
Performance Requirements and Optimum Mix Proportion of High-Volume Fly Ash 3D Printable Concrete


Abstract
1. Introduction
2. Material and Methods
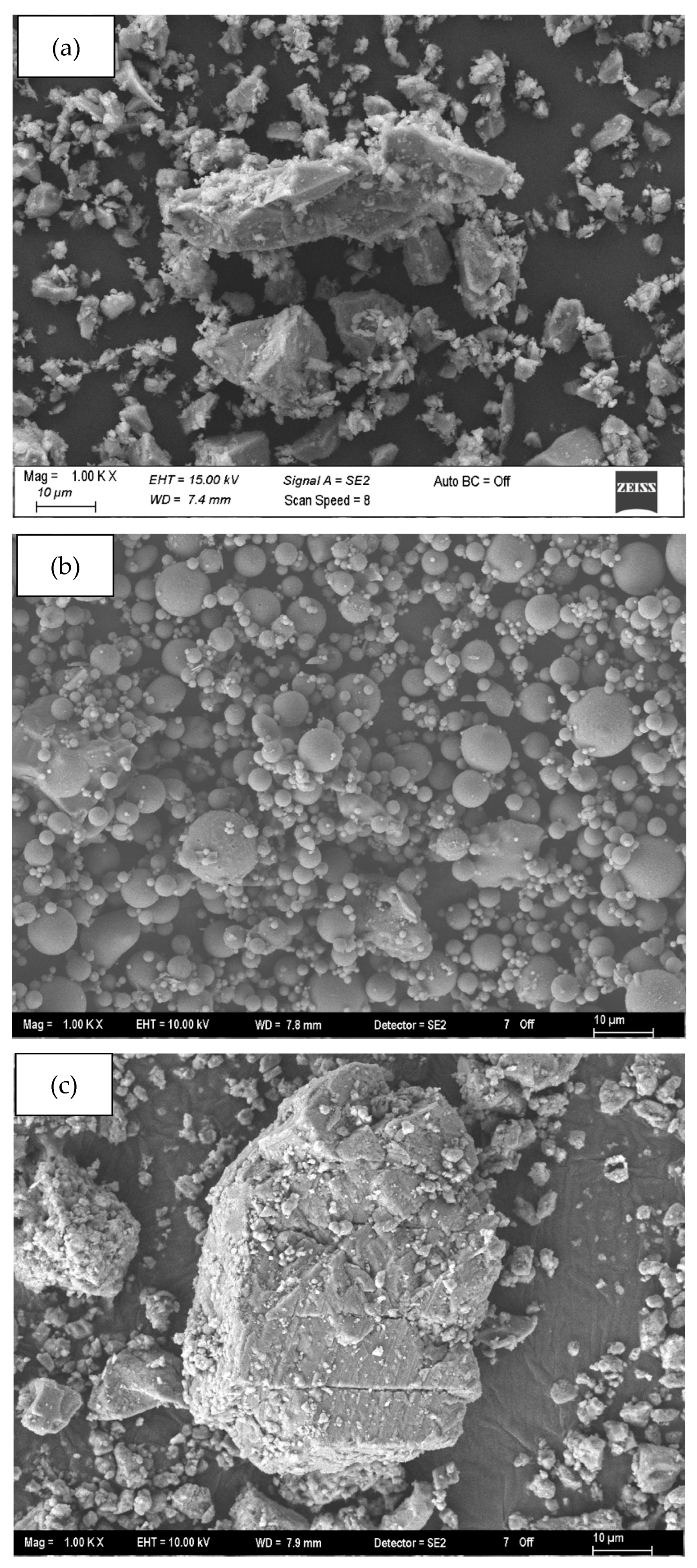
2.1. Materials
2.2. Method
2.2.1. Preparation of Mixtures
2.2.2. Workflow
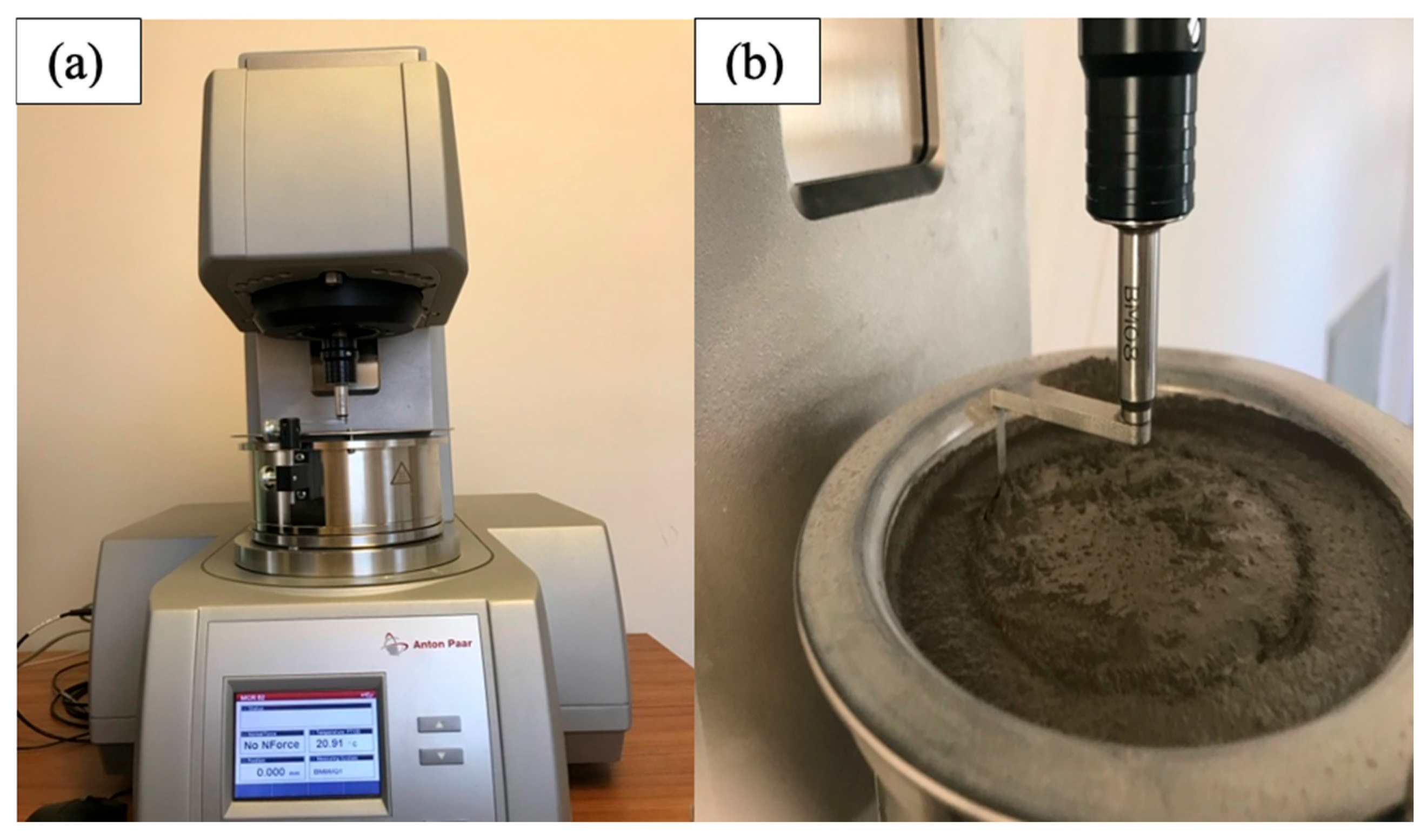
2.2.3. Rheological Measurement
- 1st period: This period was applied to eliminate shear history during mixing in the mixer. With a constant shear rate of 5 s−1, the ball was rotated in the mixture for 30 s.
- 2nd period: This period is used to create the output part of the flow curve. The shear rate was increased from 0 to 30 s−1. Measurements were taken every 5 s for a total of 150 s.
- 3rd period: This period is made to create the downward part of the flow curve. The shear rate is reduced from 30 to 0 s−1. Measurements were taken every 5 s for a total of 150 s. Dynamic yield stress and viscosity values of 3DPC mixtures were obtained from this period.
- 4th period: This period was applied to recover the 3DPC mixtures before static measurement. The mixtures were kept for 30 s without being exposed to any shear rate.
- 5th period: In this period, moment measurements were taken every 2 s for a total of 15 times for 30 s with a constant shear rate of the mixture (0.02 s−1). During this period, the static (at rest) yield stress of the material was measured.
- 6th period: In this period, the mixtures were kept for 480 s without being exposed to any shear rate in order to measure the structural build-up rate.
- 7th period: In this period, moment measurements were taken every 2 s for a total of 15 times for 30 s with a constant shear rate of the mixture (0.02 s−1). During this period, the static (at rest) yield stress of the material was measured.
3. Results and Discussion
3.1. Rheological Properties of Mixtures
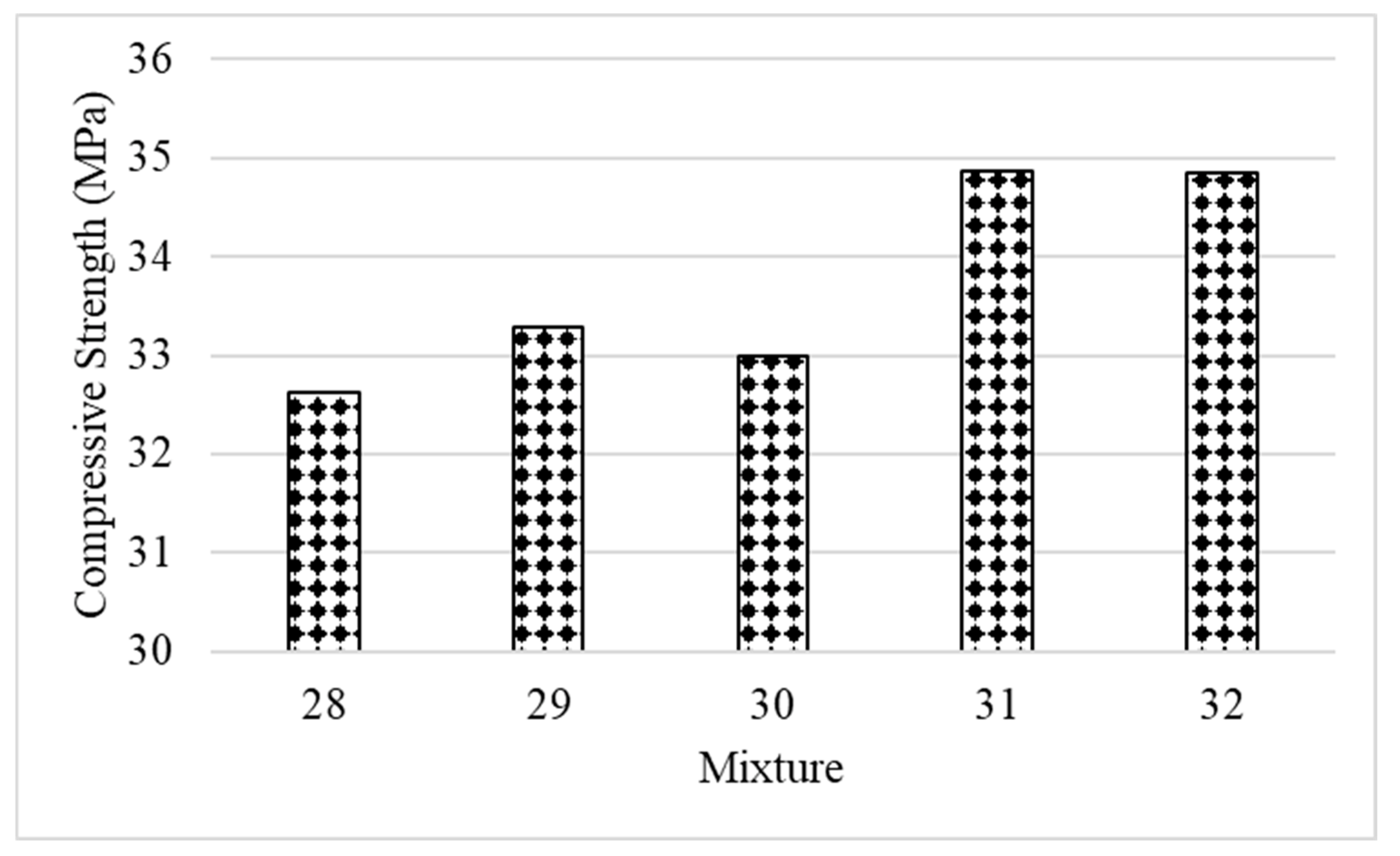
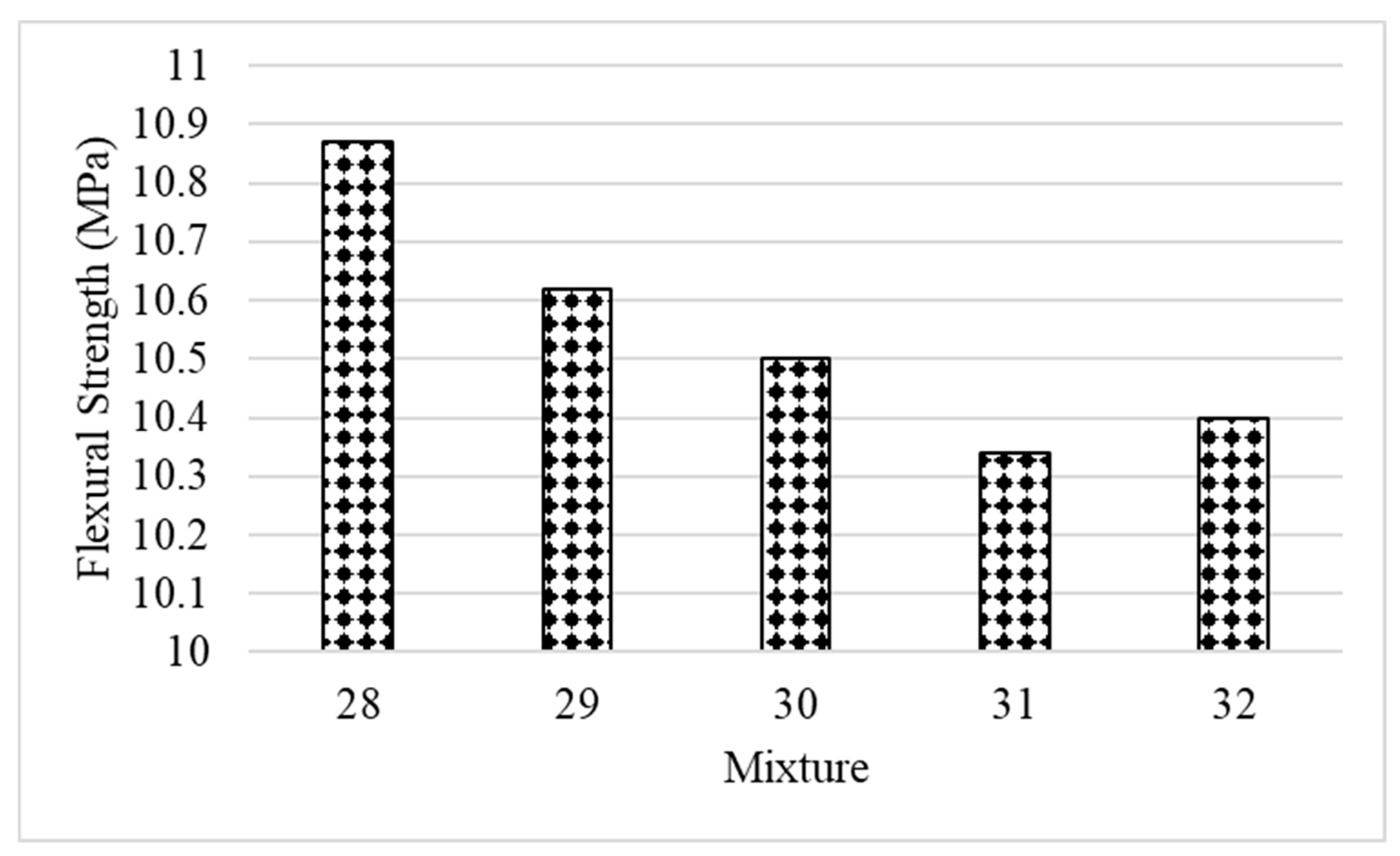
3.2. Mechanical Properties of Mixtures
4. Conclusions
- The optimum w/b ratio should be 0.35 in 3DPC, where extrudability, buildability, and shape stability requirements are met. DYS, VS, and structural build-up values were measured as 114–204 Pa, 22–43 Pa·s, and 0.61–1.49 Pa/s, respectively, in 3DPC mixtures where these criteria were met.
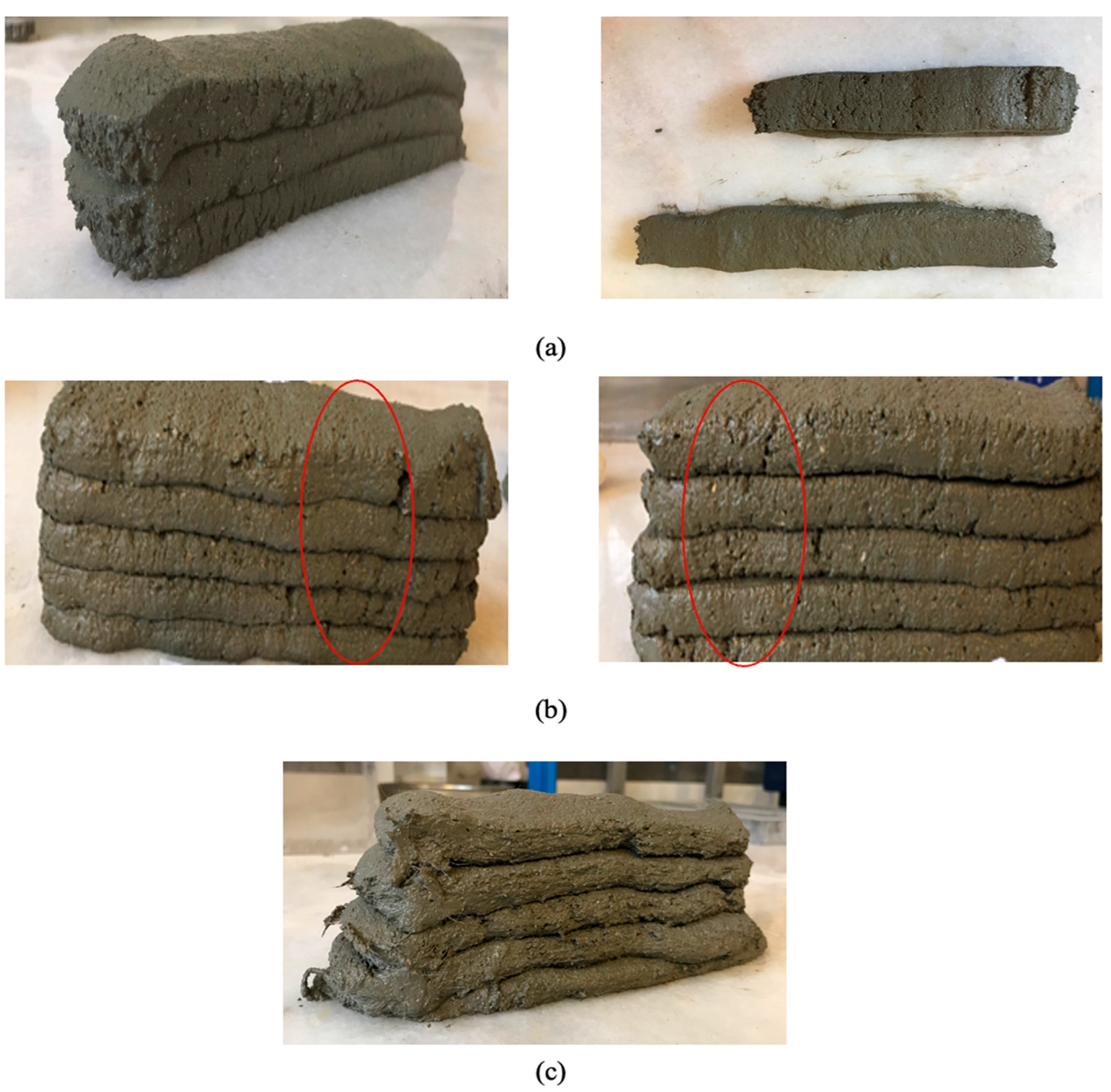
- It was observed that extrudability and buildability criteria were negatively affected in mixtures with high s/b ratio (>1.50) and Dmax value (2 mm).
- Fresh state requirements of 3DPC were positively affected by the utilization of F-type fly ash at the rate of 40% of the total binder weight.
- It was observed that the buildability was positively affected due to the increase in the surface moisture of the printed layers with the increase in the use of WRA and fly ash. The surface roughness of the mixtures decreased significantly with the decrease in the aggregate maximum particle size from 2 mm to 1 mm.
- It was determined that the compressive strength values of the mixtures increased by 4–7% with the increase in the amount of fly ash used.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dey, D.; Panda, B. An experimental study of thermal performance of 3D printed concrete slabs. Mater. Lett. 2023, 330, 133273. [Google Scholar] [CrossRef]
- Hou, S.; Duan, Z.; Xiao, J.; Ye, J. A review of 3D printed concrete: Performance requirements, testing measurements and mix design. Constr. Build. Mater. 2021, 273, 121745. [Google Scholar] [CrossRef]
- Skibicki, S.; Federowicz, K.; Hoffmann, M.; Chougan, M.; Sibera, D.; Cendrowski, K.; Sikora, P. Potential of Reusing 3D Printed Concrete (3DPC) Fine Recycled Aggregates as a Strategy towards Decreasing Cement Content in 3DPC. Materials 2024, 17, 2580. [Google Scholar] [CrossRef]
- Han, Y.; Yang, Z.; Ding, T.; Xiao, J. Environmental and economic assessment on 3D printed buildings with recycled concrete. J. Clean. Prod. 2021, 278, 123884. [Google Scholar] [CrossRef]
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2018, 12, 382–400. [Google Scholar] [CrossRef]
- Ma, J.; Wang, D.; Zhao, S.; Duan, P.; Yang, S. Influence of particle morphology of ground fly ash on the fluidity and strength of cement paste. Materials 2021, 14, 283. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Wang, D.; Chen, H. The role of fly ash microsphere in the microstructure and macroscopic properties of high-strength concrete. Cem. Concr. Compos. 2017, 83, 125–137. [Google Scholar] [CrossRef]
- Puthipad, N.; Ouchi, M.; Rath, S.; Attachaiyawuth, A. Enhancement in self-compactability and stability in volume of entrained air in self-compacting concrete with high volume fly ash. Constr. Build. Mater. 2016, 128, 349–360. [Google Scholar] [CrossRef]
- Marchon, D.; Kawashima, S.; Bessaies-Bey, H.; Mantellato, S.; Ng, S. Hydration and rheology control of concrete for digital fabrication: Potential admixtures and cement chemistry. Cem. Concr. Res. 2018, 112, 96–110. [Google Scholar] [CrossRef]
- Zhang, C.; Hou, Z.; Chen, C.; Zhang, Y.; Mechtcherine, V.; Sun, Z. Design of 3D printable concrete based on the relationship between flowability of cement paste and optimum aggregate content. Cem. Concr. Compos. 2019, 104, 103406. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani-Aghabaglou, A. Assessment of materials, design parameters and some properties of 3D printing concrete mixtures; a state-of-the-art review. Constr. Build. Mater. 2022, 316, 125865. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, Z.; Zhu, Y.; Zhang, J.; Ren, Q.; Huang, T. Effects of redispersible polymer powders on the structural build-up of 3D printing cement paste with and without hydroxypropyl methylcellulose. Constr. Build. Mater. 2021, 267, 120551. [Google Scholar] [CrossRef]
- Yao, H.; Xie, Z.; Li, Z.; Huang, C.; Yuan, Q.; Zheng, X. The relationship between the rheological behavior and interlayer bonding properties of 3D printing cementitious materials with the addition of attapulgite. Constr. Build. Mater. 2022, 316, 125809. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.L.; Nerella, V.N.; Fataei, S.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials–Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani, A. Mechanical properties, durability performance and 2024). How does rheological behaviour affect the interlayer adhesion-bonding strength of 3DPC mixtures: A state-of-the-art review. Struct. Concr. Adhes. Sci. Technol. 2023, 38, 1353–1377. [Google Scholar] [CrossRef]
- Şahin, H.; Mardani, A. Effect of cement C3A content on some fresh state properties and compressive strength of 3D printing concrete mixtures. J. Uludag Univ. Fac. Eng. 2022, 27, 831–846. [Google Scholar] [CrossRef]
- Zhang, D.W.; Wang, D.M.; Lin, X.Q.; Zhang, T. The study of the structure rebuilding and yield stress of 3D printing geopolymer pastes. Constr. Build. Mater. 2018, 184, 575–580. [Google Scholar] [CrossRef]
- Yuan, Q.; Zhou, D.; Huang, H.; Peng, J.; Yao, H. Structural build-up, hydration and strength development of cement-based materials with accelerators. Constr. Build. Mater. 2020, 259, 119775. [Google Scholar] [CrossRef]
- Zhi, P.; Wu, Y.C.; Yang, Q.; Kong, X.; Xiao, J. Effect of spiral blade geometry on 3D-printed concrete rheological properties and extrudability using discrete event modeling. Autom. Constr. 2022, 137, 104199. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Characterizing extrudability for 3D concrete printing using discrete element simulations. In Second RILEM International Conference on Concrete and Digital Fabrication: Digital Concrete; Springer International Publishing: Cham, Switzerland, 2020; Volume 2, pp. 290–300. [Google Scholar]
- Chen, Y.; Chaves Figueiredo, S.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3D concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Z.; Chaves Figueiredo, S.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and calcined clay-based sustainable cementitious materials for 3D concrete printing: A fundamental study of extrudability and early-age strength development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, C.; Liu, H.; Zhang, Z.; He, C.; Liu, S.; Bai, G. Study on the rheology and buildability of 3D printed concrete with recycled coarse aggregates. J. Build. Eng. 2021, 42, 103030. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J.G. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, J.H. Matric suction and its effect on the shape stability of 3D printed concrete. Cem. Concr. Res. 2022, 159, 106864. [Google Scholar] [CrossRef]
- Kazemian, A.; Yuan, X.; Meier, R.; Cochran, E.; Khoshnevis, B. Construction-scale 3D printing: Shape stability of fresh printing concrete. In International Manufacturing Science and Engineering Conference. Am. Soc. Mech. Eng. 2017, 50732, V002T01A011. [Google Scholar]
- Nodehi, M.; Aguayo, F.; Nodehi, S.E.; Gholampour, A.; Ozbakkaloglu, T.; Gencel, O. Durability properties of 3D printed concrete (3DPC). Autom. Onstruction 2022, 142, 104479. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2020, 109, 102986. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Yang, L.; Sepasgozar, S.M.; Shirowzhan, S.; Kashani, A.; Edwards, D. Nozzle criteria for enhancing extrudability, buildability and interlayer bonding in 3D printing concrete. Autom. Constr. 2023, 146, 104671. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of deposition velocity in the presence/absence of E6-glass fibre on extrusion-based 3D printed mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- EN1097-6; Tests for Mechanical and Physical Properties of Aggregates. Part 6: Determination of Particle Density and Water Absorption. European Standard: London, UK, 2000.
- Sukontasukkul, P.; Panklum, K.; Maho, B.; Banthia, N.; Jongvivatsakul, P.; Imjai, T.; Chindaprasirt, P. Effect of synthetic microfiber and viscosity modifier agent on layer deformation, viscosity, and open time of cement mortar for 3D printing application. Constr. Build. Mater. 2022, 319, 126111. [Google Scholar] [CrossRef]
- Chen, M.; Li, L.; Zheng, Y.; Zhao, P.; Lu, L.; Cheng, X. Rheological and mechanical properties of admixtures modified 3D printing sulphoaluminate cementitious materials. Constr. Build. Mater. 2018, 189, 601–611. [Google Scholar] [CrossRef]
- Şahin, H.; Mardanı Aghabaglou, A.L.İ. Sustainable 3D printing concrete mixtures, literature review. J. Mod. Technol. Eng. 2022, 7, 20–29. [Google Scholar]
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Effectiveness of the rheometric methods to evaluate the build-up of cementitious mortars used for 3D printing. Constr. Build. Mater. 2020, 257, 119551. [Google Scholar] [CrossRef]
- Cicione, A.; Kruger, J.; Walls, R.S.; Van Zijl, G. An experimental study of the behavior of 3D printed concrete at elevated temperatures. Fire Saf. J. 2021, 120, 103075. [Google Scholar] [CrossRef]
- Yalçınkaya, Ç. Influence of Hydroxypropyl Methylcellulose Dosage on the Mechanical Properties of 3D Printable Mortars with and without Fiber Reinforcement. Buildings 2022, 12, 360. [Google Scholar] [CrossRef]
- Şahin, H.G.; Mardani, A.; Beytekin, H.E. Effect of Silica Fume Utilization on Structural Build-Up, Mechanical and Dimensional Stability Performance of Fiber-Reinforced 3D Printable Concrete. Polymers 2024, 16, 556. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A. Investigation of Cement-Superplasticizer Admixture Compatibility. Ph.D. Thesis, Ege University, Izmir, Turkey, 2016. [Google Scholar]
- Rahul, A.V.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Suntharalingam, T.; Nagaratnam, B.; Poologanathan, K.; Hackney, P.; Ramli, J. Effect of Polypropylene Fibreson the Mechanical Properties of Extrudable Cementitious Material. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 516–526. [Google Scholar]
- Wang, W.; Konstantinidis, N.; Austin, S.A.; Buswell, R.A.; Cavalaro, S.; Cecinia, D. Flexural Behaviour of AR-Glass Textile Reinforced 3D Printed Concrete Beams. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 728–737. [Google Scholar]
- Rahul, A.V.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Xu, J.; Ding, L.; Cai, L.; Zhang, L.; Luo, H.; Qin, W. Volume-forming 3D concrete printing using a variable-size square nozzle. Autom. Constr. 2019, 104, 95–106. [Google Scholar] [CrossRef]
- Khalil, N.; Aouad, G.; El Cheikh, K.; Rémond, S. Use of calcium sulfoaluminate cements for setting control of 3D-printing mortars. Constr. Build. Mater. 2017, 157, 382–391. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Tao, Y.; Lesage, K.; Van Tittelboom, K.; Yuan, Y.; De Schutter, G. Effect of Limestone Powder Substitutionon Fresh and Hardened Properties of 3D Printable Mortar. In Proceedings of the Second RILEM International Conference on Concrete and Digital Fabrication, Eindhoven, The Netherlands, 6–9 July 2020; Springer: Cham, Switzerland, 2020; pp. 135–143. [Google Scholar]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.V.; Santhanam, M.; Gettu, R.; Panda, B.; Mechtcherine, V. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Luhar, S.; Suntharalingam, T.; Navaratnam, S.; Luhar, I.; Thamboo, J.; Poologanathan, K.; Gatheeshgar, P. Sustainable and renewable bio-based natural fibres and its application for 3D printed concrete: A review. Sustainability 2020, 12, 10485. [Google Scholar] [CrossRef]
- Antoni, A.; Adi, N.; Kurniawan, M.E.; Agraputra, A.; Teopilus, D.; Pudjisuryadi, P.; Chandra, J.; Hardjito, D. The influence of viscosity-modifying agent and calcium carbonate on 3D printing mortar characteristics. IOP Conf. Ser. Earth Environ. Sci. 2023, 1195, 012021. [Google Scholar] [CrossRef]
- Biricik, Ö.; Şahin, H.G.; Mardani, A. Effect of metakaolin utilization ratio and loop method-pre-shearing process variation on rheological properties of cementitious systems having different C3A content. Cem. Concr. Compos. 2023, 136, 104897. [Google Scholar] [CrossRef]
- Kobya, V.; Kaya, Y.; Mardani-Aghabaglou, A. Effect of amine and glycol-based grinding aids utilization rate on grinding efficiency and rheological properties of cementitious systems. J. Build. Eng. 2022, 47, 103917. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Yüksel, C.; Hosseinnezhad, H.; Ramyar, K. Performance of steel micro fiber reinforced mortar mixtures containing plain, binary and ternary cementitious systems. J. Green Build. 2016, 11, 109–130. [Google Scholar] [CrossRef]
- Özen, S.; Altun, M.G.; Mardani-Aghabaglou, A.; Ramyar, K. Multi-effect of superplasticisers main and side-chain length on cementitious systems with fly ash. Mag. Concr. Res. 2022, 74, 727–739. [Google Scholar] [CrossRef]
- Alghamdi, H.; Nair, S.A.; Neithalath, N. Insights into material design, extrusion rheology, and properties of 3D-printable alkali-activated fly ash-based binders. Mater. Des. 2019, 167, 107634. [Google Scholar] [CrossRef]
- Laskar, A.I.; Talukdar, S. Rheological behavior of high performance concrete with min- eral admixtures and their blending. Constr. Build. Mater. 2008, 22, 2345–2354. [Google Scholar] [CrossRef]
- Zaid, O.; El Ouni, M.H. Advancements in 3D printing of cementitious materials: A review of mineral additives, properties, and systematic developments. Constr. Build. Mater. 2024, 427, 136254. [Google Scholar] [CrossRef]
- Robayo-Salazar, R.; de Gutiérrez, R.M.; Villaquirán-Caicedo, M.A.; Arjona, S.D. 3D printing with cementitious materials: Challenges and opportunities for the construction sector. Autom. Constr. 2023, 146, 104693. [Google Scholar] [CrossRef]
- Kaliyavaradhan, S.K.; Ambily, P.S.; Prem, P.R.; Ghodke, S.B. Test methods for 3D printable concrete. Autom. Constr. 2022, 142, 104529. [Google Scholar] [CrossRef]
- Bendapudi, S.C.K.; Saha, P. Contribution of fly ash to the properties of mortar and concrete. Int. J. Earth Sci. Eng. 2011, 4, 1017–1023. [Google Scholar]
- Yazici, Ş.; Arel H, Ş. Effects of fly ash fineness on the mechanical properties of concrete. Sadhana 2012, 37, 389–403. [Google Scholar] [CrossRef]
- De Maeijer, P.K.; Craeye, B.; Snellings, R.; Kazemi-Kamyab, H.; Loots, M.; Janssens, K.; Nuyts, G. Effect of ultra-fine fly ash on concrete performance and durability. Constr. Build. Mater. 2020, 263, 120493. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on microstructure of blended cement paste. Constr. Build. Mater. 2007, 21, 1534–1541. [Google Scholar] [CrossRef]
- Han, F.; Wang, Q.; Feng, J. The differences among the roles of ground fly ash in the paste, mortar and concrete. Constr. Build. Mater. 2015, 93, 172–179. [Google Scholar]
- Ferdosian, I.; Camões, A.; Ribeiro, M. High-volume fly ash paste for developing ultra-high performance concrete (UHPC). Ciência Tecnol. Mater. 2017, 29, e157–e161. [Google Scholar] [CrossRef]
- Yüksel, C.; Mardani-Aghabaglou, A.; Beglarigale, A.; Yazıcı, H.; Ramyar, K.; Andiç-Çakır, Ö. Influence of water/powder ratio and powder type on alkali–silica reactivity and transport properties of self-consolidating concrete. Mater. Struct. 2016, 49, 289–299. [Google Scholar] [CrossRef]
- Sezer, A.; Boz, A.; Tanrinian, N. An investigation into strength and permittivity of compacted sand-clay mixtures by partial replacement of water with lignosulfonate. Acta Phys. Pol. A 2016, 130, 23–27. [Google Scholar] [CrossRef]
- Yang, H.; Che, Y. Recycling of aggregate micro fines as a partial replacement for fly ash in 3D printing cementitious materials. Constr. Build. Mater. 2022, 321, 126372. [Google Scholar] [CrossRef]
- Taqa, A.A.; Mohsen, M.O.; Aburumman, M.O.; Naji, K.; Taha, R.; Senouci, A. Nano-Fly Ash and Clay for 3D-Printing Concrete Buildings: A Fundamental Study of Rheological, Mechanical and Microstructural Properties. J. Build. Eng. 2024, 92, 109718. [Google Scholar] [CrossRef]
- Ibrahim, K.A.; van Zijl, G.P.; Babafemi, A.J. Comparative studies of LC3-and fly ash-based blended binders in fibre-reinforced printed concrete (FRPC): Rheological and quasi-static mechanical characteristics. J. Build. Eng. 2023, 80, 108016. [Google Scholar] [CrossRef]
- Ibrahim, A.M.; Kumar, N.S. 3D printed concrete using Portland pozzolana cement-fly ash based. E3S Web Conf. 2024, 529, 01019. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides (%) | Cement | Fly Ash | |
|---|---|---|---|
| SiO2 | 18 | 58.79 | |
| Al2O3 | 4.75 | 22.51 | |
| Fe2O3 | 3.58 | 7.89 | |
| CaO | 63 | 3.7 | |
| MgO | 1.4 | 2.18 | |
| Na2O + 0.658 K2O | 0.7 | 1.93 | |
| SO3 | 3.11 | 0.29 | |
| Spesific gravity | 3.06 | 2.35 | |
| Spesific surface area (cm2/g) | 3441 | 4000 | |
| Compressive Strength (MPa) | 7-Day | 42.8 | - |
| 28-Day | 51.8 | - | |
| Pozzolanic activity index (%) | 28-Day | - | 77.7 |
| 90-Day | - | 92.5 | |
| Setting Time (min) | Initial | 170 | - |
| Final | 240 | - | |
| Admixture Type | Density (g/cm3) | Solid Content (%) | pH | Chloride Content (%) | Alkaline Content, Na2O (%) |
|---|---|---|---|---|---|
| VMA | 1.010 | - | 9–11 | <0.1 | <1 |
| WRA | 1.060 | 32 | 2–5 | <0.1 | <10 |
| Mixture No. | Cement (kg/m3) | Fly Ash (kg/m3) | Aggregate | WRA (kg/m3) | VMA (kg/m3) | w/b | s/b | Print Quality | SS (%) | ||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Dmax (mm) | Content (kg/m3) | Extrudability | Buildability | ||||||||
| 1 | 500 | 250 | 2 | 1211 | 3 | 3 | 0.32 | 1.61 | X | X | X |
| 2 | 500 | 250 | 2 | 1191.7 | 3 | 3 | 0.33 | 1.59 | X | X | X |
| 3 | 500 | 250 | 2 | 1172.4 | 3 | 3 | 0.34 | 1.56 | X | X | X |
| 4 | 500 | 250 | 2 | 1153 | 3 | 3 | 0.35 | 1.54 | X | X | X |
| 5 | 500 | 250 | 2 | 1153.6 | 3 | 2.8 | 0.35 | 1.54 | X | X | X |
| 6 | 500 | 250 | 2 | 1154.3 | 3 | 2.5 | 0.35 | 1.54 | X | X | X |
| 7 | 500 | 250 | 2 | 1155.6 | 3 | 2 | 0.35 | 1.54 | X | X | X |
| 8 | 500 | 250 | 2 | 1156.9 | 3 | 1.5 | 0.35 | 1.54 | X | X | X |
| 9 | 500 | 250 | 2 | 1157.4 | 3 | 1.3 | 0.35 | 1.54 | X | X | X |
| 10 | 500 | 250 | 2 | 1157.8 | 3 | 1.13 | 0.35 | 1.54 | X | X | X |
| 11 | 500 | 250 | 2 | 1156.6 | 3.5 | 1.13 | 0.35 | 1.54 | X | X | X |
| 12 | 500 | 250 | 2 | 1155.4 | 4 | 1.13 | 0.35 | 1.54 | X | X | X |
| 13 | 500 | 250 | 2 | 1154.2 | 4.5 | 1.13 | 0.35 | 1.54 | X | X | X |
| 14 | 500 | 250 | 2 | 1153 | 5 | 1.13 | 0.35 | 1.54 | X | X | X |
| 15 | 500 | 250 | 2 | 1151.7 | 5.5 | 1.13 | 0.35 | 1.54 | √ | X | X |
| 16 | 500 | 250 | 2 | 1150.5 | 6 | 1.13 | 0.35 | 1.53 | √ | X | X |
| 17 | 500 | 250 | 2 | 1149.3 | 6.5 | 1.13 | 0.35 | 1.53 | √ | X | X |
| 18 | 500 | 250 | 2 | 1148.1 | 7 | 1.13 | 0.35 | 1.53 | √ | X | X |
| 19 | 500 | 250 | 2 | 1149.8 | 7.5 | - | 0.35 | 1.53 | √ | X | X |
| 20 | 500 | 250 | 2 | 1149.3 | 7.7 | - | 0.35 | 1.53 | √ | X | X |
| 21 | 550 | 250 | 2 | 1062 | 7.7 | - | 0.35 | 1.33 | √ | X | X |
| 22 | 550 | 250 | 2 | 1061.2 | 8 | - | 0.35 | 1.33 | √ | X | X |
| 23 | 550 | 250 | 2 | 1060.7 | 8.2 | - | 0.35 | 1.33 | √ | X | X |
| 24 | 550 | 250 | 2 | 1060 | 8.5 | - | 0.35 | 1.33 | √ | X | X |
| 25 | 450 | 300 | 2 | 1134.6 | 8.5 | - | 0.35 | 1.51 | √ | X | X |
| 26 | 450 | 300 | 2 | 1135.3 | 8.2 | - | 0.35 | 1.51 | √ | X | X |
| 27 | 450 | 300 | 1 | 1135.3 | 8.2 | - | 0.35 | 1.51 | X | X | X |
| 28 | 450 | 300 | 1 | 1134.6 | 8.5 | - | 0.35 | 1.51 | √ | √ | 100 |
| 29 | 450 | 300 | 1 | 1134.1 | 8.7 | - | 0.35 | 1.51 | √ | √ | 97.6 |
| 30 | 450 | 300 | 1 | 1133.4 | 9 | - | 0.35 | 1.51 | √ | √ | 95.2 |
| 31 | 450 | 330 | 1 | 1074.6 | 8.5 | - | 0.35 | 1.38 | √ | √ | 100 |
| 32 | 450 | 350 | 1 | 1034.5 | 8.5 | - | 0.35 | 1.29 | √ | √ | 97.6 |
| Mixture No. | Dynamic Yield Stress (Pa) | VS (Pa·s) | Athix (Pa/s) |
|---|---|---|---|
| 28 | 204.7 | 26.2 | 1.2 |
| 29 | 114.2 | 30 | 0.61 |
| 30 | 160 | 43 | 1.49 |
| 31 | 144.9 | 22.5 | 1.1 |
| 32 | 130 | 30 | 0.95 |
| Method | SS-DYS | SS-VS | SS-Athix |
|---|---|---|---|
| Multiple R | 0.3351 | 0.9523 | 0.2397 |
| R Square | 0.1123 | 0.9068 | 0.0575 |
| Adjusted R Square | −0.1836 | 0.8758 | −0.2567 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Şahin, H.G.; Mardani, A.; Mardani, N. Performance Requirements and Optimum Mix Proportion of High-Volume Fly Ash 3D Printable Concrete. Buildings 2024, 14, 2069. https://doi.org/10.3390/buildings14072069
Şahin HG, Mardani A, Mardani N. Performance Requirements and Optimum Mix Proportion of High-Volume Fly Ash 3D Printable Concrete. Buildings. 2024; 14(7):2069. https://doi.org/10.3390/buildings14072069
Chicago/Turabian StyleŞahin, Hatice Gizem, Ali Mardani, and Naz Mardani. 2024. "Performance Requirements and Optimum Mix Proportion of High-Volume Fly Ash 3D Printable Concrete" Buildings 14, no. 7: 2069. https://doi.org/10.3390/buildings14072069
APA StyleŞahin, H. G., Mardani, A., & Mardani, N. (2024). Performance Requirements and Optimum Mix Proportion of High-Volume Fly Ash 3D Printable Concrete. Buildings, 14(7), 2069. https://doi.org/10.3390/buildings14072069