
3D Printing of Fiber-Reinforced Calcined Clay-Limestone-Based Cementitious Materials: From Mixture Design to Printability Evaluation




Abstract
1. Introduction
2. Experimental Program
2.1. Materials and Mixture Proportions
2.2. Test Methods
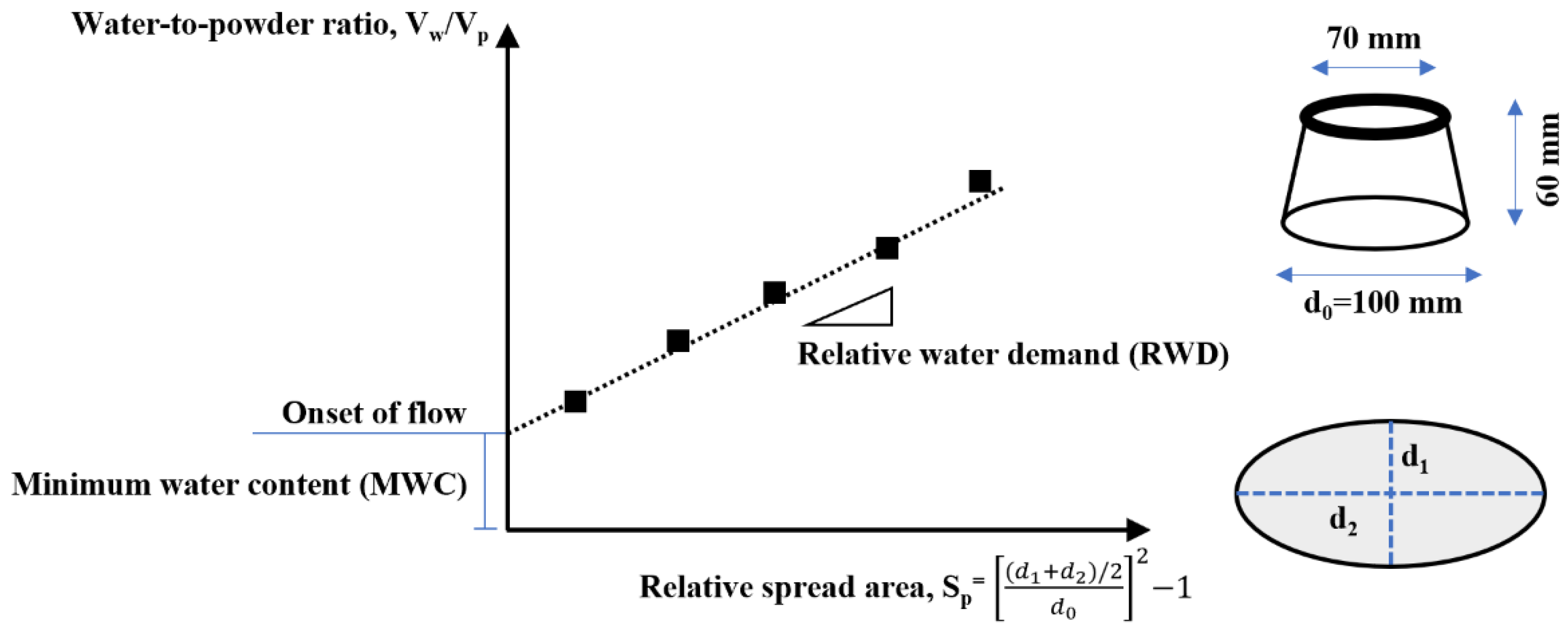
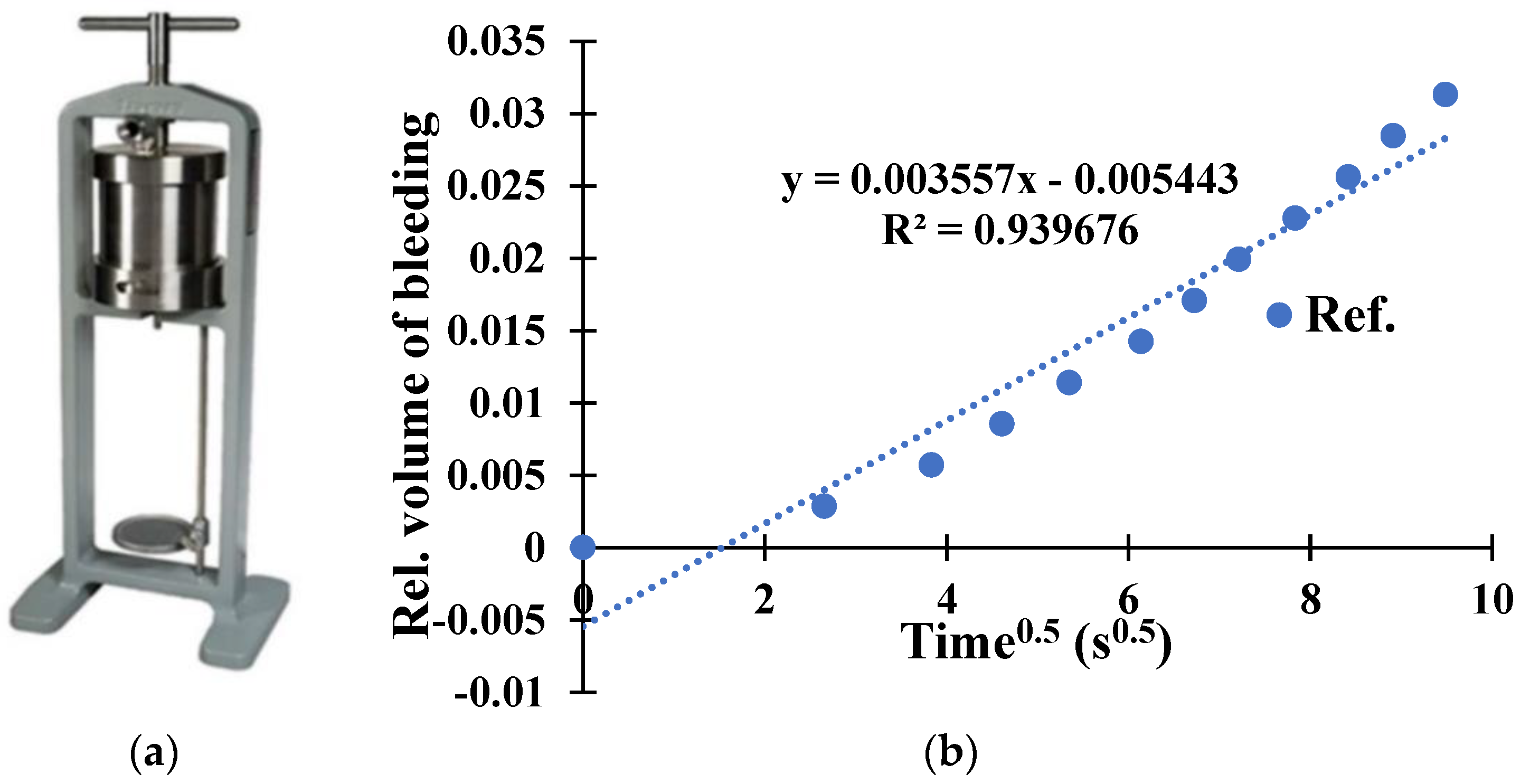
2.2.1. Flow Characteristics and Water Retention Ability for Binder Optimization
2.2.2. Fresh and Mechanical Properties for Fiber Content Optimization
2.2.3. Offline and Inline Printing Assessments
3. Results and Discussion
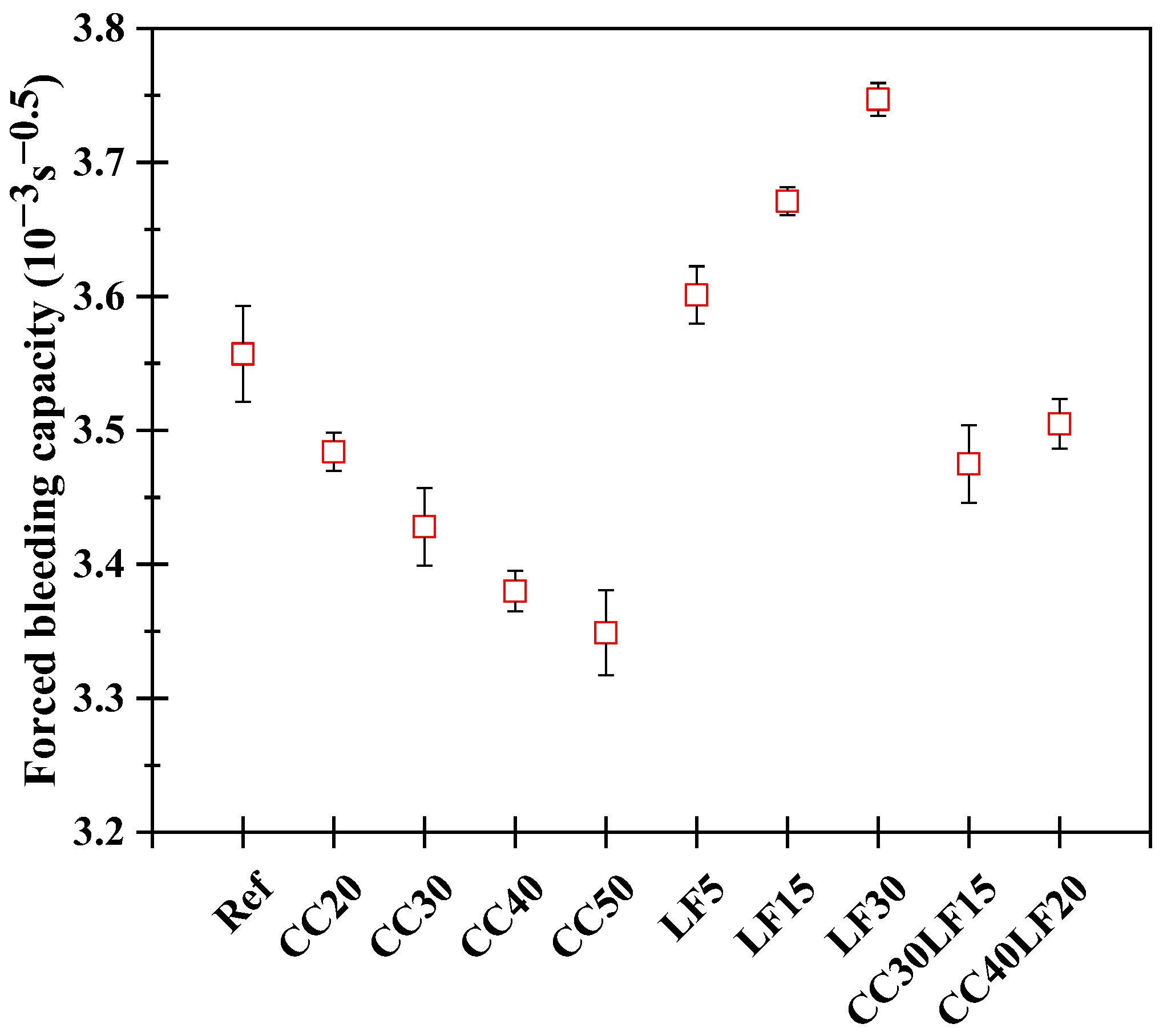
3.1. Flow Characteristics and Water Retention Ability of Paste Mixtures
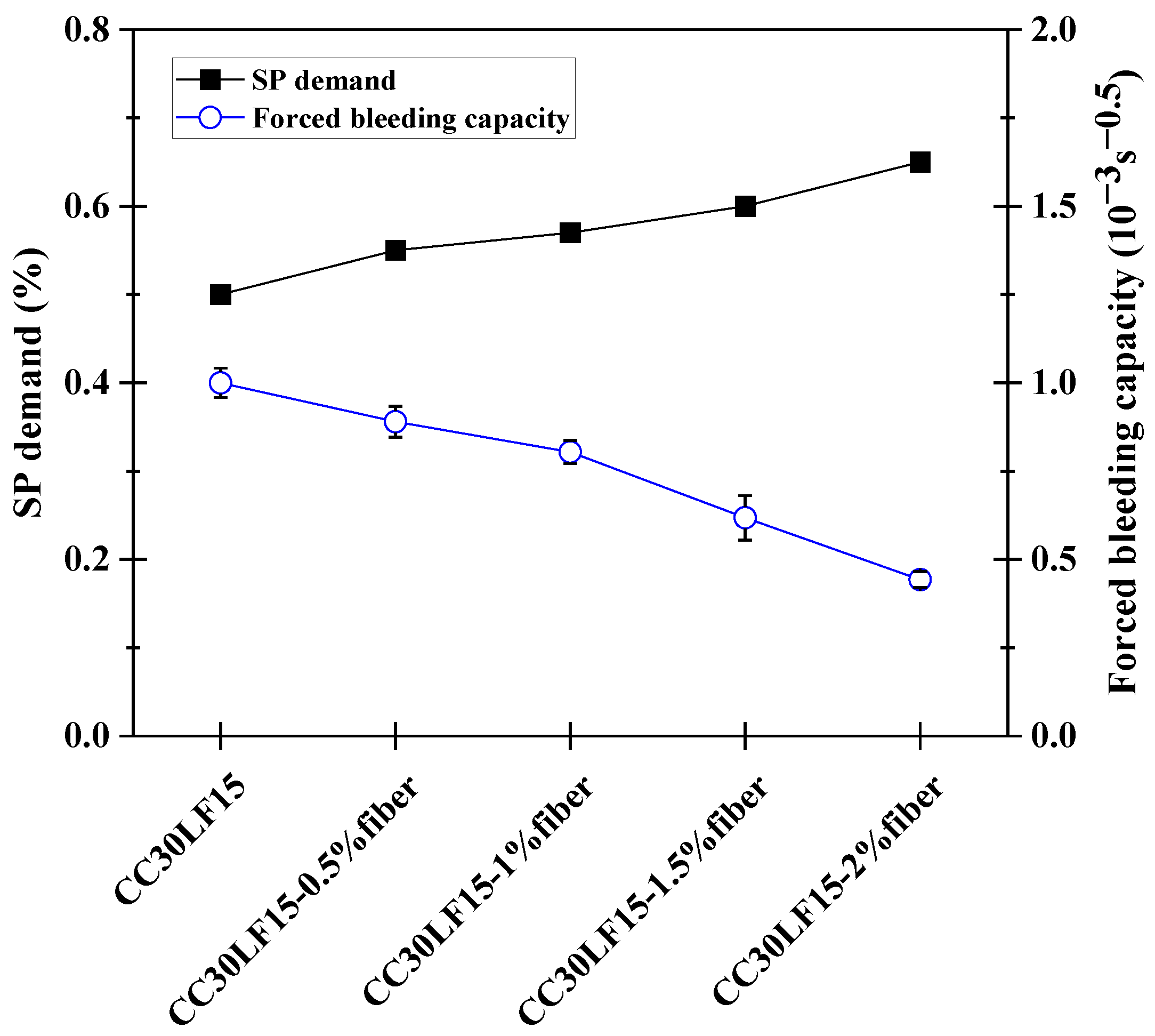
3.2. Fresh and Hardened Properties of Fiber-Reinforced Mixtures
3.3. Offline and Inline Printing Validation for Extrudability and Shape Stability
4. Conclusions
- Replacing cement with a high content of CC decreased the packing density and robustness of the blend binders while enhancing their capacity to retain water. In contrast, the LF addition improved the packing density but compromised robustness and water retention. However, a low replacement level (below 20% by volume) of CC and the combinations of CC and LF with increased SSA enhanced the packing density and water retention ability.
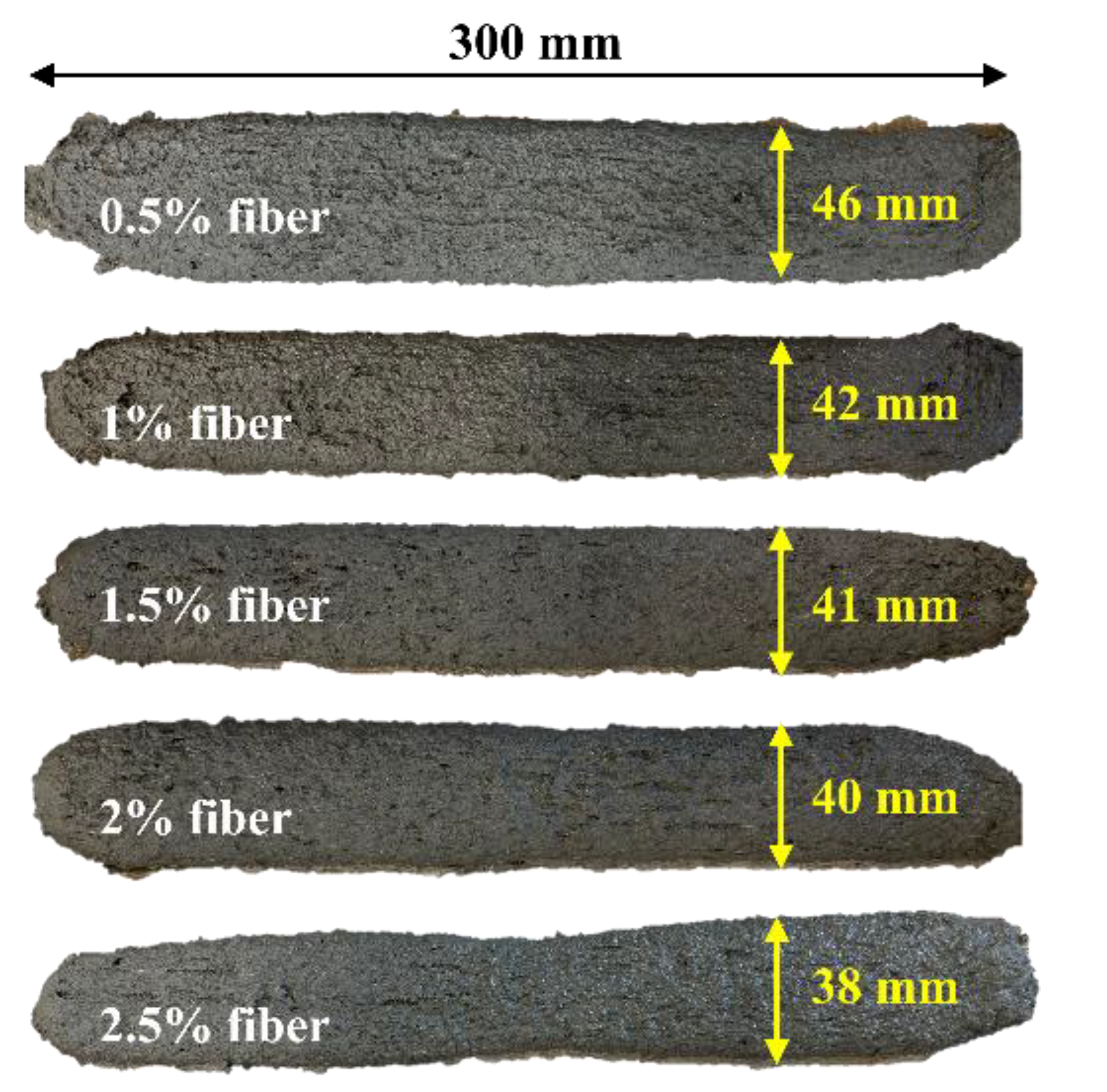
- The addition of steel fibers slightly increased the SP dosage, but it significantly enhanced the ability to prevent bleeding. Moreover, it considerably improved the compressive and flexural strengths and toughness of the fiber-reinforced mortars. However, the optimal fiber content threshold should be aligned with the printer’s capacity, aiming to present nozzle blockages and guarantee uninterrupted extrusion quality.
- When maintaining a fixed slump flow, the fiber-reinforced mortar that incorporated the binary CC20 binder exhibited increased plastic viscosity and static yield stress as well as shape retention ability, but a lower Athix compared to the ternary CC30LF15 binder. In addition, incorporating VMA effectively improved the static rheological properties of the fiber-reinforced mortars, contributing to a higher structural build-up rate and thereby enhancing buildability.
- The developed FR-LC3 mixtures within the 2% steel fiber threshold were extruded smoothly, exhibiting no bleeding, segregation, or excessive deformation. A decrease in the SP/VMA ratio notably increased the maximum buildable height of a single-wall printed object up to the layer of elastic buckling failure.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Menna, C.; Mata-Falcon, J.; Bos, F.P.; Vantyghem, G.; Ferrara, L.; Asprone, D.; Salet, T.; Kaufmann, W. Opportunities and challenges for structural engineering of digitally fabricated concrete. Cem. Concr. Res. 2020, 133, 106079. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Zhang, C.; Nerella, V.N.; Krishna, A.; Wang, S.; Zhang, Y.; Mechtcherine, V.; Banthia, N. Mix design concepts for 3D printable concrete: A review. Cem. Concr. Compos. 2021, 122, 104155. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.W.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Manjunatha, M.; Seth, D.; Balaji, K.V.G.D.; Roy, S.; Tangadagi, R.B. Utilization of industrial-based PVC waste powder in self-compacting concrete: A sustainable building material. J. Clean. Prod. 2023, 428, 139428. [Google Scholar] [CrossRef]
- Sharma, M.; Bishnoi, S.; Martirena, F.; Scrivener, K. Limestone calcined clay cement and concrete: A state-of-the-art review. Cem. Concr. Res. 2021, 149, 106564. [Google Scholar] [CrossRef]
- Chen, Y.; He, S.; Zhang, Y.; Wan, Z.; Çopuroğlu, O.; Schlangen, E. 3D printing of calcined clay-limestone-based cementitious materials. Cem. Concr. Res. 2021, 149, 106553. [Google Scholar] [CrossRef]
- Chen, Y.; Figueiredo, S.C.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3D concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Kloft, H.; Empelmann, M.; Hack, N.; Herrmann, E.; Lowke, D. Reinforcement strategies for 3D-concrete-printing. Civil. Eng. Des. 2020, 2, 131–139. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Buswell, R.; Kloft, H.; Bos, F.P.; Hack, N.; Wolfs, R.; Sanjayan, J.; Nematollahi, B.; Ivaniuk, E.; Neef, T. Integrating reinforcement in digital fabrication with concrete: A review and classification framework. Cem. Concr. Compos. 2021, 119, 103964. [Google Scholar] [CrossRef]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental exploration of metal cable as reinforcement in 3D printed concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Zhou, Y.Y.; Jiang, D.; Sharma, R.; Xie, Y.M.; Singh, A. Enhancement of 3D printed cementitious composite by short fibers: A review. Constr. Build. Mater. 2023, 362, 129763. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J. Development of 3D-printable ultra-high performance fiber-reinforced concrete for digital construction. Constr. Build. Mater. 2020, 257, 119546. [Google Scholar] [CrossRef]
- Arunothayan, A.R.; Nematollahi, B.; Ranade, R.; Bong, S.H.; Sanjayan, J.G.; Khayat, K.H. Fiber orientation effects on ultra-high performance concrete formed by 3D printing. Cem. Concr. Res. 2021, 143, 106384. [Google Scholar] [CrossRef]
- Yang, Y.; Wu, C.; Liu, Z.; Wang, H.; Ren, Q. Mechanical anisotropy of ultra-high performance fibre-reinforced concrete for 3D printing. Cem. Concr. Compos. 2022, 125, 104310. [Google Scholar] [CrossRef]
- Chen, M.; Yang, L.; Zheng, Y.; Li, L.; Wang, S.; Huang, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological behaviors and structure build-up of 3D printed polypropylene and polyvinyl alcohol fiber-reinforced calcium sulphoaluminate cement composites. J. Mater. Res. Technol. 2021, 10, 1402–1414. [Google Scholar] [CrossRef]
- Chu, S.H.; Li, L.G.; Kwan, A.K.H.H. Development of extrudable high strength fiber reinforced concrete incorporating nano calcium carbonate. Addit. Manuf. 2021, 37, 101617. [Google Scholar] [CrossRef]
- Martinie, L.; Rossi, P.; Roussel, N. Rheology of fiber reinforced cementitious materials: Classification and prediction. Cem. Concr. Res. 2010, 40, 226–234. [Google Scholar] [CrossRef]
- Kalina, R.D.; Al-Shmaisani, S.; Ferron, R.D.; Juenger, M.C.G. False positives in ASTM C618 specifications for natural pozzolans. ACI Mater. J. 2019, 116, 165–172. [Google Scholar] [CrossRef]
- Li, H.D.; Addai-Nimoh, A.; Khayat, K.H. Design and performance of 3D printable UHPC using locally available materials. In Proceedings of the International Interactive Symposium on Ultra-High Performance Concrete, Wilmington, NC, USA, 4–7 June 2023; Volume 3. [Google Scholar]
- Li, H.D.; Addai-Nimoh, A.; Kreiger, E.; Khayat, K.H. Methodology to design eco-friendly fiber-reinforced concrete for 3D printing. Cem. Concr. Compos. 2024, 147, 105415. [Google Scholar] [CrossRef]
- Mehdipour, I.; Khayat, K.H. Effect of particle-size distribution and specific surface area of different binder systems on packing density and flow characteristics of cement paste. Cem. Concr. Compos. 2017, 78, 120–131. [Google Scholar] [CrossRef]
- Rahul, A.V.; Sharma, A.; Santhanam, M. A desorptivity-based approach for the assessment of phase separation during extrusion of cementitious materials. Cem. Concr. Compos. 2020, 108, 103546. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B-Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Abudawaba, F.; Gomaa, E.; Gheni, A.; ElGawady, M. Developing mix proportions for class C fly ash-based alkali-activated 3D-printed concrete mixtures. Transp. Res. Rec. 2022, 2676, 197–212. [Google Scholar] [CrossRef]
- Wong, V.; Chan, K.W.; Kwan, A.K. Applying theories of particle packing and rheology to concrete for sustainable development. Organ. Technol. Manage. Constr. Int. J. 2013, 5, 844–851. [Google Scholar]
- Terzić, A.; Radulović, D.; Pezo, L.; Andrić, L.; Miličić, L.; Stojanović, J.; Grigorova, I. The effect of mechano-chemical activation and surface treatment of limestone filler on the properties of construction composites. Compos. B Eng. 2017, 117, 61–73. [Google Scholar] [CrossRef]
- Muzenda, T.R.; Hou, P.K.; Kawashima, S.; Sui, T.B.; Cheng, X. The role of limestone and calcined clay on the rheological properties of LC3. Cem. Concr. Compos. 2020, 107, 103516. [Google Scholar] [CrossRef]
- Hatch, C.D.; Wiese, J.S.; Crane, C.C.; Harris, K.J.; Kloss, H.G.; Baltrusaitis, J. Water adsorption on clay minerals as a function of relative humidity: Application of BET and Freundlich adsorption models. Langmuir 2012, 28, 1790–1803. [Google Scholar] [CrossRef]
- Li, H.D.; Long, W.J.; Kamal, K.H. Efficient recycling of waste rubber in a sustainable fiber-reinforced mortar and its damping and energy dissipation capacity. Cem. Concr. Compos. 2023, 138, 104963. [Google Scholar] [CrossRef]
- Li, H.D.; Zhang, Q.M.; Feng, G.L.; Mei, L.; Wang, Y.C.; Long, W.J. Multi-scale improved damping of high-volume fly ash cementitious composite: Combined effects of polyvinyl alcohol fiber and graphene oxide. Constr. Build. Mater. 2020, 260, 119901. [Google Scholar] [CrossRef]
- Khayat, K.H. Viscosity-enhancing admixtures for cement-based materials—An overview. Cem. Concr. Compos. 1998, 20, 171–188. [Google Scholar] [CrossRef]
- Ma, S.; Qian, Y.; Kawashima, S. Experimental and modeling study on the non-linear structural build-up of fresh cement pastes incorporating viscosity modifying admixtures. Cem. Concr. Res. 2018, 108, 1–9. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Navarrete, I.; Kurama, Y.; Escalona, N.; Lopez, M. Impact of physical and physicochemical properties of supplementary cementitious materials on structural build-up of cement-based pastes. Cem. Concr. Res. 2020, 130, 105994. [Google Scholar] [CrossRef]
- Teng, L.; Zhu, J.; Khayat, K.H.; Liu, J.P. Effect of welan gum and nanoclay on thixotropy of UHPC. Cem. Concr. Res. 2020, 138, 106238. [Google Scholar] [CrossRef]
- Wang, X.G.; Jia, L.T.; Jia, Z.J.; Zhang, C.; Chen, Y.N.; Ma, L.; Wang, Z.B.; Deng, Z.C.; Banthia, N.; Zhang, Y.M. Optimization of 3D printing concrete with coarse aggregate via proper mix design and printing process. J. Build. Eng. 2022, 56, 104745. [Google Scholar] [CrossRef]
- Xiao, J.Z.; Ji, G.C.; Zhang, Y.M.; Ma, G.W.; Mechtcherine, V.; Pan, J.L.; Wang, L.; Ding, T.; Duan, Z.H.; Du, S.P. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Giwa, I.; Game, D.; Ahmed, H.; Noorvand, H.; Arce, G.; Hassan, M.; Kazemian, A. Performance and macrostructural characterization of 3D printed steel fiber reinforced cementitious materials. Constr. Build. Mater. 2023, 369, 130593. [Google Scholar] [CrossRef]
- Suiker, A. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | d50 (µm) | Calculated SSA (m2/cm3) | 7-Day cum. Heat (J/g SCM) | |
|---|---|---|---|---|---|---|---|---|---|
| PC | 19.1 | 3.88 | 3.51 | 68.4 | 1.8 | 0.46 | 8.5 | 1.12 | 340 |
| CC | 57.1 | 35.3 | 3.3 | 0.73 | 0.68 | 1.04 | 16.6 | 0.8 | 381 |
| LF | 2.97 | 0.7 | 0.17 | 95.33 | 0.18 | 0.13 | 3.5 | 2.33 | 76 |
| Blend Binders | SSAcom (m2/cm3) | |
|---|---|---|
| Binary systems | CC20 | 1.06 |
| CC30 | 1.02 | |
| CC40 | 0.99 | |
| CC50 | 0.96 | |
| LF5 | 1.18 | |
| LF15 | 1.30 | |
| LF30 | 1.48 | |
| Ternary systems | CC30LF15 | 1.21 |
| CC40LF20 | 1.23 |
| Failure Mode | Maximum Buildable Layer/Height (mm) | Deformation Strain of First Layer | |
|---|---|---|---|
| CC20-2%fiber |  | 32/480 | Negligible |
| CC30LF15-2%fiber | 30/445 | 33.3% | |
| CC30LF15-2% fiber+2.6SP/VMA | 36/538 | 13.3% | |
| CC30LF15-2% fiber+1.3SP/VMA | 40/600 | Negligible |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, H.; Wei, J.; Khayat, K.H. 3D Printing of Fiber-Reinforced Calcined Clay-Limestone-Based Cementitious Materials: From Mixture Design to Printability Evaluation. Buildings 2024, 14, 1666. https://doi.org/10.3390/buildings14061666
Li H, Wei J, Khayat KH. 3D Printing of Fiber-Reinforced Calcined Clay-Limestone-Based Cementitious Materials: From Mixture Design to Printability Evaluation. Buildings. 2024; 14(6):1666. https://doi.org/10.3390/buildings14061666
Chicago/Turabian StyleLi, Haodao, Jingjie Wei, and Kamal H. Khayat. 2024. "3D Printing of Fiber-Reinforced Calcined Clay-Limestone-Based Cementitious Materials: From Mixture Design to Printability Evaluation" Buildings 14, no. 6: 1666. https://doi.org/10.3390/buildings14061666
APA StyleLi, H., Wei, J., & Khayat, K. H. (2024). 3D Printing of Fiber-Reinforced Calcined Clay-Limestone-Based Cementitious Materials: From Mixture Design to Printability Evaluation. Buildings, 14(6), 1666. https://doi.org/10.3390/buildings14061666