3.2. Electrochemical Behavior
To evaluate the corrosion resistance of Cantor according to the manufacturing process, the electrochemical behavior was examined using OCP measurements, potentiodynamic polarization tests, EIS, and CPT measurements [
45,
46,
47]. The OCP measurements were obtained to monitor the potential over time. The results are shown in
Figure 3. The potential varied depending on the manufacturing process. The process-specific and alloy potentials are listed in
Table 2. The main alloy potentials ranged from −0.23 to −1.05 V, lower than those of HEAs.
The differences in the HEA potentials originate from variations in the Cr passivation layer [
48,
49]. This is similar to the electrochemical behavior of stainless steel. Stainless steel forms a passivating Cr oxide layer on its surface [
1,
48], and this increases its potential. The behavior of stainless steel varies depending on its chemical composition, microstructure, and surface treatment with Cr. HEAs contain 18.5 wt.% Cr. A passivation layer is formed owing to Cr oxidation, which results in the enhanced potential observed in the OCP.
The variation in the potential of HEAs according to the manufacturing process is attributed to the residual stresses caused by processing and the differences in alloy precipitation [
30,
32,
50]. Alloy precipitation, particularly of Cr and other elements, disrupts the uniform formation of the Cr oxide layer [
1,
48,
49,
51]. This reduces the potential. Residual stresses generated during processing facilitate the initiation of corrosion. The potentials of the cast HEAs reflect the influence of the passivation layer and alloy precipitation [
48,
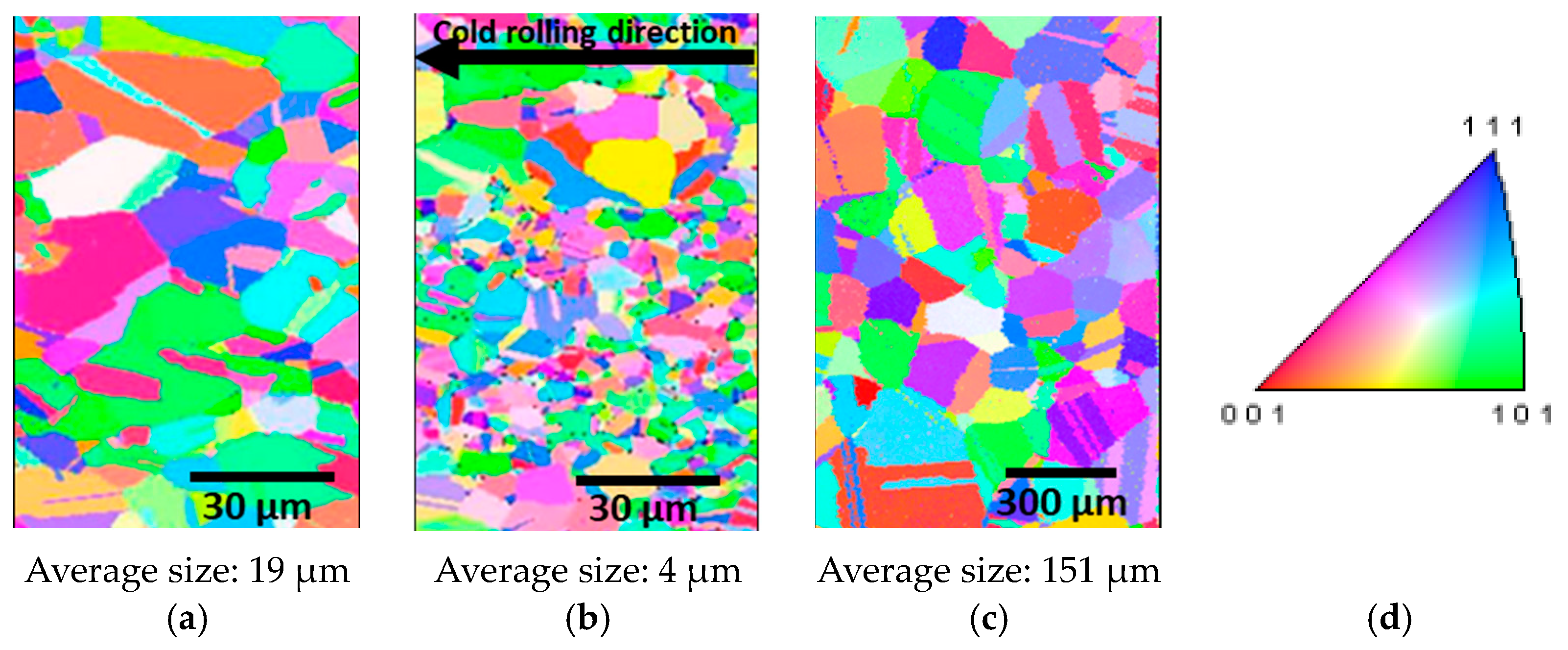
49]. Meanwhile, those of the cold rolled HEAs are influenced by the passivation layer, alloy precipitation, residual stresses, and refined microstructures. The annealed HEAs were potentially influenced by the passivation layer and the coarsened microstructure. The differences in potential among the three HEAs due to the different processes contributed to the variations in corrosion behavior. Casted HEAs exhibit low potential (0.12 V) due to their heterogeneous microstructure and alloy segregation. Cold rolled HEAs show a decrease in potential (0.8 V) due to grain refinement and increased dislocation from rolling. After annealing, the recrystallized microstructure restores the potential (0.18 V) by decreasing the grain size, residual stress, and alloy segregation.
Potentiodynamic polarization testing measures the variations in current density with respect to the potential [
1,
12,
13], indicating the variations in the corrosion rate due to the reactivity of the metals. The results of the potentiodynamic polarization testing according to the manufacturing process are shown in
Figure 4 and
Table 3. These exhibited a trend similar to that of the OCP measurements. During activation polarization, the casting material displayed a low potential (E
corr) and high current density (I
corr). The low potential was due to the nonuniform morphology of the structure formed during casting. Anodic peaks appeared at 0.25 and 0.52 V, indicating the formation of a nonuniform passivation layer on the surface. The cold rolled materials exhibited lower potentials and higher current densities than the cast materials. This indicates the reduced corrosion resistance of HEAs. Cold rolling of HEAs causes a reduction in the corrosion resistance owing to grain refinement and increased residual stresses during processing. No pitting potential peaks (E
pit) were detected, and the current density increased to 1 × 10
−2 A/cm
2 at 0.38 V [
30,
32,
33], indicating uniform corrosion and the failure of the passivation layer [
27,
40,
41]. Annealing revealed a nonuniform microstructure, grain refinement, and decreased residual stress, indicating structural coarsening.
Variations in the microstructure increased the potential and current density during activation polarization. The potential was reduced owing to the passivation layer. Meanwhile, the increase in the current density to 3 × 10
−5 A/cm
2 at 0.15 V is attributed to the increase in current density during the formation of the passivation layer [
1,
22,
28,
52]. The subsequent passivation prevented further increases in the current density up to 0.42 V. Following activation polarization, the pitting potential exhibited a trend similar to that of the corrosion potential. Processing affects the corrosion resistance of HEAs, which can be controlled by annealing. The E
corr of the potentiodynamic polarization test represents the onset value of the oxidation reaction following the reduction reaction, which is a result of Cr repassivation. The repassivation shows a lower value than the OCP because it does not indicate an increase in the Cr passivation layer over time. The cold rolled HEAs exhibited a decrease of 0.11 V from 0.08 V to −0.03 V. The rolled microstructure is susceptible to the repassivation of the Cr passivation layer, which acts as a factor in decreasing the potential.
Despite an identical chemical composition, stainless steel has been reported to exhibit differences in surface passivation layers depending on the manufacturing process [
29,
39,
51]. Given that HEAs exhibit microstructural variations depending on the manufacturing process, the influence of the passivation layer was examined using EIS. The results are presented in
Figure 5 and
Table 4. The HEAs exhibited differences in the EIS resistance based on the manufacturing process, as observed in the Bode and Nyquist plots. The Bode plot depicts the variations in the resistance and phase angle with frequency (
Figure 5a,b). The Nyquist plot shows the results for the passivation layer (
Figure 5c), indicating the differences in resistance based on the manufacturing process and reflecting the variations in corrosion resistance. The presence of a passivation layer on the surface was verified using the designed EIS circuit (
Figure 5d). The circuit was structured to reflect the resistance of the passivation layer in HEAs [
12,
20,
22].
The resistance of the passivation (Rp) layer varied based on the manufacturing process: the casting material exhibited a resistance of 6.1 kΩ, and the cold rolling material exhibited a resistance of 5.2 kΩ. After annealing, the resistance increased to 11.3 kΩ, signifying an increase in the thickness of the passivation layer and, hence, an enhancement in the corrosion resistance.
The variations in the microstructure according to the manufacturing process of the HEAs affect the EIS resistance and thereby the corrosion resistance [
12,
13]. The differences in the resistances of the passivation layers of the HEAs result in variations in the corrosion resistance; a higher resistance after heat treatment indicates a higher corrosion resistance, whereas a lower resistance in the cast and rolled materials indicates a lower corrosion resistance. These differences in resistance are primarily attributed to the nonuniform morphology of the cast microstructure, grain refinement, and residual stresses in the rolled structure. Annealing can strengthen the passivation layer through uniform grain morphology and size, coarsening of grains, and the relief of residual stresses [
30,
32,
33]. The electrochemical behavior of HEAs is influenced by the passivation layer. Controlling the manufacturing process can regulate the corrosion resistance by controlling the grain morphology and size.
CPT tests were conducted to evaluate the performance of the passivation layers in the HEAs, and the results are shown in
Figure 6. CPT testing is used to assess the lifespan of stainless steel passivation layers [
1,
31]. As HEAs display passivation layers similar to those of stainless steel, they were evaluated using the CPT test. The test was conducted according to the ASTM G 150-99 standards, and the results are presented in
Figure 6 [
31,
32,
33,
34,
35,
36]. CPT represents the temperature at which the current density exceeds 100 A/μm
2 for 1 min, which indicates a stable growth of the passivation layer [
48,
51,
53,
54]. The CPT values varied according to the HEA manufacturing process used. The sequence of CPT values was as follows: rolling (14 ± 1.1 °C), casting (12 ± 1.2 °C), and annealing (19 ± 0.6 °C). The differences in CPT based on the manufacturing process aligned with the trends observed in the potentiodynamic polarization tests and EIS results. The variations in the microstructure due to the manufacturing process influence the corrosion resistance, as evidenced by the CPT test. Therefore, to stabilize the corrosion resistance, HEAs require control over their microstructure because it significantly affects the corrosion resistance.
After conducting the CPT tests, we analyzed the images of the corroded surfaces shown in
Figure 7. Corrosion occurred in a localized form, consistent with the pattern observed in stainless steel, owing to the formation of a Cr passivation layer. Thus, corrosion in HEAs exhibits resistance owing to the Cr passivation layer, and the corrosion growth proceeds during pitting. Pitting corrosion is a form of corrosion that occurs in metals forming a passivation layer. The passivation layer of HEAs consists of a Cr oxide layer and oxides of other metals. Therefore, the higher oxide layer of the cold rolled HEAs, being a mixture of the passivation layer and other metal oxides, had a detrimental effect on the corrosion resistance. The corrosion easily occurs at grain boundaries where dislocations are concentrated. The cold rolled HEA, with its refined grains, had numerous corrosion sites, which accelerated the growth of pitting corrosion.
The results of the corrosion tests indicate that the corrosion behavior of HEAs is similar to that of stainless steel. XPS, which reveals the surface composition and chemical state, is well-suited for analyzing the passivation layer on the surface. The results are presented in
Figure 8. The primary surface components were found to be Cr and O, with Cr in the form of Cr
2+ and O in the form of O
−. The XPS results suggest the formation of a Cr
2O
3 passivation layer, which is consistent with the passivation layer observed in stainless steel [
33,
55,
56,
57].
The chemical compositions of the surfaces before and after corrosion were analyzed, and the results are presented in
Table 5 [
56,
57]. Prior to the corrosion test, the surface formed an oxide layer and showed the lowest concentration of oxygen after heat treatment [
48,
49]. The surface of HEAs is composed of an oxide layer that acts as a barrier against corrosion. Although the surface was washed with distilled water after the corrosion test, removing the remains from the corrosion crevices was impossible, which allowed the prediction of the ions involved in the corrosion process. After the corrosion test, the surface exhibited corrosion caused by chlorine, which increased the concentration of O. In stainless steel, the destruction and repassivation of Cr during corrosion lead to a decrease in its concentration, which is consistent with the corrosion behavior observed in the HEAs in this study. The cold rolled specimen exhibited the lowest Cr concentration on the surface and the highest oxygen and Cr concentrations (highest corrosion). The corrosion led to a decrease in the Cr chemical composition, whereas an increase in the corroded area resulted in higher concentrations of O and Cr. The corrosion behavior of HEAs is similar to that of stainless steel, maintaining a passivation layer due to Cr [
48,
49]. However, the corrosion resistance varies depending on the condition of the material.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}