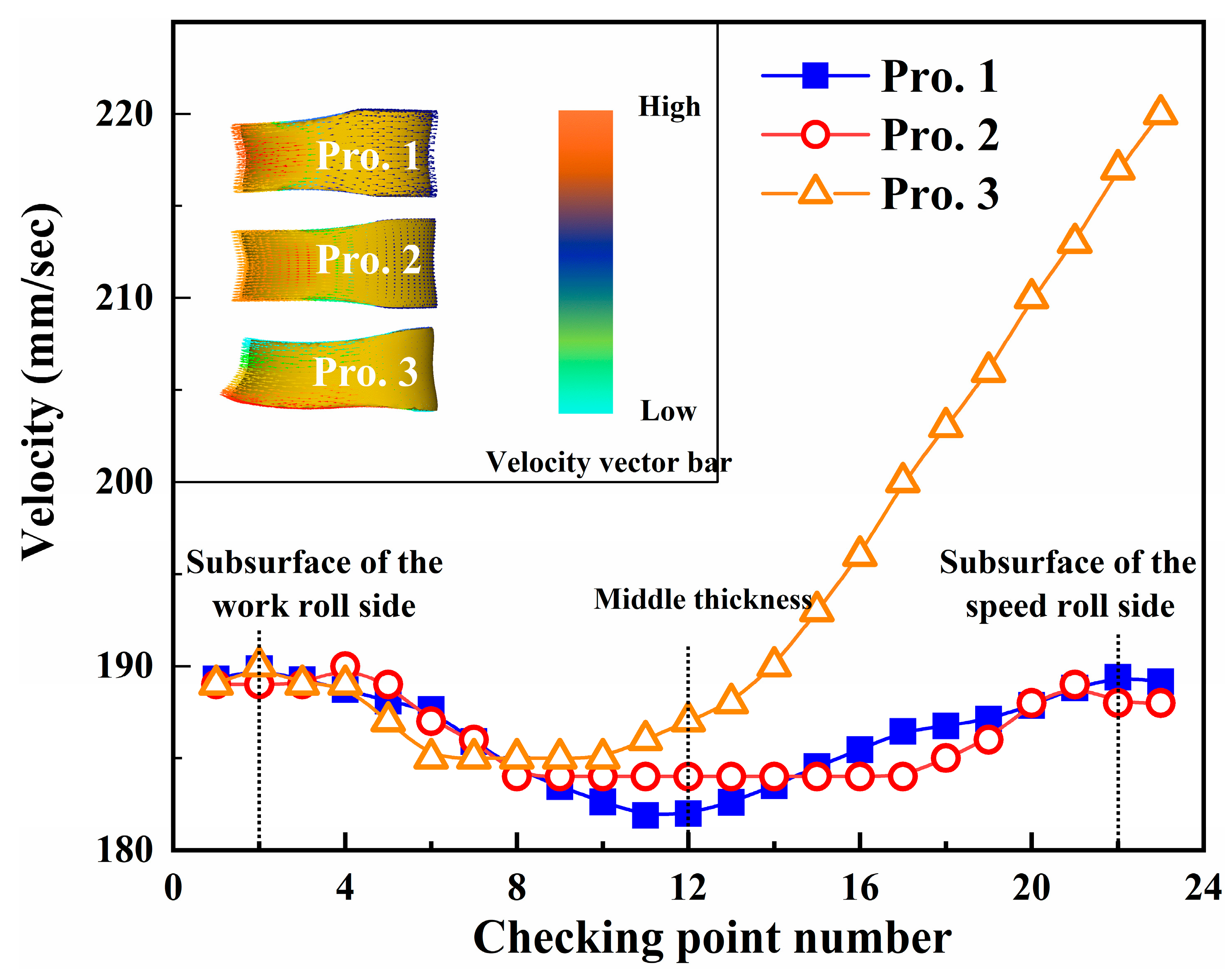
3.1. Comparison of MFV among the Three Projects
3.2. Comparison of ESD among the Three Projects
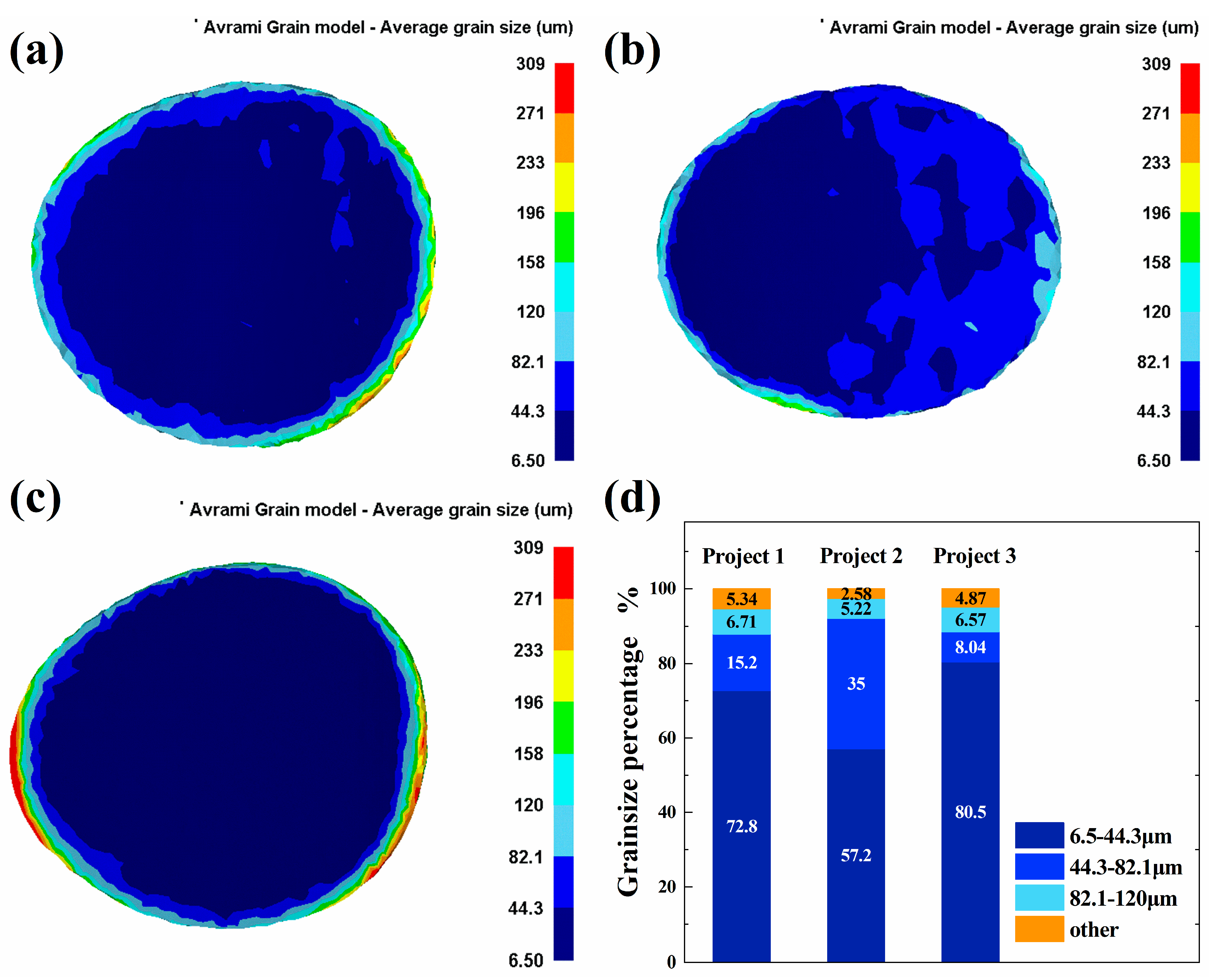
3.3. Comparison of GSD among the Three Projects
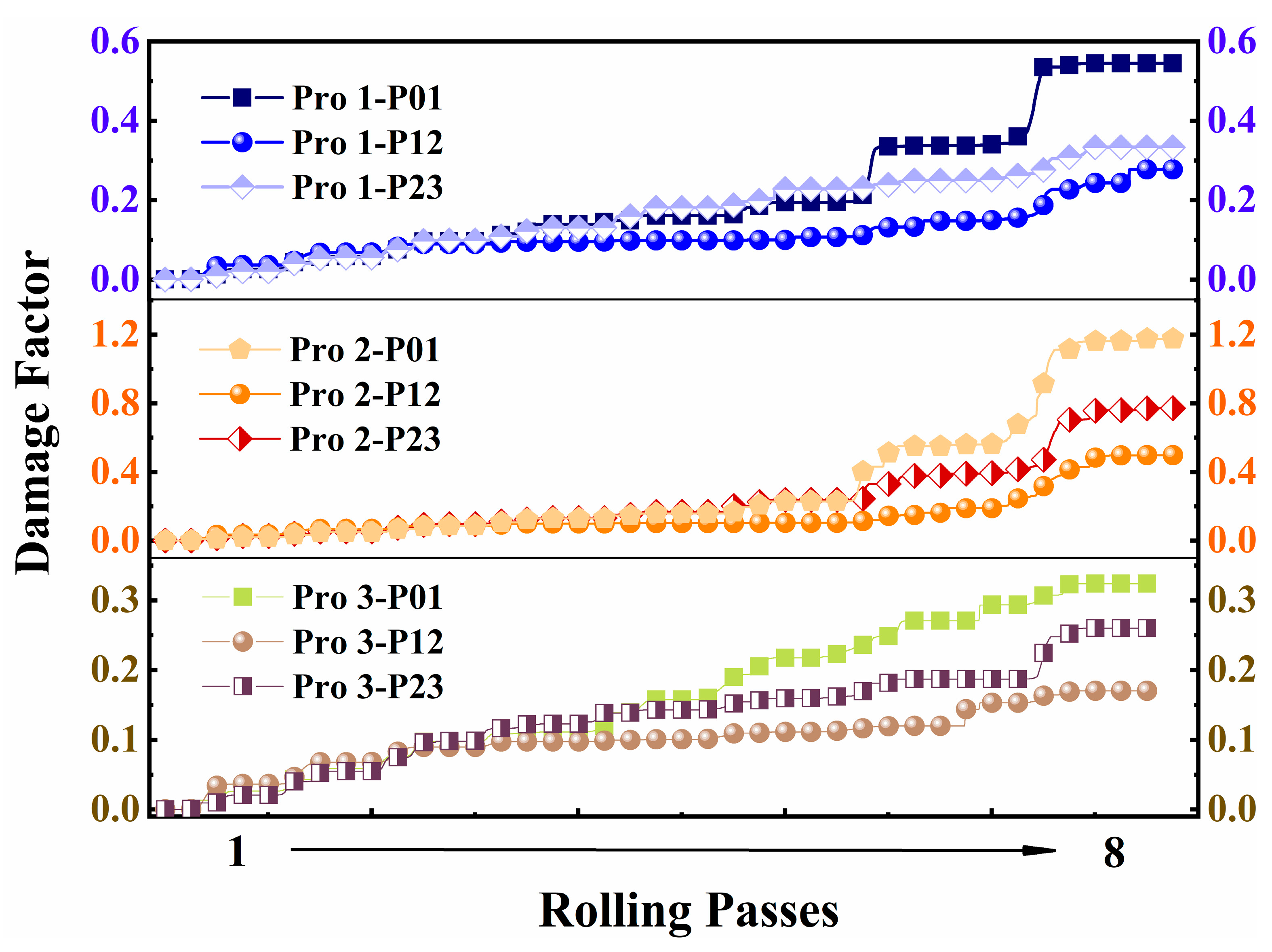
3.4. Comparison of Damage among the Three Projects
3.5. Comparison of RF among the Three Projects
4. Conclusions
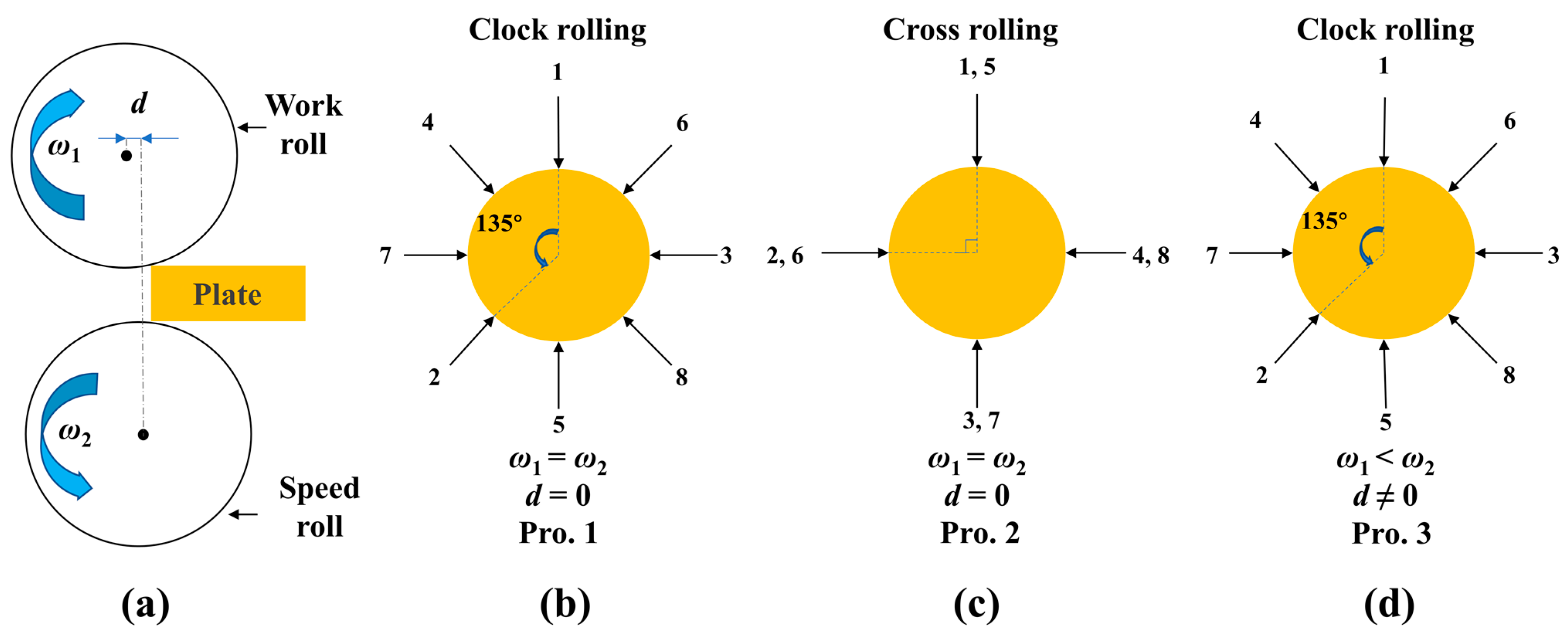
- Clock rolling route: Compared with cross rolling, the clock rolling route promotes grain size homogeneity (GSD) because of randomly oriented grain regions filled with high-angle grain boundaries.
- Asynchronous rolling method: The MFV and effective strain increase during asynchronous rolling because of deeper deformation, resulting in grain refinement and a grain size range of 6.5 to 44.3 μm in clock–snake rolling (Pro. 3), accounting for ~80.5% of all grains.
- Reduced RF consumption: As the RF is utilized to form cross-shearing stress as component energy in asynchronous rolling, the maximum RF decrement reaches 51%, significantly reducing the risk of defects and improving energy efficiency.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gamin, Y.V.; Akopyan, T.K.; Koshmin, A.N.; Dolbachev, A.P.; Goncharuk, A.V. Microstructure evolution and property analysis of commercial pure Al alloy processed by radial-shear rolling. Arch. Civ. Mech. Eng. 2020, 20, 143. [Google Scholar] [CrossRef]
- Yu, Z.-M.; Peng, W.-F.; Zhang, X.; Oleksandr, M.; Titov, V. Evolution of microstructure of aluminum alloy hollow shaft in cross wedge rolling without mandrel. J. Cent. South Univ. 2022, 29, 807–820. [Google Scholar] [CrossRef]
- Daneshmand, S.; Sajadi, S.M.; Vini, M.H. A molecular dynamics simulation on corrosion, wear, and mechanical properties of laminated Al/TiC composites. Eng. Anal. Bound. Elem. 2023, 152, 598–607. [Google Scholar] [CrossRef]
- Jiang, L.-Y.; Zhen, T.; Huang, J.-B.; Wei, Y.-Y.; Li, H.; Ma, L.-F. Calculation and analysis of rolling force during aluminum alloy thick plate snake/gradient temperature rolling with different roll diameters. Int. J. Adv. Manuf. Technol. 2021, 115, 3453–3465. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, Y.; Gong, H.; Shi, W.; Jiang, F.; Jiang, S. Analysis of temperature asymmetry of aluminum alloy thick plate during snake hot rolling. Int. J. Adv. Manuf. Technol. 2016, 87, 941–948. [Google Scholar] [CrossRef]
- Jiang, L.-Y.; Zhao, C.-J.; Yuan, G.; Shi, J.-H.; Wang, G.-D. Thicker steel plate shape-changing law and control method during the snake rolling process. Metall. Res. Technol. 2016, 113, 309. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, W.; Ai, Y.; Trzepieciński, T. Prediction of Exit Thickness and Its Compensation after Snake Rolling of Aluminum Alloy Thick Plate. Adv. Mater. Sci. Eng. 2022, 2022, 9815523. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, Y.-X.; Gong, H.; Zheng, X.-Z.; Jiang, S.-S. Effects of rolling parameters of snake hot rolling on strain distribution of aluminum alloy 7075. Trans. Nonferrous Met. Soc. China 2014, 24, 2150–2156. [Google Scholar] [CrossRef]
- Yang, J.; Li, S.; Liu, J.; Li, X.; Zhang, X. Finite element analysis of bending behavior and strain heterogeneity in snake rolling of AA7050 plates using a hyperbolic sine-type constitutive law. J. Mater. Process. Technol. 2017, 240, 274–283. [Google Scholar] [CrossRef]
- Hao, P.; Liu, J. Influence of snake rolling on metal flow in hot rolling of aluminum alloy thick plate. Mech. Ind. 2020, 21, 525. [Google Scholar] [CrossRef]
- Luo, D.; Pan, Y.; Wang, H.Y.; Zhao, L.G.; Liu, G.J.; Liu, Y.; Jiang, Q.C. Effect of Rolling Route on Microstructure and Tensile Properties of Twin-Roll Casting AZ31 Mg Alloy Sheets. Materials 2016, 9, 433. [Google Scholar] [CrossRef]
- Vincze, G.; Butuc, M.C.; Barlat, F.; Lopes, A.B.; Silva, T.F.V. Strain path changes in aluminum. In Proceedings of the 22nd International Esaform Conference on Material Forming, Vitoria-Gasteiz, Spain, 8–10 May 2019. [Google Scholar]
- Dhinwal, S.S.; Toth, L.S. Unlocking Deformation Path in Asymmetric Rolling by Texture Simulation. Materials 2019, 13, 101. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Peng, Y.; Guan, B.; Xin, Y.; Chapuis, A.; Huang, G.; Liu, Q. Tailoring the microstructure and texture of a dual-phase Mg–8Li alloy by varying the rolling path. Mater. Sci. Eng. A 2022, 844, 143202. [Google Scholar] [CrossRef]
- Deng, C.; Liu, S.F.; Ji, J.L.; Hao, X.B.; Zhang, Z.Q.; Liu, Q. Texture evolution of high purity tantalum under different rolling paths. J. Mater. Process. Technol. 2014, 214, 462–469. [Google Scholar] [CrossRef]
- Zhu, J.; Liu, S.; Yuan, X.; Liu, Q. Comparing the Through-Thickness Gradient of the Deformed and Recrystallized Microstructure in Tantalum with Unidirectional and Clock Rolling. Materials 2019, 12, 169. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, J.-L.; Chen, Y.-D.; Hu, H.-B. Effect of strain rate on microstructural evolution and thermal stability of 1050 commercial pure aluminum. Trans. Nonferrous Met. Soc. China 2018, 28, 1–8. [Google Scholar] [CrossRef]
- Oertel, C.G.; Hünsche, I.; Skrotzki, W.; Lorich, A.; Knabl, W.; Resch, J.; Trenkwalder, T. Influence of cross rolling and heat treatment on texture and forming properties of molybdenum sheets. Int. J. Refract. Met. Hard Mater. 2010, 28, 722–727. [Google Scholar] [CrossRef]
- Wronski, S.; Wrobel, M.; Baczmanski, A.; Wierzbanowski, K. Effects of cross-rolling on residual stress, texture and plastic anisotropy in f.c.c. and b.c.c. metals. Mater. Charact. 2013, 77, 116–126. [Google Scholar] [CrossRef]
- Aditya, A.V.; Subramanian, P.K.; Gopala Krishna, V.; Chinta Babu, U. Influence of Rolling Path on Microstructure and Mechanical Properties in EB Refined Tantalum. Trans. Indian Inst. Met. 2012, 65, 435–442. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, Q.; Lang, S.; Wang, Y.; Ge, C. Preparation of pure tungsten via various rolling methods and their influence on macro-texture and mechanical properties. Mater. Des. 2017, 126, 1–11. [Google Scholar] [CrossRef]
- Fan, H.; Liu, S.; Li, L.; Deng, C.; Liu, Q. Largely alleviating the orientation dependence by sequentially changing strain paths. Mater. Des. 2016, 97, 464–472. [Google Scholar] [CrossRef]
- Zhu, J.; Liu, S.; Yang, S.; Long, D.; Liu, Y.; Yuan, X.; Orlov, D. Strain dependence of deformation and recrystallization microstructure homogeneity in clock-rolled tantalum sheets. Mater. Charact. 2020, 161, 110165. [Google Scholar] [CrossRef]
- Liu, S.-F.; Hao, X.-B.; Deng, C.; Fan, H.-Y.; Liu, Q. Revealing substructure in clock-rolled Ta aided with triple focused ion beam. Rare Met. 2015, 36, 284–288. [Google Scholar] [CrossRef]
- Kim, H.-C.; Kang, C.-G.; Huh, M.-Y.; Engler, O. Effect of primary recrystallization texture on abnormal grain growth in an aluminum alloy. Scr. Mater. 2007, 57, 325–327. [Google Scholar] [CrossRef]
- Gurao, N.P.; Sethuraman, S.; Suwas, S. Effect of strain path change on the evolution of texture and microstructure during rolling of copper and nickel. Mater. Sci. Eng. A 2011, 528, 7739–7750. [Google Scholar] [CrossRef]
- Konstantinov, I.L.; Baranov, V.N.; Sidelnikov, S.B.; Arnautov, A.D.; Voroshilov, D.S.; Dovzenko, N.N.; Zenkin, E.Y.; Bezrukikh, A.I.; Dovzenko, I.N.; Yuryev, P.O. Investigation of cold rolling modes of 1580 alloy by the method of computer simulation. Int. J. Adv. Manuf. Technol. 2021, 112, 1965–1972. [Google Scholar] [CrossRef]
- Hum, B.; Colquhoun, H.W.; Lenard, J.G. Measurements of friction during hot rolling of aluminum strips. J. Mater. Process. Technol. 1996, 60, 331–338. [Google Scholar] [CrossRef]
- Zhang, T.; Li, L.; Lu, S.-H.; Zhang, J.-B.; Gong, H. Comparisons of flow behavior characteristics and microstructure between asymmetrical shear rolling and symmetrical rolling by macro/micro coupling simulation. J. Comput. Sci. 2018, 29, 142–152. [Google Scholar] [CrossRef]
- Liu, F.; Yuan, H.; Yin, J.; Wang, J.T. Influence of stacking fault energy and temperature on microstructures and mechanical properties of fcc pure metals processed by equal-channel angular pressing. Mater. Sci. Eng. A 2016, 662, 578–587. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, Y.; Ni, S.; Chen, G.; Li, K.; Du, Y.; Song, M. The Evolution of Second-Phase Particles in 6111 Aluminum Alloy Processed by Hot and Cold Rolling. J. Mater. Eng. Perform. 2018, 27, 1130–1137. [Google Scholar] [CrossRef]
- Yim, C.D.; Seo, Y.M.; You, B.S. Effect of the reduction ratio per pass on the microstructure of a hot-rolled AZ31 magnesium alloy sheet. Met. Mater. Int. 2009, 15, 683–688. [Google Scholar] [CrossRef]
- Bagheripoor, M.; Bisadi, H. Effects of rolling parameters on temperature distribution in the hot rolling of aluminum strips. Appl. Therm. Eng. 2011, 31, 1556–1565. [Google Scholar] [CrossRef]
- Lienshöft, L.; Chekhonin, P.; Zöllner, D.; Scharnweber, J.; Marr, T.; Krauter, T.; Hoeppel, H.W.; Skrotzki, W. Static recrystallization and grain growth of accumulative roll bonded aluminum laminates. J. Mater. Res. 2017, 32, 4503–4513. [Google Scholar] [CrossRef]
- Saanouni, K. On the numerical prediction of the ductile fracture in metal forming. Eng. Fract. Mech. 2008, 75, 3545–3559. [Google Scholar] [CrossRef]
- Olaogun, O.; Edberg, J.; Lindgren, L.E.; Oluwole, O.O.; Akinlabi, E.T. Heat transfer in cold rolling process of AA8015 alloy: A case study of 2-D FE simulation of coupled thermo-mechanical modeling. Int. J. Adv. Manuf. Technol. 2018, 100, 2617–2627. [Google Scholar] [CrossRef]
- Liu, Y.; Zhu, Z.; Wang, Z.; Zhu, B.; Wang, Y.; Zhang, Y. Flow and friction behaviors of 6061 aluminum alloy at elevated temperatures and hot stamping of a B-pillar. Int. J. Adv. Manuf. Technol. 2018, 96, 4063–4083. [Google Scholar] [CrossRef]
- Haghdadi, N.; Zarei-Hanzaki, A.; Abou-Ras, D.; Maghsoudi, M.H.; Ghorbani, A.; Kawasaki, M. An investigation into the homogeneity of microstructure, strain pattern and hardness of pure aluminum processed by accumulative back extrusion. Mater. Sci. Eng. A 2014, 595, 179–187. [Google Scholar] [CrossRef]
- Zhang, B.; Ning, S.; Wei, Z.; Duan, Y.; Li, X.; Yang, Y. Simulation and Experimental Study on Roll-Forming Limit of Cup. Materials 2022, 15, 1279. [Google Scholar] [CrossRef]
- Lanjewar, H.; Kestens, L.A.I.; Verleysen, P. Damage and strengthening mechanisms in severely deformed commercially pure aluminum: Experiments and modeling. Mater. Sci. Eng. A 2021, 800, 140224. [Google Scholar] [CrossRef]
- González-Castillo, A.C.; Cruz-Rivera, J.d.J.; Ramos-Azpeitia, M.O.; Garnica-González, P.; Garay-Reyes, C.G.; Pacheco-Cedeño, J.S.; Hernández-Rivera, J.L. 3D-FEM Simulation of Hot Rolling Process and Characterization of the Resultant Microstructure of a Light-Weight Mn Steel. Crystals 2021, 11, 569. [Google Scholar] [CrossRef]
- Li, K.; Pan, Q.; Li, R.; Liu, S.; Huang, Z.; He, X. Constitutive Modeling of the Hot Deformation Behavior in 6082 Aluminum Alloy. J. Mater. Eng. Perform. 2019, 28, 981–994. [Google Scholar] [CrossRef]
- Kim, W.J.; Lee, K.E.; Choi, S.H. Mechanical properties and microstructure of ultra fine-grained copper prepared by a high-speed-ratio differential speed rolling. Mater. Sci. Eng. A 2009, 506, 71–79. [Google Scholar] [CrossRef]
- Kim, W.J.; Yoo, S.J.; Jeong, H.T.; Kim, D.M.; Choe, B.H.; Lee, J.B. Effect of the speed ratio on grain refinement and texture development in pure Ti during differential speed rolling. Scr. Mater. 2011, 64, 49–52. [Google Scholar] [CrossRef]
- Byon, S.M.; Lee, J.H.; Lee, Y. A study to determine a distinct value of front end bending for a given shape factor in flat rolling. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 2302–2308. [Google Scholar] [CrossRef]
- Loorentz; Ko, Y.G. Effect of differential speed rolling strain on microstructure and mechanical properties of nanostructured 5052 Al alloy. J. Alloys Compd. 2014, 586, S205–S209. [Google Scholar] [CrossRef]
- Cui, Q.; Ohori, K. Grain refinement of high purity aluminium by asymmetric rolling. Mater. Sci. Technol. 2013, 16, 1095–1101. [Google Scholar] [CrossRef]
- Zuo, F.-Q.; Jiang, J.-H.; Shan, A.-D.; Fang, J.-M.; Zhang, X.-Y. Shear deformation and grain refinement in pure Al by asymmetric rolling. Trans. Nonferrous Met. Soc. China 2008, 18, 774–777. [Google Scholar] [CrossRef]
- Jiang, L.-Y.; Zhen, T.; Yuan, G.; Huang, J.-B.; Wei, Y.-Y.; Li, H.; Wang, P. The mechanical parameters modeling of heavy steel plate snake/gradient temperature rolling with the same roll diameters. Metall. Res. Technol. 2020, 117, 301. [Google Scholar] [CrossRef]
- Rajesh, K.V.D.; Buddi, T. Finite element analysis of chromium and nickel alloyed steel billets forged under warm forming process using Deform-3D. Adv. Mater. Process. Technol. 2021, 8, 1386–1394. [Google Scholar] [CrossRef]
- Wang, J.; Liu, X.; Sun, X. Study on the relationship between asymmetrical rolling deformation zone configuration and rolling parameters. Int. J. Mech. Sci. 2020, 187, 105905. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rolling Parameter | Pro. 1 | Pro. 2 | Pro. 3 |
|---|---|---|---|
| Upper work roll speed )/(rad/s) | 0.565 | 0.565 | 0.4712 |
| Lower speed roll speed)/(rad/s) | 0.565 | 0.565 | 0.565 |
| Speed ratio ) | 1:1 | 1:1 | 1:1.2 |
| Offset distance/mm | 0 | 0 | 20 |
| Rolling method | Synchronous rolling | Synchronous rolling | Asymmetrical snake rolling |
| Rolling route | Clock | Cross | Clock |
| Parameter | Value |
|---|---|
| Initial target size (diameter × height)/mm | φ150 × 150 |
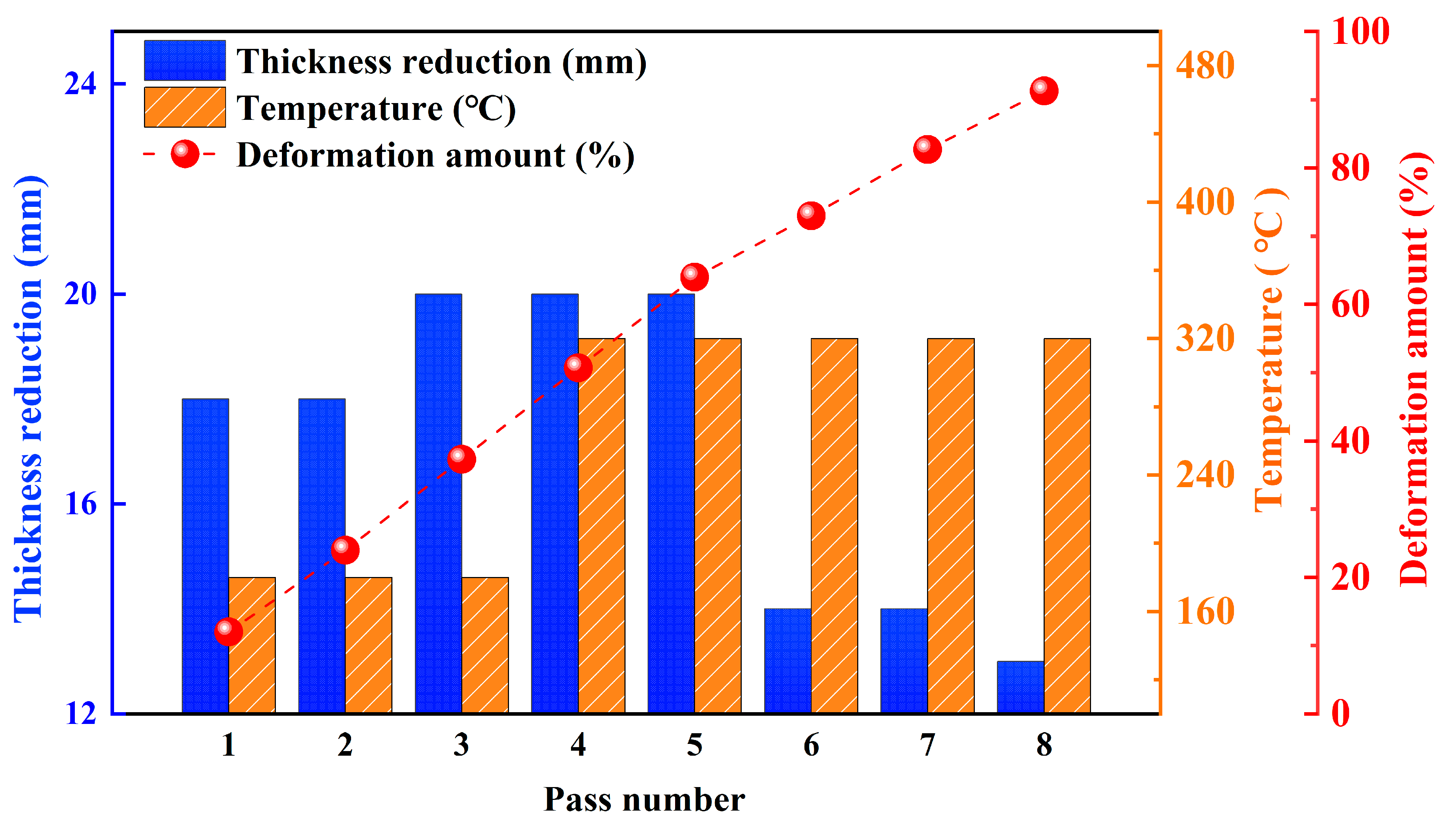
| Requirement of final thickness of target/mm | ~13 |
| Diameter of the work roll/mm | φ800 |
| Initial target grain size/μm | 520 |
| Material | Pure Aluminum | Aluminum Alloy 6061 [2] | Roller (AISI-H-26) |
|---|---|---|---|
| Density/(g·cm−3) | 2.7 | 2.7 | 7.76 |
| Young’s modulus/MPa | 68,900 | 68,900 | 220,000 |
| Poisson ratio | 0.33 | 0.3 | 0.27 |
| Thermal expansion coefficient/K−1 | 2.2 × 10−5 | 2.3 × 10−5 | 1 × 10−5 |
| Thermal conductivity/(W·m−1·K−1) | 180.195 | 171.2 | 24.5 |
| Heat capacity/(N·mm−2·K−1) | 2.43 | 2.4 | 460 |
| Boundary Condition Parameter | Value |
|---|---|
| Initial temperature/°C | 180 |
| Conditional temperature/°C | same as the plate |
| Convection heat transfer coefficient between the work roll and workpiece/(N·s−1mm−1·°C−1) | 25 |
| Friction coefficient between the work roll and workpiece | 0.5 |
| Parameter | Formula |
|---|---|
| Strain rate | |
| Peak strain | |
| Critical strain | |
| Volume fraction of dynamic recrystallization | |
| The strain when the volume fraction of dynamic recrystallization is 50% | |
| Dynamic recrystallization grain size |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, C.; Xu, R.; Xu, X.; Ma, S. Finite Element Simulation of Multi-Pass Rolling of a Pure Aluminum Target under Different Rolling Routes and Methods. Metals 2024, 14, 845. https://doi.org/10.3390/met14080845
Qiu C, Xu R, Xu X, Ma S. Finite Element Simulation of Multi-Pass Rolling of a Pure Aluminum Target under Different Rolling Routes and Methods. Metals. 2024; 14(8):845. https://doi.org/10.3390/met14080845
Chicago/Turabian StyleQiu, Chaoxin, Rui Xu, Xin Xu, and Shengcan Ma. 2024. "Finite Element Simulation of Multi-Pass Rolling of a Pure Aluminum Target under Different Rolling Routes and Methods" Metals 14, no. 8: 845. https://doi.org/10.3390/met14080845