


Toward Cost-Effective Timber Shell Structures through the Integration of Computational Design, Digital Fabrication, and Mechanical Integral ‘Half-Lap’ Joints

 , ,
, ,
Abstract
1. Introduction
1.1. Importance of Research
1.2. Shell Structures: To Resist through Form
1.3. Engineered Wood Products (EWPs)
1.4. Timber Plate Shell Structures (TPS)
1.5. Segmented Timber Plate Shell Structures
1.5.1. Plates
1.5.2. Joints

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
2. Materials and Methods
2.1. Base Geometry
2.2. Form Finding and Planarization
2.3. Unions and Laser Cutting
2.4. Labeling and Nesting
2.5. Assembly and Disassembly
2.5.1. Material Characterization
2.5.2. Modeling for Simulation
2.5.3. Loading Conditions
2.5.4. Foundation
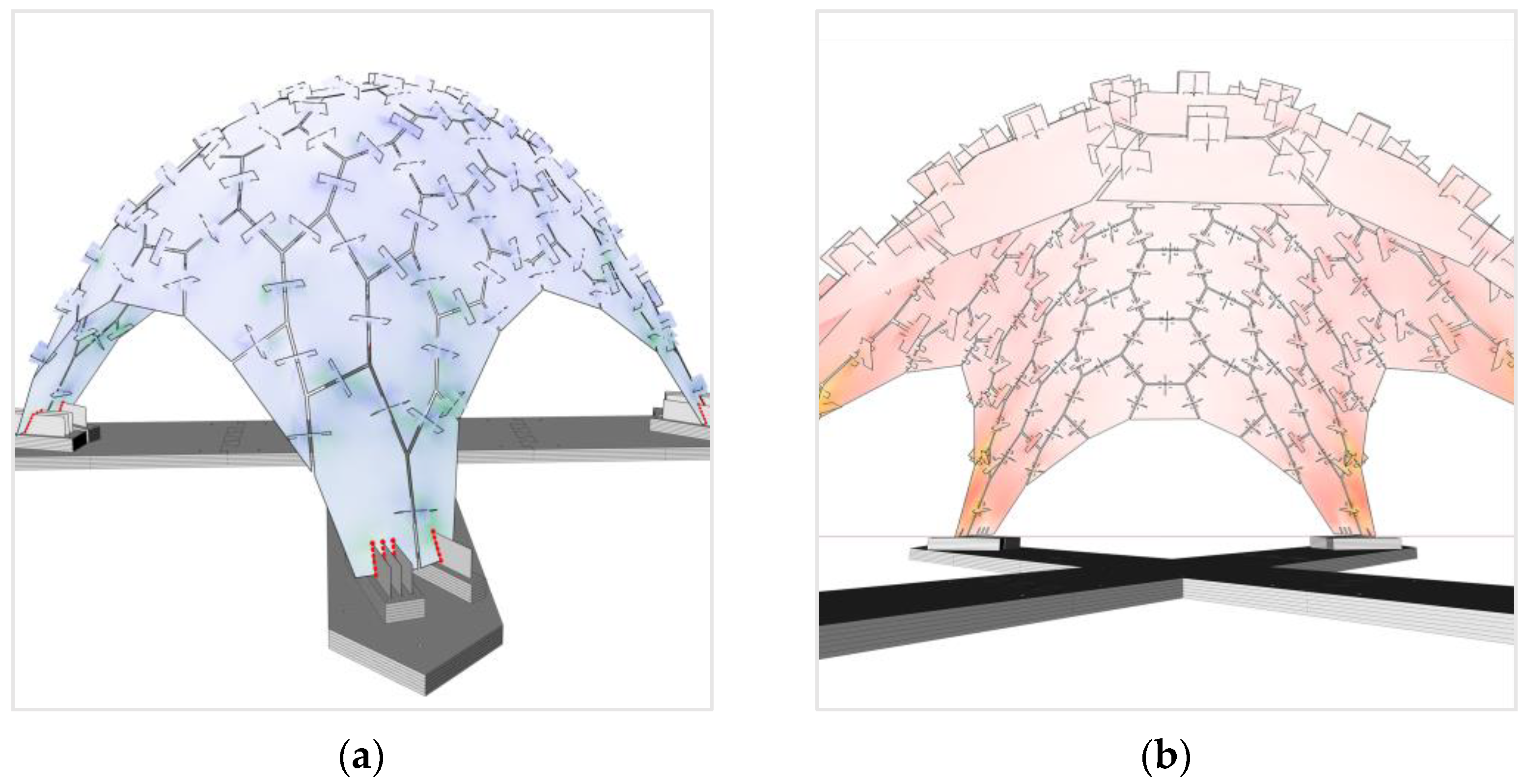
2.5.5. Linear Static Analysis
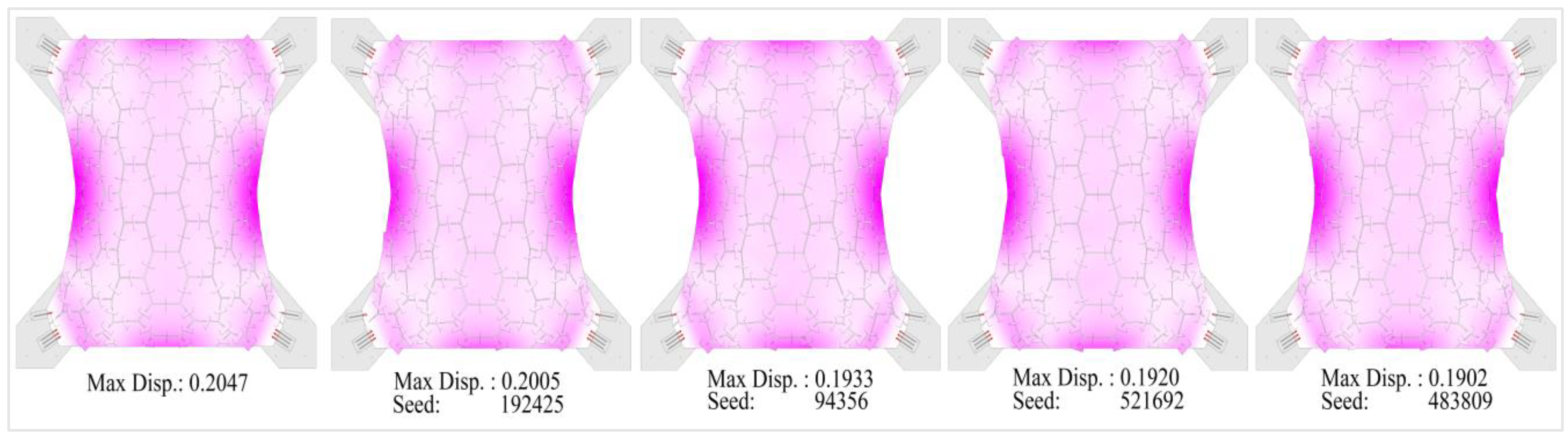
2.5.6. Optimization
3. Results
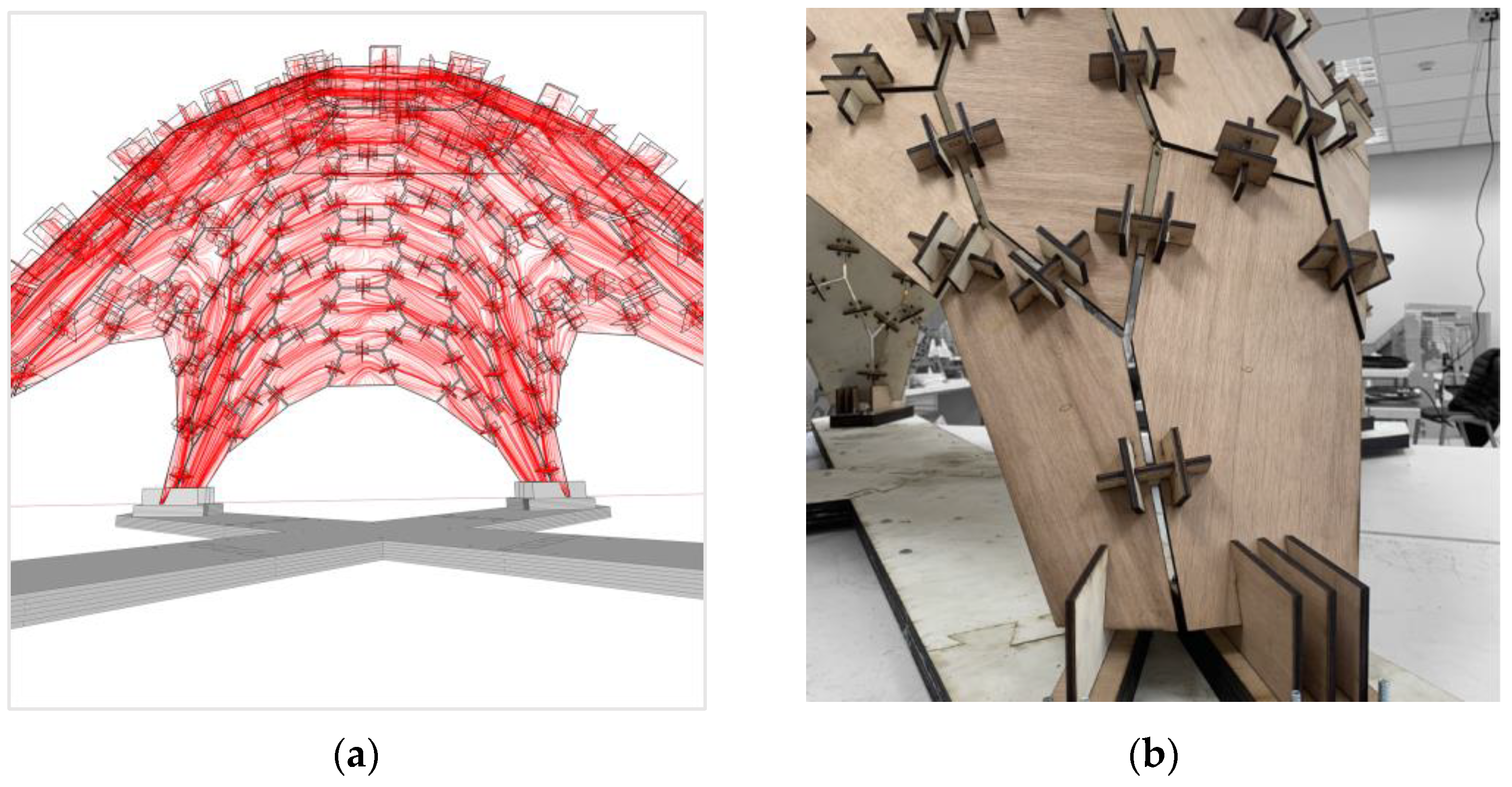
3.1. Prototype Performance
3.2. Assembly and Disassembly Efficiency
3.3. Structural Analysis
3.4. Connector Optimization
4. Discussion
4.1. Structural Integrity
4.2. Assembly and Disassembly Efficiency
4.3. Connector Optimization and Future Research
4.4. Implications and Applications
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Munir, Q.; Abdulkareem, M.; Horttanainen, M.; Kärki, T. A comparative cradle-to-gate life cycle assessment of geopolymer concrete produced from industrial side streams in comparison with traditional concrete. Sci. Total. Environ. 2023, 865, 161230. [Google Scholar] [CrossRef] [PubMed]
- Barbosa, F.; Woetzel, J.; Mischke, J. Reinventing Construction: A Route of Higher Productivity; McKinsey Global Institute: New York, NY, USA, 2017. [Google Scholar]
- Gohnert, M. Shell Structures: Theory and Application; Springer International Publishing: Cham, Switzerland, 2022. [Google Scholar]
- Menges, A.; Schwinn, T.; Krieg, O.D. Advancing Wood Architecture: A Computational Approach, 1st ed.; Routledge: London, UK, 2017. [Google Scholar]
- Weinand, Y. Design of Integrally-Attached Timber Plate Structures, 1st ed.; Routledge: London, UK, 2021. [Google Scholar]
- Skoury, L.; Treml, S.; Opgenorth, N.; Amtsberg, F.; Wagner, H.J.; Menges, A.; Wortmann, T. Towards data-informed co-design in digital fabrication. Autom. Constr. 2024, 158, 105229. [Google Scholar] [CrossRef]
- University ofof Stuttgart. livMatS Biomimetic Shell. Available online: https://www.icd.uni-stuttgart.de/projects/livmats-biomimetic-shell/ (accessed on 17 May 2024).
- Wagner, H.J.; Alvarez, M.; Groenewolt, A.; Menges, A. Towards digital automation flexibility in large-scale timber construction: Integrative robotic prefabrication and co-design of the BUGA Wood Pavilion. Constr. Robot. 2020, 4, 187–204. [Google Scholar] [CrossRef]
- Rad, A.R.; Burton, H.; Rogeau, N.; Vestartas, P.; Weinand, Y. A framework to automate the design of digitally-fabricated timber plate structures. Comput. Struct. 2021, 244, 106456. [Google Scholar] [CrossRef]
- Wagner, H.J.; Alvarez, M.; Kyjanek, O.; Bhiri, Z.; Buck, M.; Menges, A. Flexible and transportable robotic timber construction platform—TIM. Autom. Constr. 2020, 120, 103400. [Google Scholar] [CrossRef]
- Tupenaite, L.; Kanapeckiene, L.; Naimaviciene, J.; Kaklauskas, A.; Gecys, T. Timber construction as a solution to climate change: A systematic literature review. Buildings 2023, 13, 976. [Google Scholar] [CrossRef]
- García, J.M. Industria de la Madera; Ministerio de la Producción: Lima, Peru, 2017. [Google Scholar]
- Adiels, E. Differential Geometry and Structural Action of Vaults and Shells; Chalmers University of Technology: Gothenburg, Sweden, 2024. [Google Scholar]
- Ochsendorf, J. Guastavino Vaulting: The Art of Structural Tile; Princeton Architectural Press: New York, NY, USA, 2010. [Google Scholar]
- Weinand, Y. Complex Wood Structures; Birkhauser: Basel, Switzerland, 2016. [Google Scholar]
- Milner, H.R.; Woodard, A.C. Sustainability of engineered wood products. In Sustainability of Construction Materials; Khatib, J.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 159–180. [Google Scholar]
- Woodard, A.C.; Milner, H.R. Sustainability of timber and wood in construction. In Sustainability of Construction Materials; Khatib, J.M., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 129–157. [Google Scholar]
- Knippers, J.; Gabler, M.; La Magna, R.; Waimer, F.; Menges, A.; Reichert, S.; Schwinn, T. From nature to fabrication: Biomimetic design principles for the production of complex spatial structures. In Advances in Architectural Geometry 2012; Springer: Vienna, Austria, 2013; pp. 107–122. [Google Scholar]
- Groenewolt, A. Timber Plate Shells as a Roof Construction System Design and Fabrication of Trivalent Polyhedral Roof Structures for Applications in the Existing Building Stock; University of Stuttgart, Institute for Computational Design and Construction: Stuttgart, Germany, 2023. [Google Scholar]
- Krieg, O.D. Architectural Potential of Robotic Manufacturing in Timber Construction, Strategies for Interdisciplinary Innovation in Manufacturing and Design; University of Stuttgart, Institute for Computational Design and Construction: Stuttgart, Germany, 2023. [Google Scholar]
- Krieg, O.D.; Schwinn, T.; Menges, A.; Li, J.M.; Knippers, J.; Schmitt, A.; Schwieger, V. Biomimetic lightweight timber plate shells: Computational integration of robotic fabrication, architectural geometry and structural design. In Advances in Architectural Geometry 2014; Springer International Publishing: Cham, Switzerland, 2015; pp. 109–125. [Google Scholar]
- Schilcher. X-Fix. Available online: http://www.x-fix.at/ (accessed on 23 May 2024).
- Robeller, C.; Viezens, V. Timberdome: Konstruktionsystem für Brettsperrholz-Segmentschalen ohne Schrauben. In Proceedings of the 24. Internationales Holzbau-Forum IHF 2018, Garmisch-Partenkirchen, Germany, 5 December 2018. [Google Scholar]
- Robeller, C.; Barata, E.D.O.; Tagliaboschi, E.V.; Schmidt-Kleespies, F. Hexbox canopy: A segmented timber plate shell with hardwood wedge joints. J. Int. Assoc. Shell Spat. Struct. 2022, 63, 221–231. [Google Scholar] [CrossRef]
- Li, J.-M.; Knippers, J. Pattern and Form—Their Influence on Segmental Plate Shells. Proc. IASS Annu. Symp. 2015, 2015, 1–12. [Google Scholar]
- Gabriel, J.F. (Ed.) Beyond the Cube: The Architecture of Space Frames and Polyhedra; John Wiley & Sons: Nashville, TN, USA, 1997. [Google Scholar]
- La Magna, R.; Waimer, F.; Knippers, J. Nature-Inspired Generation Scheme for Shell Structures. In Proceedings of the International Symposium of the IASS-APCS Symposium, Seoul, Republic of Korea, 2012; Available online: https://elib.uni-stuttgart.de/handle/11682/122 (accessed on 23 May 2024).
- Piker, D. Kangaroo: Form Finding with computational physics. Arch. Des. 2013, 83, 136–137. [Google Scholar] [CrossRef]
- MDeuss; Deleuran, A.H.; Bouaziz, S.; Deng, B.; Piker, D.; Pauly, M. ShapeOp—A robust and extensible geometric modelling paradigm. In Modelling Behaviour; Springer International Publishing: Cham, Switzerland, 2015; pp. 505–515. [Google Scholar]
- Vestartas, P.; Weinand, Y. Joinery Solver for Whole Timber Structures. In Proceedings of the World Conference on Timber Engineering (WCTE 2020), Santiago, Chile, 23–26 August 2020. [Google Scholar]
- Nabaei, S.S.; Weinand, Y. Geometrical description and structural analysis of a modular timber structure. Int. J. Space Struct. 2011, 26, 321–330. [Google Scholar] [CrossRef]
- Agostino, R.; Pone, S. Adaptive cross-panel system: Digital fabrication for freeform architecture. Proc. IASS Annu. Symp. 2020, 2020, 1–12. [Google Scholar]
- Aranha, C.A.; Hudert, M.; Fink, G. Interlocking birch plywood structures. Int. J. Space Struct. 2021, 36, 155–163. [Google Scholar] [CrossRef]
- Robeller, C.; Weinand, Y. A 3D Cutting Method for Integral 1DOF Multiple-Tab-and-Slot Joints for Timber Plates, using 5-axis CNC Cutting Technology. In Proceedings of the World Conference of Timber Engineering (WCTE 2016), Austria, Vienna, 22–25 August 2016. [Google Scholar]
- Petras Vestartas. OpenNest [Internet]. Food4Rhino. 2018. Available online: https://www.food4rhino.com/en/app/opennest (accessed on 18 May 2024).
- Esenarro, D.; Porras, E.; Ventura, H.; Figueroa, J.; Raymundo, V.; Castañeda, L. Use of Digital Tools (Wikihouse System) in Multi-Local Social Housing. Sustainability 2024, 16, 3231. [Google Scholar] [CrossRef]
- Finnish Forest Industries Federation. Handbook of Finnish Playwood; Finnish Forest Industries Federation: Lahti, Finland, 2007. [Google Scholar]
- Preisinger, C.; Heimrath, M. Karamba—A toolkit for parametric structural design. Struct. Eng. Int. 2014, 24, 217–221. [Google Scholar] [CrossRef]
- Ministerio de Vivienda, Construcción y Saneamiento del Perú. Norma Técnica E.010 Madera. Decreto Supremo N° 005-2014. 2014. Available online: https://cdn.www.gob.pe/uploads/document/file/2366639/49%20E.010%20MADERA%20DS%20N%C2%B0%20005-2014.pdf (accessed on 18 May 2024).
- Wortmann, T. Opossum—Introducing and Evaluating a Model-based Optimization Tool for Grasshopper. In Proceedings of the 22nd CAADRIA Conference, Suzhou, China, 5–8 April 2017. [Google Scholar]
- Lambert, A.; Gupta, S.M. Disassembly Modeling for Assembly, Maintenance, Reuse and Recycling; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Porras, E.; Esenarro, D.; Chang, L.; Morales, W.; Vargas, C.; Sucasaca, J. Toward Cost-Effective Timber Shell Structures through the Integration of Computational Design, Digital Fabrication, and Mechanical Integral ‘Half-Lap’ Joints. Buildings 2024, 14, 1735. https://doi.org/10.3390/buildings14061735
Porras E, Esenarro D, Chang L, Morales W, Vargas C, Sucasaca J. Toward Cost-Effective Timber Shell Structures through the Integration of Computational Design, Digital Fabrication, and Mechanical Integral ‘Half-Lap’ Joints. Buildings. 2024; 14(6):1735. https://doi.org/10.3390/buildings14061735
Chicago/Turabian StylePorras, Emerson, Doris Esenarro, Lidia Chang, Walter Morales, Carlos Vargas, and Joseph Sucasaca. 2024. "Toward Cost-Effective Timber Shell Structures through the Integration of Computational Design, Digital Fabrication, and Mechanical Integral ‘Half-Lap’ Joints" Buildings 14, no. 6: 1735. https://doi.org/10.3390/buildings14061735
APA StylePorras, E., Esenarro, D., Chang, L., Morales, W., Vargas, C., & Sucasaca, J. (2024). Toward Cost-Effective Timber Shell Structures through the Integration of Computational Design, Digital Fabrication, and Mechanical Integral ‘Half-Lap’ Joints. Buildings, 14(6), 1735. https://doi.org/10.3390/buildings14061735