
Improving the Mechanical Properties of Al-Si Composites through the Synergistic Strengthening of TiB2 Particles and BN Nanosheets
Abstract
:1. Introduction
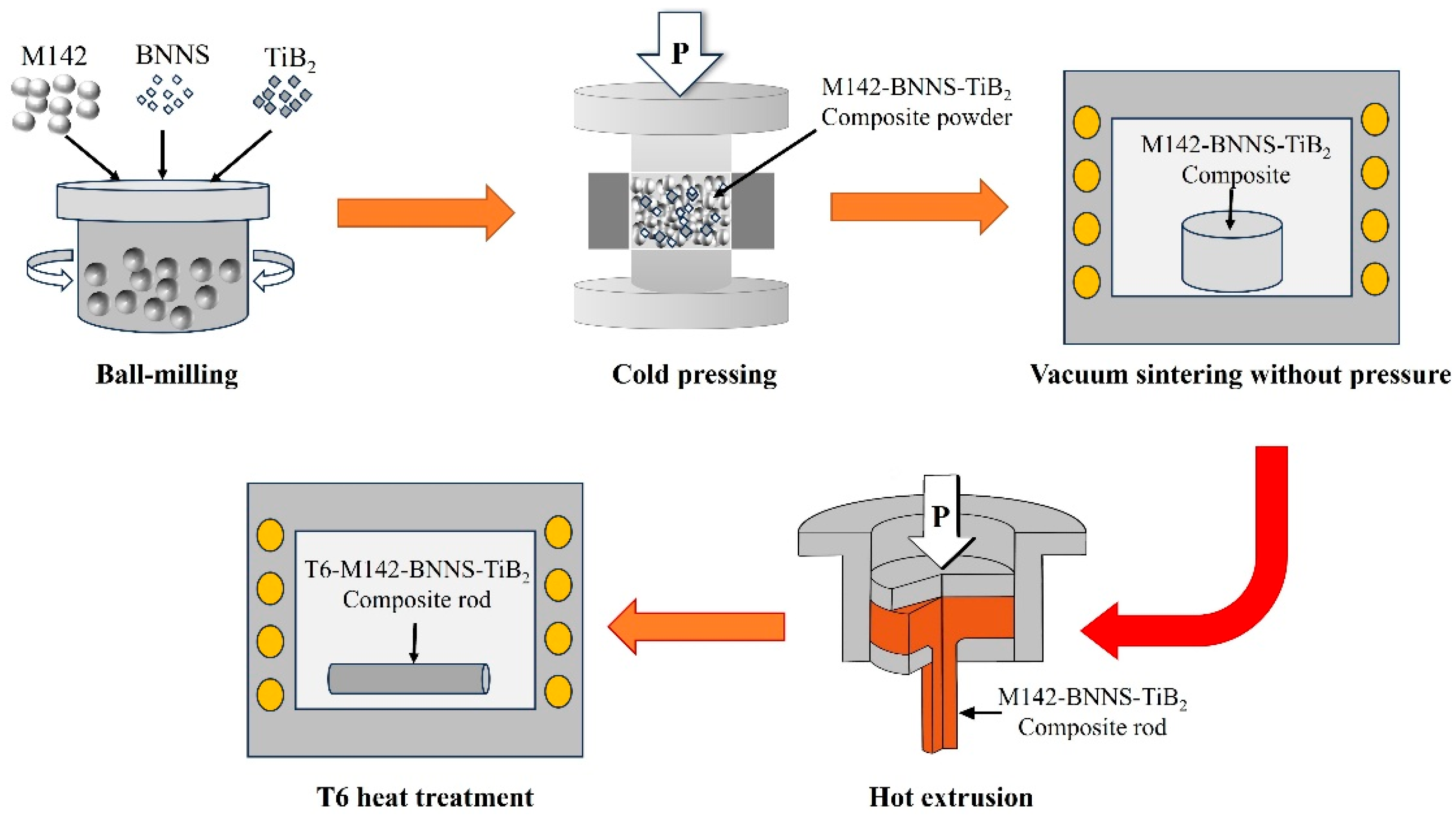
2. Materials and Methods
3. Results and Discussion
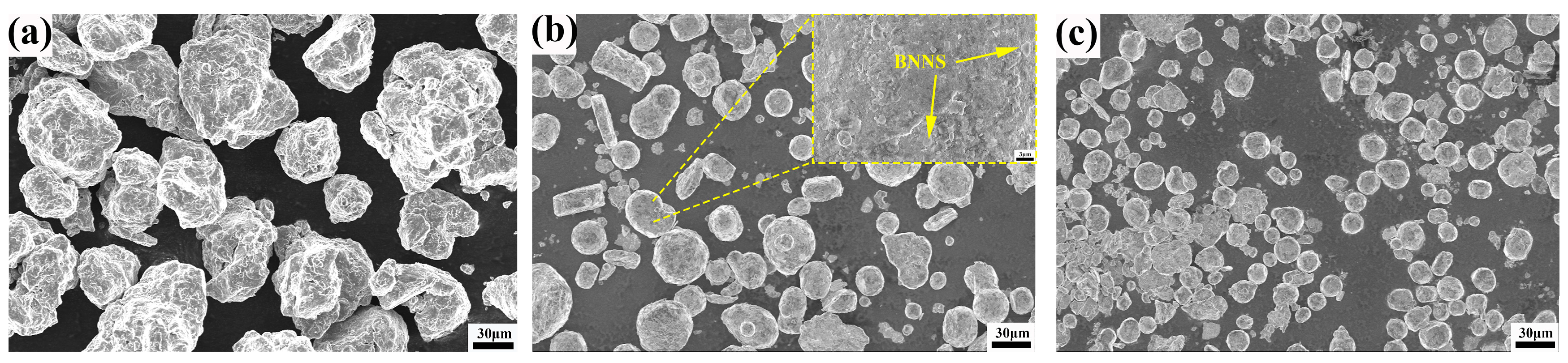
3.1. Microscopic Morphology of Ball Milled Composites
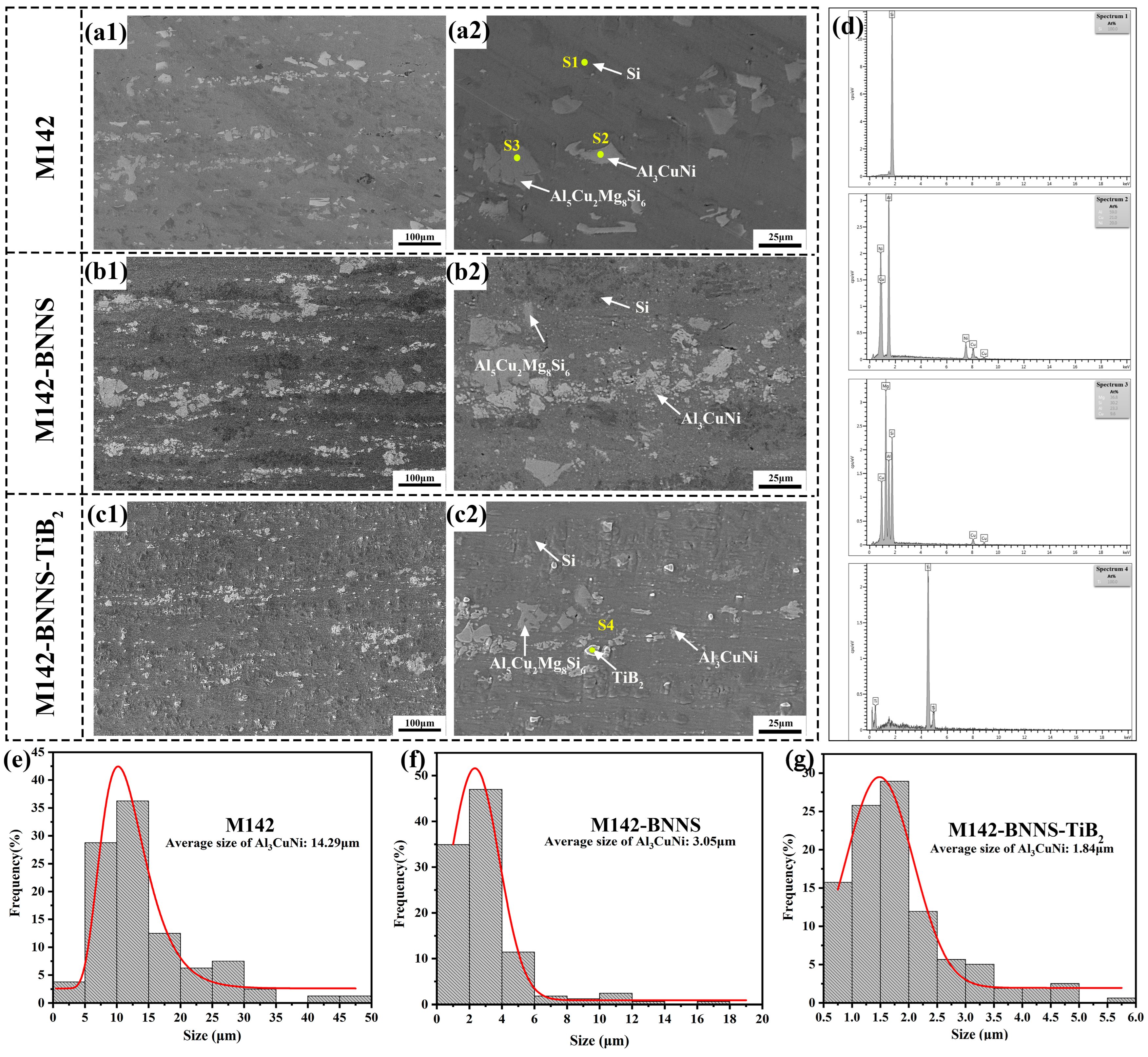
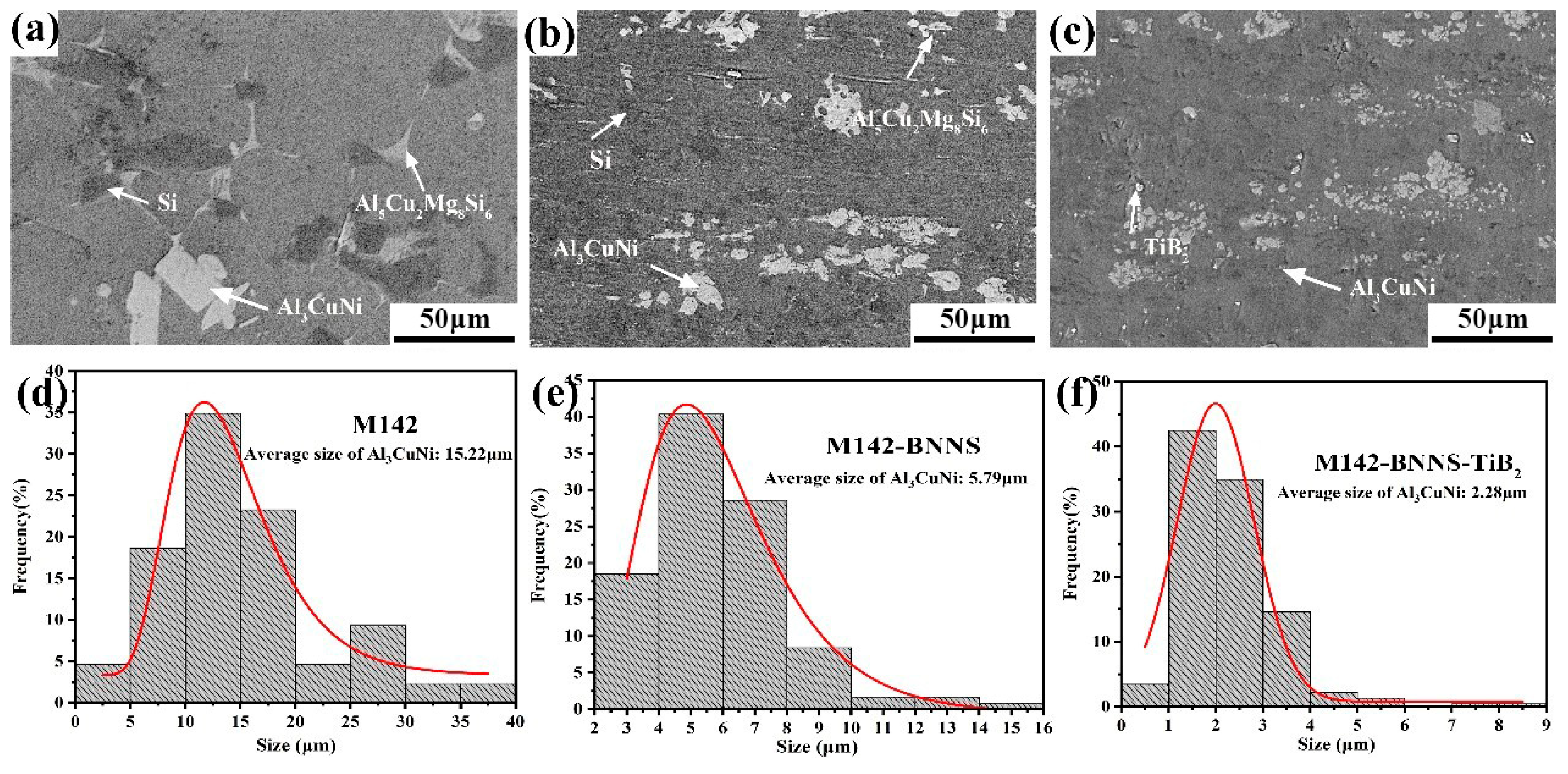
3.2. Composition and Distribution of Intermetallic Phases in Composites
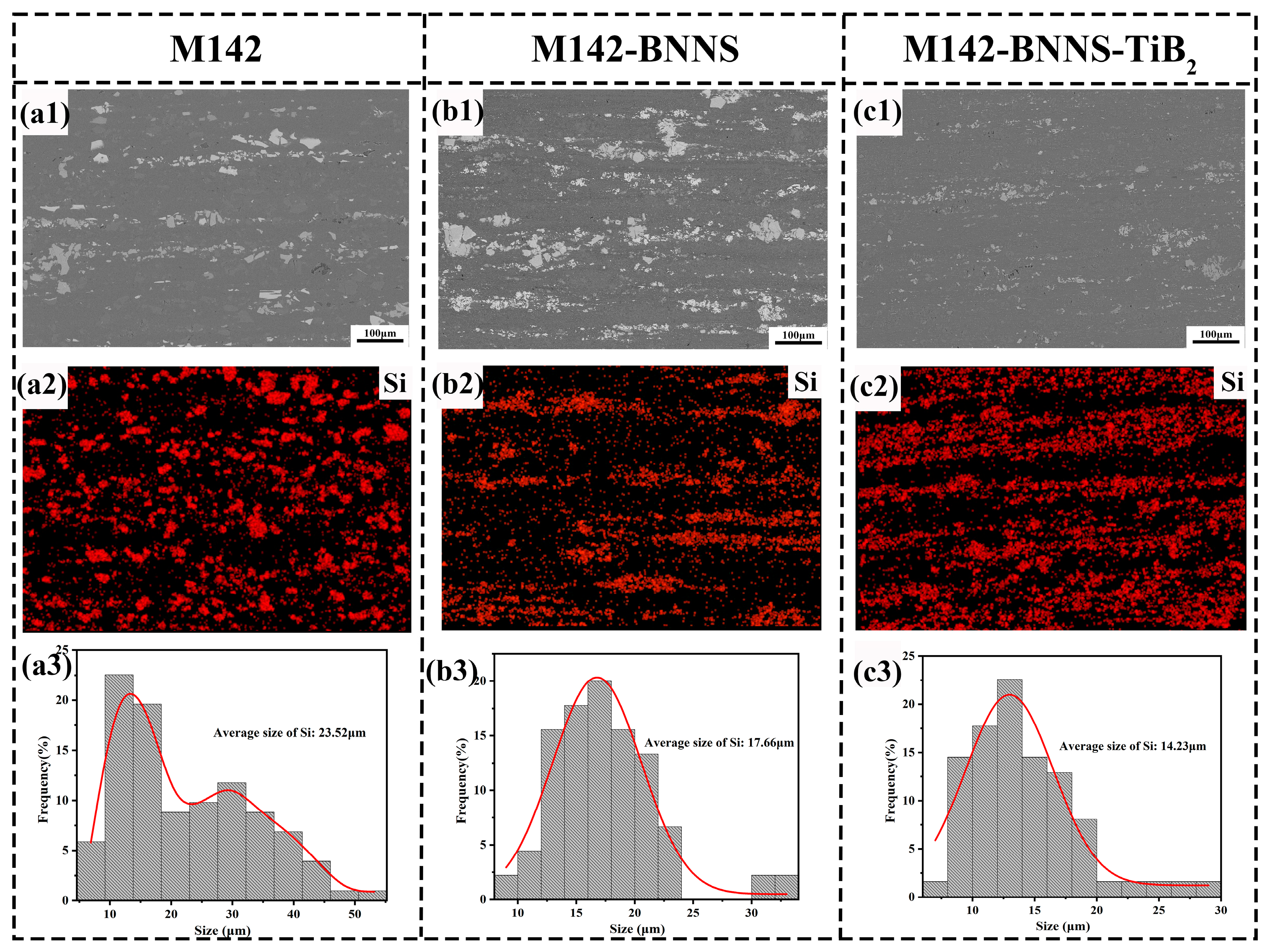
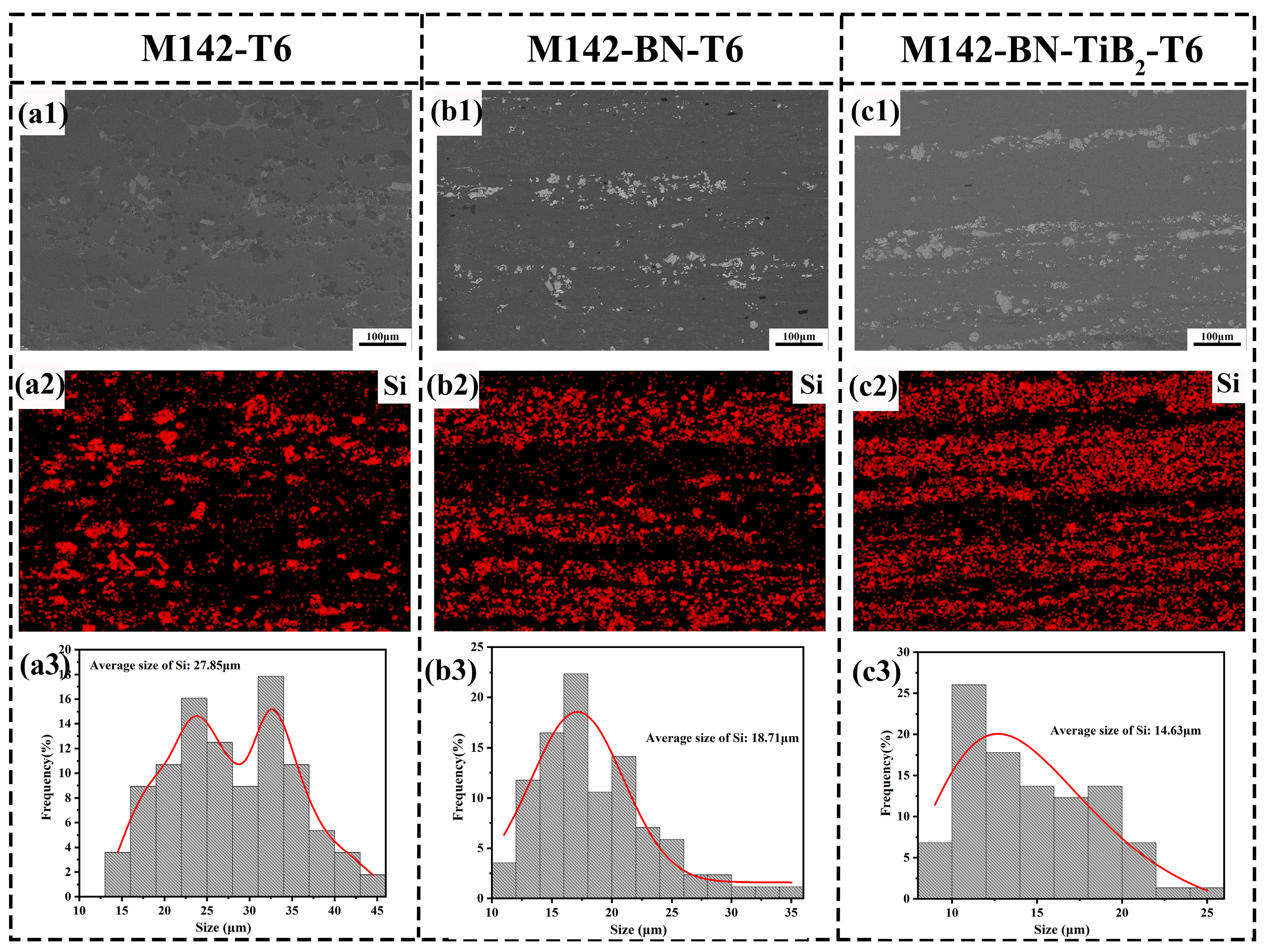
3.3. Morphology and Distribution of Si Phase in Composites
3.4. Microstructure of M142-BNNS-TiB2 Composite
3.5. Mechanical Properties of Composites
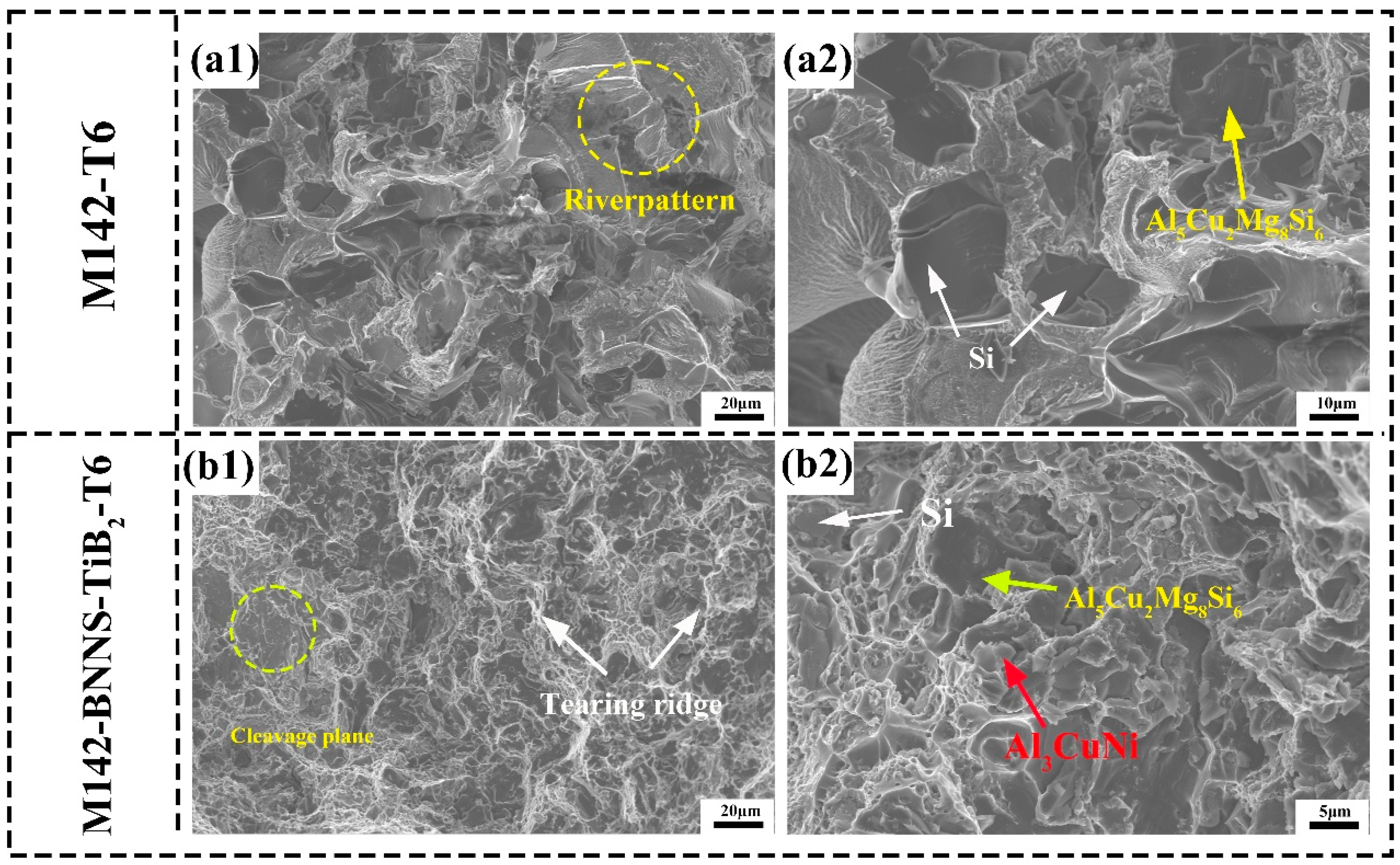
3.6. Fracture Morphology of Composite
4. Conclusions
- BNNS and micron TiB2 particles were introduced simultaneously in the ball milling process, which can realize the lamellarization and particle size refinement of M142 powder;
- The introduction of BNNS and micron TiB2 can realize the uniform refinement of the Si phase and intermetallic phase in M142-BNNS-TiB2;
- After T6 heat treatment, the M142-BN-TiB2 composite exhibits excellent comprehensive mechanical properties, with a UTS of 463 MPa (Compared with M142 and M142-BNNS, it has increased by 101 and 68 MPa, respectively) and an elongation of 2.6% (Compared with M142 and M142-BNNS, it has increased by 0.1% and 0.9%, respectively);
- The introduction of BNNS and micro-TiB2 changed the M142 fracture mode from brittle fracture to quasi-cleavage fracture. At the same time, the introduction of BNNS and micro-TiB2 to refine the Si phase and intermetallic phase can change the location of crack initiation in the composite, thus improving the ductility of the composite.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Alemdag, Y.; Beder, M. Effects of zinc content on strength and wear performance of Al−12Si−3Cu based alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 2463–2471. [Google Scholar] [CrossRef]
- Asghar, Z.; Requena, G.; Zahid, G.H.; Rafiud, D. Effect of thermally stable Cu- and Mg-rich aluminides on the high temperature strength of an AlSi12CuMgNi alloy. Mater. Charact. 2014, 88, 80–85. [Google Scholar] [CrossRef]
- Beder, M.; Alemdag, Y. Influence of Mg addition and T6 heat treatment on microstructure, mechanical and tribological properties of Al–12Si–3Cu based alloy. Trans. Nonferrous Met. Soc. China 2021, 31, 2208–2219. [Google Scholar] [CrossRef]
- Ding, C.; Hao, H.; Lu, Z.; Yu, C.; Wu, X.; Yu, P.; Ye, S. Fabrication of hypereutectic Al–Si alloy with improved mechanical and thermal properties by hot extrusion. Mater. Charact. 2023, 202, 113026. [Google Scholar] [CrossRef]
- Dong, J.; Jiang, J.; Wang, Y.; Huang, M.; Cui, J.; Qin, T.; Kong, L. Effect of casting process and Zr, V addition on microstructure and mechanical properties of Al–12Si-4.5Cu–2Ni alloy. J. Mater. Res. Technol. 2024, 29, 1428–1440. [Google Scholar] [CrossRef]
- Li, D.; Zhao, K.; Han, M.; Liu, G.; Sun, Q.; Liu, S.; Liu, X. Optimizing microstructure and enhancing mechanical properties of Al–Si–Mg–Mn–based alloy by novel C-doped TiB2 particles. J. Mater. Res. Technol. 2023, 26, 9450–9466. [Google Scholar] [CrossRef]
- Yang, Y.; Yu, K.; Li, Y.; Zhao, D.; Liu, X. Evolution of nickel-rich phases in Al–Si–Cu–Ni–Mg piston alloys with different Cu additions. Mater. Des. 2012, 33, 220–225. [Google Scholar] [CrossRef]
- Yamamoto, K.; Takahashi, M.; Kamikubo, Y.; Sugiura, Y.; Iwasawa, S.; Nakata, T.; Kamado, S. Effect of Mg content on age-hardening response, tensile properties, and microstructures of a T5-treated thixo-cast hypoeutectic Al–Si alloy. Mater. Sci. Eng. A 2020, 798, 140089. [Google Scholar] [CrossRef]
- Ma, S.; Li, Y.; Kan, W.; Zhang, J.; Wang, M.; Wang, L.; Wu, Y.; Wang, H.; Chen, Z. Enhancement of grain refinement and heat resistance in TiB2-reinforced Al-Cu-Mg-Fe-Ni matrix composite additive manufactured by electron beam melting. J. Alloys Compd. 2022, 924, 166395. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, D.; Nagaumi, H.; Wang, R.; Zhang, X.; Zhou, P.; Wu, F.; Zhang, B. Achieving excellent strength-ductility in Al–Si–Cu–Mg cast alloy via effective work hardening. Mater. Sci. Eng. A 2024, 889, 145840. [Google Scholar] [CrossRef]
- Liu, H.; Pang, J.; Wang, M.; Li, S.; Zhang, Z. The effect of thermal exposure on the microstructure and mechanical properties of multiphase AlSi12Cu4MgNi2 alloy. Mater. Charact. 2020, 159, 110032. [Google Scholar] [CrossRef]
- Liu, H.Q.; Pang, J.C.; Wang, M.; Li, S.X.; Zhang, Z.F. Effect of temperature on the mechanical properties of Al–Si–Cu–Mg–Ni–Ce alloy. Mater. Sci. Eng. A 2021, 824, 141762. [Google Scholar] [CrossRef]
- Sui, Y.; Wang, Q.; Wang, G.; Liu, T. Effects of Sr content on the microstructure and mechanical properties of cast Al–12Si–4Cu–2Ni–0.8Mg alloys. J. Alloys Compd. 2015, 622, 572–579. [Google Scholar] [CrossRef]
- Tan, P.; Yang, Y.; Sui, Y.; Wang, Q.; Jiang, Y. The influence of Al–10Sr or/ and Al–5Ti–1B on microstructure and mechanical properties of Al–12Si–4Cu–2Ni–0.8 Mg alloys. J. Alloys Compd. 2019, 809, 151856. [Google Scholar] [CrossRef]
- Zhang, N.; Feng, Y.; Zhao, S.; Fu, Y.; Wang, L.; Guo, E. Microstructure evolution and mechanical properties of Al-12Si-xCu-yNi-1Mg alloy with different Ni/Cu ratios. Mater. Today Commun. 2024, 38, 108081. [Google Scholar] [CrossRef]
- Shin, S.-S.; Kim, E.-S.; Yeom, G.-Y.; Lee, J.-C. Modification effect of Sr on the microstructures and mechanical properties of Al–10.5Si–2.0Cu recycled alloy for die casting. Mater. Sci. Eng. A 2012, 532, 151–157. [Google Scholar] [CrossRef]
- Zasadzińska, M.; Strzpek, P.; Mamala, A.; Noga, P. Reinforcement of Aluminium-Matrix Composites with Glass Fibre by Metallurgical Synthesis. Materials 2020, 13, 5441. [Google Scholar] [CrossRef] [PubMed]
- Gupta, M.K. Mechanical behaviors of Al 6063/TiB2 composites fabricated by stir casting process. Mater. Today Proc. 2023, 82, 222–226. [Google Scholar] [CrossRef]
- Borodianskiy, K.; Selivorstov, V.; Dotsenko, Y.; Zinigrad, M. Effect of Additions of Ceramic Nanoparticles and Gas-Dynamic Treatment on Al Casting Alloys. Metals 2015, 5, 2277–2288. [Google Scholar] [CrossRef]
- Zhao, X.; Meng, J.; Zhang, C.; Wei, W.; Wu, F.; Zhang, G. A novel method for improving the microstructure and the properties of Al-Si-Cu alloys prepared using rapid solidification/powder metallurgy. Mater. Today Commun. 2023, 35, 105802. [Google Scholar] [CrossRef]
- Cai, Z.; Zhang, C.; Wang, R.; Peng, C.; Qiu, K.; Feng, Y. Preparation of Al–Si alloys by a rapid solidification and powder metallurgy route. Mater. Des. 2015, 87, 996–1002. [Google Scholar] [CrossRef]
- Chang, K.-C.; Hung, F.-Y.; Zhao, J.-R.; Miu, C.-F. Advancements in microstructure, texture characterization, and mechanical properties of powder metallurgy Al-Si-Mg-Fe alloy for engineering applications. J. Alloys Compd. 2024, 973, 172941. [Google Scholar] [CrossRef]
- Liu, Y.-X.; Wang, R.-C.; Peng, C.-Q.; Cai, Z.-Y.; Zhou, Z.-H.; Li, X.-G.; Cao, X.-Y. Microstructures and mechanical properties of in-situ TiB2/Al−xSi−0.3Mg composites. Trans. Nonferrous Met. Soc. China 2021, 31, 331–344. [Google Scholar] [CrossRef]
- Akbari, M.K.; Shirvanimoghaddam, K.; Hai, Z.; Zhuiykov, S.; Khayyam, H. Al-TiB2 micro/nanocomposites: Particle capture investigations, strengthening mechanisms and mathematical modelling of mechanical properties. Mater. Sci. Eng. A 2017, 682, 98–106. [Google Scholar] [CrossRef]
- Chen, C.; Sun, C.; Wang, W.; Qi, M.; Han, W.; Li, Y.; Liu, X.; Yang, F.; Guo, L.; Guo, Z. Microstructure and mechanical properties of in-situ TiB2/AlSi7Mg composite via powder metallurgy and hot extrusion. J. Mater. Res. Technol. 2022, 19, 1282–1292. [Google Scholar] [CrossRef]
- Liu, K.; Su, Y.; Wang, X.; Cai, Y.; Cao, H.; Ouyang, Q.; Zhang, D. Achieving simultaneous enhancement of strength and ductility in Al matrix composites by employing the synergetic strengthening effect of micro- and nano-SiCps. Compos. Part B Eng. 2023, 248, 110350. [Google Scholar] [CrossRef]
- Liu, G.; Zhou, S.; Wang, C.; Chen, S.; Sun, D.; Chen, A.; Li, Z.; Yan, C.; Shi, Y. Fabrication and characterization of SiC/Al composites prepared by laser powder bed fusion (LPBF) combined with vacuum pressure infiltration. Mater. Des. 2023, 236, 112495. [Google Scholar] [CrossRef]
- Gao, Y.-Y.; Qiu, F.; Zhao, Q.-L.; Jiang, Q.-C. A new approach for improving the elevated-temperature strength and ductility of Al–Cu–Mg–Si alloys with minor amounts of dual-phased submicron/nanosized TiB2–TiC particles. Mater. Sci. Eng. A 2019, 764, 138266. [Google Scholar] [CrossRef]
- Borodianskiy, K. Effect of carbon nanotubes’ addition on mechanical properties and thermal conductivity of copper. J. Mater. Sci. 2019, 54, 13767–13774. [Google Scholar] [CrossRef]
- Xi, L.X.; Zhang, H.; Wang, P.; Li, H.C.; Prashanth, K.G.; Lin, K.J.; Kaban, I.; Gu, D.D. Comparative investigation of microstructure, mechanical properties and strengthening mechanisms of Al-12Si/TiB2 fabricated by selective laser melting and hot pressing. Ceram. Int. 2018, 44, 17635–17642. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, X.; Pu, B.; Zhao, D.; He, C.; Zhao, N. Achieving the strength-ductility balance of boron nitride nanosheets/Al composite by designing the synergistic transition interface and intragranular reinforcement distribution. Compos. Part B Eng. 2022, 246, 110243. [Google Scholar] [CrossRef]
- Ma, L.; Zhang, X.; Duan, Y.; Zhang, H.; Ma, N.; Zhu, L.; Rong, X.; Zhao, D.; He, C.; Zhao, N. Achieving exceptional high-temperature resistant Al matrix composites via two-dimensional BN pinning grain rotation. Compos. Part B Eng. 2023, 253, 110570. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Li, R.; Liu, H.; Liu, W.; He, P. High-performance aluminum-based matrix composites reinforced with high content of boron nitride nanosheets. J. Alloys Compd. 2022, 906, 164358. [Google Scholar] [CrossRef]
- Corthay, S.; Kutzhanov, M.K.; Matveev, A.T.; Bondarev, A.V.; Leybo, D.V.; Shtansky, D.V. Nanopowder derived Al/h-BN composites with high strength and ductility. J. Alloys Compd. 2022, 912, 165199. [Google Scholar] [CrossRef]
- Xiao, Y.K.; Chen, H.; Bian, Z.Y.; Sun, T.T.; Ding, H.; Yang, Q.; Wu, Y.; Lian, Q.; Chen, Z.; Wang, H.W. Enhancing strength and ductility of AlSi10Mg fabricated by selective laser melting by TiB2 nanoparticles. J. Mater. Sci. Technol. 2022, 109, 254–266. [Google Scholar] [CrossRef]
- Yang, C.M.Y.; Li, X.; Li, C.J.; Peng, Y.Z.; Xing, Y.; Feng, Z.X.; Tan, J.; Tao, J.M.; Li, Z.L.; Wang, Y.R.; et al. Interface and strengthening mechanisms of Al matrix composites reinforced with in-situ CNTs grown on Ti particles. Mater. Des. 2023, 229, 111923. [Google Scholar] [CrossRef]
- Mozammil, S.; Karloopia, J.; Verma, R.; Jha, P.K. Effect of varying TiB2 reinforcement and its ageing behaviour on tensile and hardness properties of in-situ Al-4.5%Cu-xTiB2 composite. J. Alloys Compd. 2019, 793, 454–466. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hot Extrusion | T6 Heat Treatment | |
|---|---|---|
| M142 | 14.39 | 15.22 |
| M142-BNNS | 3.05 | 5.79 |
| M142-BNNS-TiB2 | 1.84 | 2.28 |
| Hot Extruded | T6 | Size Increase (%) | |
|---|---|---|---|
| M142 | 23.52 | 27.85 | 18.40 |
| M142-BNNS | 17.66 | 18.71 | 5.94 |
| M142-BNNS-TiB2 | 14.23 | 14.63 | 2.81 |
| Name of Sample | UST (MPa) | Elongation Rate (%) | |
|---|---|---|---|
| Hot extruded | M142 | 256 ± 6 | 5.7 ± 0.3 |
| M142-BNNS | 301 ± 5 | 1.8 ± 0.3 | |
| M142-BNNS-TiB2 | 313 ± 4 | 2.2 ± 0.4 | |
| T6 heat treatment | M142 | 362 ± 4 | 2.5 ± 0.2 |
| M142-BNNS | 395 ± 3 | 1.7 ± 0.1 | |
| M142-BNNS-TiB2 | 463 ± 4 | 2.6 ± 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Wang, J.; Xu, Z.; Xu, B.; Yu, B.; Dong, J.; Li, C. Improving the Mechanical Properties of Al-Si Composites through the Synergistic Strengthening of TiB2 Particles and BN Nanosheets. Metals 2024, 14, 957. https://doi.org/10.3390/met14090957
Wang Y, Wang J, Xu Z, Xu B, Yu B, Dong J, Li C. Improving the Mechanical Properties of Al-Si Composites through the Synergistic Strengthening of TiB2 Particles and BN Nanosheets. Metals. 2024; 14(9):957. https://doi.org/10.3390/met14090957
Chicago/Turabian StyleWang, Yiren, Jian Wang, Zunyan Xu, Baoqiang Xu, Bingheng Yu, Jianwu Dong, and Caiju Li. 2024. "Improving the Mechanical Properties of Al-Si Composites through the Synergistic Strengthening of TiB2 Particles and BN Nanosheets" Metals 14, no. 9: 957. https://doi.org/10.3390/met14090957