
Reduction of Elongation Anisotropy of Roll-Cast Strips by Cold Rolling and Annealing

Abstract

1. Introduction
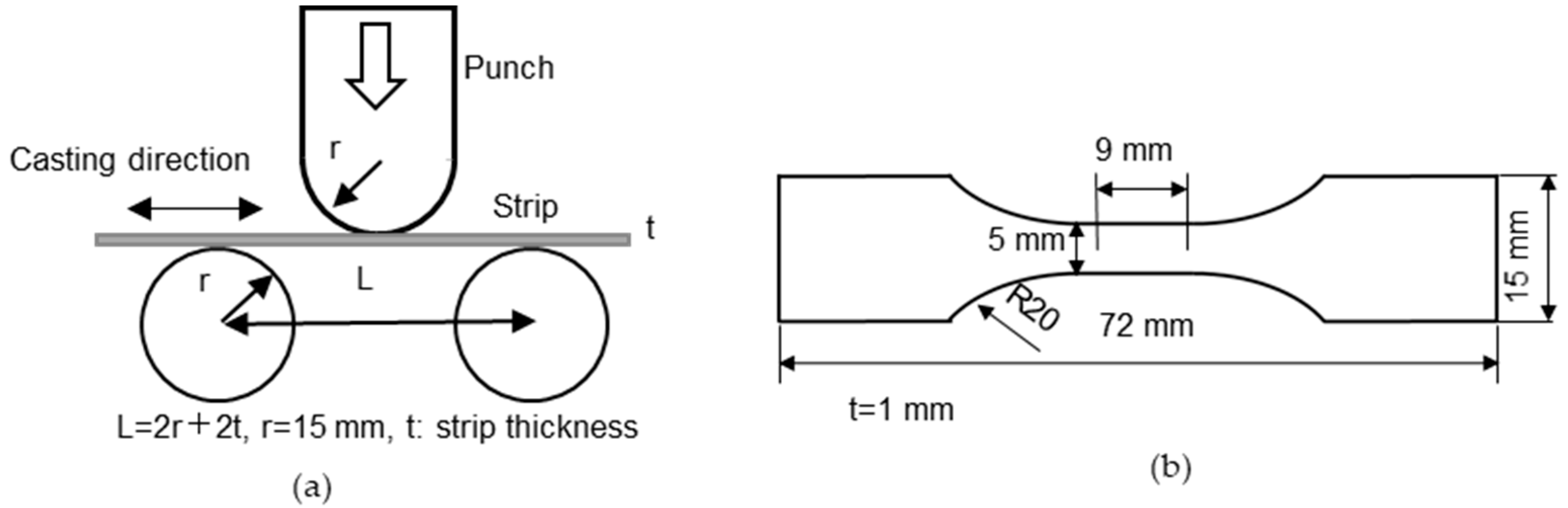
2. Experimental Methods
3. Results and Discussion
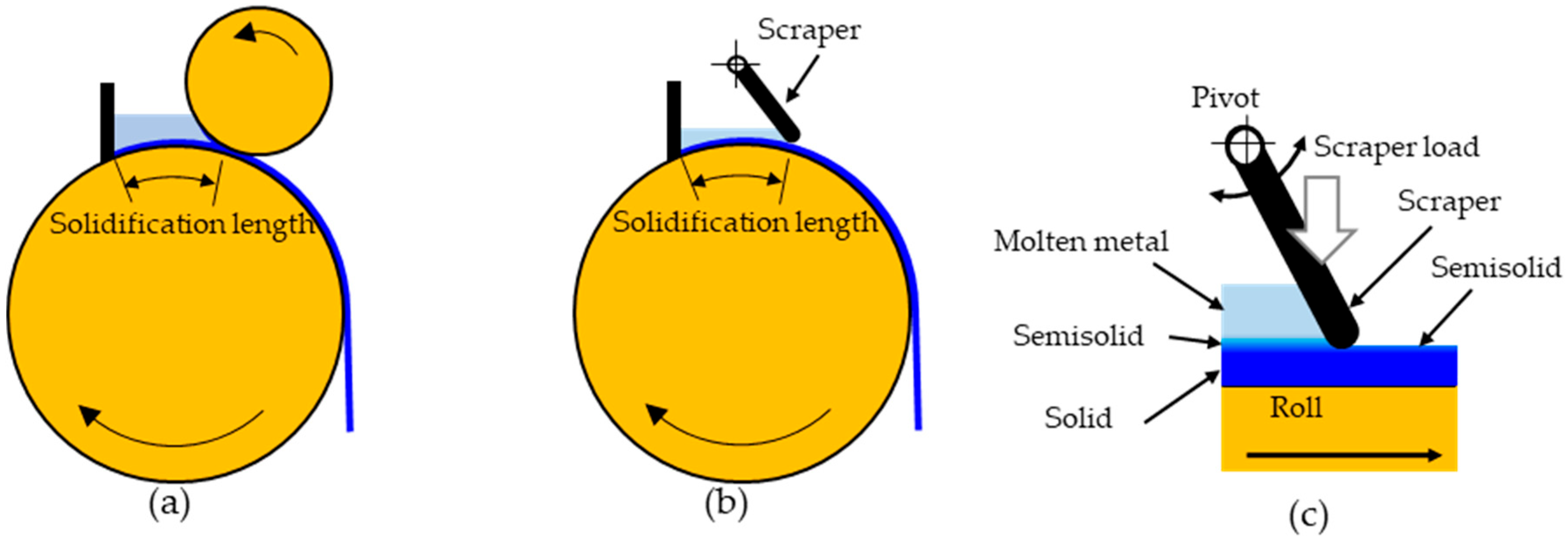
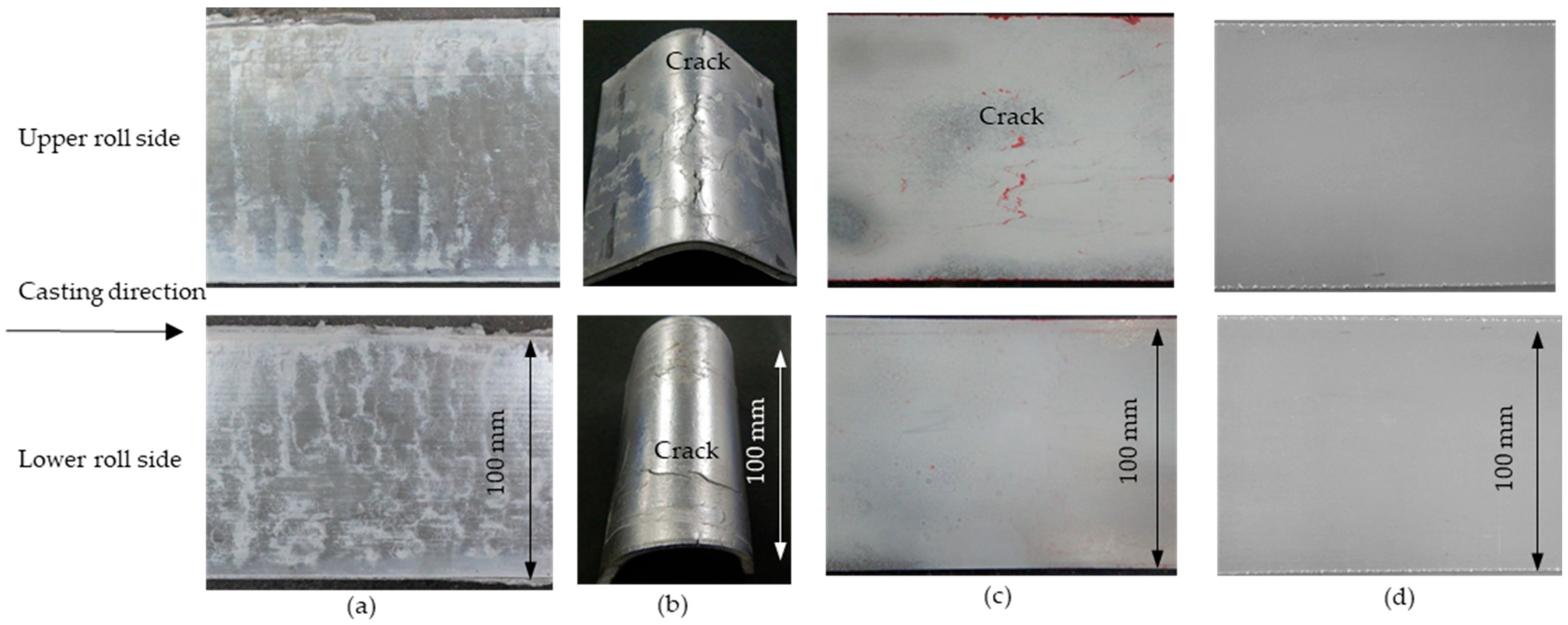
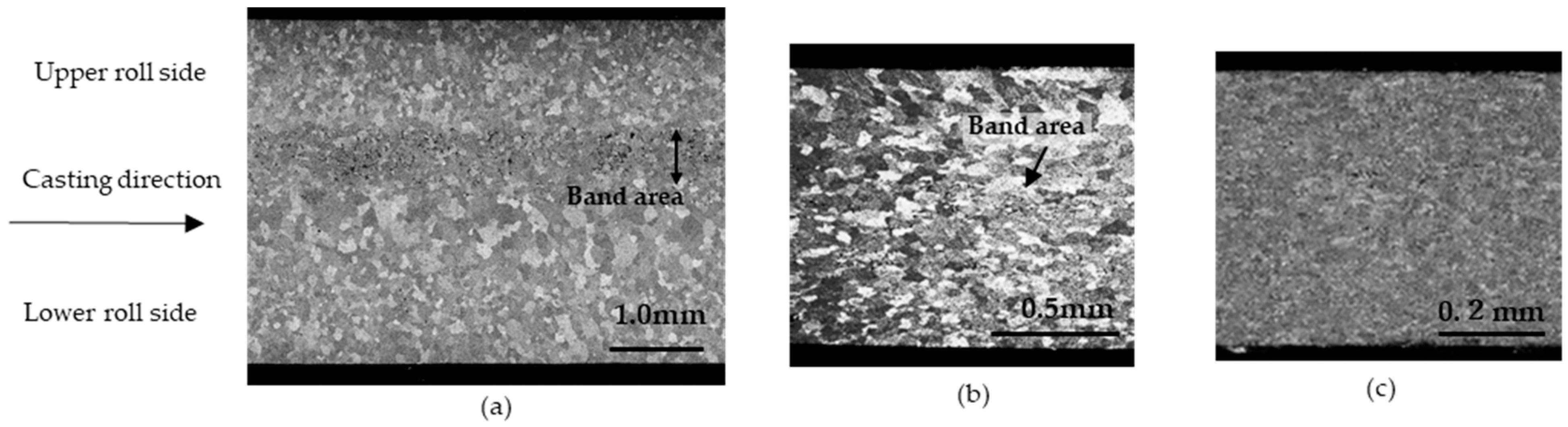
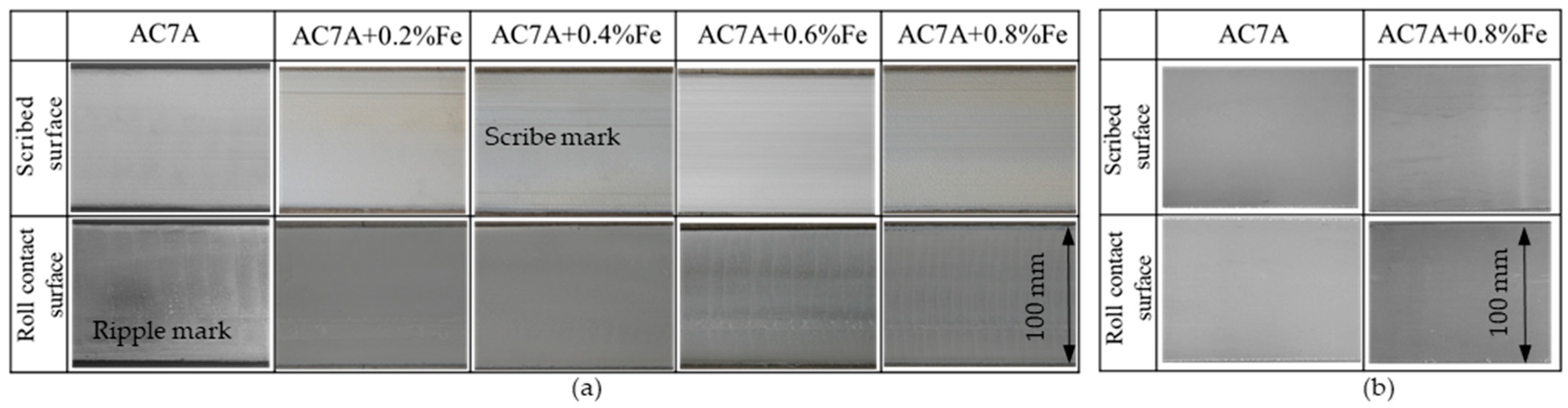
3.1. Cast Strip Using a UDTRC
3.2. Cast Strip Using SRCS
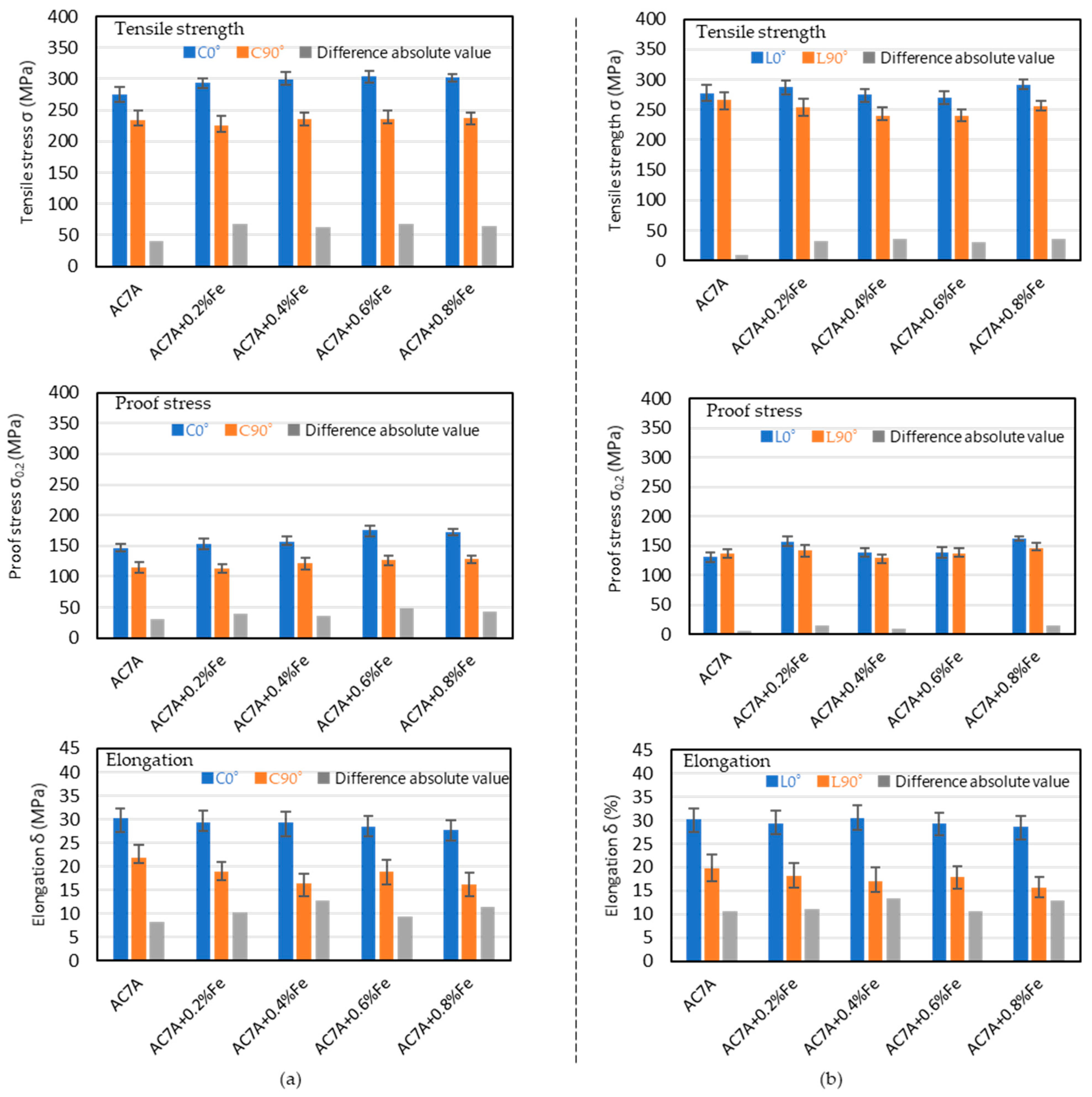
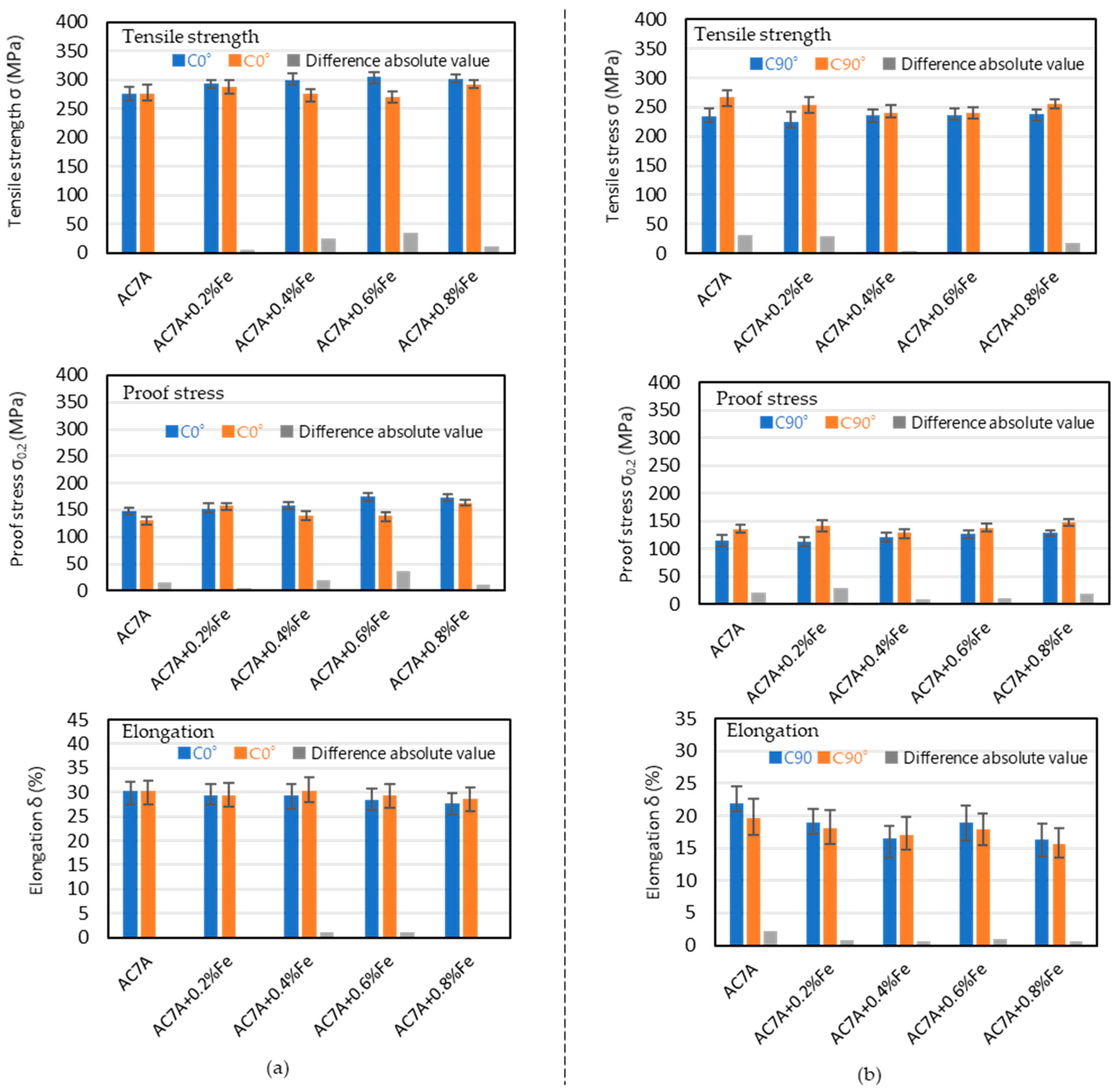
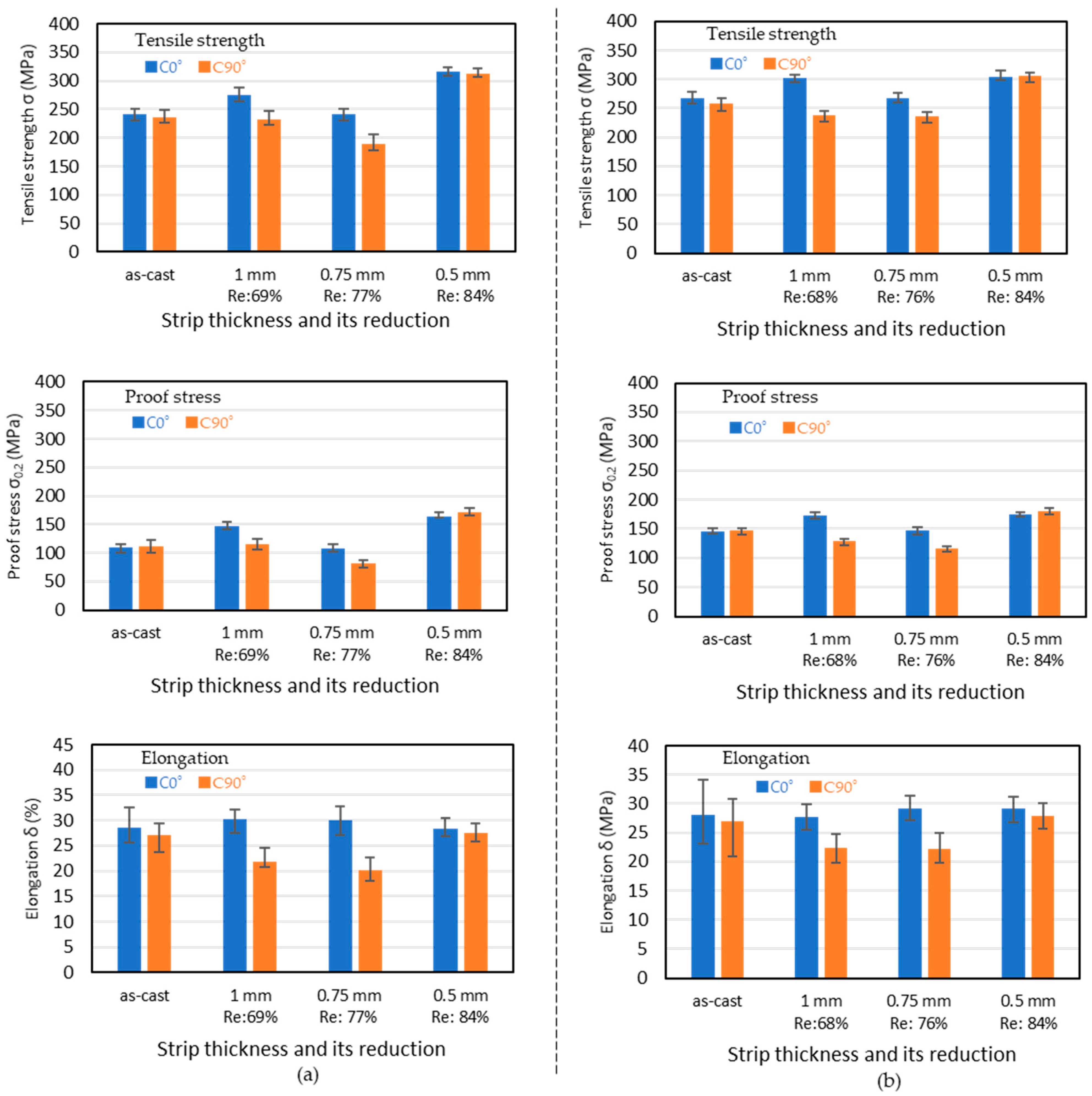
3.3. Effect of Rolling Direction on Anisotropy of Mechanical Property of the Strip Cast Using SRCS
4. Conclusions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cook, R.; Cook, P.G.; Thomas, P.M.; Edmonds, D.V.; Hunt, J.D. Development of the twin-roll casting process. J. Mater. Process. Technol. 1995, 55, 76–84. [Google Scholar] [CrossRef]
- Hamer, S.; Romanowski, C.; Taraglio, B. Continuous casting and rolling of aluminum: Analysis of capacities, Product ranges and technology. Light Met. Age 2002, 60, 6–17. [Google Scholar]
- Gras, C.; Meredith, N.; Hunt, J.D. Microdefects for mation during the roll casting of Al-Mg-Mn aluminum alloys. J. Mater. Process. Technol. 2005, 167, 62–72. [Google Scholar] [CrossRef]
- Daaland, O.; Espedal, A.B.; Nedreberg, M.L.; Alvestad, I. Thin gage twin-roll casting, process capabilities and product quality. In Essential Readings in Light Metals; Springer: Cham, The Netherlands, 2016; Volume 3, pp. 989–996. [Google Scholar] [CrossRef]
- Li, Y.; He, C.; Li, J.; Wang, Z.; Wu, D.; Xu, G. A novel approach to improve the microstructure and mechanical properties of Al-Mg-Si aluminum alloys during twin-roll casting. Metals 2020, 13, 1713. [Google Scholar] [CrossRef]
- Xu, Z.; Wang, S.; Wang, H.; Song, H.; Li, S.; Chen, X. Effect of cooling rate on Microstructure and properties of twin-roll casting 6061 aluminum alloy sheet. Metals 2020, 10, 1168. [Google Scholar] [CrossRef]
- Barekar, N.S.; Dhindaw, B.K. Twin-roll casting of aluminum alloys—An 38 overview(Review). Mater. Manuf. Process. 2014, 39, 651–661. [Google Scholar] [CrossRef]
- Özel, F.; Başaran, A.; Belit, S.; İpek, S.K.; Demir, B. Investigation of Ripple Formation in Aluminum Flat Products Produced by Different Types of Twin Roll Casters. In Light Metals 2024; TMS 2024; The Minerals, Metals & Materials Series; Springer: Cham, The Netherlands, 2024; pp. 273–277. [Google Scholar] [CrossRef]
- Girard, G.; Veillette, F.; Roy, W. Mechanisms of Twin-Roll Caster Tips Degradation. In Light Metals 2024; TMS 2024; The Minerals, Metals & Materials Series; Springer: Cham, The Netherlands, 2024; pp. 1069–1077. [Google Scholar] [CrossRef]
- Zhang, S.Y.; Wang, X.; Mo, Y.T.; Wang, C.; Cheng, T.; Ivasishin, O.; Wang, H.Y. Towards relieving center segregation in twin-roll cast Al-Mg-Si-Cu strips by controlling the thermal-mechanical process. J Mater. Sci. Tech. 2023, 148, 31–40. [Google Scholar] [CrossRef]
- Kim, M.S.; Kim, J. Metallurgical Method of Determining Heat Transfer Coefficient in Simulations of Twin-Roll Casting. Metals 2024, 14, 358. [Google Scholar] [CrossRef]
- Grandfield, J.F.; McGlade, P.T. DC casting of aluminium: Process behaviour and technology. Mater. Forum 1996, 20, 29–51. [Google Scholar]
- Schneider, W.D.C. Casting of Aluminum Alloys—Past, Present and Future. In Light Metals 2002; Schneider, W., Ed.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 2002; pp. 953–960. [Google Scholar]
- Haga, T.; Takahashi, K.; Ikawa, M.; Watari, H. A vertical type twin roll caster for aluminum alloy strip. J. Mater. Process. Technol. 2003, 140, 610–615. [Google Scholar] [CrossRef]
- Haga, T.; Suzuki, S. Study on a high-speed twin roll caster for aluminum alloys. J. Mater. Process. Technol. 2006, 143, 895–900. [Google Scholar] [CrossRef]
- Haga, T. Development of a twin roll caster for light metals. J. Achiev. Mater. Manuf. Eng. 2010, 43, 393–402. [Google Scholar]
- Haga, T. High Speed Roll Caster for Aluminum Alloy. Metals 2021, 11, 520. [Google Scholar] [CrossRef]
- Haga, T.; Ikawa, M.; Suzuki, K.; Kumai, S. 6111 aluminum alloy strip casting using an unequal diameter twin roll caster. J. Mater. Process. Technol. 2006, 172, 271–276. [Google Scholar] [CrossRef]
- Haga, T.; Inui, H.; Watari, H.; Kumai, S. Casting of Al–Si hypereutectic aluminum alloy strip using an unequal diameter twin roll caster. J. Mater. Process. Technol. 2007, 191, 238–241. [Google Scholar] [CrossRef]
- Ding, C.; Yuan, G.; Guo, H.; Long, Z.; Yuan, O. Effect of Microstructure on the anisotropy of the roll casting strip of cold rolled 3003 aluminum alloy. Phys. Eng. Metall. Mater. 2018, 217, 635–644. [Google Scholar] [CrossRef]
- Gras, C.; Meredith, M.; Hunt, J.D. Microstructure and texture evolution after twin toll casting and subsequent cold of Al-Mg-Mn aluminum alloys. J. Mater. Process. Technol. 2005, 169, 156–163. [Google Scholar] [CrossRef]
- Grydin, O.Y.; Pgins’ky, Y.K.; Danchenko, V.M.; Bach, F.W. Experimental twin-roll casting equipment for production of thin strips. Metall. Min. Ind. 2010, 2, 348–354. [Google Scholar]
- Ye, F.; Mao, L.; Rong, J.; Zhang, B.; Wei, L.; Wen, S.; Jiao, H.; Wu, A. Influence of different rolling process on microstructure and strength of the Al-Cu-Li alloy AA2915. Prog. Nat. Sci.-Mater. 2022, 32, 87–95. [Google Scholar] [CrossRef]
- Takehara, Y.; Ito, Y.; Nguyen, T.H.; Harada, Y.; Muraishi, S.; Kumai, S. Effect of homogenization heat treatment on elongation anisotropy in cold-rolled and annealed Al-Si alloy sheets fabricated from vertical type-high-speed twin roll cast strips. Mater. Trans. 2023, 64, 379–384. [Google Scholar] [CrossRef]
- Jin, T.; Xiao, L.; Ding, L.; Zhao, X.; Lei, X.; Wan, B.; Weng, Y.; Jia, Z.; Liu, Q. Effect of homogenization temperature on microstructural homogeneity and mechanical properties of twin-roll casted 8006 aluminum alloy. Mater. Charact. 2023, 200, 112857. [Google Scholar] [CrossRef]
- Kabil, A.; Mollaoğlu, A.H.; Meydanoglu, O. Effect of Cold Rolling Prior to Homogenization Heat Treatment on the Microstructural Evolution and Mechanical Properties of Twin-Roll Cast 8026 Aluminum Alloy. In Light Metals 2024; TMS 2024; The Minerals, Metals & Materials Series; Springer: Cham, The Netherlands, 2024; pp. 362–368. [Google Scholar] [CrossRef]
- Zhao, X.; Jin, T.; Ding, L.; Wan, B.; Lei, X.; Xu, C.; Zhang, C.; Jia, Z.; Liu, Q. The effect of combined cold rolling and homogenization on the microstructures and mechanical properties of twin-roll casted 8021 aluminum alloy. J. Alloys Compd. 2023, 937, 168385. [Google Scholar] [CrossRef]
- Goda, T.; Kumai, S. Microstructure and elongation anisotropy of cold rolled and solution treated A356 alloy strips fabricated via high-speed twin roll casting. Mater. Trans. 2018, 59, 1777–1783. [Google Scholar] [CrossRef]
- Jin, J.W.; Zhang, Z.J.; Li, R.H.; Li, Y.; Gong, B.S.; Hou, J.P.; Wang, H.W.; Zhou, X.H.; Purcek, G.; Zhang, Z.F. Mechanical properties of three typical aluminum alloy strips prepared by twin-roll casting. J. Mater. Res. Technol. 2024, 28, 500–511. [Google Scholar] [CrossRef]
- Ren, X.; Huang, Y.; Liu, Y.; Zhang, X.; Zhao, L.; Zhou, W. Through-thickness shear texture of the twin-roll cast AA6016 sheet after asymmetric rolling and its recrystallization behavior. J. Mater. Res. Technol. 2021, 10, 1323–1338. [Google Scholar] [CrossRef]
- Cho, J.H.; Kim, H.W.; Lim, C.Y.; Kang, S.B. Microstructure and mechanical properties of Al-Si-Mg alloys fabricated twin roll casting and subsequent symmetric and asymmetric rolling. Met. Mater. Int. 2014, 20, 647–652. [Google Scholar] [CrossRef]
- Haga, T.; Tsukuda, K.; Oida, K.; Watari, H.; Nishida, S. Casting of Al-Mg Strip Using Single Roll Caster Equipped with a Scraper. Key Eng. Mater. 2021, 880, 49–56. [Google Scholar] [CrossRef]
- Harada, Y.; Jiang, N.; Kumai, S. Mechanical Properties of Cold-Rolled and Annealed Al-12%Mg alloy Sheet with High Mg Solid Solubility Fabricated from Vertical-Type High-Speed Twin Roll Cast Strip. Mater. Trans. 2019, 60, 2435–2441. [Google Scholar] [CrossRef]
- Kim, M.S.; Kim, H.E.; Kim, S.H.; Kumai, S. Role of Roll Separating Force in High-Speed Twin-Roll Casting of Aluminum Alloys. Metals 2019, 9, 645. [Google Scholar] [CrossRef]
- JIS H 5202: 2010(E); Aluminum Alloy Castings. Japanese Indudtrial Standerds: Tokyo, Japan, 2010.
- Yamazaki, K.; Haga, T. Effect of casting conditions on surface defect and segregation of strips cast by a high-speed twin-roll caster. Mater. Trans. 2023, 64, 366–372. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aluminum Alloy | Cu | Si | Mg | Zn | Fe | Mn | Al |
|---|---|---|---|---|---|---|---|
| JIS AC7A | 0.02 | 0.10 | 4.86 | 0.01 | 0.16 | 0.44 | Bal. |
| AC7A + 0.2%Fe | 0.03 | 0.11 | 4.84 | 0.01 | 0.38 | 0.42 | Bal. |
| AC7A + 0.4%Fe | 0.02 | 0.12 | 4.85 | 0.03 | 0.52 | 0.43 | Bal. |
| AC7A + 0.6%Fe | 0.04 | 0.09 | 4.83 | 0.02 | 0.77 | 0.43 | Bal. |
| AC7A + 0.8%Fe | 0.03 | 0.11 | 4.82 | 0.02 | 0.93 | 0.44 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Haga, T. Reduction of Elongation Anisotropy of Roll-Cast Strips by Cold Rolling and Annealing. Metals 2024, 14, 965. https://doi.org/10.3390/met14090965
Haga T. Reduction of Elongation Anisotropy of Roll-Cast Strips by Cold Rolling and Annealing. Metals. 2024; 14(9):965. https://doi.org/10.3390/met14090965
Chicago/Turabian StyleHaga, Toshio. 2024. "Reduction of Elongation Anisotropy of Roll-Cast Strips by Cold Rolling and Annealing" Metals 14, no. 9: 965. https://doi.org/10.3390/met14090965
APA StyleHaga, T. (2024). Reduction of Elongation Anisotropy of Roll-Cast Strips by Cold Rolling and Annealing. Metals, 14(9), 965. https://doi.org/10.3390/met14090965