
Bending Properties and Vibration Characteristics of Dowel-Laminated Timber Panels Made with Short Salvaged Timber Elements




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
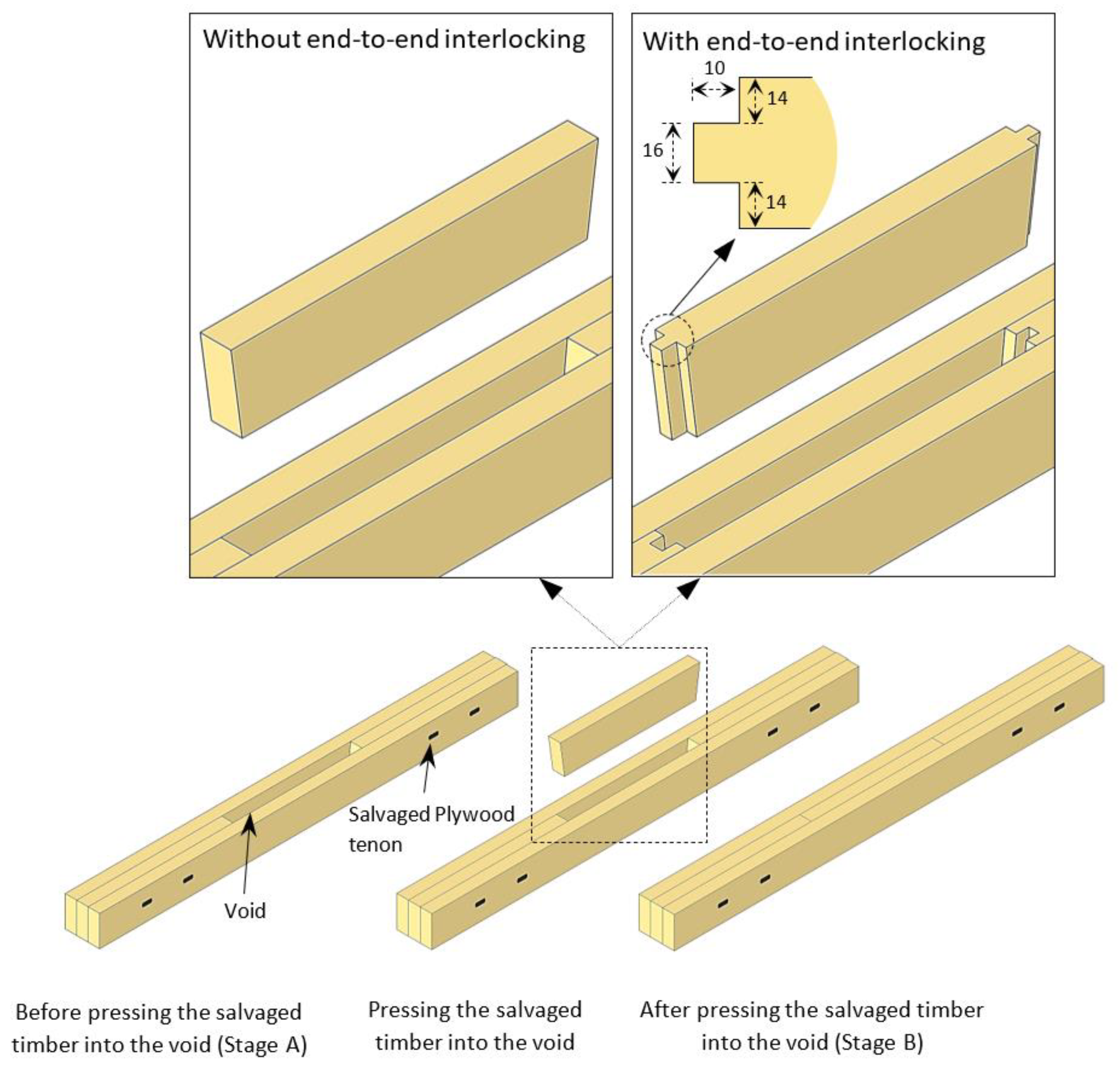
2.2. Specimens
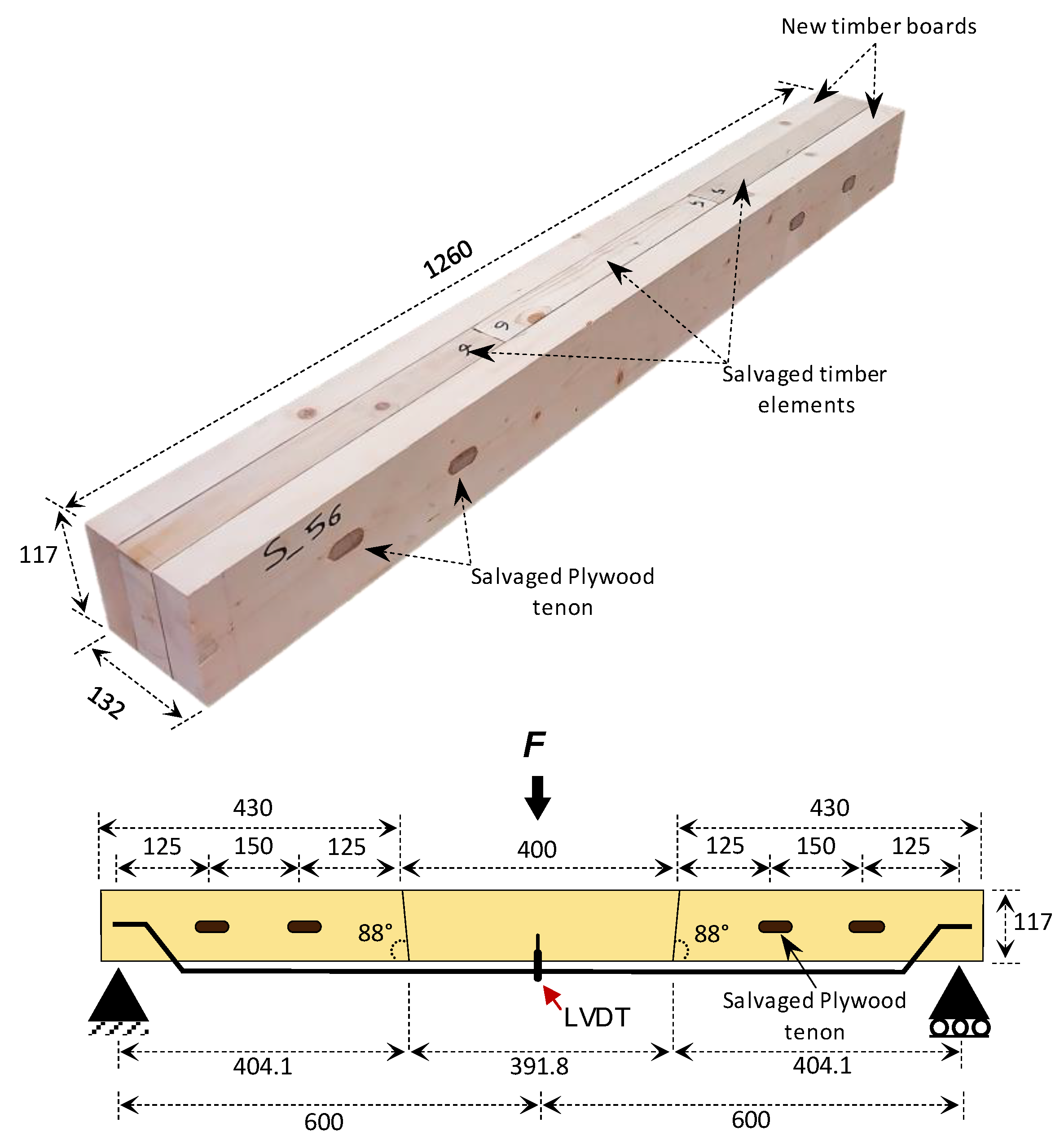
2.2.1. Small-Scale DLT Panels
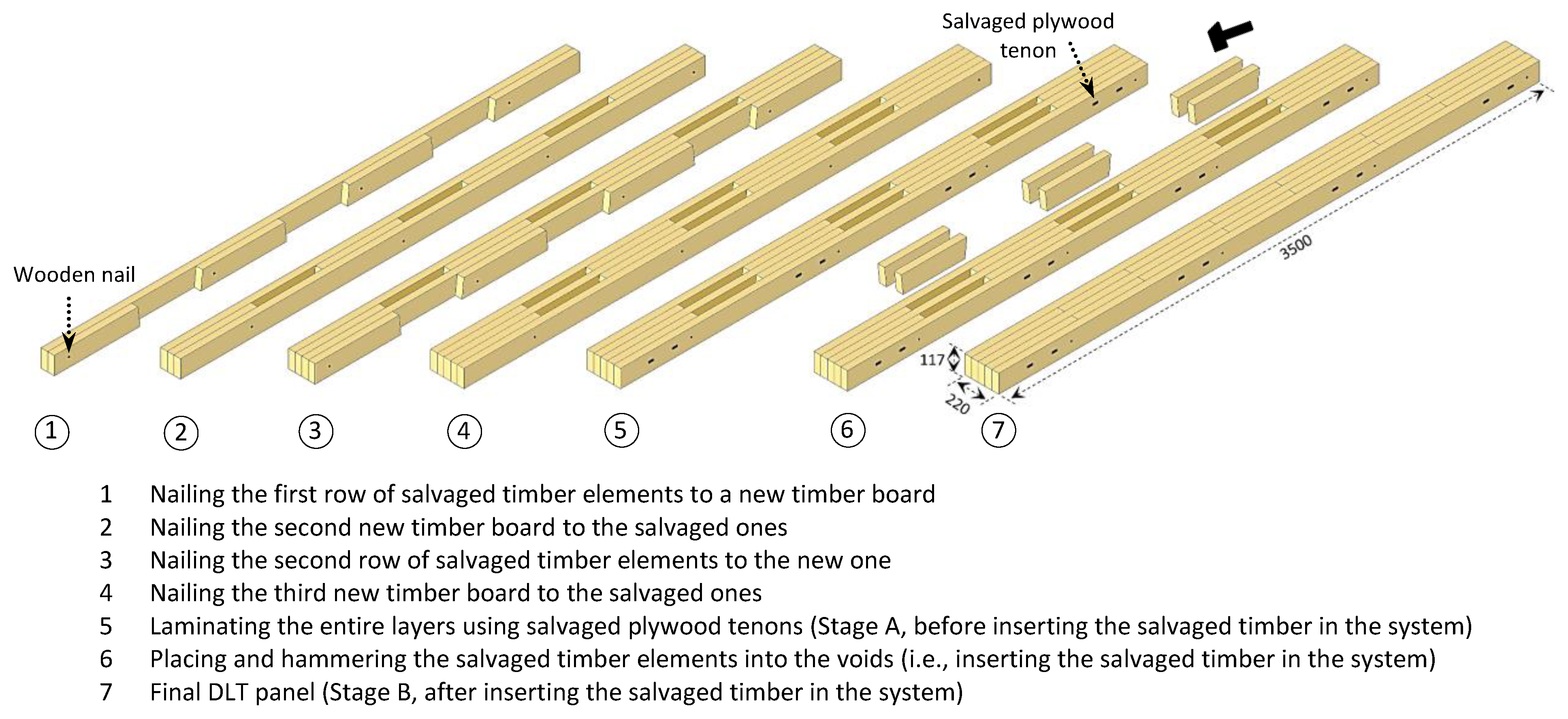
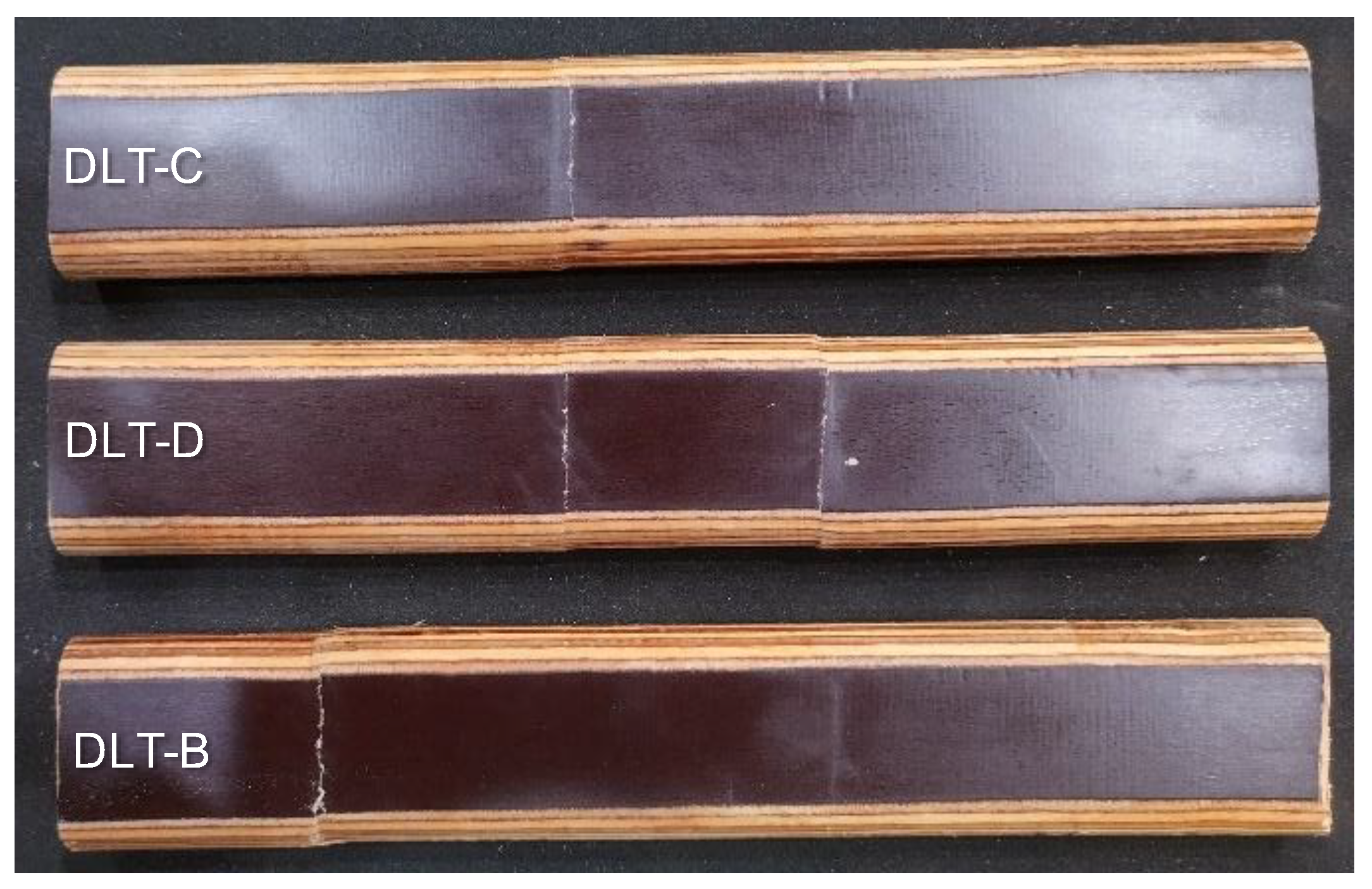
2.2.2. Large-Scale DLT Panels
2.3. Tests
2.3.1. Overview
- -
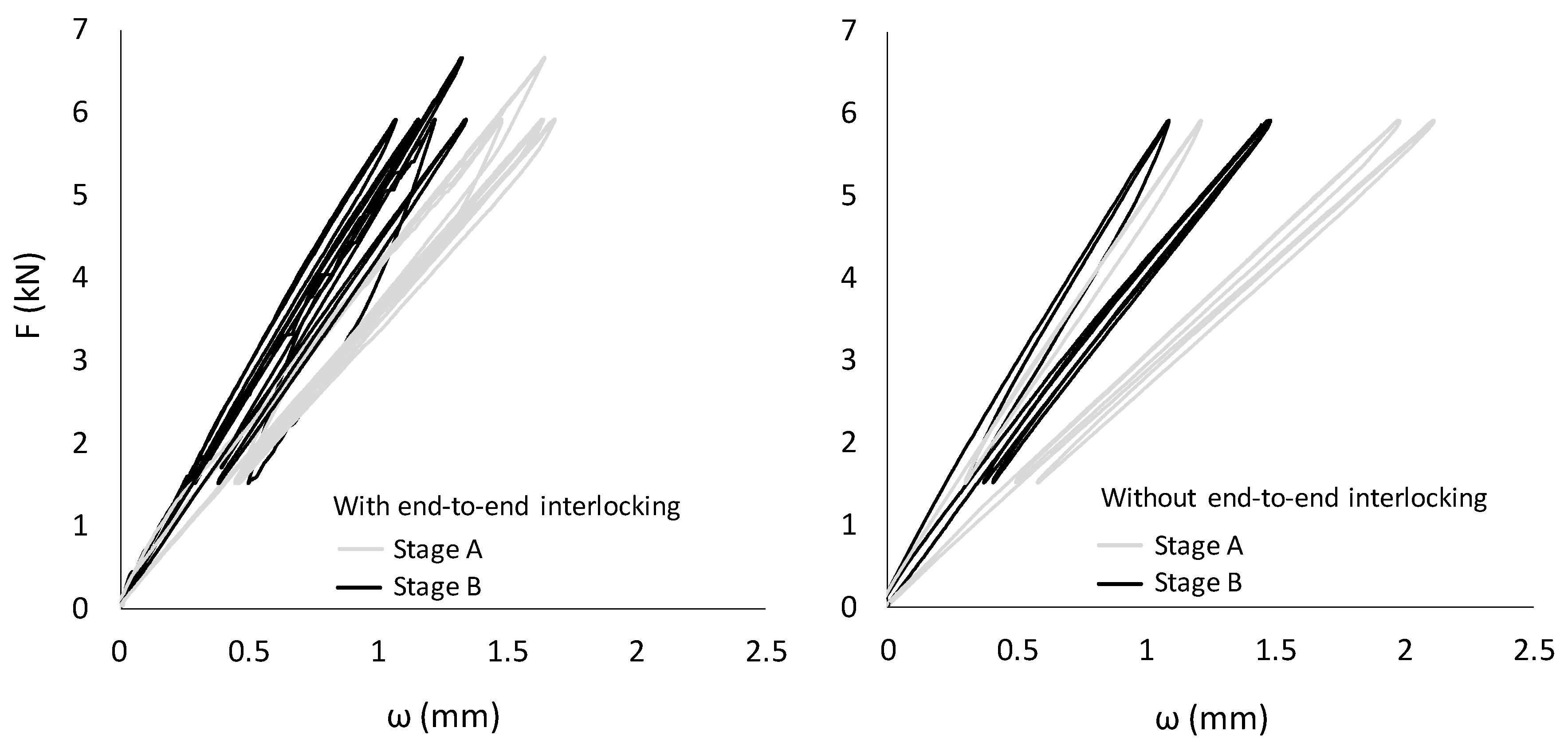
- Small-scale specimens: Non-destructive three-point bending tests (Stage A and Stage B).
- -
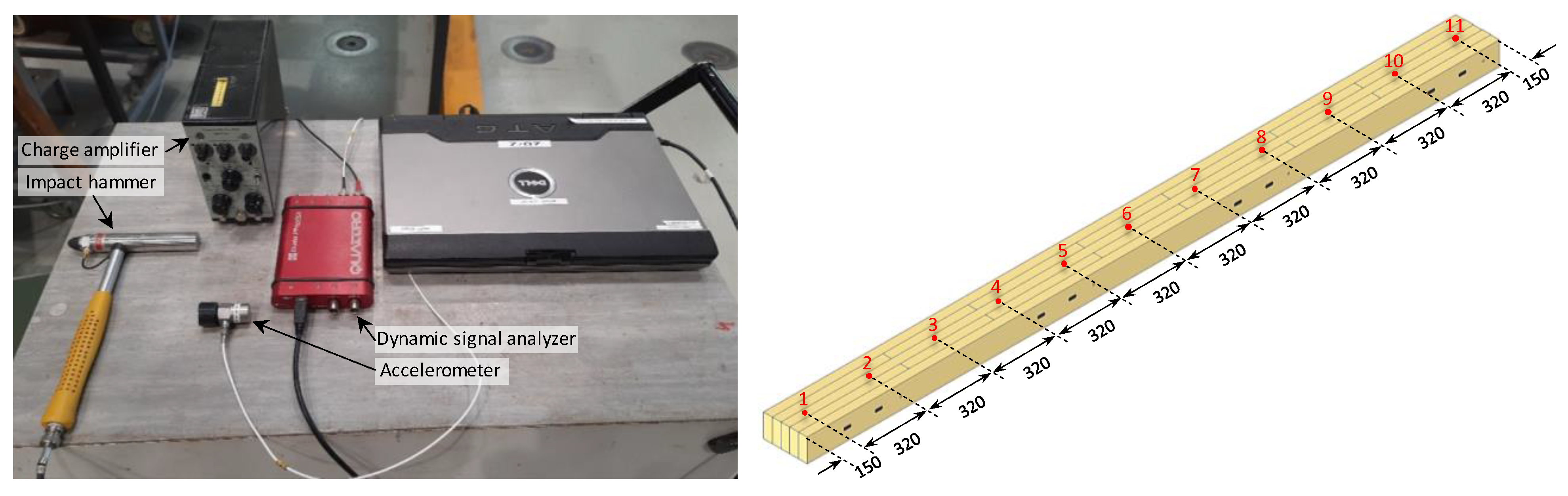
- Large-scale specimens: Non-destructive four-point bending tests (Stage A), destructive four-point bending tests (Stage B), and vibration tests (Stage A and Stage B).
2.3.2. Small-Scale DLT Panels
2.3.3. Large-Scale DLT Panels
3. Results and Discussion
3.1. Small-Scale DLT Panels
3.2. Large-Scale DLT Panels
3.2.1. Vibration Characteristics
3.2.2. Load-Carrying Capacity and Failure Modes
3.2.3. Bending Stiffness
3.3. Ease of Fabrication
4. Conclusions
- The pressed-in salvaged timber elements significantly increased the bending stiffness by more than 31% in the small-scale DLT panels and by 39% in the large-scale DLT panels.
- The first eigenfrequency of the large-scale DLT panels generally increased after pressing the salvaged timber elements in the system, whereas its influence on the damping ratio was inconsistent. The latter could be due to variable support conditions caused by the uneven bottom surface of the panels.
- The load-carrying capacity of the DLT panels was characterized by bending failure of the full-scale timber boards; therefore, the proposed system might not be substantially dependent on the strength properties of the salvaged timber elements. This could be beneficial for a practical application of the system since the strength properties of salvaged timber are typically unknown.
- Investigation of the long-term performance.
- Analytical investigation of the prestressing effect.
- Development of prediction models for the mechanical properties.
- Optimization of the insertion angle.
- Evaluation of different insertion methods.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Huuhka, S. Tectonic use of reclaimed timber: Design principles for turning scrap into architecture. Archit. Res. Finl. 2018, 2, 130–151. [Google Scholar]
- Klinge, A.; Roswag-Klinge, E.; Radeljic, L.; Lehmann, M. Strategies for circular, prefab buildings from waste wood. In IOP Conference Series: Earth and Environmental Science; IOP Publishing: Bristol, UK, 2019; Volume 225, p. 012052. [Google Scholar]
- Derikvand, M.; Hosseinzadeh, S.; Fink, G. Mechanical Properties of Dowel Laminated Timber Beams with Connectors Made of Salvaged Wooden Materials. J. Archit. Eng. 2021, 27, 04021035. [Google Scholar] [CrossRef]
- Niu, Y.; Rasi, K.; Hughes, M.; Halme, M.; Fink, G. Prolonging life cycles of construction materials and combating climate change by cascading: The case of reusing timber in Finland. Resour. Conserv. Recycl. 2021, 170, 105555. [Google Scholar] [CrossRef]
- Ruan, G.; Filz, G.H.; Fink, G. An integrated architectural and structural design concept by using local, salvaged timber. In Proceedings of the IASS Annual Symposium 2020/21 and the 7th International Conference on Spatial Structure: Inspiring the Next Generation, Online, 23–27 August 2021. [Google Scholar]
- Azambuja, R.D.R.; Castro, V.G.D.; Trianoski, R.; Iwakiri, S. Recycling wood waste from construction and demolition to produce particleboards. Maderas. Cienc. Y Tecnol. 2018, 20, 681–690. [Google Scholar] [CrossRef]
- Iždinský, J.; Reinprecht, L.; Vidholdová, Z. Particleboards from recycled pallets. Forests 2021, 12, 1597. [Google Scholar] [CrossRef]
- Crews, K. Development of grading rules for re-cycled timber used in structural applications. In International Council for Research and Innovation in Building and Construction, Working Commission W18–Timber Structures, CIB-W18/40-5-1, Bled, Slovenia; Universität Karlsruhe: Karlsruhe, Germany, 2007. [Google Scholar]
- Crews, K.; MacKenzie, C. Development of grading rules for re-cycled timber used in structural applications. In Proceedings of the World Conference on Timber Engineering (WCTE), Miyazaki, Japan, 2–5 June 2008. [Google Scholar]
- Crews, K.; Hayward, D.; MacKenzie, C. Interim Industry Standard Recycled Timber–Visually Stress Graded Re-cycled Timber for Structural Purposes; Forest & Wood Products Australia: Melbourne, Australia, 2008; Project No. PN06.1039; ISBN 978-1-920883-35-5. [Google Scholar]
- Llana, D.F.; González-Alegre, V.; Portela, M.; Íñiguez-González, G. Cross Laminated Timber (CLT) manufactured with European oak recovered from demolition: Structural properties and non-destructive evaluation. Constr. Build. Mater. 2022, 339, 127635. [Google Scholar] [CrossRef]
- Ma, Y.; Wang, X.; Begel, M.; Dai, Q.; Dickinson, Y.; Xie, X.; Ross, R.J. Flexural and shear performance of CLT panels made from salvaged beetle-killed white spruce. Constr. Build. Mater. 2021, 302, 124381. [Google Scholar] [CrossRef]
- Arbelaez, R.; Schimleck, L.; Sinha, A. Salvaged lumber for Structural Mass Timber Panels: Manufacturing and Testing. Wood Fiber Sci. 2020, 52, 178–190. Available online: https://wfs.swst.org/index.php/wfs/article/view/2936 (accessed on 20 September 2022). [CrossRef]
- Rose, C.M.; Bergsagel, D.; Dufresne, T.; Unubreme, E.; Lyu, T.; Duffour, P.; Stegemann, J.A. Cross-laminated secondary timber: Experimental testing and modelling the effect of defects and reduced feedstock properties. Sustainability 2018, 10, 4118. [Google Scholar] [CrossRef] [Green Version]
- Dziurka, D.; Kawalerczyk, J.; Walkiewicz, J.; Derkowski, A.; Mirski, R. The Possibility to Use Pine Timber Pieces with Small Size in the Production of Glulam Beams. Materials 2022, 15, 3154. [Google Scholar] [CrossRef]
- Dziurka, D.; Kuliński, M.; Trociński, A.; Mirski, R. Possibility to Use Short Sawn Timber in the Production of Glued Laminated Beams. Materials 2022, 15, 2992. [Google Scholar] [CrossRef] [PubMed]
- Svensson, S. Duration of load effects of solid wood: A review of methods and models. Wood Mater. Sci. Eng. 2009, 4, 115–124. [Google Scholar] [CrossRef]
- Cavalli, A.; Cibecchini, D.; Togni, M.; Sousa, H.S. A review on the mechanical properties of aged wood and salvaged timber. Constr. Build. Mater. 2016, 114, 681–687. [Google Scholar] [CrossRef] [Green Version]
- Isaksson, T. Modelling the Variability of Bending Strength in Structural Timber-Length and Load Configuration Effects. Ph.D. Dissertation, Lund University, Lund, Sweden, 1999. [Google Scholar]
- Fink, G.; Köhler, J. Multiscale variability of stiffness properties of timber boards. In Applications of Statistics and Probability in Civil Engineering; Taylor & Francis Group: Abingdon, UK, 2011; pp. 1369–1376. [Google Scholar]
- Dietsch, P.; Köhler, J. (Eds.) Assessment of Timber Structures; Shaker Verlag: Düren, Germany, 2010; p. 138. [Google Scholar]
- Fink, G.; Kohler, J. Quantification of different NDT/SDT methods in respect to estimate the load-bearing capacity. Constr. Build. Mater. 2015, 101, 1181–1187. [Google Scholar] [CrossRef]
- AFTB. Towards Adhesive-Free Timber Buildings (AFTB)-Interreg North-West Europe. 2016. Available online: https://www.nweurope.eu/projects/project-search/towards-adhesive-free-timber-buildings-aftb/ (accessed on 20 June 2022).
- StructureCraft. Dowel Laminated Timber—The All Wood Panel-Mass Timber Design Guide. 2020. Available online: https://structurecraft.com/blog/dowel-laminated-timber-design-guide-and-profile-handbook (accessed on 20 June 2022).
- Fink, G.; Ruan, G.; Filz, G.H. Sustainable design concepts for short span, timber-only structures. In Proceedings of the Annual Symposium of the International Association for Shell and Spatial Structures (IASS), Barcelona, Spain, 7 October 2019; Volume 2019, pp. 1–8. [Google Scholar]
- Ruan, G.; Filz, G.H.; Fink, G. Shear capacity of timber-to-timber connections using wooden nails. Wood Mater. Sci. Eng. 2022, 17, 20–29. [Google Scholar] [CrossRef]
- Chang, W.S.; Thomson, A.; Harris, R.; Walker, P.; Shanks, J. Development of all-wood connections with plywood flitch plate and oak pegs. Adv. Struct. Eng. 2011, 14, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Daňková, J.; Mec, P.; Šafrata, J. Experimental investigation and performance of timber-concrete composite floor structure with non-metallic connection system. Eng. Struct. 2019, 193, 207–218. [Google Scholar] [CrossRef]
- Derikvand, M.; Fink, G. Deconstructable connector for TCC floors using self-tapping screws. J. Build. Eng. 2021, 42, 102495. [Google Scholar] [CrossRef]
- Derikvand, M.; Fink, G. Bending properties of deconstructable cross-laminated timber-concrete composite floor elements. Wood Mater. Sci. Eng. 2022, 17, 253–260. [Google Scholar] [CrossRef]
- CEN (European Committee for Standardization). Timber Structures–Structural Timber and Glued Laminated Timber–Determination of some Physical and Mechanical Properties; EN 408; CEN: Brussels, Belgium, 2010. [Google Scholar]
- Pasca, D.P.; Aloisio, A.; Fragiacomo, M.; Tomasi, R. Dynamic characterization of timber floor subassemblies: Sensitivity analysis and modeling issues. J. Struct. Eng. 2021, 147, 05021008. [Google Scholar] [CrossRef]
- Jaaranen, J.; Fink, G. Experimental and numerical investigations of two-way LVL–concrete composite plates with various support conditions. Eng. Struct. 2022, 256, 114019. [Google Scholar] [CrossRef]
- Hamed, E.; Frostig, Y. Natural frequencies of bonded and unbonded prestressed beams–prestress force effects. J. Sound Vib. 2006, 295, 28–39. [Google Scholar] [CrossRef]
- Aloisio, A. Aspects of vibration-based methods for the prestressing estimate in concrete beams with internal bonded or unbonded tendons. Infrastructures 2021, 6, 83. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Symbol | End-to-End Interlocking | EIm,g (kN.m2) | Increase (%) | |
|---|---|---|---|---|
| Stage A | Stage B | |||
| DLT-SY1 | Yes | 154.8 | 190.9 | 23.3 |
| DLT-SY2 | 132.0 | 164.3 | 24.5 | |
| DLT-SY3 | 152.8 | 196.7 | 28.7 | |
| DLT-SY4 | 127.8 | 186.5 | 45.9 | |
| DLT-SY5 | 131.6 | 179.9 | 36.7 | |
| Average | 139.8 | 183.7 | 31.8 | |
| COV * (%) | 8.3 | 6.1 | ||
| DLT-SN1 | No | 102.3 | 144.1 | 40.9 |
| DLT-SN2 | 106.0 | 144.8 | 36.5 | |
| DLT-SN3 | 171.4 | 200.0 | 16.7 | |
| Average | 126.6 | 162.9 | 31.4 | |
| COV (%) | 25.1 | 16.1 | ||
| Symbol | f (Hz) | Increase (%) | ζ (%) | Increase or Decrease (%) | ||
|---|---|---|---|---|---|---|
| Stage A | Stage B | Stage A | Stage B | |||
| DLT-A | 23.8 | 26.8 | 12.6 | 3.7 | 3.0 | −18.9 |
| DLT-B | 24.7 | 25.9 | 4.9 | 3.8 | 3.9 | 2.6 |
| DLT-C | 25.5 | 25.6 | 0.4 | 3.7 | 5.2 | 40.5 |
| DLT-D | 23.8 | 26.4 | 10.9 | 5.7 | 1.8 | −68.4 |
| DLT-E | 26.1 | 27.1 | 3.8 | 5.1 | 3.4 | −33.3 |
| Average | 24.8 | 26.4 | 6.5 | 4.4 | 3.5 | −20.5 |
| COV (%) | 3.7 | 2.1 | 19.1 | 32.2 | ||
| Symbol | EIm,l (kN.m2) | Increase (%) | EIm,g (kN.m2) | Increase (%) | Fmax (kN) | ||
|---|---|---|---|---|---|---|---|
| Stage A | Stage B | Stage A | Stage B | Stage B | |||
| DLT-A | 301.5 | 399.7 | 32.6 | 216.1 | 306.1 | 41.6 | 31.4 |
| DLT-B | 338.1 | 427.2 | 26.4 | 243.8 | 337.6 | 38.5 | 33.7 |
| DLT-C | 369.8 | 479.4 | 29.6 | 268.7 | 358.9 | 33.6 | 32.8 |
| DLT-D | 309.0 | 490.4 | 58.7 | 242.8 | 345.3 | 42.2 | 33.4 |
| DLT-E | 374.4 | 508.8 | 35.9 | 267.4 | 371.3 | 38.9 | 28.0 |
| Average | 338.6 | 461.1 | 36.2 | 247.8 | 343.9 | 38.8 | 31.9 |
| COV (%) | 8.8 | 8.9 | 7.8 | 6.4 | 6.6 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giordano, L.; Derikvand, M.; Fink, G. Bending Properties and Vibration Characteristics of Dowel-Laminated Timber Panels Made with Short Salvaged Timber Elements. Buildings 2023, 13, 199. https://doi.org/10.3390/buildings13010199
Giordano L, Derikvand M, Fink G. Bending Properties and Vibration Characteristics of Dowel-Laminated Timber Panels Made with Short Salvaged Timber Elements. Buildings. 2023; 13(1):199. https://doi.org/10.3390/buildings13010199
Chicago/Turabian StyleGiordano, Lorenzo, Mohammad Derikvand, and Gerhard Fink. 2023. "Bending Properties and Vibration Characteristics of Dowel-Laminated Timber Panels Made with Short Salvaged Timber Elements" Buildings 13, no. 1: 199. https://doi.org/10.3390/buildings13010199
APA StyleGiordano, L., Derikvand, M., & Fink, G. (2023). Bending Properties and Vibration Characteristics of Dowel-Laminated Timber Panels Made with Short Salvaged Timber Elements. Buildings, 13(1), 199. https://doi.org/10.3390/buildings13010199