
An Approach to Mixture Design and Cost Analysis for Cement Pastes Composed of Class C Fly Ashes for Better Sustainable Construction


Abstract
:1. Introduction
2. Materials and Methodology
2.1. Materials
2.2. Research Methodology
2.3. Proposed Equations
3. Analysis and Discussion
4. Cost Analysis
5. Conclusions and Recommendations
- Based on strength and porosity results, a high amount of fly ash utilization in cement paste was possible when considering various workability and testing ages.
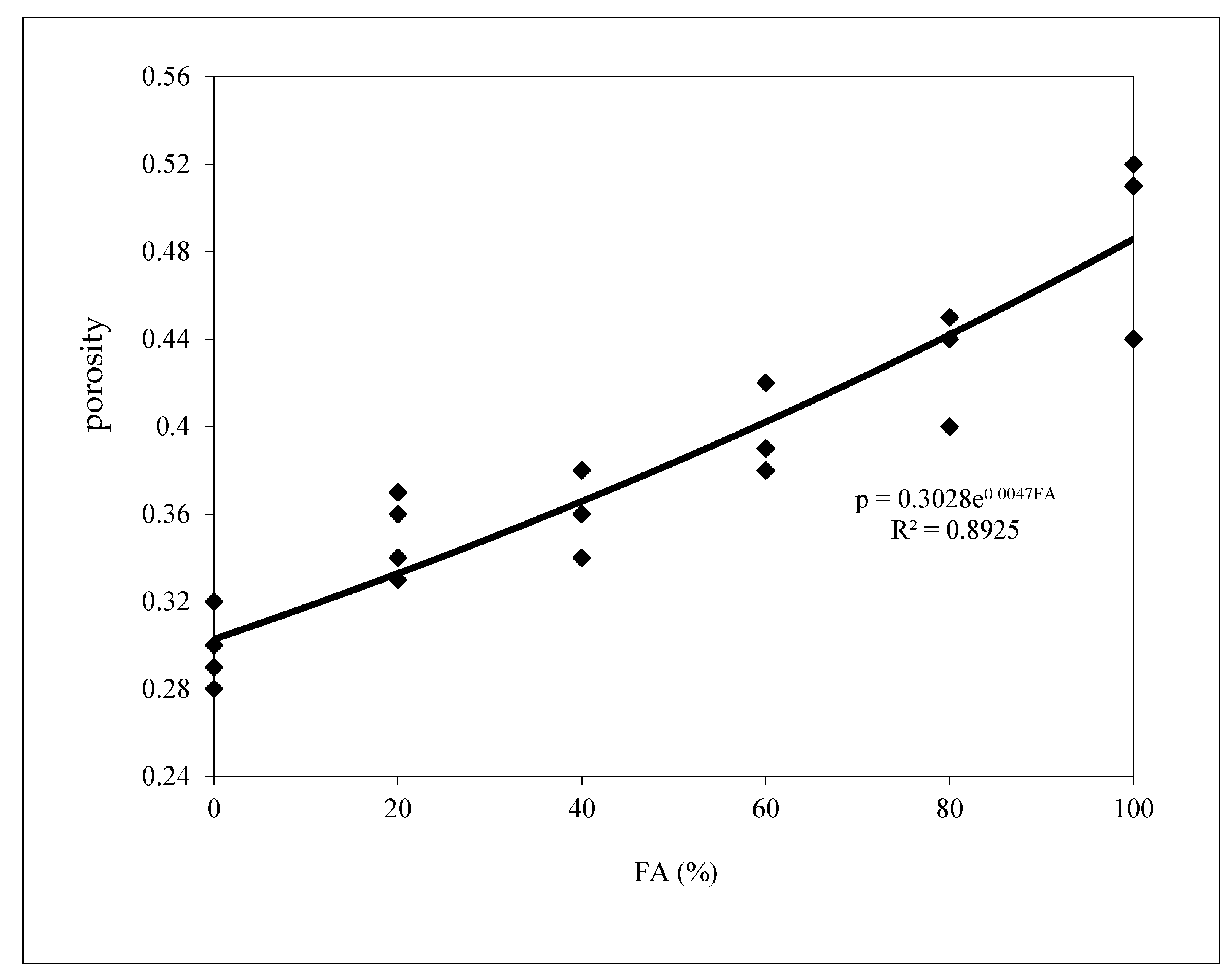
- A 30% increase in porosity was reported for lower slump classes (i.e., 50 mm slump), while a 40% increase was obtained for higher slump classes. The porosity ranges from 17 to 22% and 27 to 32% for 40% and 60% fly ash levels, respectively.
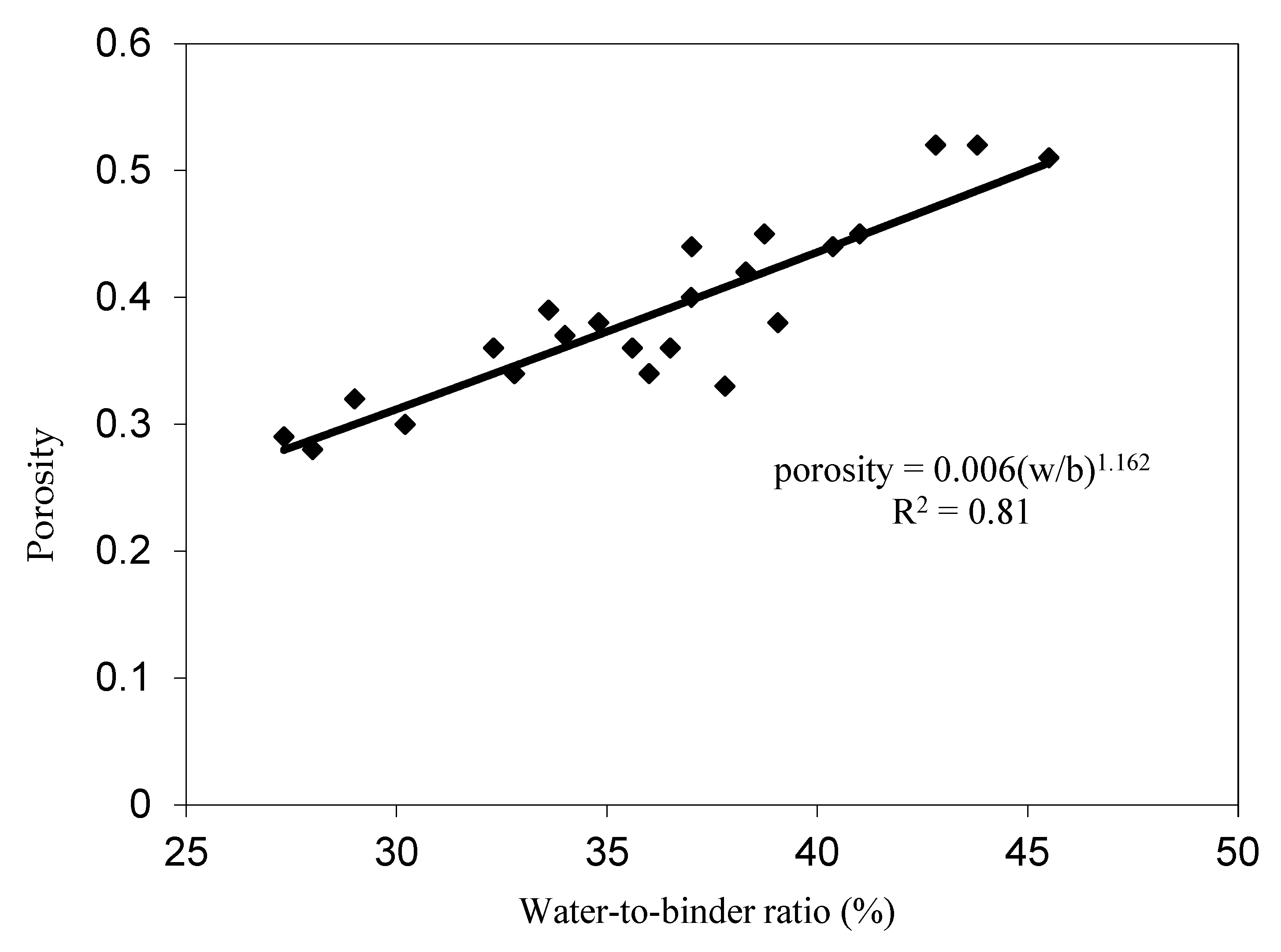
- When the w/b ratio changes from 28 to 38%, the porosity increases by 30%. On the other hand, this increase is 20% when the w/b ratio changes from 28% to 34%.
- The water content and porosity are two main factors in the fresh and hardened state, respectively, which control the overall behavior of the HVFA cement paste composites. The high lime fly ash was more sensitive to the water-to-binder ratio in terms of variations in the slump and porosity.
- A 50% decrease in compressive strength was reported for lower slump classes for higher fly ash replacement rates. However, this increase was reduced to 20% for lower replacement levels. A 20% decrease was reported in compressive strength when the fly ash level was 40%. The reduction becomes less after 56 days.
- When the fly ash amount increases from 40% to 60%, the compressive strength reduces by 15%. On the other hand, this reduction is 10% for 20% fly ash replacement.
- The same trend was also valid for the flexural strength. An average 10% reduction in both strengths was reported at later ages (i.e., beyond 56 days).
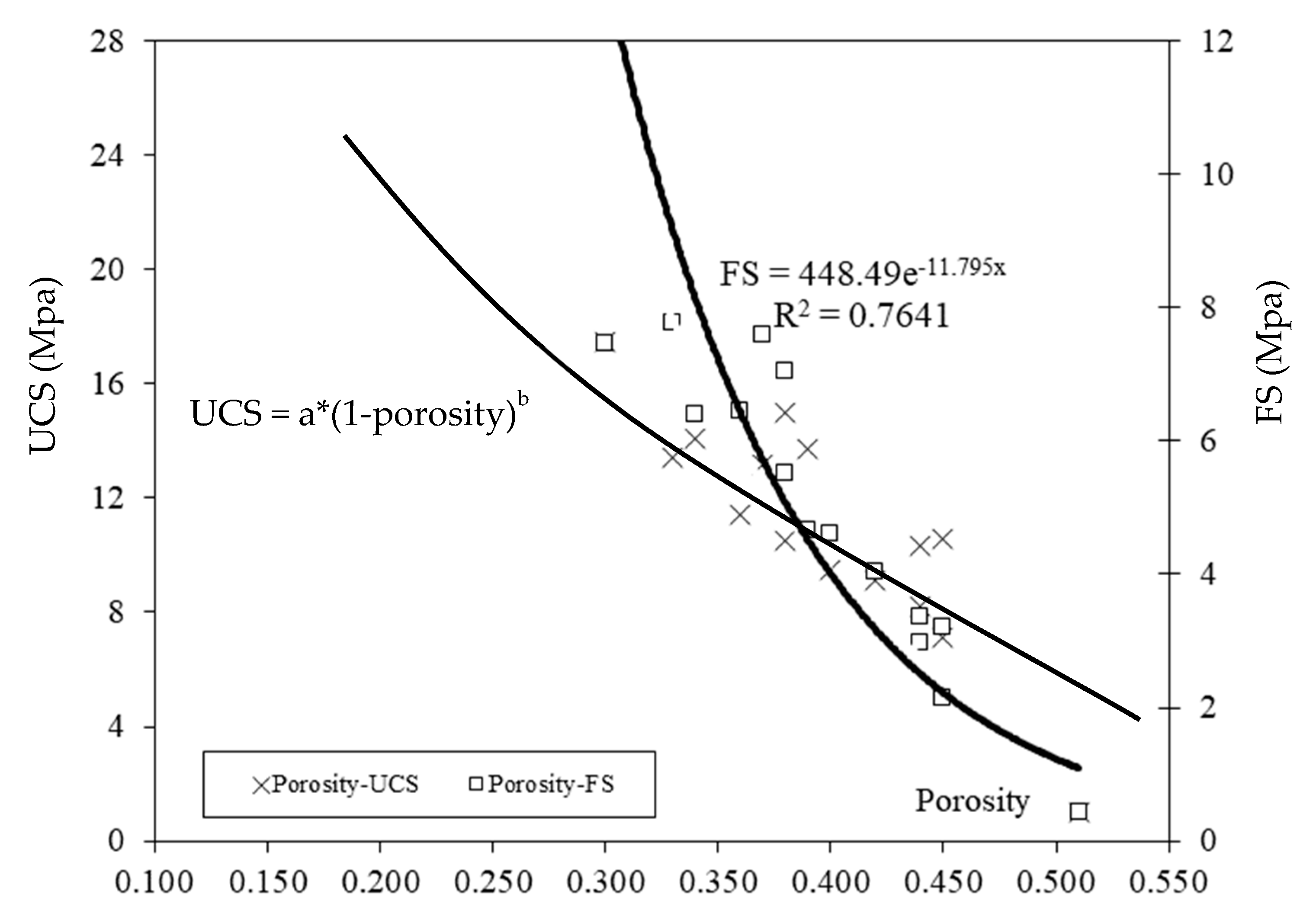
- Compressive strength and durability properties of the final composites were increased by reductions in porosity; however, this improvement depended on the slump value.
- Correlations between the workability (w/b, slump) and physical (porosity, fly ash content) and mechanical (UCS, FS) properties of cement paste composites were strongly linked, enabling novel mixtures to be designed with target slump and strength values.
- The economic gain of using FA60C40 and FA40C60 instead of FA0C100 were 58% and 39%, respectively, which revealed the significant economic advantage of using fly ash in cement pastes.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slump (mm) | Age (Days) | Property | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|---|
| 50 | 7 | DUW | 19.68 | 15.41 | 15.7 | 16.63 | 18.51 | 18.38 |
| ASG | 2.57 | 2.19 | 2.2 | 2.53 | 2.21 | 2.59 | ||
| % Abs. | 16.14 | 40.38 | 25.63 | 32.73 | 13.26 | 22.54 | ||
| Porosity | 0.33 | 0.46 | 0.43 | 0.45 | 0.37 | 0.35 | ||
| 28 | DUW | 19.74 | 14.7 | 15.73 | 15.97 | 18.68 | 18.22 | |
| ASG | 2.55 | 2.18 | 2.42 | 2.22 | 2.21 | 2.56 | ||
| % Abs. | 15.79 | 38.02 | 27.73 | 24.8 | 13.15 | 21.63 | ||
| Porosity | 0.29 | 0.44 | 0.40 | 0.39 | 0.36 | 0.34 | ||
| 56 | DUW | 19.77 | 14.74 | 15.61 | 16.29 | 18.35 | 18.22 | |
| ASG | 2.55 | 2.18 | 2.18 | 2.54 | 2.32 | 2.51 | ||
| % Abs. | 15.98 | 33.01 | 22.06 | 28.8 | 12.51 | 20.87 | ||
| Porosity | 0.29 | 0.41 | 0.38 | 0.35 | 0.32 | 0.31 | ||
| 90 | DUW | 20.04 | 14.4 | 15.49 | 16.46 | 18.6 | 18.29 | |
| ASG | 2.58 | 2.15 | 2.08 | 2.46 | 2.24 | 2.61 | ||
| % Abs. | 15.77 | 25.86 | 21.69 | 28.6 | 9.51 | 19.58 | ||
| Porosity | 0.25 | 0.36 | 0.31 | 0.30 | 0.28 | 0.26 |
| Slump (mm) | Age (Days) | Property | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|---|
| 100 | 7 | DUW | 20.31 | 15.56 | 16.03 | 17.14 | 17.99 | 19.02 |
| ASG | 2.63 | 2.57 | 2.42 | 2.42 | 2.56 | 2.62 | ||
| % Abs. | 15.29 | 46.37 | 38.57 | 29.72 | 27.35 | 22.86 | ||
| Porosity | 0.29 | 0.54 | 0.49 | 0.42 | 0.41 | 0.37 | ||
| 28 | DUW | 20.26 | 15.28 | 15.5 | 16.56 | 17.58 | 18.79 | |
| ASG | 2.64 | 2.54 | 2.39 | 2.4 | 2.56 | 2.61 | ||
| % Abs. | 12.04 | 42.45 | 34.88 | 26.88 | 25.32 | 22.74 | ||
| Porosity | 0.28 | 0.52 | 0.45 | 0.39 | 0.38 | 0.37 | ||
| 56 | DUW | 20.94 | 15.06 | 15.26 | 16.25 | 17.71 | 18.92 | |
| ASG | 2.64 | 2.39 | 2.38 | 2.33 | 2.56 | 2.48 | ||
| % Abs. | 14.88 | 38.08 | 33.34 | 26.88 | 22.78 | 18.35 | ||
| Porosity | 0.28 | 0.48 | 0.44 | 0.39 | 0.37 | 0.31 | ||
| 90 | DUW | 20.74 | 14.08 | 15.19 | 16.73 | 17.89 | 18.94 | |
| ASG | 2.66 | 2.34 | 2.39 | 2.19 | 2.48 | 2.46 | ||
| % Abs. | 15.03 | 35.93 | 20.46 | 22.69 | 15.09 | 17.13 | ||
| Porosity | 0.27 | 0.46 | 0.38 | 0.35 | 0.34 | 0.3 |
| Slump (mm) | Age (Days) | Property | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|---|
| 150 | 7 | DUW | 19.7 | 15.93 | 16 | 16.71 | 17.6 | 18.63 |
| ASG | 2.69 | 2.69 | 2.46 | 2.57 | 2.48 | 2.54 | ||
| % Abs. | 22.42 | 45.69 | 36.57 | 35.9 | 26.16 | 23.72 | ||
| Porosity | 0.36 | 0.55 | 0.47 | 0.45 | 0.39 | 0.38 | ||
| 28 | DUW | 19.64 | 14.91 | 15.25 | 16.17 | 17.26 | 18.27 | |
| ASG | 2.56 | 2.65 | 2.41 | 2.66 | 2.44 | 2.56 | ||
| % Abs. | 18 | 44.94 | 33.02 | 27.08 | 23.08 | 22.28 | ||
| Porosity | 0.32 | 0.52 | 0.44 | 0.42 | 0.36 | 0.36 | ||
| 56 | DUW | 19.6 | 14.72 | 15.43 | 16.16 | 17.57 | 18.31 | |
| ASG | 2.59 | 2.47 | 2.4 | 2.36 | 2.44 | 2.56 | ||
| % Abs. | 17.17 | 43.29 | 32.49 | 28.51 | 19.64 | 22.55 | ||
| Porosity | 0.31 | 0.51 | 0.44 | 0.4 | 0.34 | 0.33 | ||
| 90 | DUW | 19.4 | 13.81 | 15.26 | 16.25 | 17.73 | 18.63 | |
| ASG | 2.62 | 2.43 | 2.46 | 2.57 | 2.33 | 2.54 | ||
| % Abs. | 11.84 | 39.09 | 25.47 | 20.28 | 18.76 | 26.63 | ||
| Porosity | 0.24 | 0.48 | 0.39 | 0.34 | 0.33 | 0.32 |
| Slump (mm) | Age (Days) | Property | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|---|
| 250 | 7 | DUW | 19.92 | N/A | 16.45 | 16.45 | 18.36 | 19.04 |
| ASG | 2.62 | N/A | 2.55 | 2.46 | 2.42 | 2.55 | ||
| % Abs. | 20.79 | N/A | 34.79 | 27.07 | 21.27 | 22.92 | ||
| Porosity | 0.37 | N/A | 0.47 | 0.4 | 0.35 | 0.37 | ||
| 28 | DUW | 20.3 | 14.92 | 16.04 | 15.88 | 18.17 | 18.65 | |
| ASG | 2.53 | 2.43 | 2.46 | 2.44 | 2.46 | 2.57 | ||
| % Abs. | 20.86 | 42.43 | 33.72 | 26.64 | 20.69 | 22.43 | ||
| Porosity | 0.30 | 0.51 | 0.45 | 0.38 | 0.34 | 0.33 | ||
| 56 | DUW | 20.32 | 13.93 | 16.49 | 16.99 | 18.32 | 18.67 | |
| ASG | 2.62 | 2.48 | 2.47 | 2.33 | 2.21 | 2.6 | ||
| % Abs. | 18.37 | 35.3 | 32.37 | 25.72 | 18.12 | 21.85 | ||
| Porosity | 0.27 | 0.46 | 0.44 | 0.37 | 0.30 | 0.29 | ||
| 90 | DUW | 20.26 | 13.49 | 15.74 | 16.69 | 18.48 | 19.03 | |
| ASG | 2.55 | 2.46 | 2.47 | 2.19 | 2.4 | 2.6 | ||
| % Abs. | 20.21 | 37.71 | 32.92 | 23.45 | 19.55 | 21.65 | ||
| Porosity | 0.23 | 0.45 | 0.43 | 0.34 | 0.25 | 0.24 |
| Slump (mm) | Age (Days) | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|
| 250 mm UCS (MPa) | 7 | 15.4 | N/A | 4.2 | 9.8 | 9.0 | 11.0 |
| 28 | 17.5 | 1.0 | 10.6 | 10.5 | 18.1 | 13.4 | |
| 56 | 18.6 | 1.1 | 14.1 | 11.1 | 19.6 | 14.8 | |
| 90 | 22.8 | 1.9 | 14.8 | 13 | 21.1 | 15.9 | |
| 150 mm UCS (MPa) | 7 | 7.8 | 0.1 | 1.3 | 2.3 | 7.6 | 14.2 |
| 28 | 13.7 | 1.5 | 10.3 | 9.1 | 11.4 | 16.7 | |
| 56 | 14.9 | 2.5 | 11.5 | 9.6 | 17.6 | 22.4 | |
| 90 | 16.6 | 3.3 | 12.3 | 14.7 | 19.9 | 24.4 | |
| 100 mm UCS (MPa) | 7 | 11.2 | 0.1 | 3.1 | 7.0 | 11.0 | 6.8 |
| 28 | 14.6 | 1.0 | 7.1 | 16.0 | 15.0 | 13.2 | |
| 56 | 15.2 | 1.8 | 8.7 | 16.3 | 16.8 | 14.8 | |
| 90 | 16.7 | 2.3 | 15.6 | 21.2 | 17.7 | 29.8 | |
| 50 mm UCS (MPa) | 7 | 11.4 | 3.8 | 4.3 | 7.2 | 8.1 | 7.0 |
| 28 | 16.4 | 8.2 | 9.5 | 13.7 | 10.5 | 14.1 | |
| 56 | 16.8 | 8.5 | 12.2 | 18.7 | 17.6 | 26.0 | |
| 90 | 18.1 | 14.7 | 13.7 | 19.7 | 21.3 | 26.9 |
| Slump (mm) | Age (Days) | 100 C | 100 FA | 80 FA-20 C | 60 FA-40 C | 40 FA-60 C | 20 FA-80 C |
|---|---|---|---|---|---|---|---|
| 250 mm FS (MPa) | 7 | 4.689 | N/A | 1.666 | 4.068 | 5.641 | 5.879 |
| 28 | 7.452 | 0.424 | 2.133 | 5.506 | 7.431 | 7.783 | |
| 56 | 9.108 | 0.766 | 3.519 | 6.914 | 9.325 | 8.001 | |
| 90 | 12.523 | 0.952 | 4.978 | 7.845 | 9.895 | 8.632 | |
| 150 mm FS (MPa) | 7 | 3.189 | 0.29 | 0.787 | 1.170 | 3.788 | 6.490 |
| 28 | 4.337 | 0.921 | 2.981 | 4.026 | 6.448 | 8.518 | |
| 56 | 5.506 | 1.128 | 3.881 | 4.999 | 6.852 | 8.880 | |
| 90 | 5.744 | 1.573 | 4.150 | 5.662 | 8.601 | 9.822 | |
| 100 mm FS (MPa) | 7 | 7.421 | 0.34 | 1.511 | 5.030 | 5.361 | 4.119 |
| 28 | 10.671 | 0.528 | 3.198 | 8.104 | 7.048 | 7.597 | |
| 56 | 10.909 | 1.118 | 3.974 | 8.301 | 7.431 | 7.876 | |
| 90 | 11.126 | 1.387 | 4.150 | 10.277 | 8.663 | 8.146 | |
| 50 mm FS (MPa) | 7 | 6.396 | N/A | 2.691 | 2.950 | 5.320 | 4.078 |
| 28 | 7.276 | 0.424 | 4.606 | 4.658 | 5.392 | 6.386 | |
| 56 | 7.804 | 0.766 | 5.248 | 5.279 | 6.148 | 6.862 | |
| 90 | 8.208 | 0.952 | 5.682 | 5.372 | 6.500 | 8.032 |
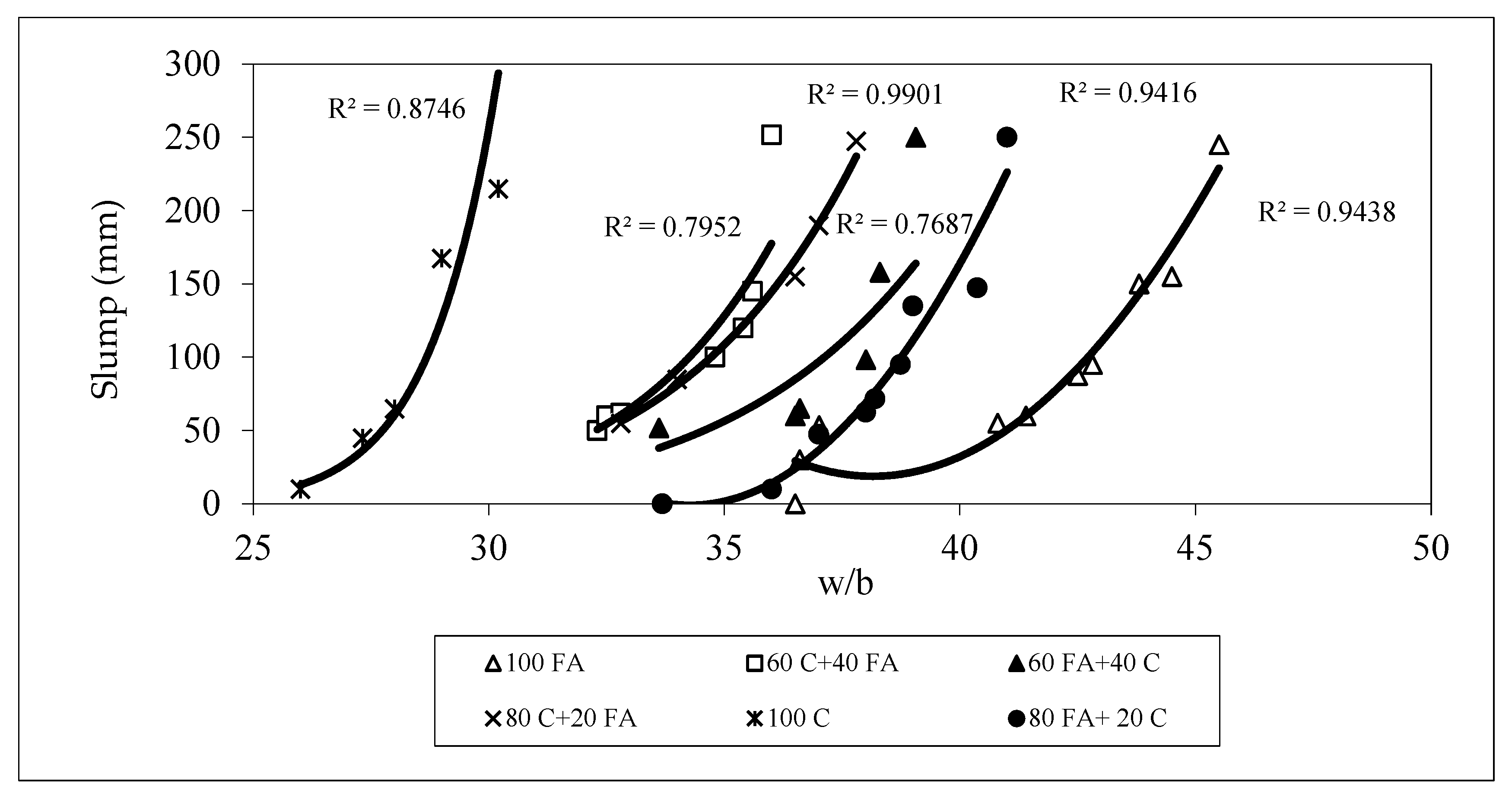
| Group | Equation | R2 | Figure |
|---|---|---|---|
| 100 C | Slump = 4−29(w/b)20.867 | 0.95 | Figure 3 |
| 80 C + 20 FA | Slump = 2−14(w/b)10.157 | 0.99 | Figure 3 |
| 60 C + 40 FA | Slump = 2−16(w/b)11.56 | 0.89 | Figure 3 |
| 40 C + 60 FA | Slump = 5−14(w/b)9.73 | 0.71 | Figure 3 |
| 20 C + 80 FA | Slump = 5.02 (w/b)2 − 343.99 (w/b) + 5893.3 | 0.94 | Figure 3 |
| 100 FA | Slump = 3.89 (w/b)2 − 296.69 (w/b) + 5677.7 | 0.94 | Figure 3 |
References
- Dabarera, A.; Provis, J.L. How does Materials and Structures contribute to the UN’s Sustainable Development Goals? Mater. Struct. 2023, 56, 28. [Google Scholar] [CrossRef]
- Prasath, T.A.; Sudharsan, P.; Kumar, B.S. A study on incorporation of supplementary cementitious materials for sustainable development. Mater. Today Proc. 2021, 37, 3363–3366. [Google Scholar] [CrossRef]
- Gupta, N.; Siddique, R.; Belarbi, R. Sustainable and greener self-compacting concrete incorporating industrial by-products: A review. J. Clean. Prod. 2021, 284, 124803. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Siddique, R.; Mendis, P.; Zhuge, Y.; Wong, H.S.; Lokuge, W.; Aravinthan, T.; Schubel, P. Recycling of landfill wastes (tyres, plastics and glass) in construction—A review on global waste generation, performance, application and future opportunities. Resour. Conserv. Recy. 2021, 173, 105745. [Google Scholar] [CrossRef]
- Antoni, A.; Herianto, J.G.; Anastasia, E.; Hardjito, D. Effect of adding acid solution on setting time and compressive strength of high calcium fly ash based geopolymer. In Proceedings of the AIP Conference Proceedings, East Java, Indonesia, 8–9 August 2017; AIP Publishing: Long Island, NY, USA, 2017; Volume 1887. [Google Scholar]
- Malazdrewicz, S.; Sadowski, Ł. An intelligent model for the prediction of the depth of the wear of cementitious composite modified with high-calcium fly ash. Compos. Struct. 2021, 259, 113234. [Google Scholar] [CrossRef]
- Sutcu, M.; Erdogmus, E.; Gencel, O.; Gholampour, A.; Atan, E.; Ozbakkaloglu, T. Recycling of bottom ash and fly ash wastes in eco-friendly clay brick production. J. Clean. Prod. 2019, 233, 753–764. [Google Scholar] [CrossRef]
- Supino, S.; Malandrino, O.; Testa, M.; Sica, D. Sustainability in the EU cement industry: The Italian and German experiences. J. Clean. Prod. 2016, 112, 430–442. [Google Scholar] [CrossRef]
- Hooton, R.D. Current developments and future needs in standards for cementitious materials. Cem. Concr. Res. 2015, 78, 165–177. [Google Scholar] [CrossRef]
- Ram, K.; Serdar, M.; Londono-Zuluaga, D.; Scrivener, K. Does carbon footprint reduction impair mechanical properties and service life of concrete? Mater. Struct. 2023, 56, 6. [Google Scholar] [CrossRef]
- Ogundrian, M.B.; Kumar, S. Synthesis of fly ash-calcined clay geopolymers: Reactivity, mechanical strength, structural and microstructural characteristics. Constr. Build. Mater. 2016, 125, 450–457. [Google Scholar] [CrossRef]
- Hakeem, I.Y.; Ftah, R.O.A.-A.; Tayeh, B.A. Radwa Defalla Abdel Hafez, Eggshell as a fine aggregate replacer with silica fume and fly ash addition in concrete: A sustainable approach. Case Stud. Constr. Mater. 2023, 18, e01842. [Google Scholar] [CrossRef]
- Izquierdo, M.; Querol, X.; Davidovits, J.; Antenucci, D.; Nugteren, H.; Fernández-Pereira, C. Coal fly ash-slag-based geopolymers: Microstructure and metal leaching. J. Hazard. Mater. 2009, 166, 561–566. [Google Scholar] [CrossRef]
- Shafigh, P.; Nomeli, M.A.; Alengaram, U.J.; Mahmud, H.B. Engineering properties of lightweight aggregate concrete containing limestone powder and high volume fly ash. J. Clean. Prod. 2016, 135, 148–157. [Google Scholar] [CrossRef]
- Alaka, H.A.; Oyedele, L.O. High volume fly ash concrete: The practical impact of using superabundant dose of high range water reducer. J. Build. Eng. 2016, 8, 81–90. [Google Scholar] [CrossRef]
- Ramanathan, S.; Chopperla, K.S.T.; Isgor, O.B.; Weiss, W.J. Reducing Greenhouse Gas Emissions Using Cellulose Nanocrystals, Ordinary Portland Cement, and Limestone. ACI Mater. J. 2023, 121, 205. [Google Scholar]
- Yoon, S.; Monteiro, P.J.M.; Macphee, D.E.; Glasser, F.P. Statistical evaluation of the mechanical properties of high-volume class F fly ash concretes. Constr. Build. Mater. 2014, 54, 432–442. [Google Scholar] [CrossRef]
- Xie, T.; Ozbakkaloglu, T. Behavior of low-calcium fly ash and bottom ash-based geopolymer concrete cured at ambient temperature. Ceram. Int. 2015, 41, 5945–5958. [Google Scholar] [CrossRef]
- Naik, T.R.; Moriconi, G. Environmental-friendly durable concrete made with recycled materials for sustainable concrete construction. In Proceedings of the International Symposium on Sustainable Development of Cement, Concrete and Concrete Structures, Toronto, ON, Canada, 5–7 October 2005. CBU Report No. CBU-2005-08 REP-579. [Google Scholar]
- Gursel, A.P.; Masanet, E.; Horvath, A.; Stadel, A. Life-cycle inventory analysis of concrete production: A critical review. Cem. Concr. Compos. 2014, 51, 38–48. [Google Scholar] [CrossRef]
- Siddique, R. Effect of fine aggregate replacement with Class F fly ash on the mechanical properties of concrete. Cem. Concr. Res. 2003, 34, 539–547. [Google Scholar] [CrossRef]
- Siddique, R. Properties of concrete incorporating high volumes of class F fly ash and san fibers. Cem. Concr. Res. 2004, 34, 37–42. [Google Scholar] [CrossRef]
- Long, G.; Gao, Y.; Xie, Y. Designing more sustainable and greener self-compacting concrete. Constr. Build. Mater. 2015, 84, 301–306. [Google Scholar] [CrossRef]
- Durdziński, P.T.; Dunant, C.F.; Haha, M.B.; Scrivener, K.L. a new quantification method based on SEM-EDS to assess fly ash composition and study the reaction of its individual components in hydrating cement paste. Cem. Concr. Res. 2015, 73, 111–122. [Google Scholar] [CrossRef]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Structure, Properties, and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Juenger, M.C.G.; Siddique, R. Recent advances in understanding the role of supplementary cementitious materials in concrete. Cem. Concr. Res. 2015, 78, 71–80. [Google Scholar] [CrossRef]
- Scrivener, K. Issues in sustainability in cements and concrete. Am. Ceram. Soc. Bull. 2012, 91, 47–50. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Mazzoli, A.; Siddique, R. Characterization of lightweight mortars containing wood processing by-products waste. Constr. Build. Mater. 2016, 123, 281–289. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymers: Ceramic-Like Inorganic Polymers. J. Ceram. Sci. Technol. 2017, 8, 335–350. Available online: http://www.ceramic-science.com (accessed on 13 January 2023). [CrossRef]
- Aydin, E.; Balkis, A.P. Preliminary Study on the Durability Properties of High-Volume Fly Ash Mortar Composites. J. Test. Eval. 2017, 45, 2029–2038. [Google Scholar] [CrossRef]
- Siddique, R.; Kaur, G.; Kunal. Strength and permeation properties of self-compacting concrete containing fly ash and hooked steel fibres. Constr. Build. Mater. 2016, 103, 15–22. [Google Scholar] [CrossRef]
- Celik, K.; Meral, C.; Mancio, M.; Mehta, P.K.; Monteiro, P.J.M. A comparative study of self-consolidating concretes incorporating high-volume natural pozzolan or high-volume fly ash. Constr. Build. Mater. 2014, 67, 14–19. [Google Scholar] [CrossRef]
- Chahal, N.; Siddique, R. Permeation properties of concrete made with fly ash and silica fume: Influence of ureolytic bacteria. Constr. Build. Mater. 2013, 49, 161–174. [Google Scholar] [CrossRef]
- Pathak, N.; Siddique, R. Properties of self-compacting-concrete containing fly ash subjected to elevated temperatures. Constr. Build. Mater. 2012, 30, 274–280. [Google Scholar] [CrossRef]
- Pathak, N.; Siddique, R. Effects of elevated temperatures on properties of self-compacting-concrete containing fly ash and spent foundry sand. Constr. Build. Mater. 2012, 34, 512–521. [Google Scholar] [CrossRef]
- Bostanci, S.C. Use of waste marble dust and recycled glass for sustainable concrete production. J. Clean. Prod. 2020, 251, 119785. [Google Scholar] [CrossRef]
- Malhotra, V.M.; Mehta, P.K. High Performance High Volume Fly Ash Concrete. Concr. Int. 2002, 24, 30–34. [Google Scholar]
- Naik, T.R.; Singh, S.S. Superplasticized high volume fly ash structural concrete. In Proceedings of the ASCE Energy Conference on Energy in 1990s, Trondheim, Norway, 10–13 March 1991; pp. 339–343. [Google Scholar]
- Bouzoubaa, N.; Zhang, M.H.; Malhotra, V.M. Laboratory produced high volume fly ash cements: Compressive strength and resistance to the chloride ion penetration of concrete. Cem. Concr. Res. 2000, 30, 1037–1046. [Google Scholar] [CrossRef]
- Naik, T.R. The State of Art Report: High-Volume Fly Ash Concrete Technology; Report on CBU-1992-15; Center for By-Products Utilization: Milwaukee, WI, USA, 1992; p. 169. [Google Scholar]
- Ahmaruzzaman, M. A review on the utilization of fly ash. Prog. Energy Combust. Sci. 2010, 36, 327–363. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, S.; Mehrotra, S.P. Towards sustainable solutions for fly ash through mechanical activation. Resour. Conserv. Recycl. 2007, 52, 157–179. [Google Scholar] [CrossRef]
- Siddique, R. Utilization of waste materials and by-products in producing controlled low-strength materials. Resour. Conserv. Recycl. 2009, 54, 1–8. [Google Scholar] [CrossRef]
- Kayali, O.; Ahmed, M.S. Assessment of high volume replacement fly ash concrete-concept of performance index. Constr. Build. Mater. 2013, 39, 71–76. [Google Scholar] [CrossRef]
- Singh, M.; Garg, M. Durability of cementing binders based on fly ash and other wastes. Constr. Build. Mater. 2017, 21, 2012–2016. [Google Scholar] [CrossRef]
- Yüksel, İ.; Bilir, T.; Özkan, Ö. Durability of concrete incorporating non-ground blast furnace slag and bottom ash as fine aggregate. Build. Environ. 2017, 42, 2651–2659. [Google Scholar] [CrossRef]
- Haleem, A.; Luthra, S.; Mannan, B.; Khurana, S.; Kumar, S.; Ahmad, S. Critical factor for the successful usage of fly ash in roads & bridges and embankments: Analyzing Indian perspective. Resour. Policy 2016, 49, 334–348. [Google Scholar]
- Chaipanich, A.; Nochaiya, T.; Wongkeo, W.; Torkittikul, P. Compressive strength and microstructure of carbon nanotubes-fly ash cement composites. Mater. Sci. Eng. A 2010, 527, 1063–1067. [Google Scholar] [CrossRef]
- Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of fly ash with silica fume and properties of Portland cement-fly ash-silica fume concrete. Fuel 2010, 89, 768–774. [Google Scholar] [CrossRef]
- Wongkeo, W.; Thongsanitgarn, P.; Chaipanich, A. Compressive strength and drying shrinkage of fly ash-bottom ash-silcia fume multi-blended cement mortars. Mater. Des. 2012, 36, 655–662. [Google Scholar] [CrossRef]
- Torkittikul, P.; Chaipanich, A. Utilization of ceramic waste as fine aggregate within Portland cement and fly ash concretes. Cem. Concr. Comp. 2010, 32, 440–449. [Google Scholar] [CrossRef]
- Hemalatha, T.; Ramaswamy, A. a review on fly ash characteristics-Towards promoting high volume utilization in developing sustainable concrete. J. Clean. Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Velandia, D.F.; Lynsdale, C.J.; Provis, J.L.; Ramirez, F.; Gomez, A.C. Evaluation of activated high volume fly ash systems using Na2SO4, lime and quicklime in mortars with high loss on ignition fly ashes. Constr. Build. Mater. 2016, 128, 248–255. [Google Scholar] [CrossRef]
- Bae, S.; Meral, C.; Oh, J.-E.; Moon, J.; Kunz, M.; Monteiro, P.J.M. Characterization of morphology and hydration products of high-volume fly ash paste by monochromatic scanning x-ray. Cem. Concr. Res. 2014, 59, 155–164. [Google Scholar] [CrossRef]
- Wallah, S.E.; Rangan, B.V. Low-Calcium Fly Ash-Based Geopolymer Concrete: Long-Term Properties; Curtin University of Technology: Bentley, Australia, 2006. [Google Scholar]
- Aydin, E. Sulphate resistance of high volume fly ash cement paste composites. In Proceedings of the International Conference on Concrete Repair, Rehabilitation and Retrofitting, Cape Town, South Africa, 24–26 November 2008; CRC Press: London, UK, 2009; pp. 109–115. [Google Scholar]
- Yao, Z.T.; Ji, X.S.; Sarker, P.K.; Tang, J.H.; Ge, L.Q.; Xia, M.S.; Xi, Y.Q. A comprehensive review on the applications of coal fly ash. Earth Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoğlu, M.; Altan, İ.; Öz, H.Ö. Utilization of cold bonded fly ash lightweight fine aggregates as a partial substitution of natural fine aggregate in self-compacting mortars. Constr. Build. Mater. 2015, 74, 9–16. [Google Scholar] [CrossRef]
- Siddique, R. Performance characteristics of high-volume Class F fly ash concrete. Cem. Concr. Res. 2004, 34, 487–493. [Google Scholar] [CrossRef]
- Berry, E.E.; Malhotra, V.M. Fly ash in concrete. CANMET Rep. 1986, 247, 84–156. [Google Scholar]
- Zhang, M.H.; Bilodeau, A.; Malhotra, V.M. Laboratory produced high volume fly ash blended cements: Physical properties and compressive strength of mortars. Cem. Concr. Res. 1998, 28, 1555–1569. [Google Scholar]
- Yu, J.; Lin, J.; Zhang, Z.; Li, V.C. Mechanical performance of ECC with high-volume fly ash after sub-elevated temperatures. Constr. Build. Mater. 2015, 99, 82–89. [Google Scholar] [CrossRef]
- Rashad, A.M. Potential use of phosphogypsum in alkali-activated fly ash under the effects of elevated temperatures and thermal shock cycles. J. Clean. Prod. 2015, 87, 717–725. [Google Scholar] [CrossRef]
- Rashad, A.M. An investigation of high-volume fly ash concrete blended with slag subjected to elevated temperatures. J. Clean. Prod. 2015, 93, 47–55. [Google Scholar] [CrossRef]
- Donatello, S.; Kuenzel, C.; Palomo, A.; Jiménez, F.A. High temperature resistance of a very high volume fly ash cement paste. Cem. Concr. Comp. 2014, 45, 234–242. [Google Scholar] [CrossRef]
- Siddique, R.; Aggarwal, P.; Aggarwal, Y. Influence of water/powder ratio on strength properties of self-compacting concrete containing coal fly ash and bottom ash. Constr. Build. Mater. 2012, 29, 73–81. [Google Scholar] [CrossRef]
- Hu, C.; Li, Z. Property investigation of individual phases in cementitious composites containing silica fume and fly ash. Cem. Concr. Comp. 2015, 57, 17–26. [Google Scholar] [CrossRef]
- Nath, S.K.; Maitra, S.; Mukherjee, S.; Kumar, S. Microstructural and morphological evolution of fly ash based Geopolymers. Constr. Build. Mater. 2016, 111, 758–765. [Google Scholar] [CrossRef]
- Kumar, S.; Mucsi, G.; Kristály, F.; Pekker, P. Mechanical activation of fly ash and its influence on micro and nano-structural behavior of resulting Geopolymers. Adv. Powder Technol. 2017, 28, 805–813. [Google Scholar] [CrossRef]
- Pavithra, P.; Reddy, M.S.; Dinakar, P.; Rao, B.H.; Satpathy, B.K.; Mohanty, A.N. A mix design procedure for geopolymer concrete with fly ash. J. Clean. Prod. 2016, 133, 117–125. [Google Scholar] [CrossRef]
- Abdollahnejad, Z.; Torgal, F.P. Mix design, properties and cost analysis of fly ash-based geopolymer foam. Constr. Build. Mater. 2015, 80, 18–30. [Google Scholar] [CrossRef]
- Kupaei, R.H.; Alengaram, U.J.; Jumaat, M.Z.B.; Nikraz, H. Mix design for fly ash based oil palm shell geopolymer lightweight concrete. Constr. Build. Mater. 2013, 43, 490–496. [Google Scholar] [CrossRef]
- Bouzoubaa, N.; Fournier, B. Optimization of fly ash Content in concrete part I: Non-air-entrained concrete made without superplasticizer. Cem. Concr. Res. 2003, 33, 1029–1037. [Google Scholar]
- Zheng, D.-P.; Wang, D.-M.; Li, D.-L.; Ren, C.-F.; Tang, W.-C. Study of high volume circulating fluidized bed fly ash on rheological properties of the resulting cement paste. Constr. Build. Mater. 2017, 135, 86–93. [Google Scholar] [CrossRef]
- Le, H.T.; Müller, M.; Siewert, K.; Ludwig, H.-M. The mix design for self-compacting high performance concrete containing various mineral admixtures. Mater. Des. 2015, 72, 51–62. [Google Scholar] [CrossRef]
- Aggarwal, Y.; Siddique, R. Microstructure and properties of concrete using bottom ash and waste foundry sand as partial replacement of fine aggregates. Constr. Build. Mater. 2014, 54, 210–223. [Google Scholar] [CrossRef]
- Domone, P.; Soutsos, M.N. Properties of high strength concrete mixes containing PFA and GGBS. Mag. Concr. Res. 1995, 47, 355–367. [Google Scholar] [CrossRef]
- Proske, T.; Hainer, S.; Rezvani, M.; Graubner, C.-A. Eco-friendly concretes with reduced water and cement contents-mix design principles and laboratory tests. Cem. Concr. Res. 2013, 51, 38–46. [Google Scholar] [CrossRef]
- Proske, T.; Hainer, S.; Rezvani, M.; Graubner, C.-A. Eco-friendly concretes with reduced water and cement content-mix design principles and application in practice. Constr. Build. Mater. 2014, 67, 413–421. [Google Scholar] [CrossRef]
- Bentz, D.P.; Jones, S.Z.; Snyder, K.A. Design and performance of ternary blend high-volume fly ash concretes of moderate slump. Constr. Build. Mater. 2015, 84, 409–415. [Google Scholar] [CrossRef]
- Habert, G.; Roussel, N. Study of two concrete mix-design strategies to reach carbon mitigation objectives. Cem. Concr. Comp. 2009, 31, 397–402. [Google Scholar] [CrossRef]
- Chiaia, B.; Fantilli, A.P.; Guerini, A.; Volpatti, G. Eco-mechanical index for structural concrete. Constr. Build. Mater. 2014, 67, 386–392. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Z.; Lv, K.; Wu, L. A review on mixture design methods for self-compacting concrete. Constr. Build. Mater. 2015, 84, 387–398. [Google Scholar] [CrossRef]
- Huang, C.-H.; Lin, S.-K.; Chang, C.-S.; Chen, H.-J. Mix proportions and mechanical properties of concrete containing very high-volume of Class F fly ash. Constr. Build. Mater. 2013, 46, 71–78. [Google Scholar] [CrossRef]
- Abrams, D.A. Bulletin 1. In Design of Concrete Mixtures, 6th ed.; Structural Materials Research Laboratory: Chicago, IL, USA, 1924; p. 22. [Google Scholar]
- Popovics, S. Concrete Materials: Properties, Specifications and Testing, 2nd ed.; Noyes Publication: Park Ridge, NJ, USA, 1992. [Google Scholar]
- Gahtani, A.H.J.; Abbassi, A.G.F.; Al-Amoudi, O.S.B. Concrete mixture design for hot weather: Experimental and statistical analyses. Mag. Concrete Res. 1998, 50, 95–105. [Google Scholar] [CrossRef]
- Kaffetzakis, M.; Papanicolaou, C.C. Lightweight aggregate self-comapacting (LWASCC) semi-automated mix design methodology. Constr. Build. Mater. 2016, 123, 254–260. [Google Scholar] [CrossRef]
- Saenz, M.A.H.; Caro, S.; Mercado, E.A.; Martin, A.E. Mix design, performance and maintenance of permeable friction courses (PFC) in the United States: State of the art. Constr. Build. Mater. 2016, 111, 358–367. [Google Scholar] [CrossRef]
- Sobolev, K. The development of a new method for the proportioning of high-performance concrete mixtures. Cem. Concr. Comp. 2004, 26, 901–907. [Google Scholar] [CrossRef]
- Fanghui, H.; Qiang, W.; Jingjing, F. The differences among the roles of ground fly ash in the paste, mortar and concrete. Constr. Build. Mater. 2015, 93, 172–179. [Google Scholar] [CrossRef]
- Gambhir, M.L. Concrete Technology; McGraw-Hill Publishing Company Ltd.: New York, NY, USA, 1990; p. 318. [Google Scholar]
- Neville, A.M. Properties of Concrete, Fourth and Final Edition; Addison Wesley Longman Limited: Essex, UK, 2012. [Google Scholar]
- Bhat, T.; Lovell, C.W. Mix design for flowable fill. Transp. Res. Rec. 1997, 1589, 26–28. [Google Scholar] [CrossRef]
- Wang, J.-Y.; Yang, Y.; Liew, J.-Y.R.; Zhang, M.-H. Method to determine mixture proportions of workable ultra-lightweight cement composites to achieve target unit weights. Cem. Concr. Comp. 2014, 53, 178–186. [Google Scholar] [CrossRef]
- Ghafari, E.; Costa, H.; Júlio, E. Statistical mixture design approach for eco-efficient UHPC. Cem. Concr. Comp. 2015, 55, 17–25. [Google Scholar] [CrossRef]
- Popovics, S. Analysis of the concrete strength versus water-cement ratio relationship. ACI Mater. J. 1990, 87, 517–529. [Google Scholar]
- Alves, M.F.; Cremonini, R.A.; Molin, D.C.C.D. A comparison of mix proportioning methods for high-strength concrete. Cem. Concr. Comp. 2004, 26, 613–621. [Google Scholar] [CrossRef]
- Bharatkumar, B.H.; Narayanan, R.; Raghuprasad, B.K.; Ramachandramurthy, D.S. Mix proportioning of high performance concrete. Cem. Concr. Comp. 2001, 23, 71–80. [Google Scholar] [CrossRef]
- Kett, I. Engineered Concrete: Mix Design and Test Methods; CRC Press: Washington, DC, USA, 1999; p. 170. [Google Scholar]
- Sear, L.K.A.; Dews, J.; Kite, B.; Harris, F.C.; Troy, J.F. Abrams law, air and high water-to-cement ratios. Constr. Build. Mater. 1996, 10, 221–226. [Google Scholar] [CrossRef]
- Nagaraj, S.; Banu, Z. Generalization of Abrams’s law. Cem. Concr. Res. 1996, 26, 933–942. [Google Scholar] [CrossRef]
- Su, N.; Miao, B. A new method for the mix design of medium strength flowing concrete with low cement content. Cem. Concr. Comp. 2003, 25, 215–222. [Google Scholar] [CrossRef]
- Yu, Q.L.; Spiesz, P.; Brouwers, H.J.H. Development of cement-based lightweight Composites-Part 1: Mix design methodology and hardened properties. Cem. Concr. Comp. 2013, 44, 17–29. [Google Scholar] [CrossRef]
- Yu, Q.L.; Spiesz, P.; Brouwers, H.J.H. Mix design and properties assessment of ultra-high performance fibre reinforced concrete (UHPFRC). Cem. Concr. Res. 2014, 56, 29–39. [Google Scholar] [CrossRef]
- Elaty, M.A.A.A. Compressive strength prediction of Portland cement concrete with age using a new model. HBRC J. 2014, 10, 145–155. [Google Scholar] [CrossRef]
- Gopalan, M.K.; Haque, M.N. Mix design for optimal strength development of fly ash concrete. Cem. Concr. Res. 1989, 19, 634–641. [Google Scholar] [CrossRef]
- Coo, M.; Pheeraphan, T. Effect of sand; fly ash, and coarse aggregate gradation on preplaced aggregate concrete studied through factorial design. Constr. Build. Mater. 2015, 93, 812–821. [Google Scholar] [CrossRef]
- Pérez, L.S.; López, V.; Hwang, S.S. Response surface methodology to optimize the cement paste mix design: Time-dependent contribution of fly ash and nano-iron oxide as admixtures. Mater. Des. 2015, 86, 22–29. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J. Fly Ash-Based Geopolymer Concrete. Aust. J. Struct. Eng. 2005, 6, 77–86. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K.; Rangan, V.B. Early Age Properties of Low-calcium Fly Ash Geopolymer Concrete Suitable for Ambient Curing. Procedia Eng. 2015, 125, 601–607. [Google Scholar] [CrossRef]
- Raharjo, D.; Subakti, A. Tavio, mixed concrete optimization using fly ash, silica fume and iron slag on the SCC’s compressive strength. Procedia Eng. 2013, 54, 827–839. [Google Scholar] [CrossRef]
- Junaid, M.T.; Kayali, O.; Khennane, A.; Black, J. A mix design procedure for low calcium alkali activated fly-ash-based concretes. Constr. Build. Mater. 2015, 79, 301–310. [Google Scholar] [CrossRef]
- Jo, M.; Soto, L.; Arocho, M.; John, J.S.; Hwang, S. Optimum mix design of fly ash geopolymer paste and its use in pervious concrete for removal of facal coliforms and phosphorous in water. Constr. Build. Mater. 2015, 93, 1097–1104. [Google Scholar] [CrossRef]
- Borosnyói, A. Long term durability performance and mechanical properties of high performance concretes with combined use of supplementary cementing materials. Constr. Build. Mater. 2016, 112, 307–324. [Google Scholar] [CrossRef]
- Mehta, A.; Siddique, R. Strength, permeability and micro-structural characteristics of low-calcium fly ash based geopolymers. Constr. Build. Mater. 2017, 141, 325–334. [Google Scholar] [CrossRef]
- ASTM C150/C150M-15; Standard Specification for Portland Cement. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C109M-13; Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens). Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM C348-14; Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C230/C230M-14; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM C143/C143M-15; Standard Test Method for Slump of Hydraulic-Cement Concrete. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C127-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2015.
- Othuman, M.A.; Wang, Y.C. Elevated-temperature thermal properties of lightweight foamed concrete. Constr. Build. Mater. 2011, 25, 705–716. [Google Scholar] [CrossRef]
- RILEM Recommendations. Absorption of Water by Immersion under Vacuum. Mater. Struct. 1984, 101, 393–394. [Google Scholar]
- ASTM C1202-12; Standard Test Method for Electrical Indication of Concrete Ability to Resist Chloride Ion Penetration. Annual Book of ASTM Standards. ASTM International: West Conshohocken, PA, USA, 2012.
- Helmuth, R.A. Fly Ash in Cement and Concrete; Portland Cement Association: Washington, DC, USA, 1987; pp. 203–205. [Google Scholar]
- Ravina, D.; Mehta, P.K. Compressive strength of low cement/high fly ash concretes. Cem. Concr. Res. 1988, 18, 571–583. [Google Scholar] [CrossRef]
- Otsubo, Y.; Miyai, S.; Umeya, K. Time dependent flow of cement paste. Cem. Concr. Res. 1980, 10, 631–638. [Google Scholar] [CrossRef]
- Chandler, H.W.M.; Macphee, D.E. A model for the flow of cement pastes. Cem. Concr. Res. 2003, 33, 265–270. [Google Scholar] [CrossRef]
- Wei, S.; Handong, Y.; Binggen, Z. Analysis of mechanism on water-reducing effect of fine ground slag, high calcium fly ash, and low calcium fly ash. Cem. Concr. Res. 2003, 33, 1119–1125. [Google Scholar]
- Feldman, R.F. Effects of Fly Ash Incorporation, in Cement and Concrete; Diamond, S., Ed.; Materials Research Society: University Park, PA, USA, 1981; p. 24. [Google Scholar]
- Lam, L.; Wong, Y.L.; Poon, C.S. Degree of hydration and gel/space ratio of high volume fly ash/cement system. Cem. Concr. Res. 2000, 30, 747–756. [Google Scholar] [CrossRef]
- Chang, P.K. an approach to optimizing mix design for properties of high performance concrete. Cem. Concr. Res. 2004, 34, 623–629. [Google Scholar] [CrossRef]
- Rashad, A.M. A brief on high-volume class f fly ash as cement replacement-A guide for civil engineer. Int. J. Sustain. Built Environ. 2015, 2, 278–306. [Google Scholar] [CrossRef]
- Kim, H.K.; Ha, K.A.; Lee, H.K. Internal-curing efficiency of cold-bonded coal bottom ash aggregate for high-strength mortar. Constr. Build. Mater. 2016, 126, 1–8. [Google Scholar] [CrossRef]
- Jang, J.G.; Kim, H.J.; Kim, H.K.; Lee, H.K. Resistance of coal bottom ash mortar against the coupled deterioration of carbonation and chloride penetration. Mater. Des. 2016, 93, 160–167. [Google Scholar] [CrossRef]



| Characteristic and Composition (%) | Soma Fly Ash (Type C) | Cement |
|---|---|---|
| Specific gravity | 2.07 | 3.09 |
| Blaine fineness (cm2/g) | 2062 | 3050 |
| SiO2 | 43.72 | 19.24 |
| SiO2 (insoluble) | – | 0.71 |
| Al2O3 | 20.11 | 4.12 |
| Fe2O3 | 5.45 | 3.49 |
| CaO | 20.76 | 63.70 |
| MgO | 2.09 | 1.91 |
| SO3 | 1.82 | 2.52 |
| LOI * | 2.42 | 3.52 |
| Group | Slump | w/b |
|---|---|---|
| 100% FA * | 50 | 0.38 |
| 100 | 0.42 | |
| 150 | 0.44 | |
| 250 | 0.46 | |
| 80% FA—20% Cement | 50 | 0.37 |
| 100 | 0.39 | |
| 150 | 0.40 | |
| 250 | 0.42 | |
| 60% FA—40% Cement | 50 | 0.35 |
| 100 | 0.38 | |
| 150 | 0.39 | |
| 250 | 0.41 | |
| 40% FA—60% Cement | 50 | 0.33 |
| 100 | 0.34 | |
| 150 | 0.35 | |
| 250 | 0.37 | |
| 20% FA—80% Cement | 50 | 0.32 |
| 100 | 0.34 | |
| 150 | 0.36 | |
| 250 | 0.385 | |
| 100% Cement | 50 | 0.28 |
| 100 | 0.29 | |
| 150 | 0.295 | |
| 250 | 0.30 |
| Material | Mass Required (kg/m3) | Unit Cost (USD/kg) | ||||||
|---|---|---|---|---|---|---|---|---|
| FA0C100 | FA100C0 | FA80C20 | FA60C40 | FA40C60 | FA20C80 | |||
| Cement | 1120 | 0 | 224 | 448 | 672 | 896 | 0.114 | |
| Fly Ash (A: Up to 20 km) | 0 | 980 | 784 | 588 | 392 | 196 | 0.00071 | |
| Fly Ash (B: 20–100 km) | 0 | 980 | 784 | 588 | 392 | 196 | 0.00143 | |
| Fly Ash (C: 100+ km) | 0 | 980 | 784 | 588 | 392 | 196 | 0.00255 | |
| Water | 528 | 528 | 528 | 528 | 528 | 528 | 0.0004 | |
| Total Cost (USD/m3) | Category A | 127.89 | 0.91 | 26.30 | 51.70 | 77.10 | 102.49 | |
| Category B | 127.89 | 1.61 | 26.87 | 52.12 | 77.38 | 102.64 | ||
| Category C | 127.89 | 2.71 | 27.75 | 52.78 | 77.82 | 102.86 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Egemen, M.; Ali, F.; Aydin, E. An Approach to Mixture Design and Cost Analysis for Cement Pastes Composed of Class C Fly Ashes for Better Sustainable Construction. Buildings 2024, 14, 373. https://doi.org/10.3390/buildings14020373
Egemen M, Ali F, Aydin E. An Approach to Mixture Design and Cost Analysis for Cement Pastes Composed of Class C Fly Ashes for Better Sustainable Construction. Buildings. 2024; 14(2):373. https://doi.org/10.3390/buildings14020373
Chicago/Turabian StyleEgemen, Mehmedali, Farhad Ali, and Ertug Aydin. 2024. "An Approach to Mixture Design and Cost Analysis for Cement Pastes Composed of Class C Fly Ashes for Better Sustainable Construction" Buildings 14, no. 2: 373. https://doi.org/10.3390/buildings14020373