1. Introduction
The effluents generated during metallurgical operations, galvanizing, gold and silver extraction, crude refining, among others, contain metal complexes of cyanide or free cyanide [
1]. The Environmental Protection Agency (EPA) catalogs this waste as highly dangerous for nature and human health, thus its treatment prior to discharge in water bodies is a very important issue [
2]. Therefore, several methods have been applied through the years in order to oxidize cyanide to cyanate ions. The cost of cyanide oxidation with hydrogen peroxide or expensive acid reaches 4 USD/kg CN
−, so it is necessary to look for other alternatives that allow for the treatment of cyanide without spending expensive reagents [
3].
In the last few years, several composites based in biomass or active carbon have been employed for waste water treatment. The importance of these composites lies in their easy separation of products or reagents without operations such as filtration, centrifugation, or decantation. In case of losing its activity, these composites can be reactivated using thermal processes. The latest advances that are focused on green chemistry, development of clean technologies, and sustainability point to a heterogeneous catalysis as the solution for these challenges. In the particular case of cyanide ions oxidation coming from metallurgical operations, activated carbon may transform this toxic reagent into more environmentally friendly substances. In addition, activated carbon may be used as an ideal support in order to develop catalysts that can be used as oxidizing agents [
4,
5].
Ferrites formed from transition metals are widely studied, due to their use as magnetic materials, semiconductors, pigments, and catalysts. These are classified according to their crystallization structure: hexagonal (MFe
12O
19), garnet (M
3Fe
5O
12), and spinel (MFe
2O
4), where M is one or more divalent transition metals (Mn, Fe, Co, Ni, Cu, and Zn) [
6]. The catalytic properties of the different ferrites are given by the transition metals present in the structure and the distribution of the same. Thus, ferrites are used in alkylation processes, phenol hydroxylation, hydrodesulfurization of crude, and oxidation of various compounds, among others. In addition, their advantage lies in the fact that its magnetic properties facilitate its recovery through the use of a magnet [
7].
Copper and cobalt ferrites generally have a spinel structure with a mixed distribution, where Cu
2+ and Co
2+ ions are distributed in both the tetrahedral (A) and octahedral (B) positions. This distribution is influenced by the temperature; at room temperature, the Cu
2+ or Co
2+ ions occupy the positions B, while the Fe
3+ ions are located evenly in the positions A and B, that is to say a spinel of inverse structure. At temperatures above 360 °C, the Cu
2+ or Co
2+ ions occupy positions A, and the spinel has a normal structure that improves the magnetic properties of the ferrite [
8].
Conventional methods of copper and cobalt ferrite synthesis, such as chemical precipitation or the sol-gel method, give rise to a ferrite with a reverse spinel structure. In addition, from these methods it is not possible to obtain a stoichiometric copper or cobalt ferrite since there will always be the presence of a second phase formed by CuO or CoO. In the case of copper ferrites, the maximum copper concentration in a Copper Ferrite is given by the following formula, Cu
1−nFe
2+nO
4, where
n = 0.04 ± 0.01 [
9,
10].
The high catalytic activity of ferrites is related to the weak bond between oxygen and the metal with the highest oxidation state [
11]. Then, the catalyst may follow the Mars van Krevelen mechanism in order to oxidize cyanide ions into cyanates [
12]. The Mars-van Krevelen mechanism is a redox cycle in which the reagent interacts with the catalyst in an active site that contains an M
1 metal cation, adsorbed on the surface. The oxygen in the catalyst migrates to the surface to oxidize the adsorbed reagent (cyanide ions in this case) and form the products. Spent oxygen is rapidly replaced either by oxygen from the gas phase or by oxygen associated with another M
2 cation [
13,
14].
Table 1 shows the results of previous studies for the oxidation of cyanide ion using cobalt and nickel ferrites, as well as cobalt and manganese oxide systems. The cobalt oxides are not very efficient for the oxidation of the cyanide ion. However, the addition of another transition metal such as manganese, which has high catalytic activity, doubled the oxidation percentage [
2]. If instead of a cobalt oxide, a cobalt ferrite or a nickel ferrite is used, the percentage of oxidation is 85%, which shows that the catalytic activity of the cobalt ferrite is superior to that of the oxide systems.
Moreover, unlike other catalysts, such as oxide systems, copper and cobalt ferrites have refractory characteristics, which imply that copper and cobalt dissolution in cyanide solutions is very low, approximately 4% for Cu or Co and 1% for Fe after 15 h [
17].
Nowadays, several waste water treatment processes have been implemented in order to remove various contaminants. For instance, Alexopoulou and co-workers [
18] employed copper (I) phosphide along with sodium persulfate for the degradation of sulfamethoxazole using the formation of radicals. Other contaminants, such as ibuprofen found in multiple water bodies, may be degraded by hydrodynamic cavitation [
19]. This degradation was carried out in a Venturi reactor and caused a cavitation where 60% of ibuprofen was degraded in 60 min [
19]. Ultrasonic methods along with ozone, hydrogen peroxide, and Fenton have recently been assessed for waste water treatment. In this study, the combination of Fenton with ultrasonic flow cell delivered the best chemical oxygen demand (COD) removal [
20].
Other materials oriented for water treatment are metal organic frameworks (MOFs) for heavy metals removal. Fe (III) and Zr (IV) based metal–organic frameworks supported on polyacrylonitrile (PAN) and polyvinylidene fluoride (PVDF) nanofibers were successfully employed for lead and mercury removal from solutions. This supported material allowed to treat 395 mL of 100 ppb Pb (II) solution in order to reduce its concentration to 10 ppb, which is the limit permitted for drinking water [
21]. Other variety of MOFs supported on nanofibers presented excellent results in the removal of cadmium and zinc ions from aqueous solutions. These (Zr-based MOF-808) supported on PAN nanofibers allowed treat a reasonable amount of Cd solution at a flux of 348 L m
2/h [
22]. These kinds of materials can be used in a filtration operation for heavy metal adsorption-desorption experiments. In addition, permeate behavior of supported MOFs can be predicted accurately in order to know MOFs adsorption capacity [
23].
The present work is oriented to the synthesis of a catalyst based on oxides of iron, copper, and cobalt that accelerates the oxidation of the cyanide ion present in the effluents coming from the extraction of gold, prior to its discharge in the hydric bodies due to its high toxicity. The advantage of this work is that the cobalt and copper ferrites composites can be used in effluents with high concentrations of cyanide since they do not generate toxic residues. Due to the availability of copper, cyanide ions oxidation with these kind of ferrites makes this treatment less expensive than other conventional methods. For instance, electrochemical oxidation that demands a high energy consumption [
2] and of chemical oxidation with hydrogen peroxide or peroxosulfuric acid where the reagents used are very expensive [
3].
3. Results and Discussion
As it was mentioned in the Materials and Methods section, two activated carbons of different specific area were employed as supports for ferrites deposition. In
Table 2, it is summarized the main characteristics of the supports before and after impregnation.
In the case of specific surface, it is appreciable that ferrites deposition diminished activated carbons available area. Nevertheless, this specific surface reduction was not high; therefore, it can be inferred that ferrite deposited on activated carbon surface instead of within their pores. This assumption was confirmed when the composite pore size was analyzed. This parameter was not affected at all after ferrites impregnation essays. Finally, composites bulk density increased in all cases when copper and cobalt ferrites were deposited on activated carbon surface. This phenomenon was expected since ferrite deposition increased the composites mass.
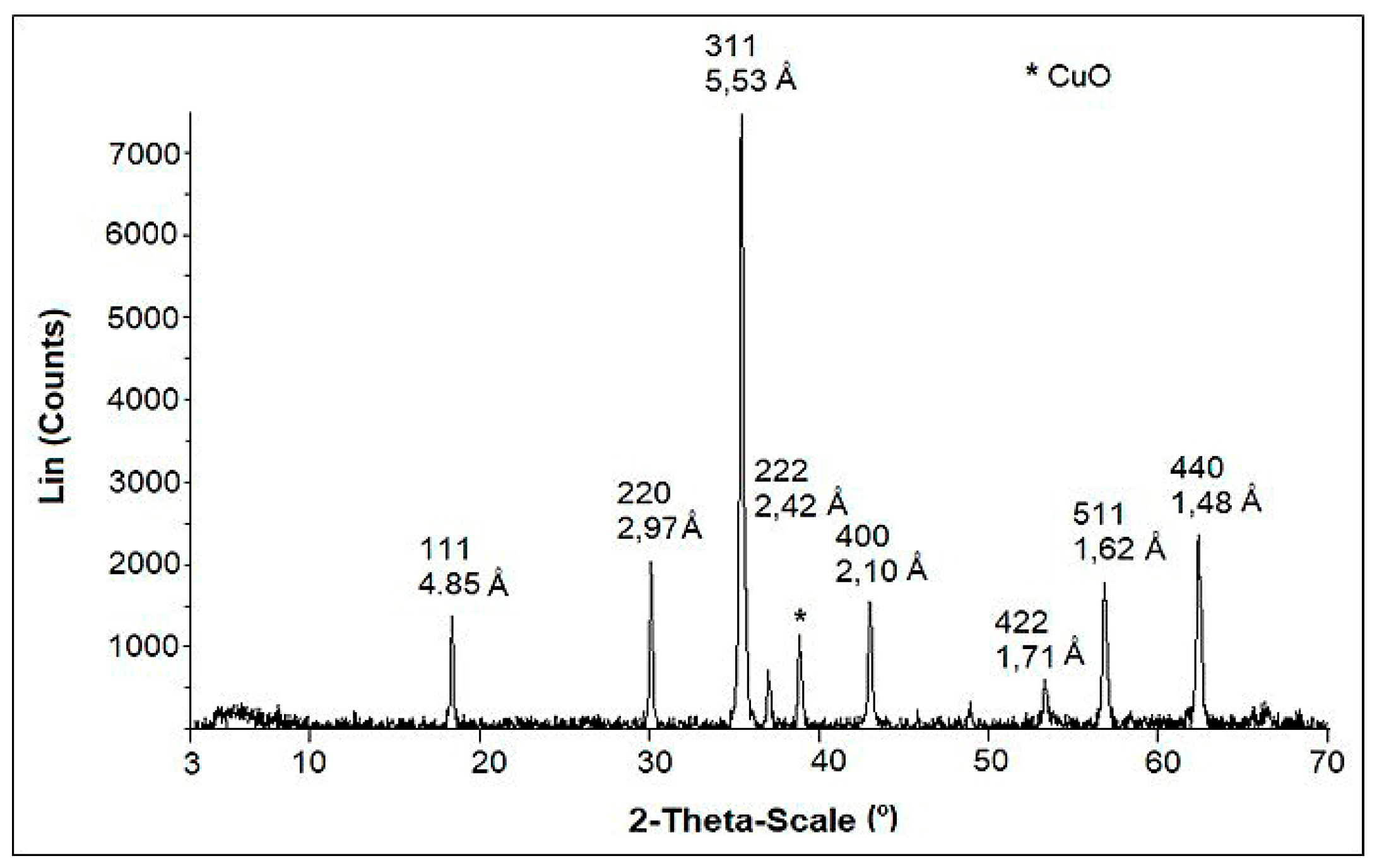
The X-ray Diffraction analysis presented in
Figure 1 showed the presence of copper ferrite in the CuFe sample. As mentioned in the introduction, due to the precipitation method used for the synthesis of the catalysts, ferrite stoichiometry was not obtained. In the composite, three phases were formed, which correspond to copper oxide (CuO), magnetite (Fe
3O
4) in smaller quantities, and the copper ferrite (CuFe
2O
4) in its majority. The peaks 220, 311, 400, 511, and 440 shown in the diffractogram are typical of a cubic copper ferrite, while the remaining peaks correspond to the copper oxide and magnetite. This was corroborated with the analysis using the atomic absorption spectroscopy with which a Fe:Cu molar ratio equal to 2.3 was determined. The excess of iron present in the sample was the result of the conditions and the method of synthesis as well as the acid wash, where the soluble copper oxide was removed. In addition, with these data we can infer that the copper ferrite adopted a reverse spinel structure.
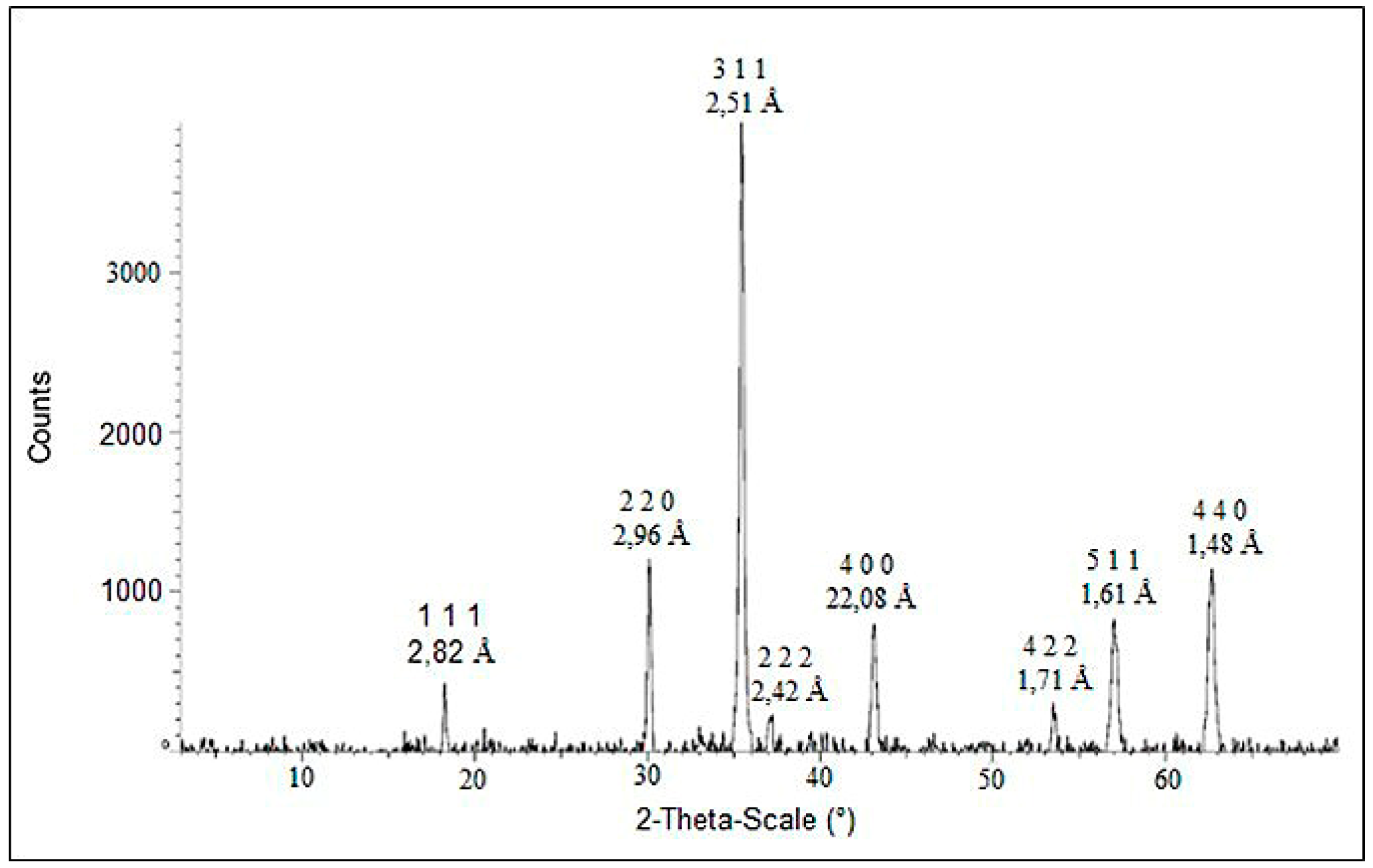
In the case of cobalt ferrite, the corresponding diffractogram is shown in
Figure 2. The presence of (1 1 1), (2 2 0), (3 1 1), (2 2 2), (4 0 0), (5 1 1), (4 0 0) show the formation mainly of the spinel cubes of cobalt ferrite. There are less pronounced peaks that correspond to iron oxides in the form of magnetite Fe
3O
4 and maghemite γ-Fe
2O
3, which are also spinels. In contrast with copper ferrite synthesis, there was no cobalt oxides peaks in the diffractogram.
The results obtained using atomic absorption spectroscopy for the copper ferrite supported on activated carbon were similar to those obtained with the unsupported catalyst. This similarity lies in a greater presence of iron than copper as shown in
Table 3. As regard with the percentages of impregnation, it can be observed that for the CuFe-AC280 and CuFe-AC1000 samples that were not calcined before the acid wash, the percentage of impregnation are 0.32% and 0.26%, respectively. This may be due to the fact that AC1000, which is a carbon of higher activation, is microporous, which makes it difficult for the impregnation of copper ferrites. However, when the CuFe-AC1000 sample is calcined, the impregnation percentage rises to 4.32%. This high percentage may be the result of ferrite sintering on the carbon surface.
In the case of cobalt ferrites on activated carbon, the impregnation of the cobalt ferrite within the carbon structure is significantly improved when the composite was calcined as well. The results indicate that the calcination temperature contributes to the formation of the respective cobalt and iron oxides after precipitating as hydroxides and allows the formation of the spinel structure. In addition, calcination performed in closed crucibles avoids damages in the structure of the support. With calcination, spinels formation is possible and their impregnation on active carbon was improved. The low percentages of impregnation obtained in the samples CuFe-AC280, CoFe-AC280, CuFe-AC1000, and CoFe-AC1000 without calcination can be due to the fact that the impregnation of the ferrite is superficial. Thus, cobalt and copper ferrites may be detached after a washing with sulfuric acid. These results agree with those reported by M.K. Stoyanova and Christoskova [
16]. They reported that the calcination step was crucial for Ni-Fe oxides system formation and their performance in cyanide ion oxidation. Calcination may as well increase the amount of surface active oxygen and Fe
3+ ions in high spin state. Therefore, calcination stage may improve the reducibility of Ni-Fe-oxide active oxygen [
16].
Figure 3 shows the images obtained using scanning electron microscopy (SEM) of copper ferrites on activated carbon after calcination. It can be seen that the copper ferrite is not uniformly distributed on the surface of carbon since it tends to agglomerate at random sites on the surface, which may be the result of the ferrites sintering.
Moreover, fractures can be distinguished on the surface of carbon, these are the result of constant agitation during impregnation as well as acid washing and also during calcination. All these operations weaken the support, which can lead to the loss of carbon during the oxidation tests, as well as the reduction of the life time of the composites.
In addition, the presence of agglomerates supports the idea of the polycrystalline structure, which is characteristic of spinels. However, it is clear that in this composite that the degree of crystallinity is low and there is a greater degree of typical defects of particles with super magnetic behavior (spinels).
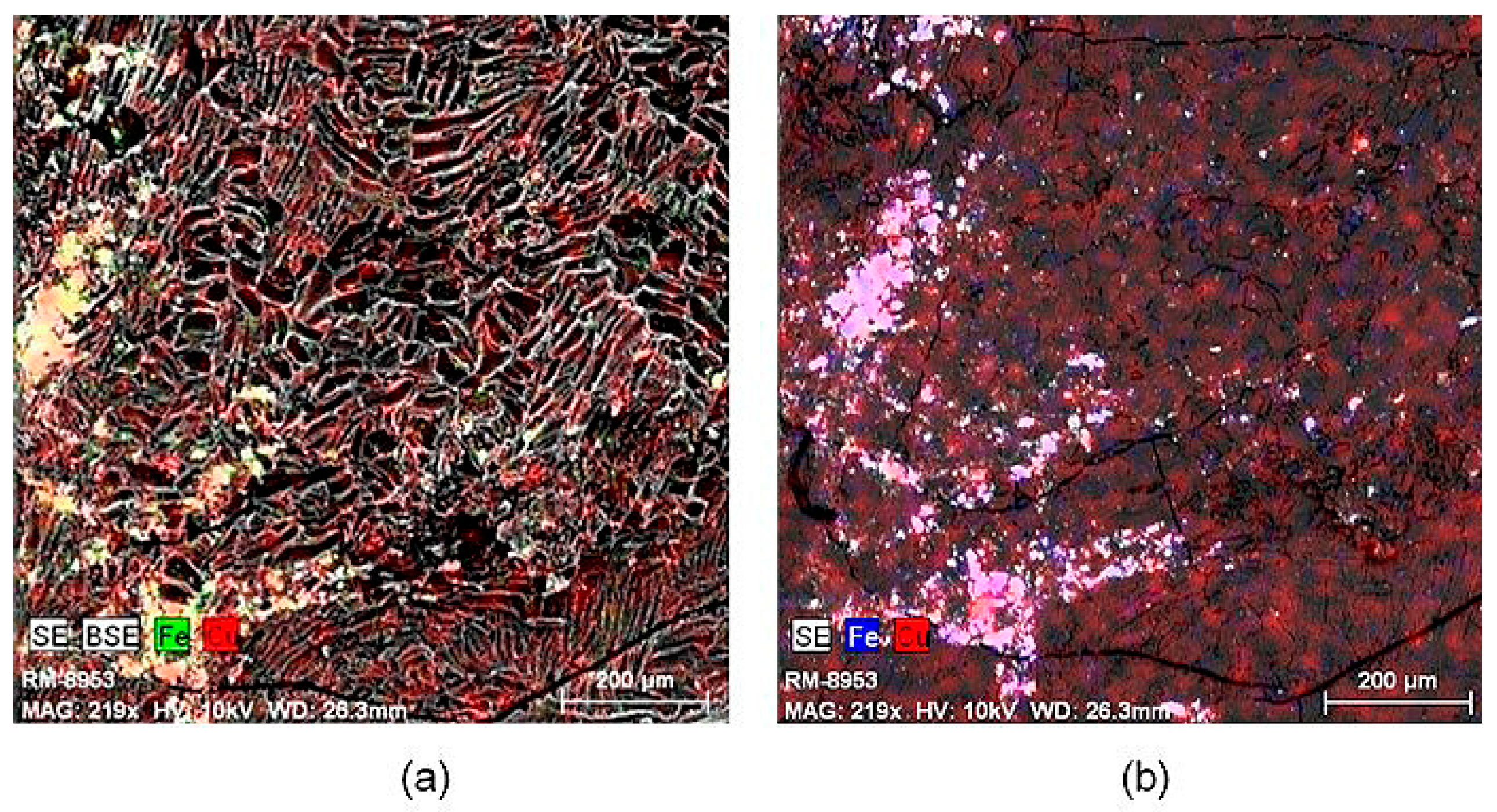
Figure S1 shows the morphological images of CoFe
-AC1000 composite calcined (a) before the acid wash and (b) after the acid wash. Within cobalt and iron distribution, it can be observed that there are more depositions on the surface of active carbon before the acid wash than after the acid wash. This is due to the presence of the precipitating agent and cobalt oxides on the active surface. After the acid wash, cobalt and iron distribution is more uniform. A violet solution was obtained as washing solution that is characteristic of cobalt, so it confirms the elimination of cobalt oxide with the acid wash.
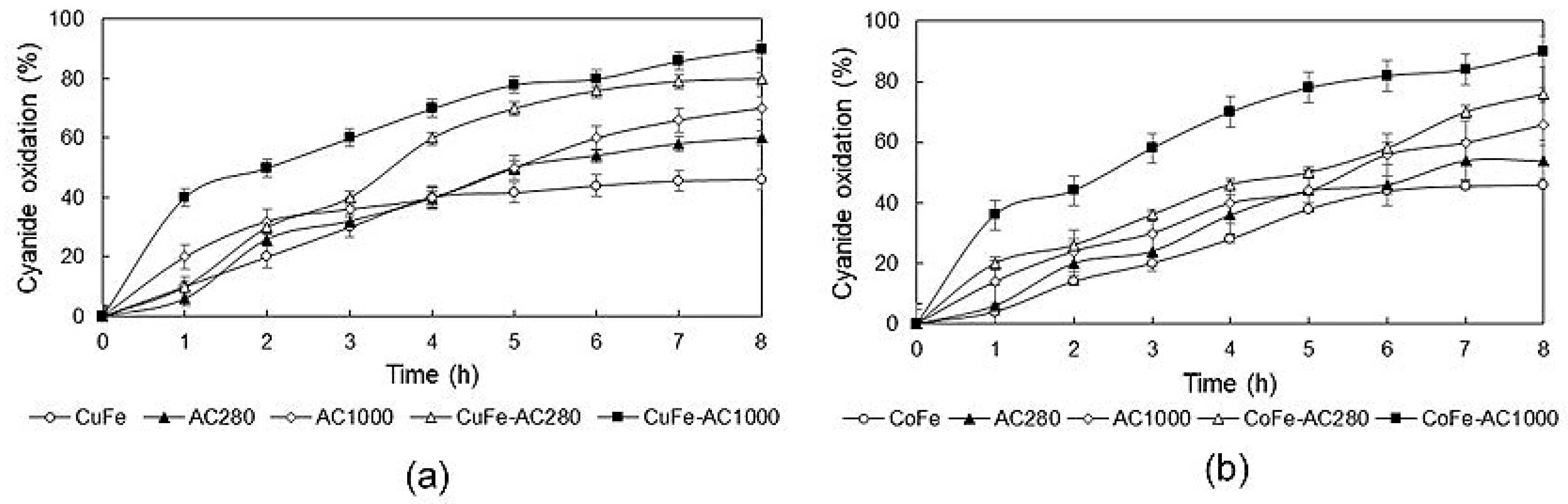
Cyanide oxidation experiments were carried out using eight different catalysts (CuFe, CoFe, AC280, AC1000, CuFe-AC280, CuFe-AC1000, CoFe-AC280, and CoFe-AC1000) while maintaining an air flow of 180 NL/h, continuous mechanical stirring of 480 rpm, pH = 10.5 at 293 K. A decrease in cyanide concentration was determined by titration with a 4.33 g/L AgNO
3 solution; the results are reported in
Figure 4.
During preliminary tests, with an air flow of 180 NL/h, it was verified that cyanide oxidation was insignificant, reaching only a 10% after 8 h. When activated carbon was added to AC1000 or AC280, the percentage of cyanide ion oxidation reached values of 70% and 60%, respectively, as shown in
Figure 4a. By replacing the activated carbon with the previously synthesized copper ferrite, an oxidation percentage of 46% was reached. The difference between the oxidation percentages reached is due to the reaction mechanism of each catalyst. Active carbon adsorbs molecular oxygen (O
2) provided with air on its surface, which reacts with the functional groups of the surface of the same forming hydrogen peroxide (H
2O
2). This reacts with the CN- ion present in the solution as follows [
25].
It is important to emphasize that, although active carbon adsorbs cyanide and this could contribute to the cyanide ion removal, according to the tests carried out by Pilco [
26], the percentage of cyanide ion adsorption is less than 5%.
Cyanide oxidation is possible as well with the employment of cobalt ferrites on activated carbon, as can be observed in
Figure 4b. Within the CoFe-AC280 composite, 76% of cyanide oxidation was achieved, whereas a 90% of cyanide oxidation was reached with the composite CoFe-AC1000. In the case of copper and cobalt ferrites, cyanide is oxidized via Mars van Krevelen mechanism. In this mechanism, an oxygen of the spinel structure reacts with cyanide ions and they are transformed into cyanates. In addition, the insertion of iron ions within the structure of the spinel is oriented to the generation of active sites on the characteristic structure of this composite.
Our results are similar to those obtained by Christoskova and Stoyanova [
2]. They reported a 60% of cyanide ion oxidation after 2 h of agitation with manganese cobalt oxides at a pH of 12. In addition, they found that cyanide ion oxidation is better at a pH of 9.5. However, those results may be wrong, since cyanide may transform into hydrocyanic acid pH values lower than 10.5, which is a very toxic and volatile compound. Therefore, the reduction of cyanide ion concentration within the solution may be due to hydrocyanic acid evaporation [
27].
As activated carbon is a granular adsorbent, the surface area of the internal pores is much larger than the external surface, so the copper or cobalt ferrites impregnated on the surface increases the oxidative capacity against cyanide by combining the carbon loading capacity, oxidation by activated carbon, and oxidation by the Mars van Krevelan mechanism. Therefore, cyanide can be treated by the three mentioned mechanisms, which can occur during the experimentation simultaneously. It can be asserted that the synthesized composites are suitable for the conversion of cyanide to cyanate reaching high percentages of oxidation.
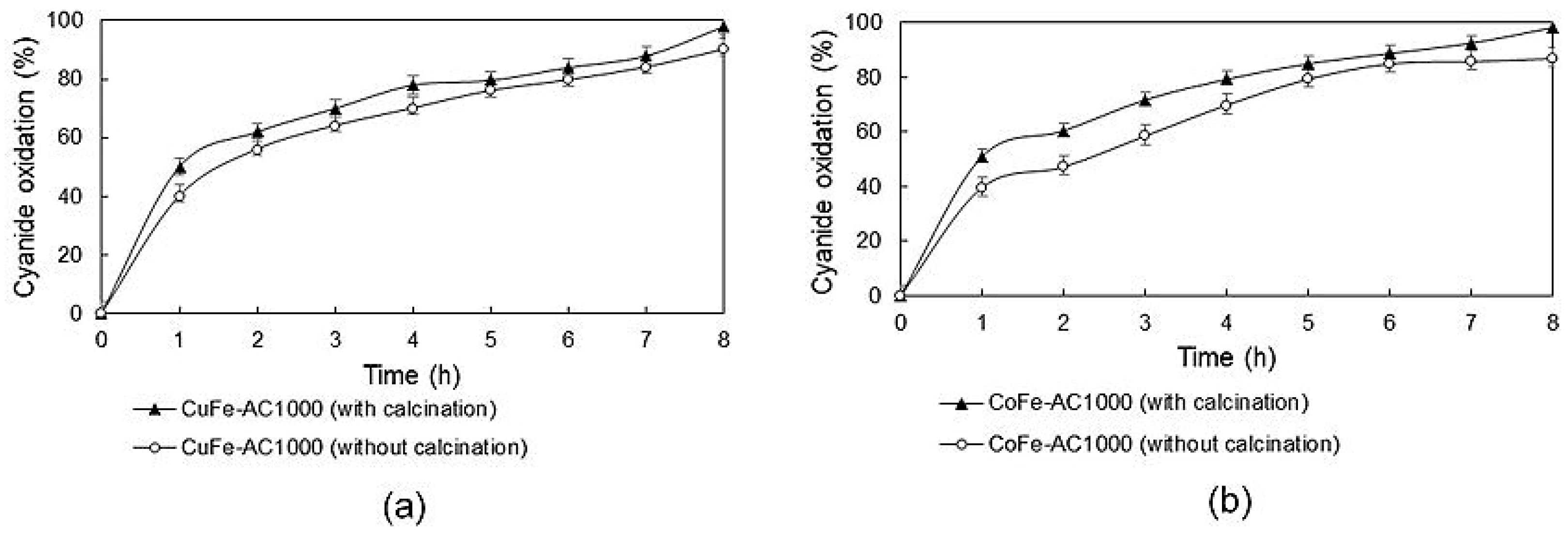
In
Figure 5, a difference in cyanide oxidation may be appreciated when the copper/cobalt activated carbon composites were calcined. In the case of CuFe-AC1000, which was the best composite for cyanide oxidation, a 90% oxidation of the cyanide ion was reached without further calcination treatment. On the other hand, the same composite with calcination reached 98% of the cyanide oxidation. However, it can be noted that the increase is only 8% without the calcination composite, despite the impregnation percentage of the ferrite increasing from 0.26% to 4.32%. Copper ferrites synthesized from the chemical precipitation method have a particle size smaller than 20 nm [
12,
28], which favors their sintering and agglomeration on the active carbon surface, so although there is more copper ferrite on the calcined composite, the active sites are scarce due to the aforementioned phenomena.
Regarding cobalt ferrites, it can be additionally observed that the calcined composite delivered a higher oxidation than without the CoFe-AC1000 composite. The difference in the degree of cyanide oxidation can be explained due to the calcination temperature, since it is possible that the structure of the spinel may be better formed by combining the cobalt and iron oxides and forming stable bonds of cobalt ferrite, without damaging the active sites of the carbon surface. Calcination treatment benefits are also evidenced in cobalt and iron dissolution during cyanide oxidation essays (see
Figure S2). Therefore, it can be deduced that calcination permits ferrite formation and deposition on the support diminishing their dissolution due to their refractoriness. The percentage of impregnation of Cobalt ferrite was also improved significantly from 0.28% to 7.47%, which increased cyanide oxidation from 87% to 98%.
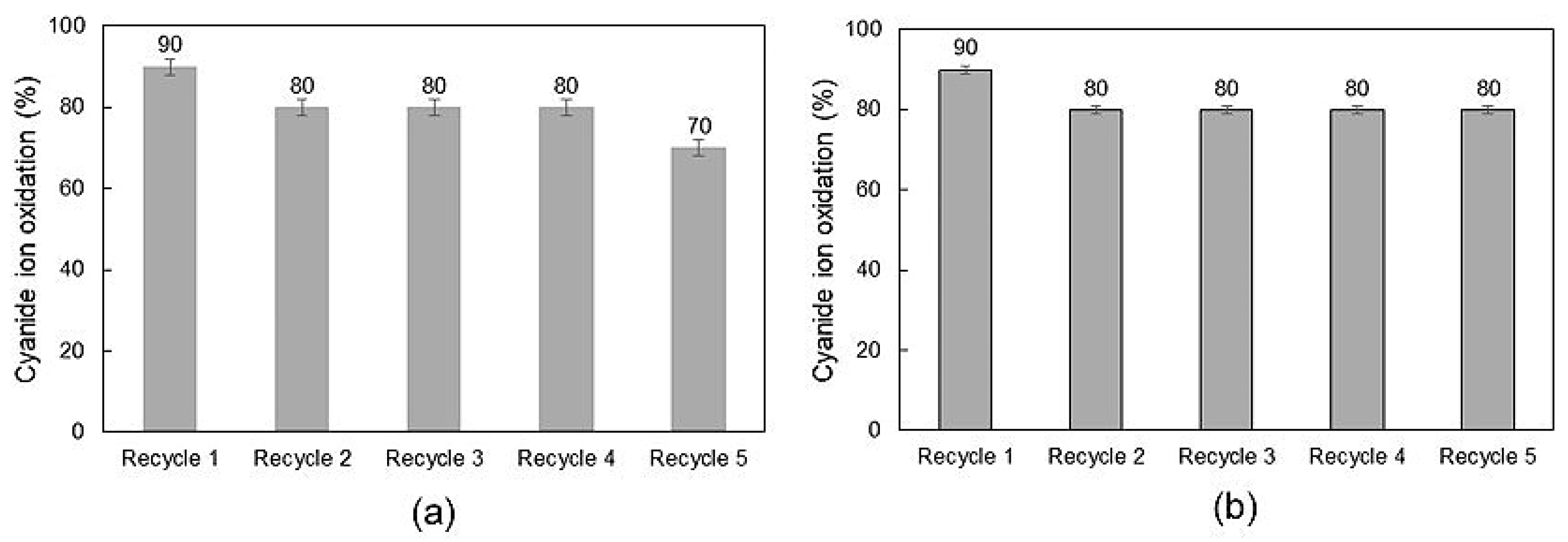
Lifespan tests were carried out using the CuFe-AC1000 and Co-AC1000 composites with calcination, since they presented the bets results for cyanide ion oxidation. In the case of copper ferrite/activated carbon composite, cyanide oxidation diminished to 90% after the first recycle. In recycles 2, 3, and 4, the composite reached 80% of cyanide ion oxidation, while the fifth and last recycle reached a 70% oxidation. The decrease in the catalytic activity can be linked to the dilution of the copper ferrite in the sodium cyanide solution. During the recycles, copper, and iron concentration were measured using atomic absorption spectroscopy. The loss of theses metals, which conforms to the spinels, decreased CuFe-AC1000 performance after several cyanide oxidation cycles.
In the case of cobalt ferrites, the lifespan of the CoFe-AC1000 composite with calcination was assessed as well, since it presented the best results in cyanide oxidation essays. After the first recycle, the catalytic activity of the composite diminished to 90%, as in the case of CuFe-AC1000. Nevertheless, after five recycles, cyanide ion oxidation never decreased from 80%, when CoFe-AC1000 composite was employed. Getting lost in the catalytic activity is possible, due to the wear suffered by the composite during the oxidation tests and the dissolution of cobalt and iron into the cyanide solution. Afterward, all oxidation essays were performed with stirring, the composites may break down by attrition. Thus, cobalt ferrites could be lost during the tests and the composite performance diminished, as it was demonstrated in
Figure 6b.
The dissolution of the synthetized catalyst was measured during cyanide oxidation essays. In
Table 4, the dissolution percentage of copper, cobalt, and iron dissolution is reported. Both copper and cobalt ferrites had low dissolution while they were in bulk. For CuFe
2O
4, the dissolution percentage for copper was 1.78%, whereas iron was 0.74%. For CoFe
2O
4, the dissolution percentage for cobalt was 0.04% and iron was 0.22%. For the supported catalyst, the dissolution of copper, cobalt, and iron had higher results than bulk ferrites. For CuFe-AC1000, the dissolution of copper decreased while iron dissolution increased. On the other hand, for CoFe-AC1000, both cobalt and iron dissolution behaved in the same pattern. This different behavior can be attributed to the ferrite structure; spinel structure was achieved for cobalt ferrite, but for CuFe-AC1000, a copper-iron oxides system was formed in certain degree (See
Figure 1). Copper and cobalt oxides (and not ferrites), synthesized during bulk ferrites formation using the co-precipitation method, may dissolve during cyanide oxidation essays, due to composites attrition, caused by 8 h of agitation. Cyanide ions may react with copper and cobalt oxides in order to form copper and cobalt cyanide complexes. These complexes of heavy metals may be removed from water bodies by employing adsorbents like zeolites, metal organic frameworks (MOFs), or activated carbon. It is well known that activated carbon has a high affinity for these complexes (especially for gold, silver, and copper cyanide complexes [
27]). Nevertheless, other option could be the modification of these supports with polymers, like polydopamine, which have functional groups (amine groups) that may interact with copper and cobalt cyanide anionic complexes for their adsorption [
29].









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}