
The Brittle Fracture of Iron and Steel and the Sharp Upper Yield Point Are Caused by Cementite Grain Boundary Walls
Abstract
:1. Introduction
- 1.
- Brittle grain boundary walls present in iron and ferritic hypoeutectoid steels consist of cementite with a high degree of probability.
- 2.
- The sharp upper yield point at the elastic line, followed by a rapid drop in stress to the lower yield point for ferritic hypoeutectoid steels, is caused by dislocations being emitted transversely across the cementite grain boundary walls that completely surround each grain.
- 3.
- Cracks in the grain boundary walls are primarily responsible for the brittle behavior of iron and steel at temperatures below the ductile–brittle transition temperature.
2. Materials and Methods
2.1. Specimen Composition and Preparation
2.2. Metallographic Specimens
2.3. Mechanical Tests
2.4. Atomic Force Microscopy
3. Results
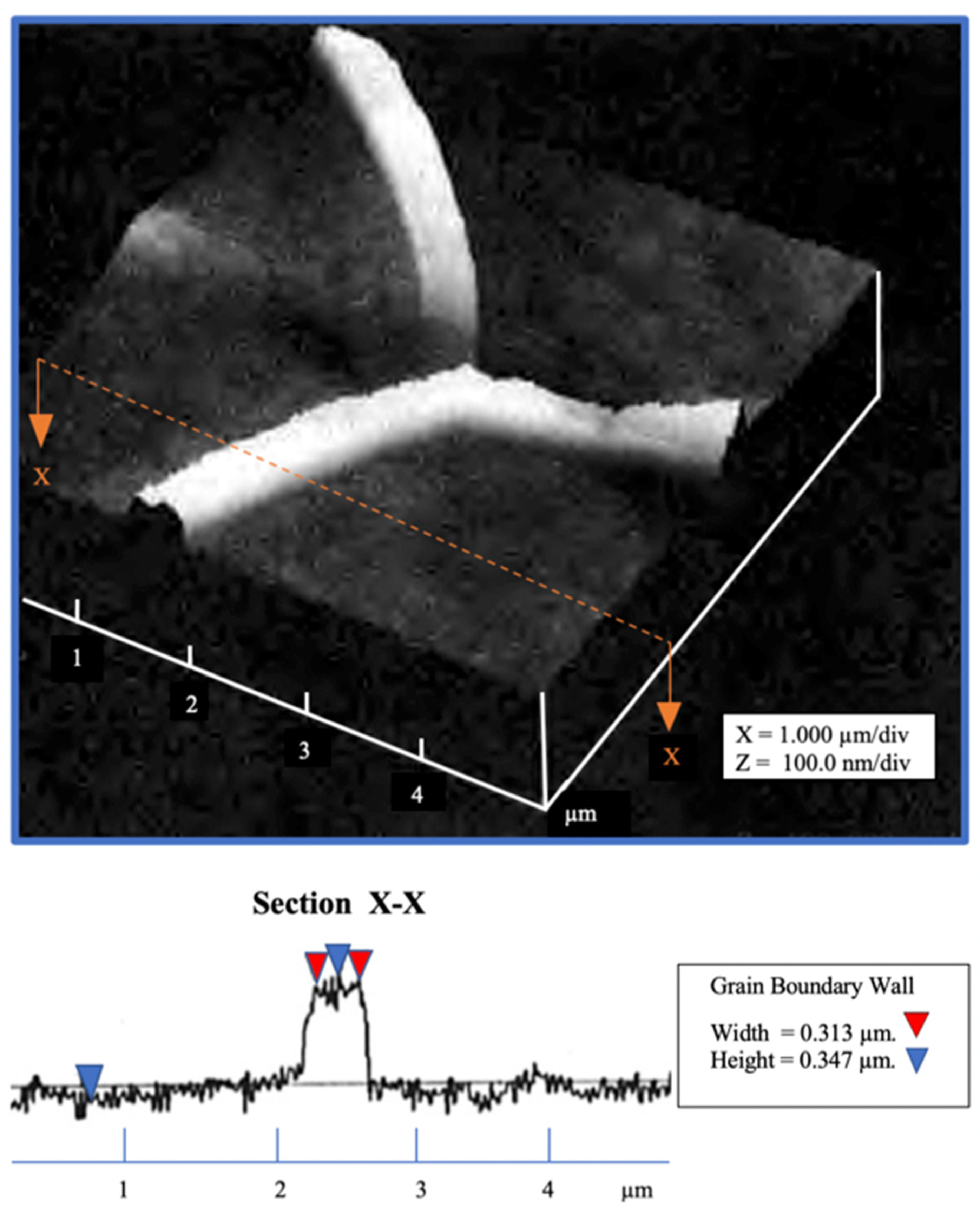
3.1. Atomic Force Microscopy (AFM) of Polycrystal AISI 1018 Steel
- These examinations were performed on specimens that were not mechanically deformed.
- Pearlite platelets
3.2. Atomic Force Microscopy of Polycrystal Iron, 14 ppm C
3.3. Tensile Tests of Polycrystal AISI 1018 Steel
3.4. Tensile Tests of Polycrystal Iron, 14 ppm C
4. Discussion about Grain Boundary Walls
4.1. Cementite Grain Boundary Walls
- At 900 °C, the steel grains are austenite.
- At 822 °C, ferrite nuclei begin to form with the subsequent growth of grains.
- 727 °C is the eutectoid temperature. The solute carbon is 0.0218 wt.%.
- At 716 °C, the solute carbon is 0.019 wt.% in AISI 1018 steel. The ferrite grains are fully formed.
- At ~715 °C, the solute carbon is below 0.019 wt.% and the excess carbon atoms diffuse to the grain boundaries and combine with iron atoms, forming Fe3C (cementite).
- At 639 °C, the grain boundary walls are fully formed at the point where AISI 1018 has a carbon concentration of 781 ppm; see Section 4.2. As the temperature drops, pearlite platelets begin to grow from the grain boundaries.
- At ~400 °C, the pearlite platelets have essentially completed their growth.
- At 20 °C, the ferrite grains have less than 0.5 ppm carbon in solid solution, as per Hume-Rothery [9].
4.2. Grain Boundary Walls Completely Surround the Grains or Are Segmented
5. Discussion about Plastic Deformation of Iron and Steel
5.1. Stress–Strain Curves for AISI 1018 Steel 1900 ppm Carbon
5.2. Stress–Strain Curves for Polycrystalline Iron, 14 ppm Carbon
5.3. Stress-Strain Curves for Polycrystalline Iron, 10 ppm Carbon
5.4. Single-Crystal Iron, 0.005 ppm C and 44 ppm C
5.5. Cottrell Atmosphere Pinning of Dislocations
- 2. “The sharp upper yield point at the elastic line, followed by a rapid drop in stress to the lower yield point for ferritic hypoeutectoid steels, is caused by dislocations being emitted transversely across cementite grain boundary walls that completely surround each grain.”
6. Discussion and Calculations about the Fracturing of Iron and Steel
6.1. Equations for the Ductile Brittle Transition (DBT) of Iron and Steel
- C = total carbon content of iron or steel
- c = crack half length
- D = grain diameter
- E = elastic constant
- Gc = toughness
- ky = material constant (Hall–Petch coefficient)
- kic = critical stress intensity factor
- L = crack length
- Lo = edge of a grain
- T = temperature, degrees Kelvin
- t = grain boundary wall thickness
- Y = crack geometry factor
- γp = surface energy for plastic deformation at the crack tip/unit area
- γs = surface energy for a brittle crack/unit area
- ν = Poisson’s ratio
- θ = angle between the grain boundaries of two adjoining grains
- σy = lower yield stress
- σo = frictional stress
- σc = critical fracture stress
- ξ = factor related to grain size D relative to Dmin
6.2. Relationship of the Ductile–Brittle Transition Temperature and Stress with Grain Size
- 1.
- Thermally activated stress to move dislocations in order to provide stress at the grain boundary.
- 2.
- Stress perpendicular to a crack, thereby opening the crack in order that it propagates.
- 3.
- The difference in the angle between the grain boundaries of two adjoining grains.
- Co = total carbon content in the iron
- Cmin = carbon content of iron where the segment size equals Lo
- ξ = factor related to grain size D relative to Dmin
6.3. Determination of the Hall–Petch Constants
- 3. “Cracks in the grain boundary walls are primarily responsible for the brittle behavior of iron and steel at and below the ductile–brittle transition temperature.” appears to have validity.
6.4. Determine Fracturing of Polycrystal AISI 1018 Steel, 1900 ppm C
6.5. Determination of Fracturing Polycrystal Pure Iron, 10 ppm C
6.6. Fracture Toughness and Ductile–Brittle Transition Temperature in the Published Literature
7. Conclusions
- (a)
- Polycrystalline ferritic hypoeutectoid steels have sufficient carbon for cementite (Fe3C) walls to completely surround all of the grains.
- (b)
- Iron does not have sufficient carbon for cementite walls to completely surround all of the grains. Therefore, the cementite walls are segmented if carbon exceeds 0.5 ppm.
- (c)
- For annealed ferritic hypoeutectoid steels, the upper yield point is at the elastic limit. It is then followed by a sharp drop in stress to the lower yield point. This is caused by the dislocations being emitted through cementite grain boundary walls.
- (d)
- Yielding in pure iron differs from that of steels since there is a gradual change from elastic to plastic deformation. This is caused by dislocations passing around the cementite wall segments.
- (e)
- Cracks in cementite grain boundary walls are the primary cause of fractures of hypoeutectoid steels and iron.
- (f)
- If the cementite grain boundary walls completely surround all of the grains, a crack propagates longitudinally within the walls, an intergranular fracture.
- (g)
- If the cementite grain boundary walls are segmented, then cracks grow to the end of the segment and stop.
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Petch, N.J. The cleavage strength of polycrystals. J. Iron and Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Cottrell, A.H.; Bilby, B.A. Dislocation theory of yielding and strain ageing of iron. Proc. Phys. Soc. 1949, 62, 49. [Google Scholar] [CrossRef]
- Altshuler, T.L. Atomic-Scale Materials Characterization. Adv. Mater. Process. 1991, 140, 18–23. [Google Scholar]
- Altshuler, T.L. Examination of Plain Carbon Steels Using an Atomic Force Microscope. Atomic Force Microscopy/Scanning Tunneling Microscopy; Cohen, S.H., Ed.; Springer Science + Business Media LLC: Berlin/Heidelberg, Germany, 1994; pp. 167–180. [Google Scholar]
- Altshuler, T.L. Deformation Processes in Body Centered Cubic Materials. Ph.D. Thesis, Oxford University Department of Materials Science, Oxford, UK, 1964. [Google Scholar]
- Stein, D.F.; Low, J.R.; Seybolt, A.U. The mechanical properties of iron single crystals containing less than 5 × 10−3 ppm carbon. Acta Metall. 1963, 11, 1253. [Google Scholar] [CrossRef]
- Shlyakhova, G.V.; Zuev, L.B.; Popova, E.A. Studying carbon steel by atomic force microscopy. AIP Conf. Proc. 2018, 2053, 030063. [Google Scholar] [CrossRef]
- McMahon, C.J.; Cohen, M., Jr. The fracture of polycrystalline iron. In Proceedings of the First International Conference on Fracture, Sendai, Japan, 12–17 September 1965; Volume 2, pp. 779–812. [Google Scholar]
- Hume-Rothery, W. Iron and its Interstitial Solid Solutions. In The Structure of Alloys of Iron; Pergamon Press: Oxford, UK, 1966. [Google Scholar]
- Offerman, S.E.; Van Dijk, N.H.; Sietsma, J.; Grigull, S.; Lauridsen, E.M.; Margulies, L.; Poulsen, H.F.; Rekveldt, M.T.; Van der Zwaag, S. Grain Nucleation and Growth during Phase Transformations. Science 2002, 298, 1003–1005. [Google Scholar] [CrossRef]
- Lu, K.; Huo, C.-F.; He, Y.; Yin, J.; Liu, J.; Peng, Q.; Guo, W.-P.; Yang, Y.; Li, Y.-W.; Wen, X.-D. Grain Boundary Plays a Key Role in Carbon Diffusion in Carbon Irons Revealed by a ReaxFF Study. J. Phys. Chem. C 2018, 40, 23191–23199. [Google Scholar]
- Zhao, S.; Min, N.; Li, W. Formation of Widmanstätten Ferrite and Grain Boundary Ferrite in a Hypereutectoid Pearlitic Steel. Metals 2022, 12, 493. [Google Scholar] [CrossRef]
- Pandit, A. Theory of Pearlite Transformation in Steels. Ph.D. Thesis, University of Cambridge Department of Materials Science and Metallurgy, Cambridge, UK, 2011. [Google Scholar]
- Vogric, M.; Kozeschnik, E.; Svoboda, J.; Führer, M.; Kreyca, J.; Wei, W.; Povoden-Karadeniz, E. Kinetic Modeling of Grain Boundary Cementite Evolution. Metall. Mater. Trans. A 2022, 53, 3759–3773. [Google Scholar] [CrossRef]
- Song, R.; Ponge, D.; Kaspar, R.; Raabe, D. Microstructure and crystallographic texture of an ultrafine grained C-Mn steel and their evolution during warm deformation and annealing. Acta Mater. 2005, 53, 845–858. [Google Scholar] [CrossRef]
- Bhadeshia, K.D.N. Interpretation of the Microstructure of Steels. 2008. Available online: https://www.phase-trans.msm.cam.uk/2008/Steel_Microstructure (accessed on 27 May 2024).
- Lv, S.; Wu, H.-H.; Wang, K.; Zhang, C.; Zhu, J.; Wang, S.; Wu, G.; Gao, J.; Yang, X.-S.; Mao, X. Phase field simulation of eutectoid microstructure during austenite-pearlite phase transformation. J. Mater. Res. Technol. 2023, 26, 8922–8933. [Google Scholar] [CrossRef]
- Gao, S.; Chen, M.; Chen, S.; Kamikawa, N.; Shibata, A.; Tsuji, N. Yielding Behavior and Its Effect on Uniform Elongation of Fine Grained IF Steel. Mater. Trans. 2014, 55, 73–77. [Google Scholar] [CrossRef]
- Lucon, E.; Abiko, K.; Lambrecht, M.; Rehmer, B. Tensile Properties of Commercially Pure, High Purity, and Ultra-High Purity Iron: Results of an International Round Robbin; NIST Technical Note 1879; US Department of Commerce, National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015.
- Allen, N.P.; Hopkins, B.E.; McLennan, J.E. The Tensile Properties of Single Crystals of High-Purity Iron at Temperatures from 100 to −253 degrees C. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1956, 234, 221–246. [Google Scholar]
- Harding, J. The Yield and Fracture Behaviour of High-Purity Iron Single Crystals at High Rates Crystals at High Rates of Strain. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1967, 299, 464–490. [Google Scholar]
- Takeda, T.; Nakada, N.; Tsuchiyama, T.; Takaki, S. Effect of Interstitial Elements on Hall-Petch Coefficient of Ferritic Iron. ISIJ Int. 2008, 48, 1122–1125. [Google Scholar] [CrossRef]
- Griffith, A.A. The Phenomena of Rupture and Flow of Solids. Philos. Trans. R. Soc. Lond. 1921, 221, 163–198. [Google Scholar]
- Irwin, G.R. Fracture Dynamics. In Fracturing of Metals; American Society for Metals: Cleveland, OH, USA, 1948; pp. 147–166. [Google Scholar]
- Orowan, E. Fracture and Strength of Solids. Rep. Prog. Phys. 1948, XII, 185. [Google Scholar] [CrossRef]
- Tanaka, M.; Wilkinson, A.J.; Roberts, S.G. Ductile-brittle transition of polycrystalline iron- chromium alloys. J. Nucl. Mater. 2008, 378, 305–311. [Google Scholar] [CrossRef]
- Pacyna, J.; Mazur, A. The influence of grain size upon the fracture toughness of hot-work tool steel. Scand. J. Met. 1983, 12, 22–28. [Google Scholar]
- Reiser, J.; Hartmaier, A. Elucidating the dual role of grain boundaries as dislocation sources and obstacles as its impact on toughness and brittle-to-ductile transition. Sci. Rep. 2020, 10, 27939. [Google Scholar] [CrossRef]
- Werner, E. Der Einfluß der Korngröße, des Legierungsgehaltes und einer Kaltumformung auf die Bruchzähigkeit, Impact pf grain size on toughness and brittle-to-ductile transition. Z. Metallkd. 1988, 79, 585–590. [Google Scholar]
- Chiou, W.C., Jr.; Carter, E.A. Structure and Stability of Fe3C Cementite from First Principles. 2002, pp. 87–100. Available online: www.sciencedirect.com (accessed on 27 May 2024).
- Schönecker, S.; Li, X.; Börje, J.; Kwon, S.K.; Vitos, L. Thermal surface free energy and stress of iron. Sci. Rep. 2015, 5, 14860. [Google Scholar] [CrossRef] [PubMed]
- Suzudo, T.; Ebihara, K.; Tsuru, T.; Mori, H. Cleavage along {110} in bcc iron emit dislocations from the curved crack fronts. Sci. Rep. 2022, 12, 1970. [Google Scholar] [CrossRef] [PubMed]
- Chao, Y.J.; Ward, J.D., Jr.; Sands, R.G. Fracture Impact Energy and Ductile-Brittle Transition Temperature of Dual-Phase 590 Steel. SAE Trans. 2005, 114, 708–712. [Google Scholar]
- Badaruddin, M.; Wardono, H.; Zulhanif; Supriadi, H.; Salimor, M. Experimental investigation of mechanical properties of cold-drawn AISI 1018 steel at high-temperature steady-state conditions. J. Mater. Res. Technol. 2020, 8, 1893–1904. [Google Scholar] [CrossRef]
- Koo, B.W.; Chang, Y.J.; Hong, S.-P.; Kang, C.S. Experimental Measurement of Young’s Modulus from a Single Crystalline Cementite. Scr. Mater. 2014, 82, 25–28. [Google Scholar] [CrossRef]
- Inoue, T.; Qiu, H.; Ueji, R.; Kimura, Y. Ductile-to-Brittle Transition and Brittle Fracture Stress of Ultrafine-Grained Low Carbon Steel. Materials 2021, 14, 1634. [Google Scholar] [CrossRef] [PubMed]
- Hohenwarter, A.; Pippan, R. Fracture of ECAP-deformed iron and the role of extrinsic toughening mechanisms. Acta Mater. 2013, 61, 2973–2983. [Google Scholar] [CrossRef]
- Xu, T.; Wang, W.; Jiang, H. Study of micro crack propagation mechanism of ferrite-pearlite gas transmission pipeline steel with lamellar structure. Sci. Rep. 2022, 12, 18642. [Google Scholar] [CrossRef]
- Görzen, D.; Blinn, B.; Beck, T. Influence of the C Content on the Fatigue Crack Initiation and Short Crack Behavior of Cu Alloyed Steels. Metals 2023, 13, 1024. [Google Scholar] [CrossRef]
- Zhai, K.; Zhang, Y.; Yue, J.; Qiu, Y.; Zhou, X.; Zhao, K.; Yu, X.; Zheng, J.; Li, S.; Pin, D. Fracture surface microstructure and new fracture mechanism in the pearlite structure. J. Mater. Res. Technol. 2024, 31, 1885–1895. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal | Al | C | Cr | Co | Cu | Mn | Mo | Ni | P | S | Si |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Polycrystal AISI 1018 steel | 300 | 1900 | 1100 | 500 | 7300 | 100 | 60 | 13 | 1400 | ||
| Polycrystal iron, 14 ppm C | 1.5 | 14.4 | 2.4 | 6.7 | 0.9 | 0.61 | 0.22 | 1.5 | 69 | ||
| Polycrystal iron, 10 ppm C [5] | <15 | 10 | 5 | 5 | 7 | <0.01 | <5 | 20 | 20 | 7 | 10 |
| Single-crystal iron, 0.005 ppm C | 100 | 0.005 | 100 | 100 | 10 | 100 | 400 | 20 | 60 | ||
| Single-crystal iron, 44 ppm C [6] | 100 | 44 | 100 | 100 | 10 | 100 | 400 | 20 | 60 |
| Metal, Specimen Label | Grain Size | Hardness | Specimen Size |
|---|---|---|---|
| Polycrystal AISI 1018 steel | 15.9 µm | Knoop 158 | Tensile: ¼ in. diameter ASTM E8 sub-size |
| Polycrystal iron, 14 ppm C | 127 µm | Knoop 67.9 | Tensile: 1/8 in. diameter ASTM E8 sub-size |
| Polycrystal iron,10 ppm C [5] | 28.4 µm | Vickers 78.5 | Compression axis , Cylinder 0.050-inch diameter, 0.100 inch height |
| Single-crystal iron [5] | Vickers 53.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Altshuler, T.L. The Brittle Fracture of Iron and Steel and the Sharp Upper Yield Point Are Caused by Cementite Grain Boundary Walls. Metals 2024, 14, 871. https://doi.org/10.3390/met14080871
Altshuler TL. The Brittle Fracture of Iron and Steel and the Sharp Upper Yield Point Are Caused by Cementite Grain Boundary Walls. Metals. 2024; 14(8):871. https://doi.org/10.3390/met14080871
Chicago/Turabian StyleAltshuler, Thomas L. 2024. "The Brittle Fracture of Iron and Steel and the Sharp Upper Yield Point Are Caused by Cementite Grain Boundary Walls" Metals 14, no. 8: 871. https://doi.org/10.3390/met14080871