
The Key Process Factors in Prestressed Laser Peen Forming and the Design of Parameters Through an Artificial Neural Network
Abstract
1. Introduction
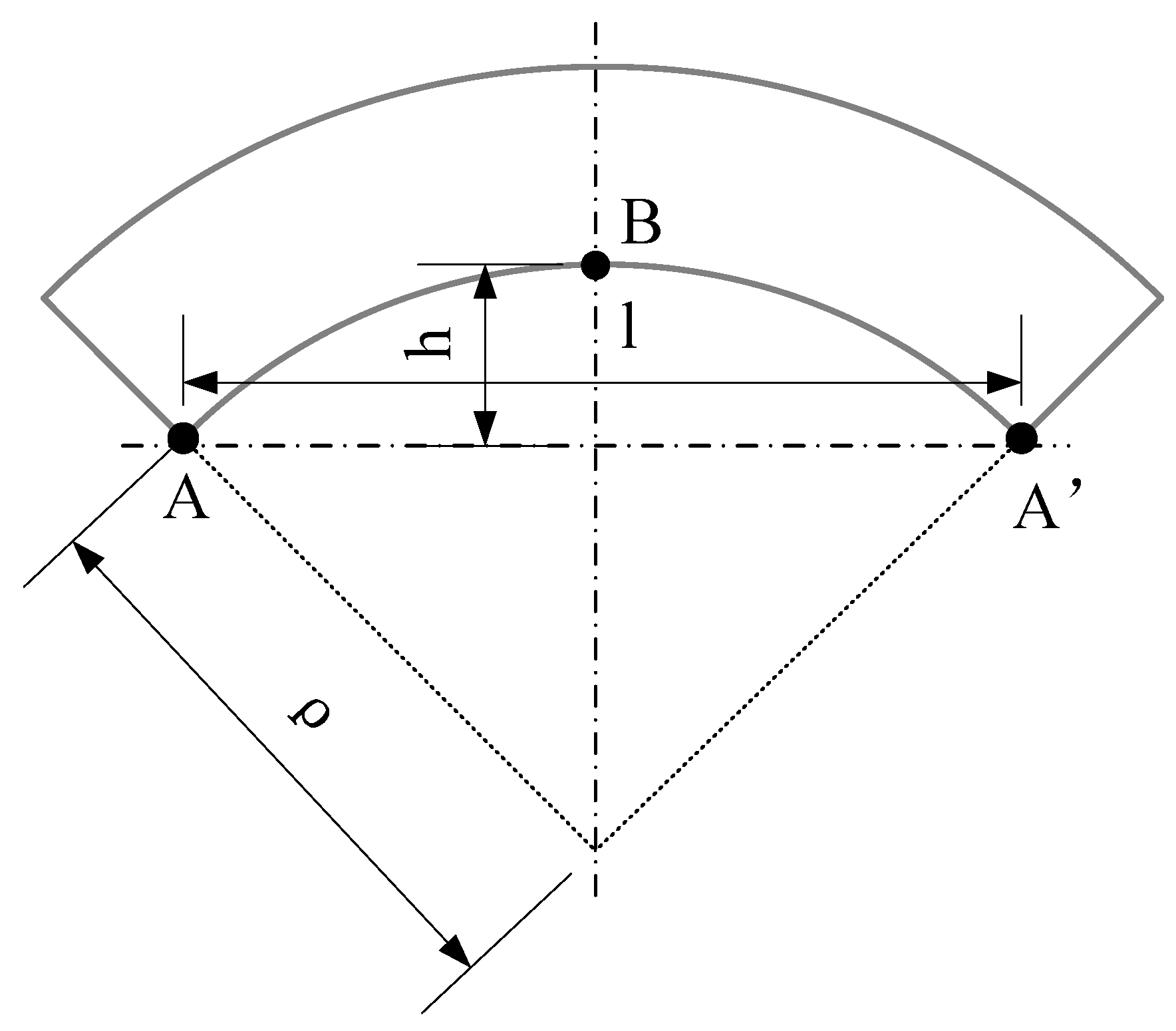
2. Mechanics of Prebending
3. Experimental Research on LPF
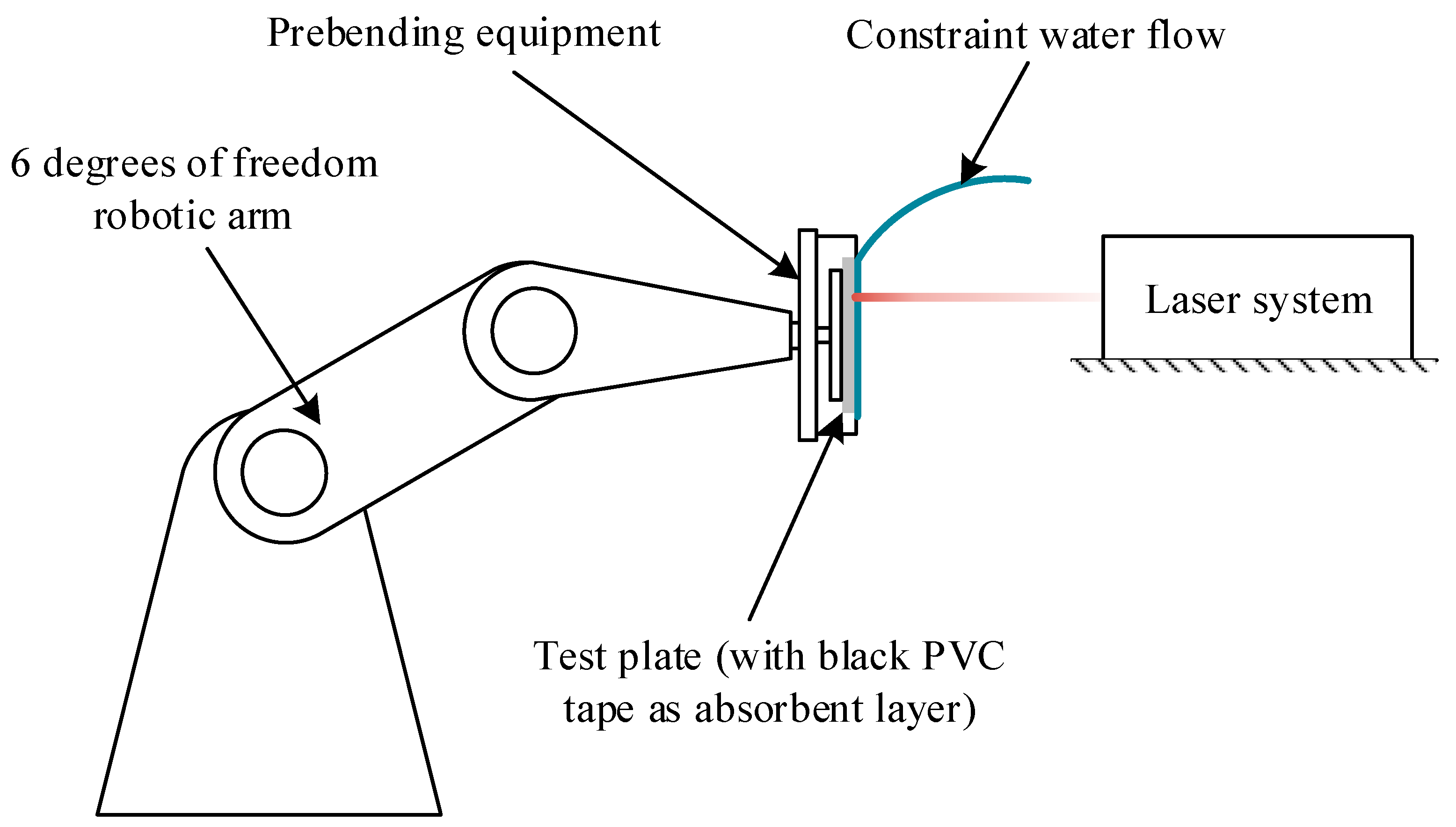
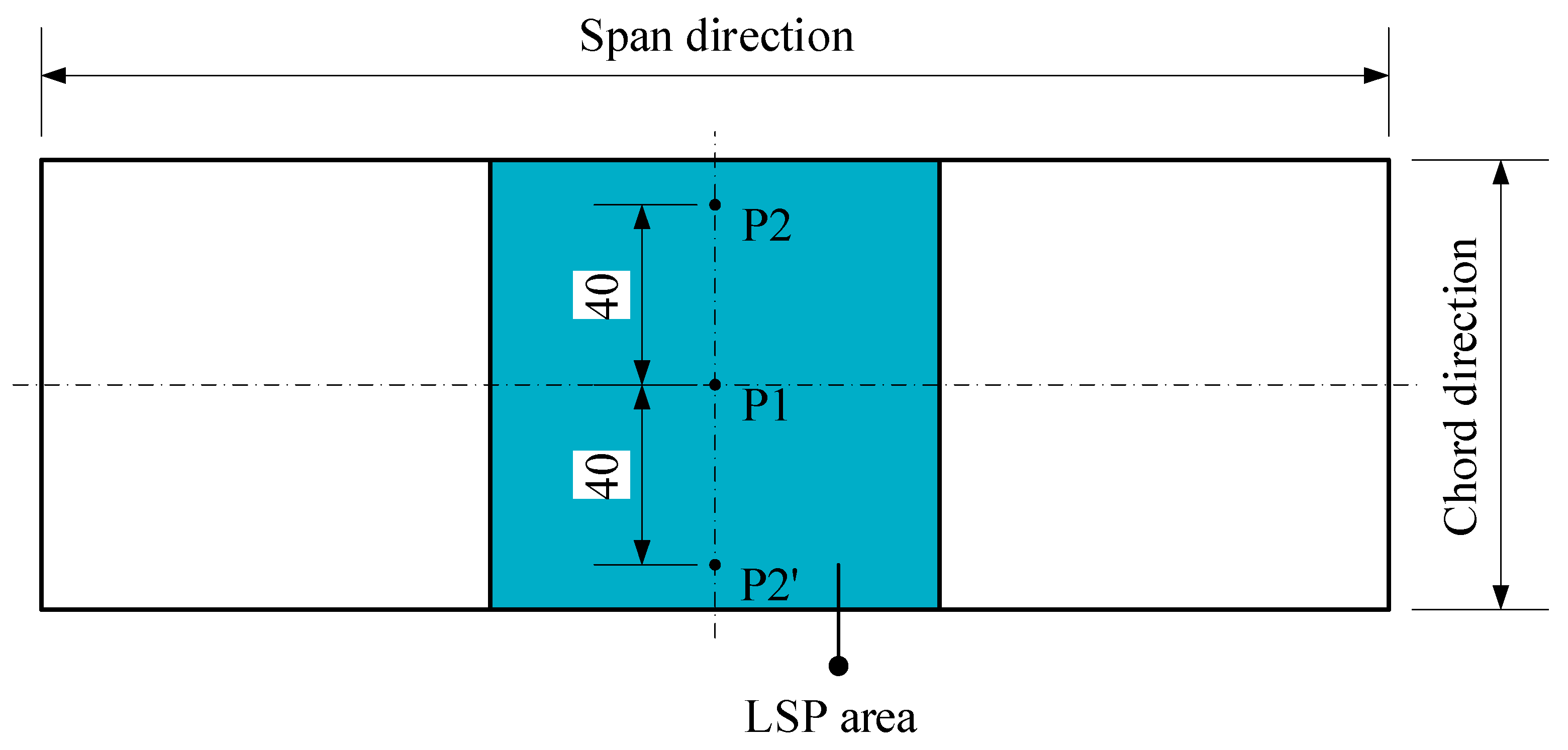
3.1. Experimental Design
3.2. Experimental Results and Discussion
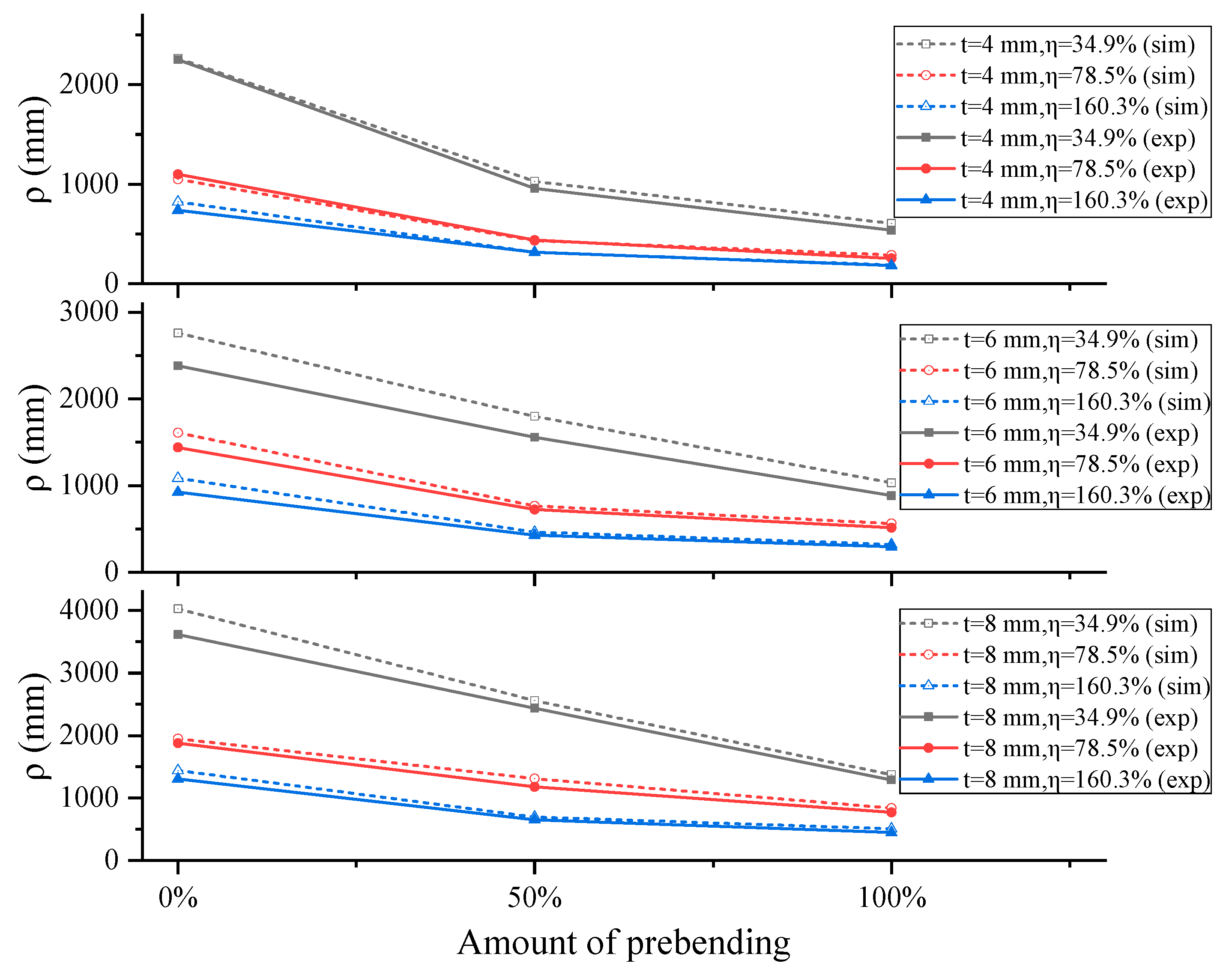
3.2.1. Influence of Prestress
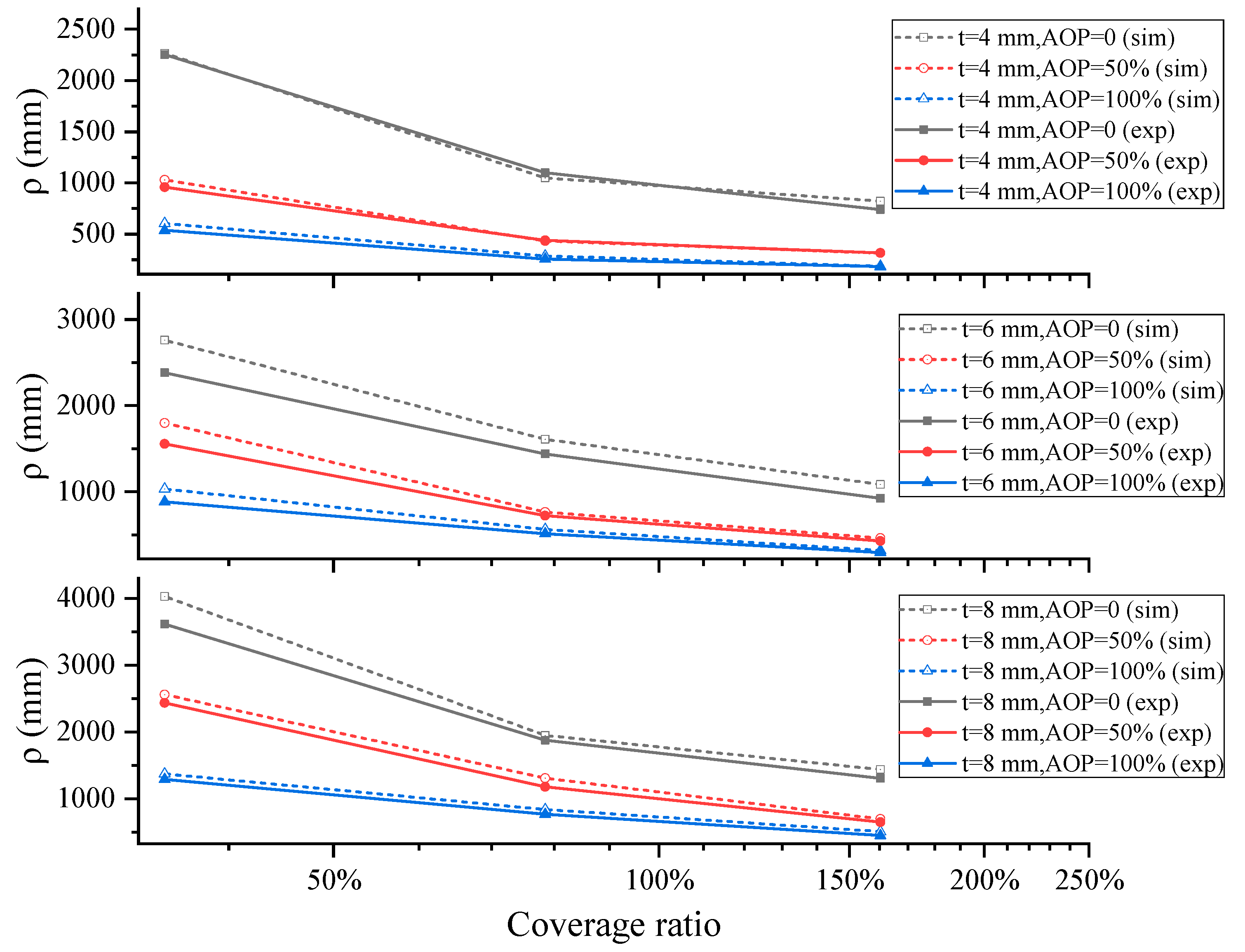
3.2.2. Influence of the Coverage Ratio
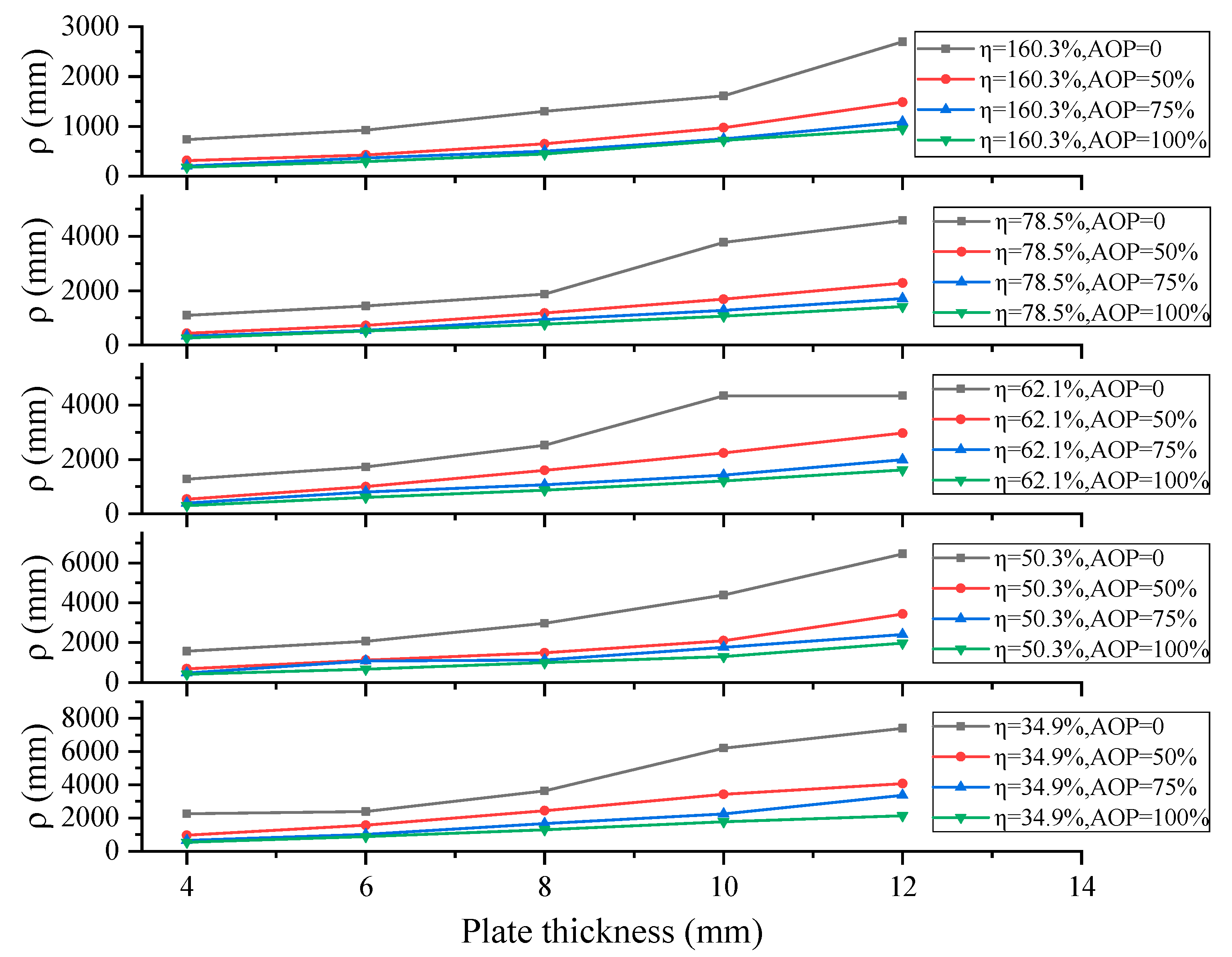
3.2.3. Influence of Plate Thickness
3.2.4. Discussion
4. Finite Element Analysis
4.1. Numerical Model of Laser Shock Pressure
4.1.1. Determination of P0
4.1.2. Spatial Distribution of the Shock Pressure (ps)
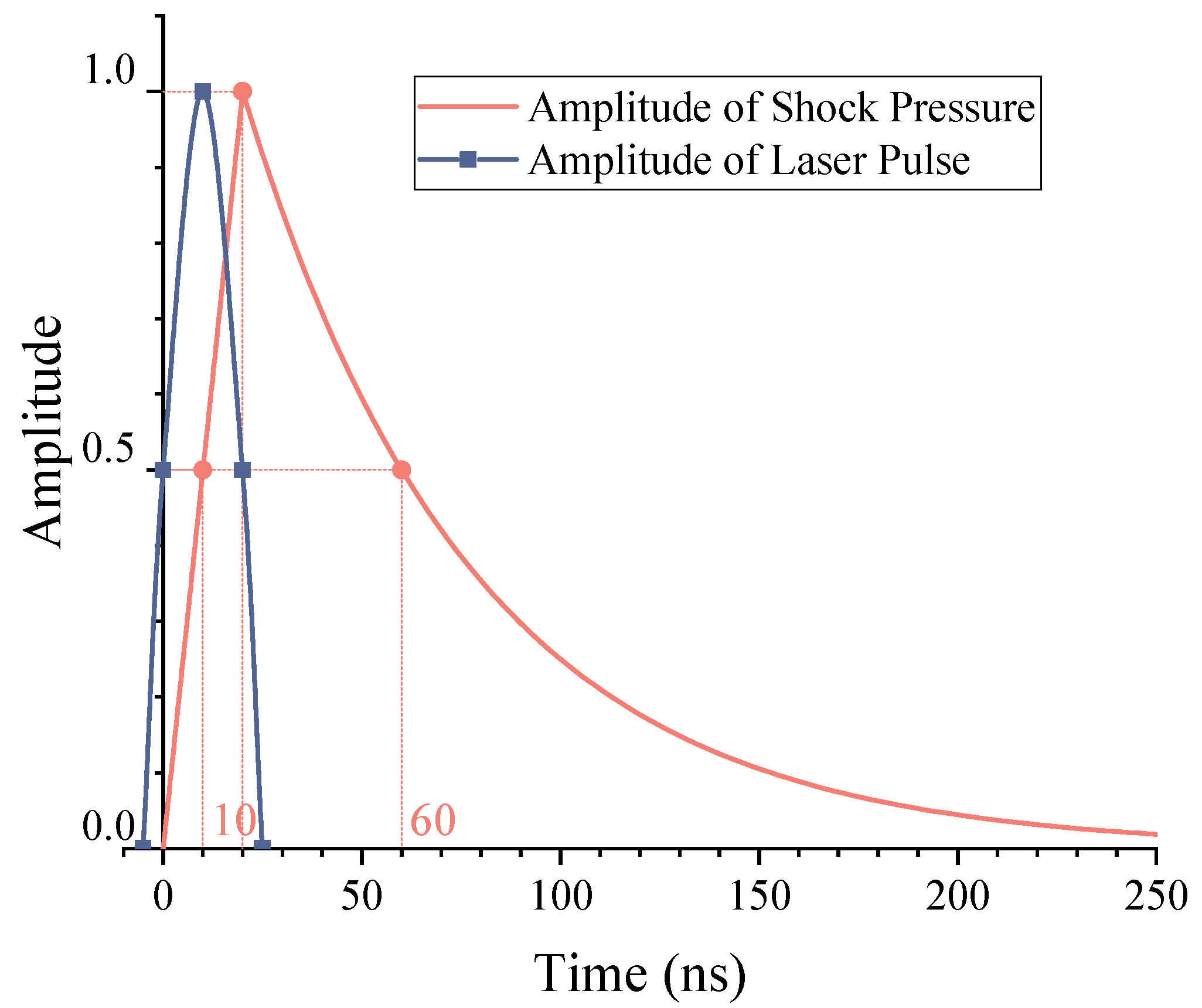
4.1.3. Temporal Distribution of the Shock Pressure (pt)
4.2. Material Properties of 2024-T351
4.3. FEA Model of PLPF
- (1)
- Prebending: The movable holder moves upward, contacts the test plate, and finally pushes the plate to meet the target AOP, as shown in Figure 14(a2,b). In this step, the static, implicit solver is invoked;
- (2)
- LSP treatment: The states of strain and stress and the deformation condition of the prebent plate are transferred to the model of this step through the predefined field function. Laser shock pressure is applied to the surface of the LSP area through the Abaqus Fortran subscript VDLOAD. This procedure uses the dynamic, explicit solver;
- (3)
- Spring back: The shape, stress, and strain of the plate after the LSP treatment are also transmitted through the predefined field. With all the constraints of the holders removed, a static analysis is used to calculate the final condition of the test plate.
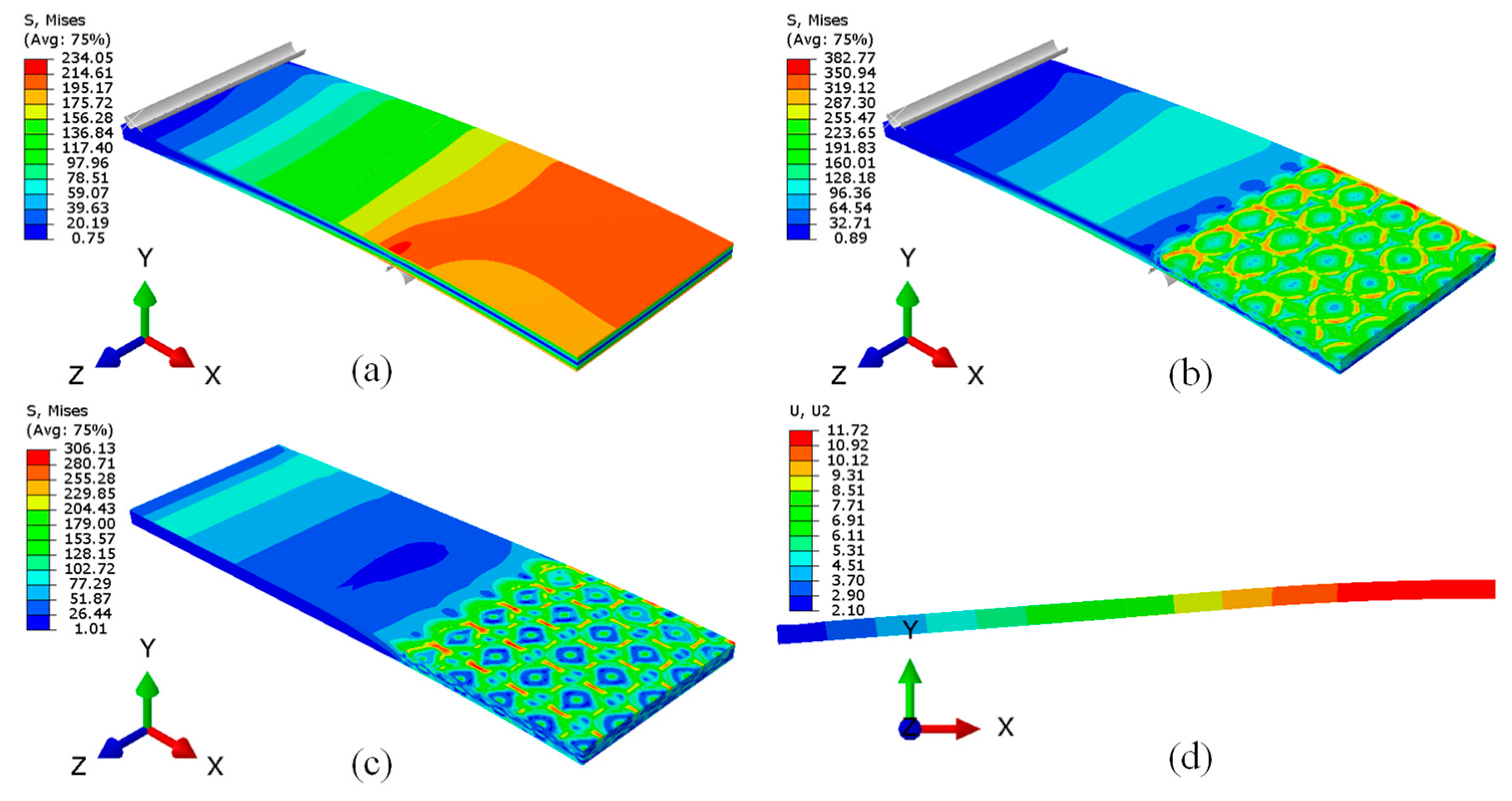
4.4. Simulation Results and Discussion
5. PLPF Parameter Design Assisted by an ANN
5.1. Code Structure Overview
- (1)
- Defining a loss function and a regression model: This defines a custom loss function that includes mean-square-error (MSE) terms, a regularization term, and an AOP penalty term, tailored to meet the needs of optimizing the LSP process. The expression of the loss function () is shown in Equation (18), in which and are the MSEs of the coverage ratio and AOP. is the regularization term, and is the weight of . Herein, the LASSO regularization method was adopted, is the AOP penalty term, and is the weight of the AOP.
- (2)
- Data loading and preparing: This reads the original data from an Excel file, splits the data into training and testing sets, and converts them to PyTorch tensors. These data are normalized to [0, 1];
- (3)
- Model training and validating: This is used to train ANN models of different hyperparameters;
- (4)
- Finding the best hyperparameters: Within these models, the best model with the smallest total loss is chosen for prediction tasks;
- (5)
- Making predictions: This uses the best model to make predictions according to the test data.
5.2. Prediction Results and Experimental Verification
6. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| ANN | Artificial neural network |
| AOP | Amount of prebending |
| CR | Coverage ratio |
| FEA | Finite element analysis |
| LPF | Laser peen forming |
| LSP | Laser shock peening |
| PLPF | Prestressed laser peen forming |
References
- Miao, H.Y.; Demers, D.; Larose, S.; Perron, C.; Lévesque, M. Experimental study of shot peening and stress peen forming. J. Mater. Process Technol. 2010, 210, 2089–2102. [Google Scholar] [CrossRef]
- Miao, H.Y.; Larose, S.; Perron, C.; Lévesque, M. Numerical simulation of the stress peen forming process and experimental validation. Adv. Eng. Softw. 2011, 42, 963–975. [Google Scholar] [CrossRef]
- Wang, M.T.; Zeng, Y.S.; Bai, X.P.; Huang, X. Deformation Rule of 7150 Aluminum Alloy Thick Plate by Pre-Stress Shot Peen Forming. Adv. Mater. Res. 2014, 1052, 477–481. [Google Scholar] [CrossRef]
- Wang, M.; Zeng, Y.; Huang, X.; Lv, F.; Chinesta, F.; Cueto, E.; Abisset-Chavanne, E. Research on deformation of 7050 aluminum alloy panels with stiffeners by pre-stress shot peen forming. AIP Conf. Proc. 2016, 1769, 200011. [Google Scholar] [CrossRef]
- Xiao, X.D.; Wang, Y.J.; Zhang, W.; Wang, J.B.; Wei, S.M. Numerical research on stress peen forming with prestressed regular model. J. Mater. Process Technol. 2016, 229, 501–513. [Google Scholar] [CrossRef]
- Faucheux, P.A.; Gosselin, F.P.; Lévesque, M. Simulating shot peen forming with eigenstrains. J. Mater. Process Technol. 2018, 254, 135–144. [Google Scholar] [CrossRef]
- Faucheux, P.A.; Miao, H.Y.; Lévesque, M.; Gosselin, F.P. Peen forming and stress peen forming of rectangular 2024–T3 aluminium sheets: Curvatures, natural curvatures and residual stresses. Strain 2022, 58, e12405. [Google Scholar] [CrossRef]
- Anderholm, N.C. Laser-Generated Stress Waves. Appl. Phys. Lett. 1970, 16, 113–115. [Google Scholar] [CrossRef]
- O’Keefe, J.D.; Skeen, C.H.; York, C.M. Laser-induced deformation modes in thin metal targets. J. Appl. Phys. 1973, 44, 4622–4626. [Google Scholar] [CrossRef]
- Fairand, B.P.; Clauer, A.H. Laser generation of high-amplitude stress waves in materials. J. Appl. Phys. 1979, 50, 1497–1502. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R. Laser shock processing: A review of the physics and applications. Opt. Quant. Electron. 1995, 27, 1213–1229. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminium alloys. Application to high cycle fatigue behaviour. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Berthe, L.; Fabbro, R.; Peyre, P.; Tollier, L.; Bartnicki, E. Shock waves from a water-confined laser-generated plasma. J. Appl. Phys. 1997, 82, 2826–2832. [Google Scholar] [CrossRef]
- Liu, C.; Yao, Y.L. FEM-Based Process Design for Laser Forming of Doubly Curved Shapes. J. Manuf. Process 2005, 7, 109–121. [Google Scholar] [CrossRef]
- Zhou, J.; Huang, S.; Du, J.; Chen, Y.; Sun, Y. Laser Pre-Stressed Compound Peen Forming of Plate. Chin. J. Lasers 2007, 34, 861–865. [Google Scholar]
- Hua, D.; Yun, W.; Lan, C. Laser shock forming of aluminum sheet: Finite element analysis and experimental study. Appl. Surf. Sci. 2010, 256, 1703–1707. [Google Scholar] [CrossRef]
- Sticchi, M.; Staron, P.; Sano, Y.; Meixer, M.; Klaus, M.; Rebelo Kornmeier, J.; Huber, N.; Kashaev, N. A parametric study of laser spot size and coverage on the laser shock peening induced residual stress in thin aluminium samples. J. Eng. 2015, 2015, 97–105. [Google Scholar] [CrossRef]
- Fang, G.; Yao, Z.; Hu, Y. Modeling Research for Plate Pre-Loading of Laser Peening Forming. Mach. Des. Res. 2013, 29, 80–83. [Google Scholar]
- Hu, Y.X.; Li, Z.; Yu, X.C.; Yao, Z.Q. Effect of elastic prestress on the laser peen forming of aluminum alloy 2024-T351: Experiments and eigenstrain-based modeling. J. Mater. Process Technol. 2015, 221, 214–224. [Google Scholar] [CrossRef]
- Hatamleh, M.I.; Mahadevan, J.; Malik, A.; Qian, D. Variable Damping Profiles Using Modal Analysis for Laser Shock Peening Simulation. J. Manuf. Sci. Eng. 2018, 140, 051006. [Google Scholar] [CrossRef]
- Li, Q.; Wan, M.; Li, W.; Huang, X.; Zeng, Y. Finite element simulation of laser shock peening forming under prestressed loading. J. Plast. Eng. 2018, 25, 21–26. [Google Scholar]
- Nguyen, T.T.P.; Tanabe, R.; Ito, Y. Comparative study of the expansion dynamics of laser-driven plasma and shock wave in in-air and underwater ablation regimes. Opt. Laser Technol. 2018, 100, 21–26. [Google Scholar] [CrossRef]
- Wang, C.; Wang, L.; Wang, C.; Li, K.; Wang, X. Dislocation density-based study of grain refinement induced by laser shock peening. Opt. Laser Technol. 2020, 121, 105827. [Google Scholar] [CrossRef]
- Xiong, Q.; Shimada, T.; Kitamura, T.; Li, Z. Atomic investigation of effects of coating and confinement layer on laser shock peening. Opt. Laser Technol. 2020, 131, 106409. [Google Scholar] [CrossRef]
- Jiang, J.; Li, Z.; Hu, Y.; Chen, S.; Song, Y.; Hu, L. Density-based topology optimization of multi-condition peening pattern for laser peen forming. Int. J. Mech. Sci. 2024, 267, 108968. [Google Scholar] [CrossRef]
- Abhishek; Panda, S.S.; Kumar, S. Numerical Investigation of Residual Stress Field Induced by Array-Type Laser Shock Peening. JOM 2024, 76, 759–775. [Google Scholar] [CrossRef]
- Wu, J.J.; Li, Y.H.; Zhao, J.B.; Qiao, H.C.; Lu, Y.; Sun, B.Y.; Hu, X.L.; Yang, Y.Q. Prediction of residual stress induced by laser shock processing based on artificial neural networks for FGH4095 superalloy. Mater. Lett. 2021, 286, 129269. [Google Scholar] [CrossRef]
- Sala, S.T.; Körner, R.; Huber, N.; Kashaev, N. On the use of machine learning and genetic algorithm to predict the region processed by laser peen forming. Manuf. Lett. 2023, 38, 60–64. [Google Scholar] [CrossRef]
- Zhao, W.; Pang, Z.C.; Wang, C.X.; He, W.F.; Liang, X.Q.; Song, J.D.; Cao, Z.Y.; Hu, S.; Lang, M.; Luo, S.H. Hybrid ANN-physical model for predicting residual stress and microhardness of metallic materials after laser shock peening. Opt. Laser Technol. 2025, 181, 111750. [Google Scholar] [CrossRef]
- Hfaiedh, N.; Peyre, P.; Song, H.; Popa, I.; Ji, V.; Vignal, V. Finite element analysis of laser shock peening of 2050-T8 aluminum alloy. Int. J. Fatigue 2015, 70, 480–489. [Google Scholar] [CrossRef]
- Lesuer, D. Experimental Investigations of Material Models for Ti-6A1-4V and 2024-T3; 1999. Available online: https://digital.library.unt.edu/ark:/67531/metadc623770/m2/1/high_res_d/11977.pdf (accessed on 13 April 2025).
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all the publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim(s) responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 75 J | 20 ns | 5 mm | 1063 nm |
| (mm) | (mm) | AOP | |
|---|---|---|---|
| 4; 6; 8; 10; 12 | 7.0; 10.0; 11.2; 12.5; 15.0 | 160.3%; 78.5%; 62.1%; 50.3%; 34.9% | 0; 50%; 75%; 100% |
| (MPa) | (MPa) | (s−1) | ||
|---|---|---|---|---|
| 369 | 684 | 0.73 | 0.0083 | 1 |
| (mm) | (mm) | AOP | |
|---|---|---|---|
| 4; 6; 8 | 7.0; 10.0; 15.0 | 160.3%; 78.5%; 34.9% | 0; 50%; 100% |
| (mm) | Relative Error | AOP | Relative Error | Relative Error | |
|---|---|---|---|---|---|
| 4 | 5.90% | 0 | 9.67% | 0.35 | 10.16% |
| 6 | 12.08% | 0.5 | 6.79% | 0.79 | 7.71% |
| 8 | 8.55% | 1 | 10.07% | 1.6 | 8.65% |
| Number | Target Parameters | Predicted Parameters | Experimental Results of Radius (mm) | Relative Error to Target Radius | ||
|---|---|---|---|---|---|---|
| Thickness (mm) | Curvature Radius (mm) | Coverage Ratio | AOP | |||
| 1-MinLoss | 4 | 555 | 64.23% | 68.54% | 561.29 | 1.13% |
| 1-MinAOP | 4 | 555 | 75.12% | 54.46% | 584.63 | 5.34% |
| 1-MaxCR | 4 | 555 | 75.12% | 54.46% | 584.63 | 5.34% |
| 2-MinLoss | 5 | 1600 | 51.68% | 9.04% | 1621.3 | 1.33% |
| 2-MinAOP | 5 | 1600 | 50.21% | 8.93% | 1675.6 | 4.73% |
| 2-MaxCR | 5 | 1600 | 75.12% | 54.46% | 779.31 | 51.29% |
| 3-MinLoss | 8 | 1200 | 62.29% | 72.68% | 1233.2 | 2.77% |
| 3-MinAOP | 8 | 1200 | 75.12% | 54.46% | 1273.0 | 6.08% |
| 3-MaxCR | 8 | 1200 | 75.12% | 54.46% | 1273.0 | 6.08% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lyu, J.; Wang, Y.; Wang, Z.; Wang, J. The Key Process Factors in Prestressed Laser Peen Forming and the Design of Parameters Through an Artificial Neural Network. Metals 2025, 15, 445. https://doi.org/10.3390/met15040445
Lyu J, Wang Y, Wang Z, Wang J. The Key Process Factors in Prestressed Laser Peen Forming and the Design of Parameters Through an Artificial Neural Network. Metals. 2025; 15(4):445. https://doi.org/10.3390/met15040445
Chicago/Turabian StyleLyu, Jiayang, Yongjun Wang, Zhiwei Wang, and Junbiao Wang. 2025. "The Key Process Factors in Prestressed Laser Peen Forming and the Design of Parameters Through an Artificial Neural Network" Metals 15, no. 4: 445. https://doi.org/10.3390/met15040445
APA StyleLyu, J., Wang, Y., Wang, Z., & Wang, J. (2025). The Key Process Factors in Prestressed Laser Peen Forming and the Design of Parameters Through an Artificial Neural Network. Metals, 15(4), 445. https://doi.org/10.3390/met15040445