Nominal Stress-Based Equal-Fatigue-Bearing-Capacity Design of under-matched HSLA Steel Butt-welded Joints


Abstract
:1. Introduction
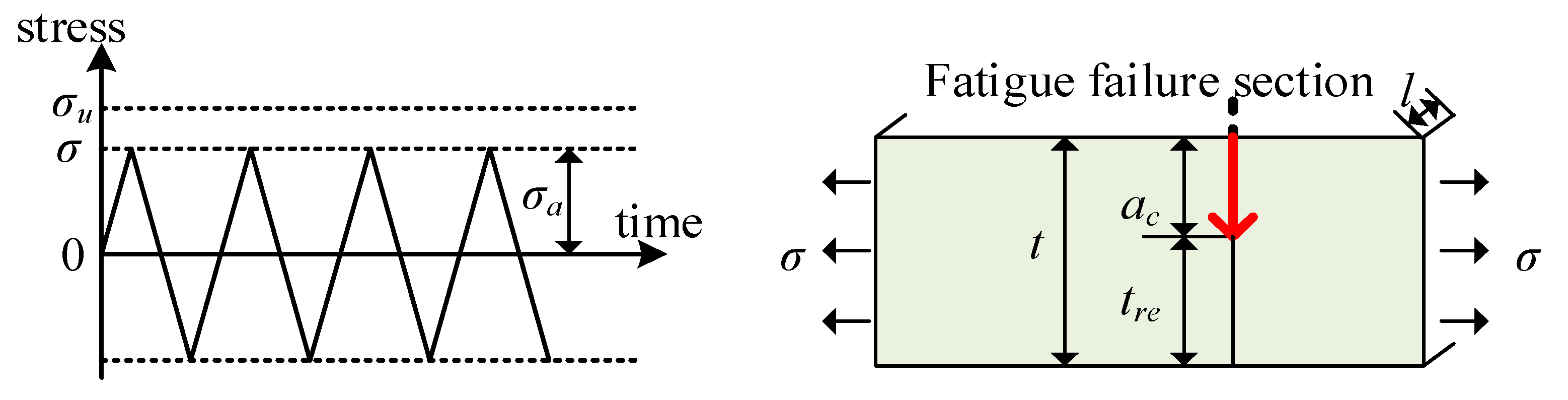
2. Nominal Stress Based Fatigue Assessment of Homogeneous Materials
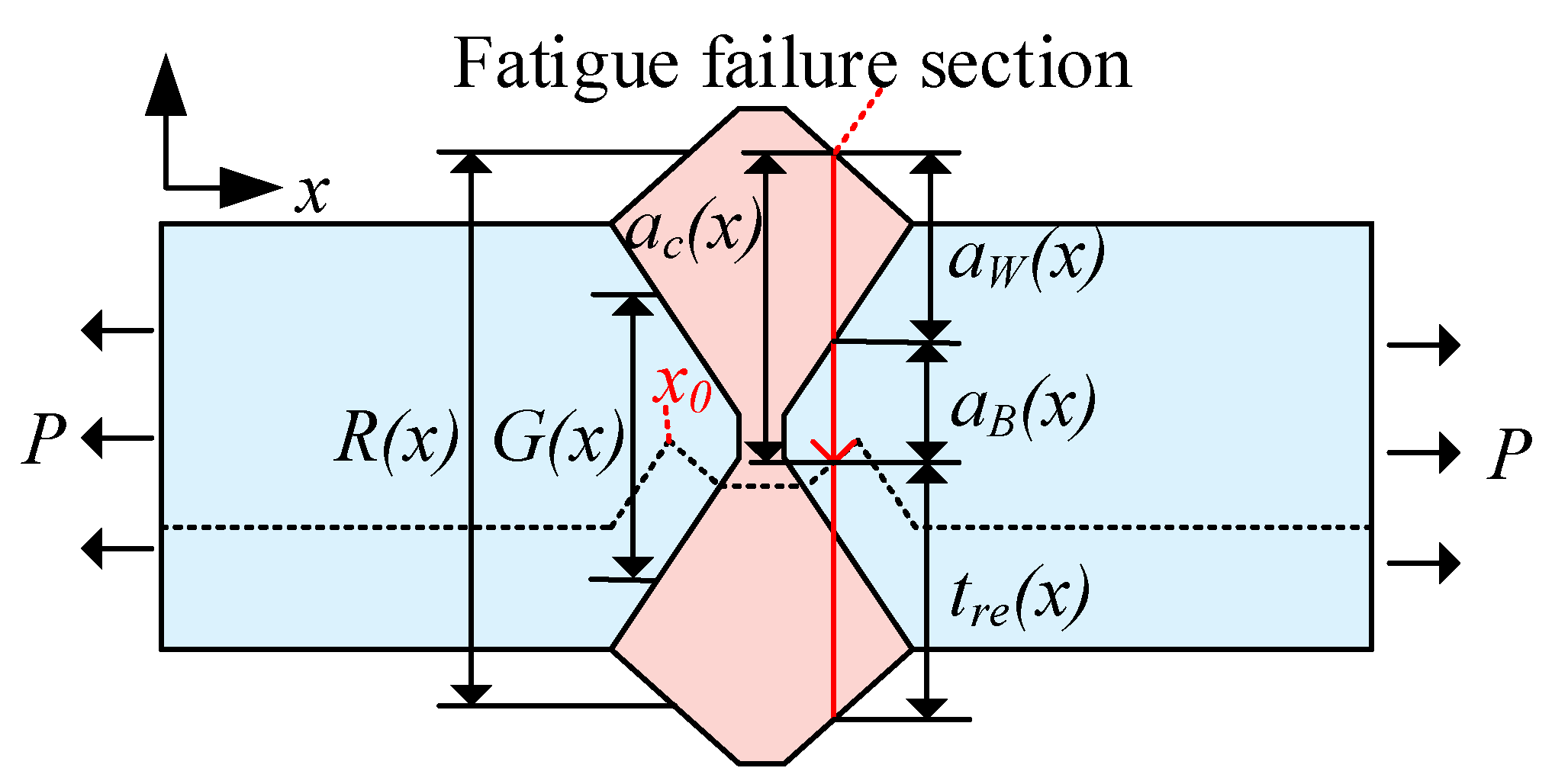
3. Nominal Stress Based Fatigue Assessment of Heterogeneous Materials
4. Nominal Stress based EFBC Design of Under-Matched Butt-Welded Joints
5. Experimental Verification
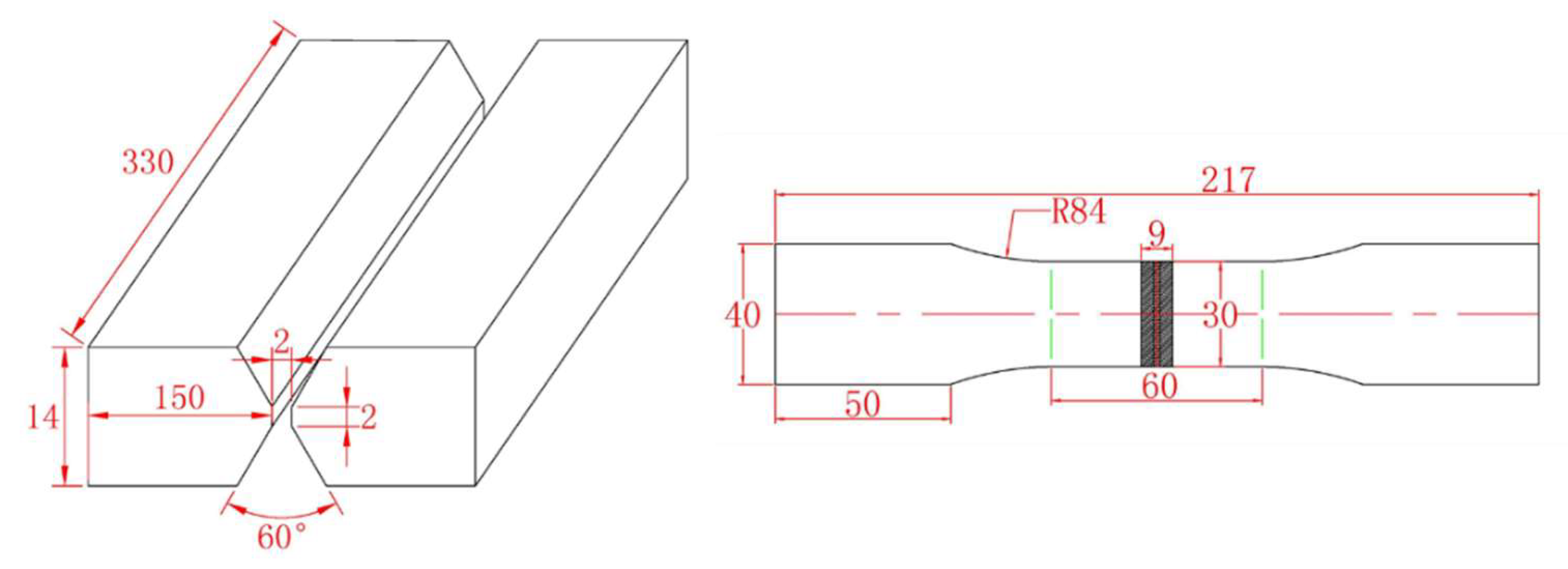
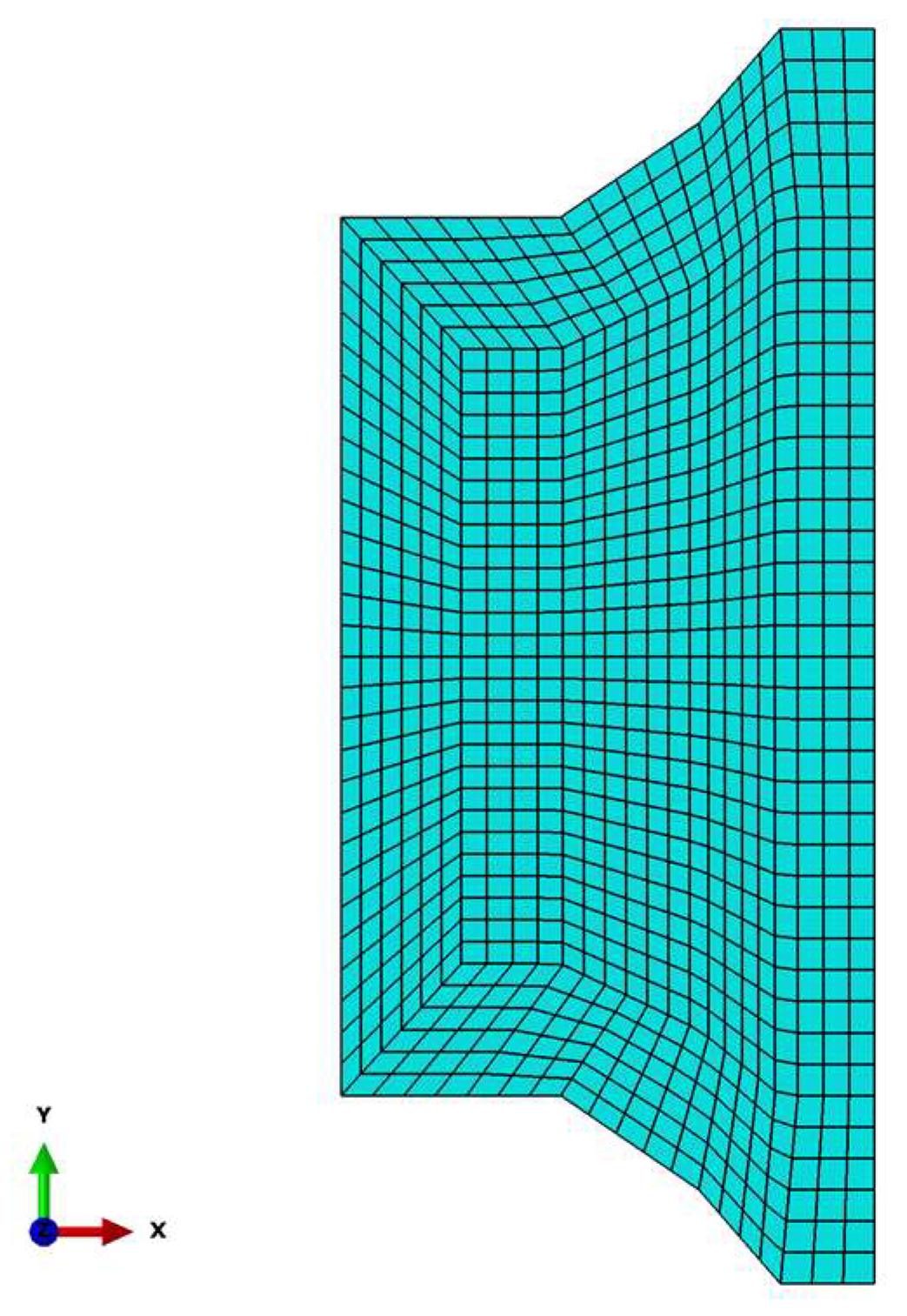
5.1. Test Specimen and Procedure
5.2. Results and Discussion
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Koçak, M. Structural integrity of welded structures: Process–property–performance (3P) relationship. In Proceedings of the 63rd Annual Assembly and International Conference of the International Institute of Welding, Istanbul, Turkey, 11–16 July 2010. [Google Scholar]
- Rakin, M.; Medjo, B.; Gubeljak, N.; Sedmak, A. Micromechanical assessment of mismatch effects on fracture of high-strength low alloyed steel welded joints. Eng. Fract. Mech. 2013, 1093, 221–235. [Google Scholar] [CrossRef]
- Umekuni, A.; Masubuchi, K. Usefulness of under-matched welds for high-strength steels. Weld. J. 1997, 76, 256s. [Google Scholar]
- Loureiro, A.J.R. Effect of heat input on plastic deformation of under-matched welds. J. Mater. Process. Technol. 2002, 128, 240–249. [Google Scholar] [CrossRef]
- Ravi, S.; Balasubramanian, V.; Babu, S.; Nasser, S.N. Assessment of some factors influencing the fatigue life of strength mismatched HSLA steel weldments. Mater. Des. 2004, 25, 125–135. [Google Scholar] [CrossRef]
- Marquis, G.B.; Barsoum, Z. IIW Recommendations on High Frequency Mechanical Impact (HFMI) Treatment for Improving the Fatigue Strength of Welded Joints. In IIW Recommendations for the HFMI Treatment; Springer: Singapore, 2016; pp. 1–34. [Google Scholar]
- Walbridge, S.; Nussbaumer, A. A probabilistic assessment of the effect of post-weld treatment on the fatigue performance of tubular truss bridges. Eng. Struct. 2008, 30, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Hobbacher, A. Recommendations for Fatigue Design of Welded Joints and Components; Springer: Berlin, Germany, 2016. [Google Scholar]
- Dong, P.; Hong, J.K.; De Jesus, A.M. Analysis of recent fatigue data using the structural stress procedure in ASME Div 2 rewrite. J. Press. Vessel Technol.-Trans. 2007, 129, 355–362. [Google Scholar] [CrossRef]
- Sonsino, C.M.; Fricke, W.; de Bruyne, F.; Hoppe, A.; Amhadi, A.; Zhang, G. Notch stress concepts for the fatigue assessment of welded joints–Background and applications. Int. J. Fatigue. 2012, 34, 2–16. [Google Scholar] [CrossRef]
- Zamzami, I.A.; Susmel, L. On the accuracy of nominal, structural, and local stress based approaches in designing aluminum welded joints against fatigue. Int. J. Fatigue. 2016, 101, 137–158. [Google Scholar] [CrossRef]
- Chebat, F.; Peron, M.; Viespoli, L.M.; Welo, T.; Berto, F. Fatigue Strength Assessment of Steel Rollers: On the Reliability of the Strain Energy Density Approach on Real Components. Appl. Sci. 2018, 8, 1015. [Google Scholar] [CrossRef]
- Kim, Y.J.; Koçak, M.; Ainsworth, R.A.; Zerbst, U. SINTAP defect assessment procedure for strength mismatched structures. Eng. Fract. Mech. 2000, 67, 529–546. [Google Scholar] [CrossRef]
- Koçak, M. FITNET fitness-for-service procedure: an overview. Weld. World. 2007, 51, 94–105. [Google Scholar] [CrossRef]
- Hadley, I. Validation of the European FITNET Fitness-For-Service Procedure: Incorporation of Weld Strength Mismatch into Fracture Assessment (Options 2 and 3); TWI Industrial Member Report Summary 890/2007; TWI: Cambridge, UK, 2007. [Google Scholar]
- Ravi, S.; Balasubramanian, V.; Nasser, S.N. Effect of notch location on fatigue crack growth behavior of strength-mismatched high-strength low-alloy steel weldments. J. Mater. Eng. Perform. 2004, 13, 758–765. [Google Scholar] [CrossRef]
- Zhang, C.; Lu, P.; Hu, X.; Song, X. Effect of buffer layer and notch location on fatigue behavior in welded high-strength low-alloy. J. Mater. Process. Technol. 2012, 212, 2091–2101. [Google Scholar] [CrossRef]
- Shanmugam, K.; Lakshminarayanan, A.K.; Balasubramanian, V. Effect of weld metal properties on fatigue crack growth behavior of gas tungsten arc welded AISI 409M grade ferritic stainless steel joints. Int. J Pres. Ves Pip. 2009, 86, 517–524. [Google Scholar] [CrossRef]
- Donato, G.H.; Magnabosco, R.; Ruggieri, C. Effects of weld strength mismatch on J and CTOD estimation procedure for SE (B) specimens. Int. J. Fracture. 2009, 159, 1–20. [Google Scholar] [CrossRef]
- Świątczak, T.; Tomczyk, M.; Więcek, B.; Pawlak, R.; Olbrycht, R. Defect detection in wire welded joints using thermography investigations. Mater. Sci. Eng. B. 2012, 177, 1239–1242. [Google Scholar] [CrossRef]
- Ummenhofer, T.; Medgenberg, J. On the use of infrared thermography for the analysis of fatigue damage processes in welded joints. Int. J. Fatigu. 2009, 31, 130–137. [Google Scholar] [CrossRef]
- Palumbo, D.; De Finis, R.; Serio, L.M.; Galietti, U.; De Filippis, L.A.C. Thermographic signal analysis of friction stir welded AA 5754 H111 joints. Proceedings of SPIE—The International Society for Optics and Photonics, San Diego, CA, USA, 19–23 August 2018. [Google Scholar]
- Corigliano, P.; Epasto, G.; Guglielmino, E.; Risitano, G. Fatigue analysis of marine welded joints by means of DIC and IR images during static and fatigue tests. Eng. Fract. Mech. 2017, 183, 26–38. [Google Scholar] [CrossRef]
- De Filippis, L.A.C.; Serio, L.M.; Palumb, D.; De Finis, R.; Galietti, U. Optimization and characterization of the Friction Stir Welded Sheets of AA 5754-H111: Monitoring of the quality of joints with thermographic techniques. Materials 2017, 10, 1165. [Google Scholar] [CrossRef] [PubMed]
- Ganesh, K.C.; Vasudevan, M.; Balasubramanian, K.R.; Chandrasekhar, N.; Mahadevan, S.; Vasantharaja, P.; Jayakumar, T. Modeling, prediction and validation of thermal cycles, residual stresses and distortion in type 316 LN stainless steel weld joint made by TIG welding process. Procedia Eng. 2014, 86, 767–774. [Google Scholar] [CrossRef]
- Tomlinson, R.A.; Marsavina, L. Thermoelastic investigations for fatigue life assessment. Exp. Mech. 2004, 44, 487–494. [Google Scholar] [CrossRef] [Green Version]
- Chandran, K.R. A universal functional for the physical description of fatigue crack growth in high-cycle and low-cycle fatigue conditions and in various specimen geometries. Int. J. Fatigue 2017, 102, 261–269. [Google Scholar] [CrossRef]
- Chandran, K.R. A physically based universal functional to characterize the mechanism of fatigue crack growth in materials. Scr. Mater. 2015, 107, 115–118. [Google Scholar] [CrossRef]
- Meggiolaro, M.A.; Castro, J.T.P. Statistical evaluation of strain-life fatigue crack initiation predictions. Int. J. Fatigue 2004, 26, 463–476. [Google Scholar] [CrossRef]
- Brennan, F.P. The use of approximate strain-life fatigue crack initiation predictions. Int. J. Fatigue 1994, 16, 351–356. [Google Scholar] [CrossRef]
- Paris, P.C.; Gomez, M.P.; Anderson, W.E. A rational analytic theory of fatigue. Trend Eng. 1961, 13, 9. [Google Scholar]
- Paris, P.C. A critical analysis crack propagation laws. J. basic eng. 1963, 85, 528–533. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials. Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Basquin, O.H. The Exponential Law of Endurance Tests. Proc. Am. Soc. Test. Mater. 1910, 2, 625–630. [Google Scholar]
- Mattheck, C.; Baumgartner, A.; Kriechbaum, R.; Walther, F. Computational methods for the understanding of biological optimization mechanisms. Comp. Mater. Sci. 1993, 1, 302–312. [Google Scholar] [CrossRef]
- Sokołowski, J.; Zolésio, J.P. Introduction to Shape Optimization: Shape Sensitity Analysis; Springer: Berlin/Heidelberg, Germany, 1992; pp. 7432–7437. [Google Scholar]
- Pilkey, W.D.; Pilkey, D.F. Peterson’s Stress Concentration Factors; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- ISO 12107: 2012. Metallic Materials-Fatigue Testing-Statistical Planning and Analysis of Data; ISO Copyright Office: Geneva, Switzerland, 2012. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material 1 | C Wt.% | Si Wt.% | Mn Wt.% | σu (MPa) | σy (MPa) | S–N fitting formula |
|---|---|---|---|---|---|---|
| Q550D | 0.05 | 0.022 | 1.74 | 777 | 678 | |
| ER70S-6 | 0.07 | 0.84 | 1.49 | 543 | 438 |
| Sequence | Welding Process | Current Type/Polarity | Arc Voltage(V) | Welding Current(A) | Welding Speed(mm/s) | Shielding Gas/Flow Rate(L/min) |
|---|---|---|---|---|---|---|
| 1 | TIG(manual) | DC(+) | 23.5 | 220 | 1 | Ar/13 |
| 2–7 | MAG | DC(-) | 34 | 350 | 8.5 | CO2/5Ar/18 |
| 8–9 | MAG | DC(-) | 29.6 | 280 | 8.5 | CO2/5Ar/18 |
| Sample No. | σa (MPa) | f (Hz) | R | T (°C) | N (Stress Cycles) |
|---|---|---|---|---|---|
| 1# | 134.1 | 10 | 0.1 | 25 | 2,650,633 |
| 2# | 134.1 | 10 | 0.1 | 25 | 2,587,627 |
| 3# | 134.1 | 10 | 0.1 | 25 | 2,620,122 |
| p/% | (1−α) | k(p, 1−α) | N(p, 1−α) |
|---|---|---|---|
| 10 | 95 | −6.158 | 2,440,063 |
| 90 | −4.258 | 2,494,026 | |
| 5 | 95 | −7.655 | 2,398,369 |
| 90 | −5.31 | 2,464,002 | |
| 1 | 95 | −10.55 | 2,319,749 |
| 90 | −7.34 | 2,407,083 | |
| 0.1 | 95 | −13.86 | 2,233,012 |
| 90 | −9.651 | 2,343,883 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, X.; Wang, P.; Dong, Z.; Liu, Y.; Fang, H. Nominal Stress-Based Equal-Fatigue-Bearing-Capacity Design of under-matched HSLA Steel Butt-welded Joints. Metals 2018, 8, 880. https://doi.org/10.3390/met8110880
Wen X, Wang P, Dong Z, Liu Y, Fang H. Nominal Stress-Based Equal-Fatigue-Bearing-Capacity Design of under-matched HSLA Steel Butt-welded Joints. Metals. 2018; 8(11):880. https://doi.org/10.3390/met8110880
Chicago/Turabian StyleWen, Xue, Ping Wang, Zhibo Dong, Yong Liu, and Hongyuan Fang. 2018. "Nominal Stress-Based Equal-Fatigue-Bearing-Capacity Design of under-matched HSLA Steel Butt-welded Joints" Metals 8, no. 11: 880. https://doi.org/10.3390/met8110880