
Study on Key Parameters and Design Methods for the Density-Mix Proportion of Rubber-Foamed Concrete
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Cementitious Material
2.2. Additional Materials
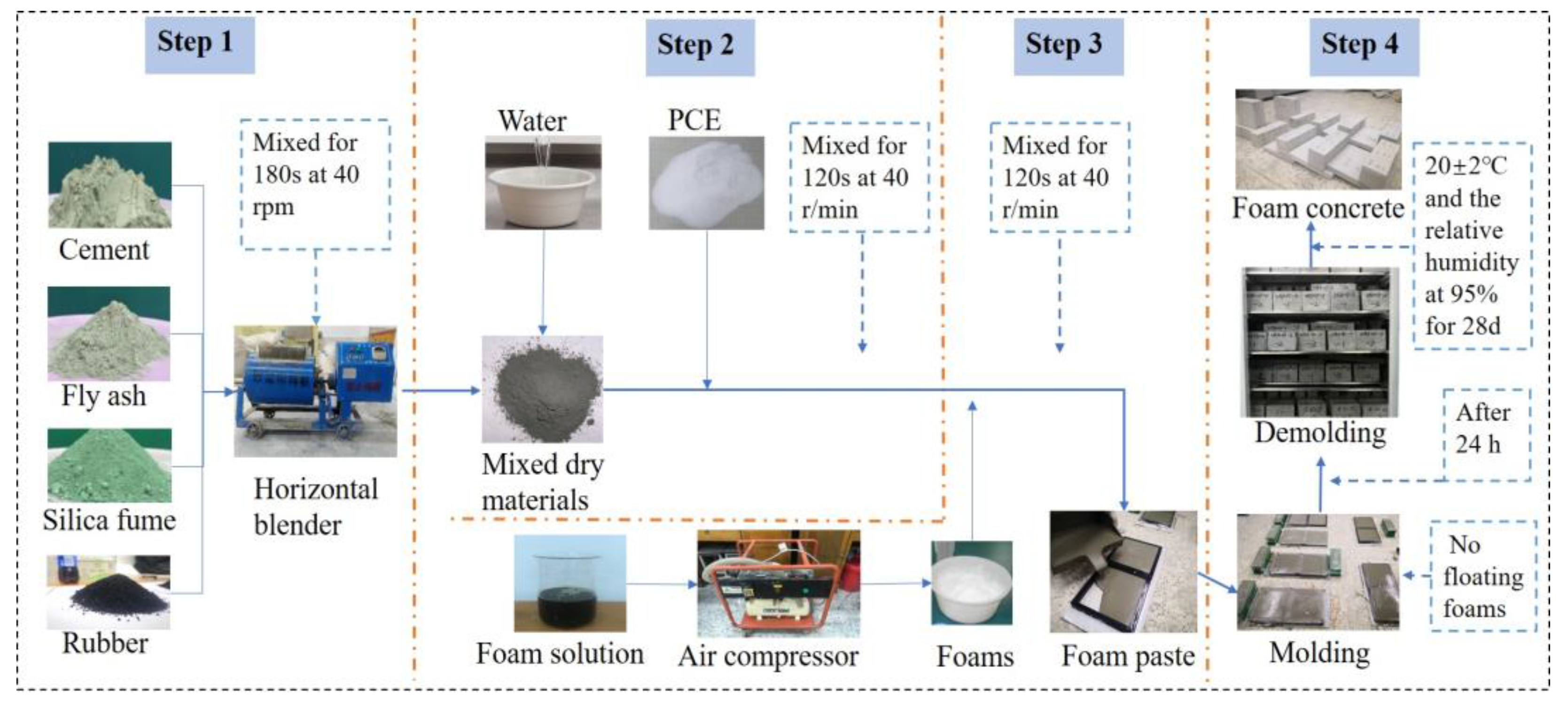
2.3. The Preparation Process of Rubber-Foam Concrete
2.4. Mix Proportion Experiment Design
2.4.1. Volume Test of Cementitious Material Paste
2.4.2. Test on the Effect of the Water-Reducing Agent on the Density of Cement
2.4.3. Foam Surplus Coefficient Test
2.4.4. Dry Material Mass Coefficient Test
2.5. Test Method
2.5.1. The Paste’s Measured Wet Density, Volume, and Fluidity
2.5.2. Stability of Foam and Foam Paste
2.5.3. Test Method for Forming Dry Density of Foam Concrete
2.5.4. Compressive Strength Test of Foam Concrete
3. Results and Discussion
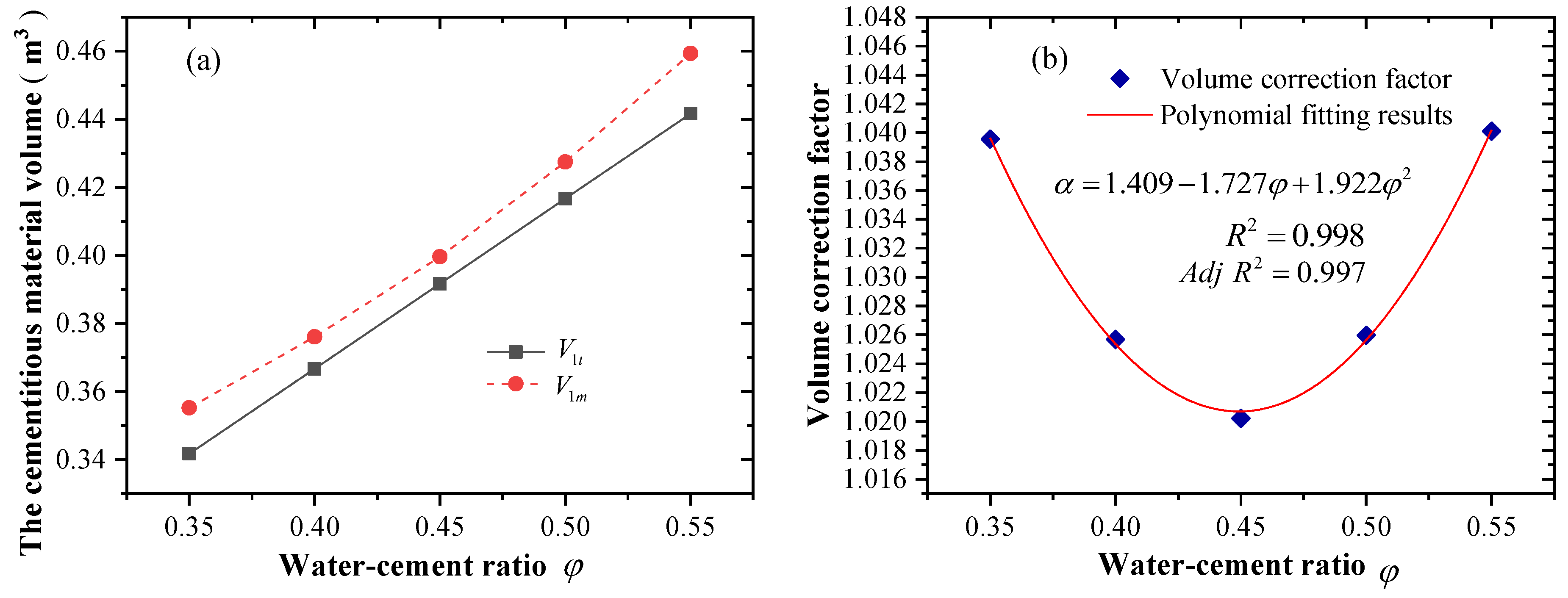
3.1. Volume Correction Coefficient and Size Effect Coefficient
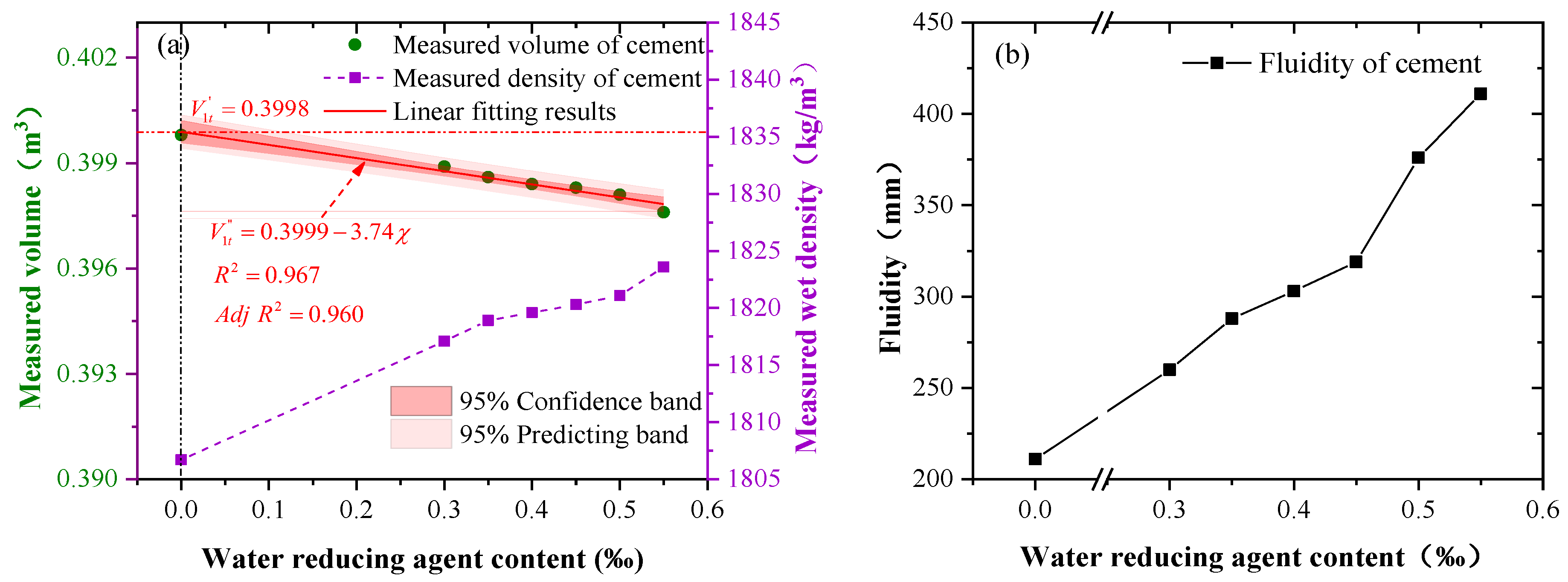
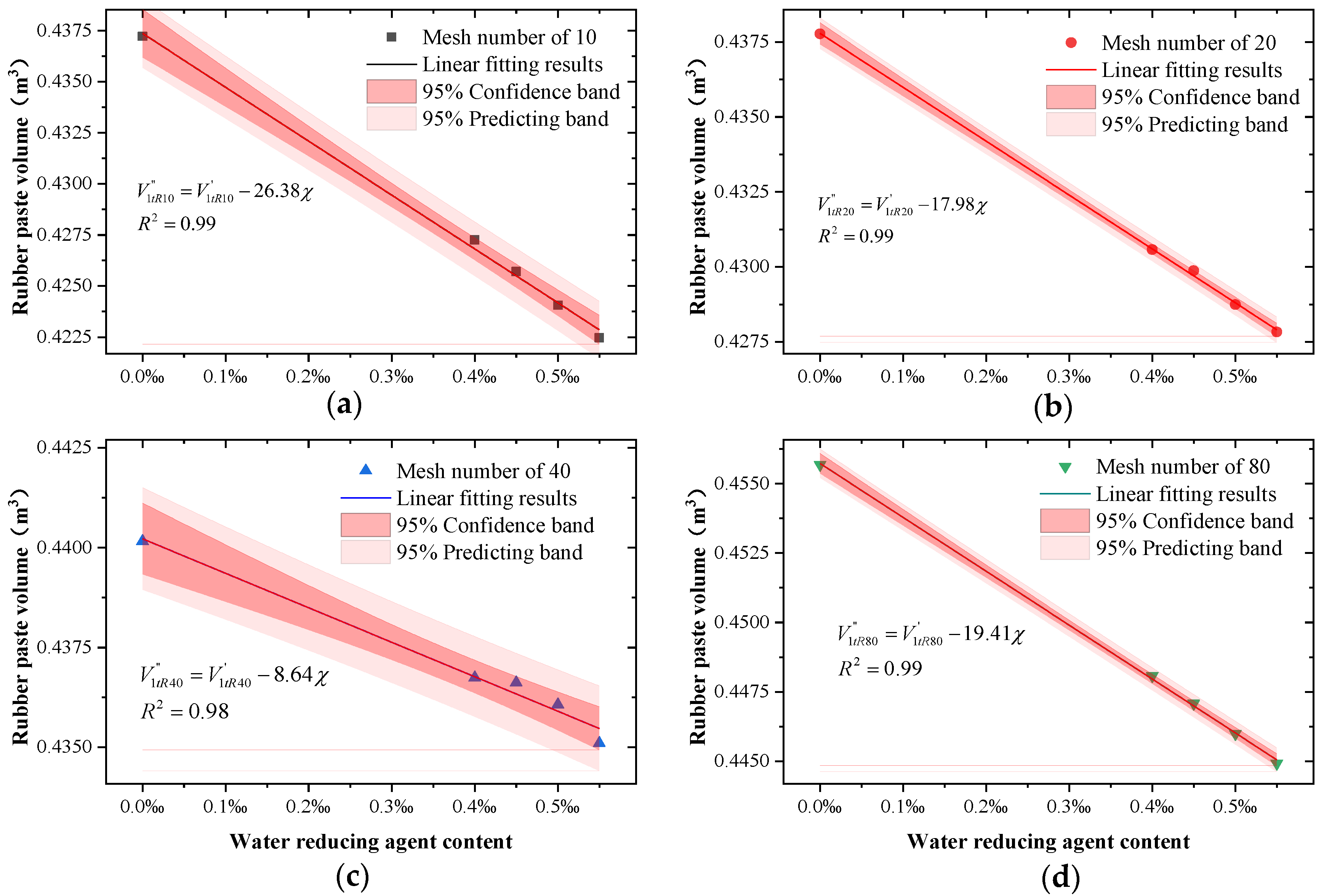
3.2. Effect of Water-Reducing Agent on the Density of Cement
3.3. Foam Surplus Coefficient
3.3.1. Results of the Surplus Coefficient Test
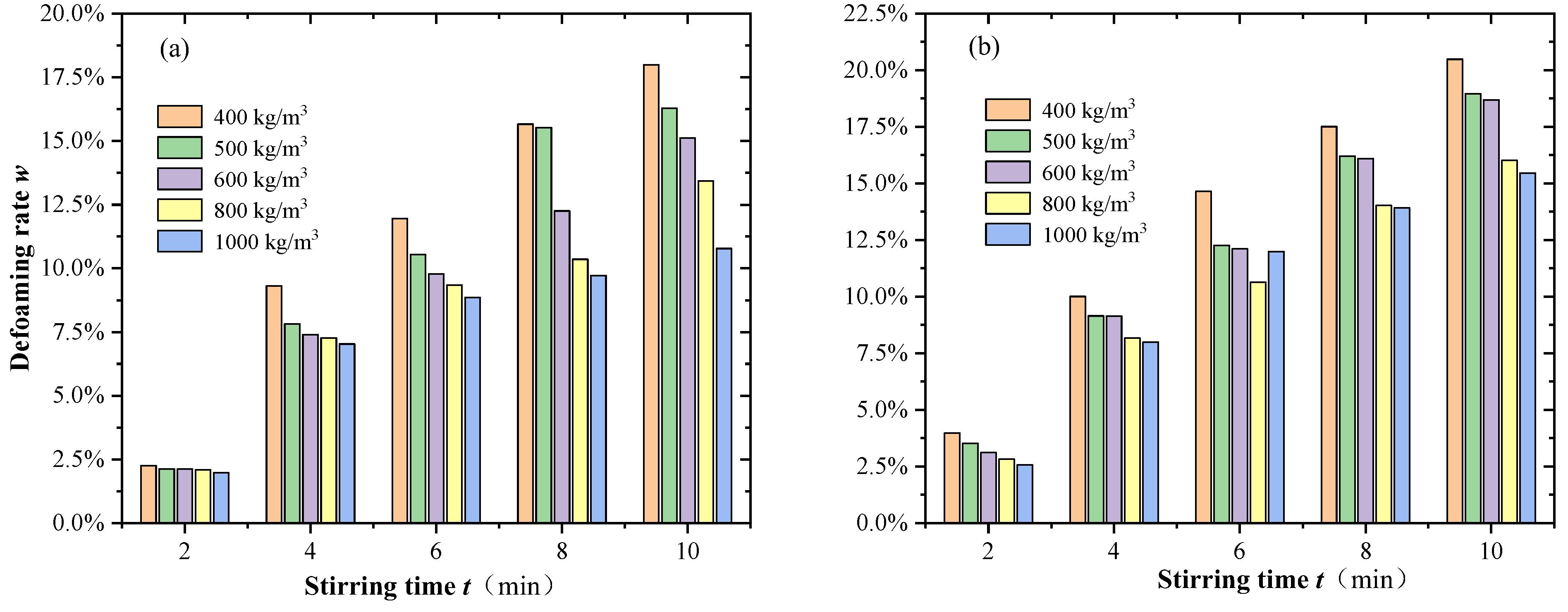
3.3.2. Stirring Defoaming Rate
3.3.3. Measured Wet Density and Theoretical Wet Density of Foam Paste
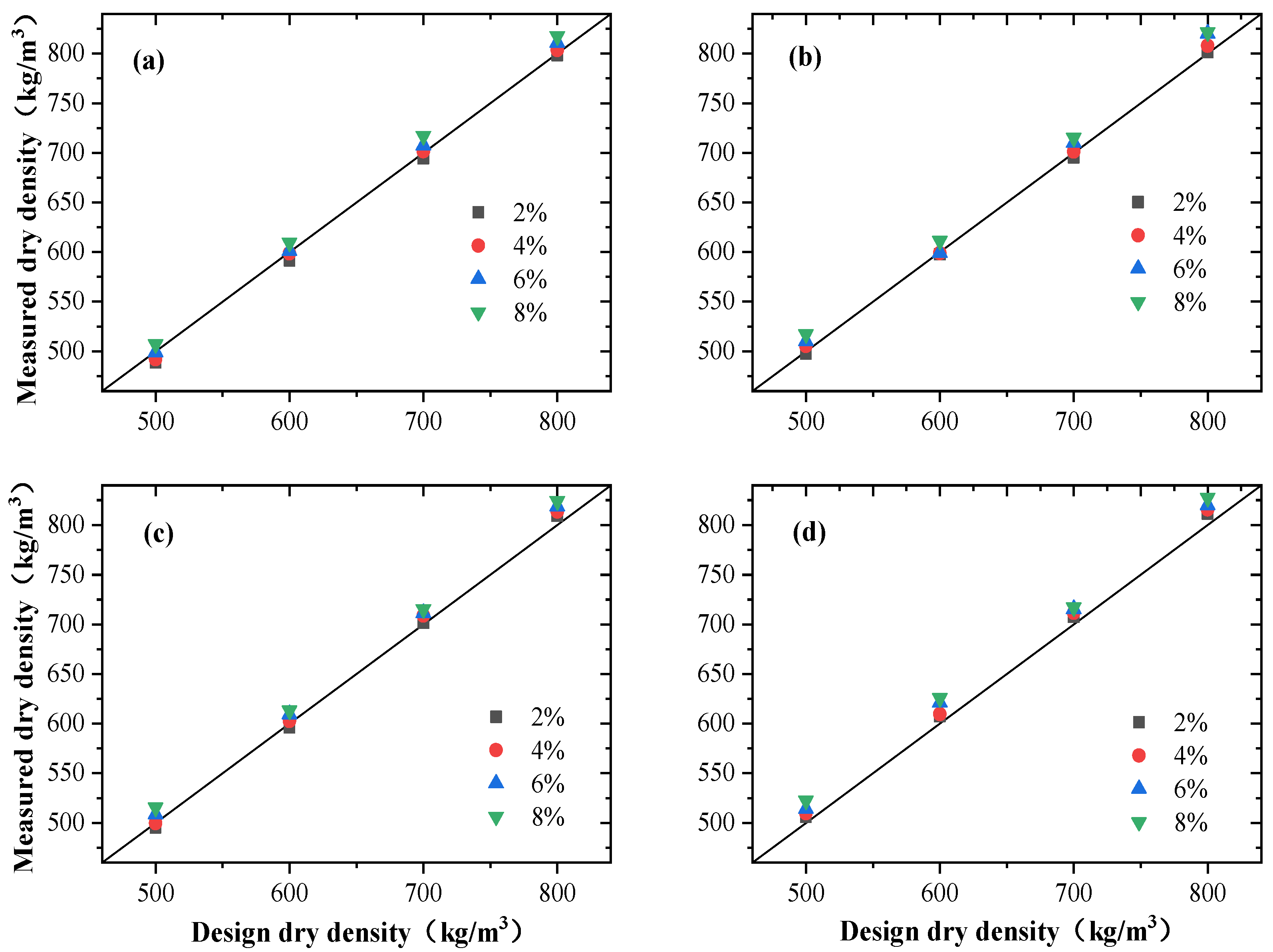
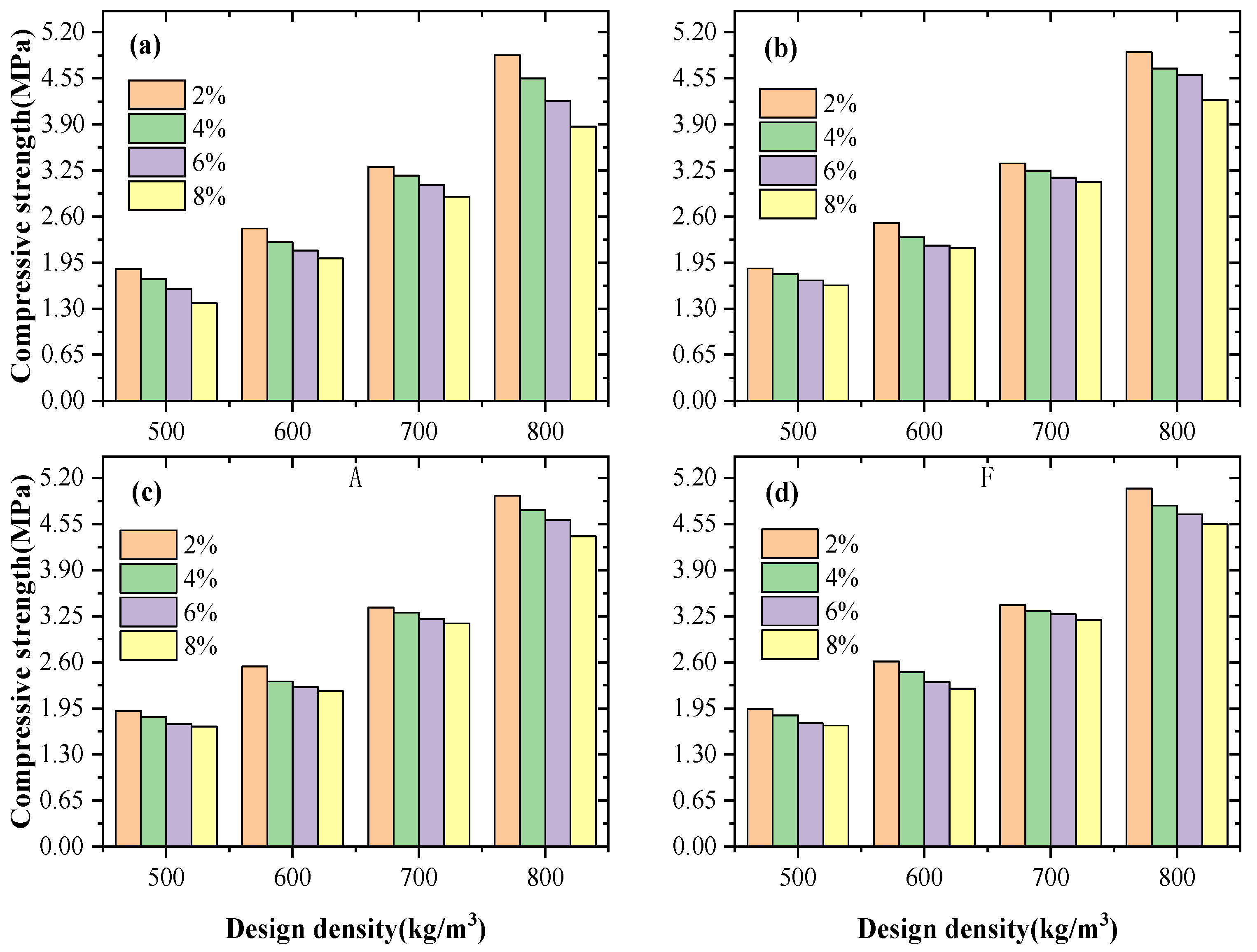
3.4. Mass Coefficient Test Results
4. Conclusions
- (1)
- Inadequate water–cement ratio during the preparation of foamed concrete can result in paste segregation and uneven mixing, leading to inaccuracies in density testing. When the optimal water–cement ratio is maintained at 0.45, there is minimal disparity between theoretical and measured volumes, accompanied by a corresponding volume correction coefficient of 1.027.
- (2)
- The addition of rubber particles significantly impacts the cement-paste volume, with corresponding size effect coefficients of 1.29, 1.32, 1.37, and 1.84 for different sizes of rubber particles. Smaller rubber particle sizes result in more significant size effect coefficients. Moreover, the inclusion of a water-reducing agent exerts a substantial influence on the volume of the cement paste, and it should not be ignored when predicting the volume of the cement paste. According to the size of rubber particles, the effect coefficients for the water-reducing agent are −26.38, −17.98, −8.64, and −19.41, respectively.
- (3)
- Fluidity plays a crucial role in forming foamed concrete. The optimal range of fluidity for the foamed-concrete paste is controlled between 200 and 300 mm, as this ratio promotes enhanced foam distribution and improved overall appearance quality of foamed concrete. When designing foam concrete with varying densities, it is recommended to maintain lower flow values for foam concrete with higher density levels, while higher flow values should be maintained for those with low or even ultra-low-density levels.
- (4)
- Accurate prediction of the cement volume and appropriate foam incorporation are pivotal for achieving the desired design density of foam concrete. Experimental data determined a foam surplus coefficient of 1.1 and a mass coefficient of 1.25, indicating that these parameters are suitable for preparing rubber-foam concrete.
- (5)
- The regression equation proposed in this paper, based on the volume correction coefficient and water-reducing agent, accurately predicts cement paste’s measured volume and wet density. This finding holds significant guiding implications for enhancing the density-mix design of foamed and rubber-foam concrete. By employing a calculation method that fits various test data and an optimization theory for mix proportion parameters of foamed concrete, researchers are facilitated to conduct further investigations into the application of new admixture foam concrete in specialized industries.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| the theoretical volume of the cement paste | |
| ,,,, | mass of the added cement, fly ash, silica fume, water, and rubber |
| ,,,, | density of cement, fly ash, silica fume, water, and rubber |
| water–cement ratio | |
| the theoretical density of the cementitious material paste | |
| theoretical added volume of the foam | |
| foam surplus coefficient | |
| dry material mass coefficient | |
| , | measured wet density of the paste and rubber cement paste |
| measured volume of the paste | |
| the actual volume of foam incorporated | |
| , | fluidity of cement and rubber cement paste |
| foam density | |
| FM, SD, BV, HT, FT | foam multiple, 1 h settling distance, 1 h bleeding rate, semi-extinction time, total extinction time |
| mass of the container | |
| mass when filled with foam | |
| mass of the foam liquid | |
| the volume of the foam barrel in the foam tester | |
| density of the foam solution | |
| the defoaming rate | |
| , | theoretical calculated and measured density of foam cement paste |
| the theoretical calculated density of rubber-foam paste | |
| the equivalent volume of foam in the foam paste | |
| measured volume of foam paste | |
| , | the dry density of foamed and rubber-foamed concrete |
| mass of foamed concrete after drying | |
| the measured volume of foamed concrete | |
| compressive strength | |
| failure load | |
| area of the pressure surface | |
| volume correction factor | |
| , | predicted volume value of the modified cement and rubber cement paste |
| , | the theoretical volume of the cement and rubber cement with reducing agent |
| theoretical calculation volume of rubber particles | |
| fraction of the water-reducing agent | |
| size effect coefficient corresponding to different rubber particle sizes | |
| percentage of rubber particles | |
| effect coefficient of water-reducing agent corresponding to different rubber particle sizes |
References
- Sun, Y.; Gao, P.; Geng, F.; Li, H.; Zhang, L.; Liu, H. Thermal conductivity and mechanical properties of porous concrete materials. Mater. Lett. 2017, 209, 349–352. [Google Scholar] [CrossRef]
- Wei, P.; Yin, G.; Shi, M.; Zhang, W.; Zhang, J.; Hao, W.; Feng, J. Investigation on properties of phase change foamed concrete mixed with lauric acid-hexadecanol/fumed silica shape-stabilized composite phase change material. Constr. Build. Mater. 2023, 394, 132274. [Google Scholar] [CrossRef]
- Xi, H.; Yao, Y.; Sun, Y.; Mobasher, B.; Liu, Y.; Ma, H. Compressive and thermal properties of foamed concrete at high temperature. J. Sustain. Cem. Based Mater. 2022, 11, 353–369. [Google Scholar] [CrossRef]
- Huang, J.; Su, Q.; Zhao, W.; Li, T.; Zhang, X. Experimental study on use of lightweight foam concrete as subgrade bed filler of ballastless track. Constr. Build. Mater. 2017, 149, 911–920. [Google Scholar] [CrossRef]
- Shi, X.; Huang, J.; Su, Q. Experimental and numerical analyses of lightweight foamed concrete as filler for widening embankment. Constr. Build. Mater. 2020, 250, 118897. [Google Scholar] [CrossRef]
- Feng, S.; Zhou, Y.; Wang, Y.; Lei, M. Experimental research on the dynamic mechanical properties and damage characteristics of lightweight foamed concrete under impact loading. Int. J. Impact Eng. 2020, 140, 103558. [Google Scholar] [CrossRef]
- Ma, K.; Ren, F.; Huang, H.; Yang, X.; Zhang, F. Experimental investigation on the dynamic mechanical properties and energy absorption mechanism of foam concrete. Constr. Build. Mater. 2022, 342, 127927. [Google Scholar] [CrossRef]
- Shi, S.; Kong, X.; Fang, Q. A plastic-damage material model for foam concrete under blast loads. Int. J. Impact Eng. 2023, 177, 104596. [Google Scholar] [CrossRef]
- Zhou, H.; Fan, J.; Wang, X.; Ma, G.; Yu, S.; Wang, Y. Protection performance of sacrificial cladding with foam concrete filled aluminum tubes under blast loading. Int. J. Impact Eng. 2023, 179, 104633. [Google Scholar] [CrossRef]
- Majeed, S.S.; Othuman Mydin, M.A.; Bahrami, A.; Dulaimi, A.; Özkılıç, Y.O.; Omar, R.; Jagadesh, P. Development of ultra-lightweight foamed concrete modified with silicon dioxide (SiO2) nanoparticles: Appraisal of transport, mechanical, thermal, and microstructural properties. J. Mater. Res. Technol. 2024, 30, 3308–3327. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, D.; Yin, R.; Li, Q.; Wu, X.; Zeng, X.; Qiao, W.; Xu, J. Optimal Mix Design and Mechanical Properties of Rapid-Hardening Foam Concrete. Adv. Civ. Eng. 2024, 2024, 6232941. [Google Scholar] [CrossRef]
- Othman, R.; Jaya, R.P.; Muthusamy, K.; Sulaiman, M.; Duraisamy, Y.; Abdullah, M.M.A.B.; Przybył, A.; Sochacki, W.; Skrzypczak, T.; Vizureanu, P.; et al. Relation between Density and Compressive Strength of Foamed Concrete. Materials 2021, 14, 2967. [Google Scholar] [CrossRef] [PubMed]
- Savenkov, A.; Zaenec, E.; Ketner, A. Strength of cellular concrete as a function of density under axial uniaxial compression. IOP Conf. Ser. Earth Environ. Sci. 2021, 751, 12067. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, J.; Liu, Z.; Ma, C.; Song, Z.; Cui, F.; Wu, J.; Song, X. Strength characteristics of foamed concrete under coupling effect of constant compressive loading and freeze-thaw cycles. Constr. Build. Mater. 2024, 411, 134565. [Google Scholar] [CrossRef]
- Li, C.; Li, X.; Guan, D.; Li, S.; Lv, W.; Cong, Z.; Soloveva, V.Y.; Dalerjon, H.; Qin, P.; Liu, X. Study on Influence Factors of Compressive Strength of Low Density Backfill Foamed Concrete Used in Natural Gas Pipeline Tunnel. Sustainability 2022, 14, 8333. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Bui, H.H.; Ngo, T.D.; Nguyen, G.D. Experimental and numerical investigation of influence of air-voids on the compressive behaviour of foamed concrete. Mater. Des. 2017, 130, 103–119. [Google Scholar] [CrossRef]
- Ramamurthy, K.; Kunhanandan Nambiar, E.K.; Indu Siva Ranjani, G. A classification of studies on properties of foam concrete. Cem. Concr. Compos. 2009, 31, 388–396. [Google Scholar] [CrossRef]
- Othuman Mydin, M.A.; Jagadesh, P.; Bahrami, A.; Dulaimi, A.; Özkılıç, Y.O.; Al Bakri Abdullah, M.M.; Jaya, R.P. Use of calcium carbonate nanoparticles in production of nano-engineered foamed concrete. J. Mater. Res. Technol. 2023, 26, 4405–4422. [Google Scholar] [CrossRef]
- Guo, S.; Wang, W.; Jia, Z.; Qi, X.; Zhu, H.; Liu, X. Nanoparticle-stabilized foam with controllable structure for enhanced foamed concrete. Constr. Build. Mater. 2023, 362, 129723. [Google Scholar] [CrossRef]
- Hao, Y.; Yang, G.; Liang, K. Development of fly ash and slag based high-strength alkali-activated foam concrete. Cem. Concr. Compos. 2022, 128, 104447. [Google Scholar] [CrossRef]
- Wei, X.; Wang, H.; Xie, Y.; Du, Y. An experimental investigation on the effect of carboxymethyl cellulose on morphological characteristics of dust-suppression foam and its mechanism exploration. Process Saf. Environ. 2020, 135, 126–134. [Google Scholar] [CrossRef]
- Gökçe, H.S.; Hatungimana, D.; Ramyar, K. Effect of fly ash and silica fume on hardened properties of foam concrete. Constr. Build. Mater. 2019, 194, 1–11. [Google Scholar] [CrossRef]
- Jose, S.K.; Soman, M.; Evangeline, Y.S. Influence of mixture composition on the properties of foamed concrete. Mater. Today Proc. 2021, 42, 399–404. [Google Scholar] [CrossRef]
- Kilincarslan, Ş.; Davraz, M.; Akça, M. The effect of pumice as aggregate on the mechanical and thermal properties of foam concrete. Arab. J. Geosci. 2018, 11, 289. [Google Scholar] [CrossRef]
- Mydin, M.A.O.; Hamah Sor, N.; Althoey, F.; Özkılıç, Y.O.; Abdullah, M.M.A.B.; Isleem, H.F.; Deifalla, A.F.; Tawfik, T.A. Performance of lightweight foamed concrete partially replacing cement with industrial and agricultural wastes: Microstructure characteristics, thermal conductivity, and hardened properties. Ain Shams Eng. J. 2023, 14, 102546. [Google Scholar] [CrossRef]
- Sepulcre Aguilar, A.; Pinilla Melo, J.; Hernández Olivares, F. Microstructural analysis of aerated cement pastes with fly ash, Metakaolin and Sepiolite additions. Constr. Build. Mater. 2013, 47, 282–292. [Google Scholar] [CrossRef]
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. Experimental investigation on the compressive strength of foamed concrete: Effect of curing conditions, cement type, foaming agent and dry density. Constr. Build. Mater. 2018, 165, 735–749. [Google Scholar] [CrossRef]
- Ji, Y.; Sun, Q. The Stabilizing Effect of Carboxymethyl Cellulose on Foamed Concrete. Int. J. Mol. Sci. 2022, 23, 15473. [Google Scholar] [CrossRef]
- Liu, C.; Wang, X.; Chen, Y.; Zhang, C.; Ma, L.; Deng, Z.; Chen, C.; Zhang, Y.; Pan, J.; Banthia, N. Influence of hydroxypropyl methylcellulose and silica fume on stability, rheological properties, and printability of 3D printing foam concrete. Cem. Concr. Compos. 2021, 122, 104158. [Google Scholar] [CrossRef]
- Azree Othuman Mydin, M.; Hamah Sor, N.; Bahrami, A.; Dulaimi, A.; Onuralp Özkılıç, Y.; Althoey, F.; Jagadesh, P.; Isleem, H.F.; Tawfik, T.A. Residual durability, mechanical, and microstructural properties of foamed concrete subjected to various elevated temperatures. Eng. Sci. Technol. Int. J. 2024, 55, 101725. [Google Scholar] [CrossRef]
- Ding, Q.; Zhang, Y.; Zhang, G.; Li, Y.; Gong, J.; Zhou, C.; Qian, H. Study of the Effect of Surface-Modified Rubber Particles on the Properties of UHPC Containing Polyoxymethylene Fibers. J. Mater. Civ. Eng. 2023, 35, 4023328. [Google Scholar] [CrossRef]
- Liu, B.; Yang, S.; Li, W.; Zhang, M. Damping dissipation properties of rubberized concrete and its application in anti-collision of bridge piers. Constr. Build. Mater. 2020, 236, 117286. [Google Scholar] [CrossRef]
- Eltayeb, E.; Ma, X.; Zhuge, Y.; Youssf, O.; Mills, J.E. Influence of rubber particles on the properties of foam concrete. J. Build. Eng. 2020, 30, 101217. [Google Scholar] [CrossRef]
- Ji, Y.; Sun, Q. Experimental and numerical investigation of recycled rubber foam concrete. Alex. Eng. J. 2023, 76, 573–594. [Google Scholar] [CrossRef]
- Yildizel, S.A.; Özkılıç, Y.O.; Yavuz, A. Optimization of waste tyre steel fiber and rubber added foam concretes using Taguchi method and artificial neural networks. Structures 2024, 61, 106098. [Google Scholar] [CrossRef]
- Wang, R.; Gao, P.; Tian, M.; Dai, Y. Experimental study on mechanical and waterproof performance of lightweight foamed concrete mixed with crumb rubber. Constr. Build. Mater. 2019, 209, 655–664. [Google Scholar] [CrossRef]
- Ma, Z.; Ma, C.; Du, C.; Zhang, S.; Zhang, H.; Zhang, X.; Zhang, X.; Wang, J.; Tian, M.; Wang, Y. Research on dynamic mechanical properties of polypropylene fiber-modified rubber foamed concrete. Constr. Build. Mater. 2023, 404, 133282. [Google Scholar] [CrossRef]
- Ahmadi, S.F.; Reisi, M.; Sajadi, S.M. Comparing properties of foamed concrete and lightweight expanded clay aggregate concrete at the same densities. Case Stud. Constr. Mat. 2023, 19, e02539. [Google Scholar] [CrossRef]
- Van, L.T.; Kim, D.V.; Xuan, H.N.; Tho, V.D.; Bulgakov, B.I.; Alexandrova, O.V. Modelling of the effect of the water-cement ratios on properties foam concrete. J. Physics. Conf. Ser. 2019, 1425, 12189. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, N.; Li, H.; Wu, C. Study on mix proportion design of cement foam concrete. IOP Conf. Ser. Mater. Sci. Eng. 2018, 439, 42053. [Google Scholar] [CrossRef]
- Khanna, A.R.; Satyanarayana, G.V.V.; Raju, Y.K.; Ramanjaneyulu, N.; Nikhare, C.P.; Perveen, A.; Haider, J.; Purohit, R.; Singh, S.K. Experimental investigation on mix design of foam concrete to fix ingredients for various densities. In Proceedings of the International Conference on Materials, Processing & Characterization, Hyderabad, India, 22–24 April 2022; AIP Conference Proceedings. Volume 2754. [Google Scholar]
- Asadzadeh, S.; Khoshbayan, S. Multi-objective optimization of influential factors on production process of foamed concrete using Box-Behnken approach. Constr. Build. Mater. 2018, 170, 101–110. [Google Scholar] [CrossRef]
- Adams, T.; Vollpracht, A.; Haufe, J.; Hildebrand, L.; Brell-Cokcan, S. Ultra-lightweight foamed concrete for an automated facade application. Mag. Concr. Res. 2019, 71, 424–436. [Google Scholar] [CrossRef]
- Li, J.; Yu, Y.; Kim, T.; Hajimohammadi, A. Unveiling the underlying mechanisms of tensile behaviour enhancement in fibre reinforced foam concrete. Constr. Build. Mater. 2023, 398, 132509. [Google Scholar] [CrossRef]
- Shi, M.; Yin, G.; Wei, P.; Zhang, J.; Yang, Z. Mix proportion optimization and early strength development in modified foam concrete: An experimental study. Mater. Res. Express 2023, 10, 65507. [Google Scholar] [CrossRef]
- JC/T 2199-2013; Foaming Agents for Foamed Concrete. Standards Press of China: Beijing, China, 2013.
- JGT266-2011; Foamed Concrete. Standards Press of China: Beijing, China, 2011.
- ASTM C796-2004; Standard Test Method for Foaming Agents for Use in Producing Cellular Concrete Using Preformed Foam. ASTM, Ed. American Standard Testing Method: West Conshohocken, PA, USA, 2004.
- JGT/T 341-2014; Technical Specification for Application of Foamed Concrete. Standards Press of China: Beijing, China, 2014.
- Othuman Mydin, M.A.; Jagadesh, P.; Bahrami, A.; Dulaimi, A.; Onuralp Özkılıç, Y.; Omar, R. Enhanced fresh and hardened properties of foamed concrete modified with nano-silica. Heliyon 2024, 10, e25858. [Google Scholar] [CrossRef]
- Damiani, R.M.; Song, Y.; Lange, D.A. Effect of Waste Rubber Inclusion on the Microstructure and Mechanical Performance of Low-Density Foam Concrete. J. Mater. Civ. Eng. 2024, 36, 04024159. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Cementitious Material (kg/m3) | Water–Cement Ratio | Water (kg/m3) |
|---|---|---|---|---|---|---|
| V-35 | 450 | 25 | 25 | 500 | 0.35 | 175 |
| V-40 | 0.40 | 200 | ||||
| V-45 | 0.45 | 225 | ||||
| V-50 | 0.50 | 250 | ||||
| V-55 | 0.55 | 275 |
| Serial Number | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Cementitious Material (kg/m3) | Water (kg/m3) | Rubber (%) |
|---|---|---|---|---|---|---|
| V-Rxx00 | 450 | 25 | 25 | 500 | 225 | 0 |
| V-Rxx02 | 2% | |||||
| V-Rxx04 | 4% | |||||
| V-Rxx06 | 6% | |||||
| V-Rxx08 | 8% |
| Serial Number | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Cementitious Material (kg/m3) | Water (kg/m3) | Water Reducing Agent (‰) |
|---|---|---|---|---|---|---|
| V-WRA30 | 450 | 25 | 25 | 500 | 225 | 0.30 |
| V-WRA35 | 0.35 | |||||
| V-WRA40 | 0.40 | |||||
| V-WRA45 | 0.45 | |||||
| V-WRA50 | 0.50 | |||||
| V-WRA55 | 0.55 |
| Serial Number | Design Density (kg/m3) | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Cementitious Material (kg/m3) | Water (kg/m3) | Water Reducing Agent (‰) |
|---|---|---|---|---|---|---|---|
| D4k | 400 | 300 | 16.65 | 16.65 | 333.3 | 150 | 0.6 |
| D5k | 500 | 375 | 20.85 | 20.85 | 416.7 | 188 | 0.55 |
| D6k | 600 | 450 | 25.0 | 25.0 | 500.0 | 225 | 0.5 |
| D7k | 800 | 600 | 33.35 | 33.35 | 666.7 | 300 | 0.4 |
| D10k | 1000 | 750 | 41.85 | 41.85 | 833.3 | 375 | 0.3 |
| Serial Number | Design Density (kg/m3) | Water Reducing Agent (‰) | Mass Coefficient | Cement (kg/m3) | Fly Ash (kg/m3) | Silica Fume (kg/m3) | Cementitious Material (kg/m3) | Water (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| D5Sa120 | 500 | 0.55 | 1.20 | 375.0 | 20.8 | 20.8 | 416.7 | 187.5 |
| D5Sa125 | 1.25 | 360.0 | 20.0 | 20.0 | 400.0 | 180.0 | ||
| D5Sa130 | 1.30 | 346.2 | 19.2 | 19.2 | 384.6 | 173.1 | ||
| D6Sa120 | 600 | 0.5 | 1.20 | 450.0 | 25.0 | 25.0 | 500.0 | 225.0 |
| D6Sa125 | 1.25 | 432.0 | 24.0 | 24.0 | 480.0 | 216.0 | ||
| D6Sa130 | 1.30 | 415.4 | 23.1 | 23.1 | 461.5 | 207.7 | ||
| D7Sa120 | 700 | 0.45 | 1.20 | 525.0 | 29.2 | 29.2 | 583.3 | 262.5 |
| D7Sa125 | 1.25 | 504.0 | 28.0 | 28.0 | 560.0 | 252.0 | ||
| D7Sa130 | 1.30 | 484.6 | 26.9 | 26.9 | 538.5 | 242.3 | ||
| D8Sa120 | 800 | 0.4 | 1.20 | 600.0 | 33.3 | 33.3 | 666.7 | 300.0 |
| D8Sa125 | 1.25 | 576.0 | 32.0 | 32.0 | 640.0 | 288.0 | ||
| D8Sa130 | 1.30 | 553.8 | 30.8 | 30.8 | 615.4 | 276.9 |
| Serial Number | (m3) | (kg/m3) | (m3) | (kg/m3) | Error Value (%) | (mm) | |
|---|---|---|---|---|---|---|---|
| V-35 | 0.35 | 0.3417 | 1975.5 | 0.3552 | 1900.3 | 3.81% | 155 |
| V-40 | 0.4 | 0.3667 | 1909.0 | 0.3761 | 1861.2 | 2.50% | 183 |
| V-45 | 0.45 | 0.3917 | 1851.0 | 0.3996 | 1814.3 | 1.98% | 219 |
| V-50 | 0.5 | 0.4167 | 1799.9 | 0.4275 | 1754.4 | 2.53% | 267 |
| V-55 | 0.55 | 0.4417 | 1754.7 | 0.4594 | 1687.0 | 3.86% | 304 |
| (kg/m3) | (mm) | |||||||
|---|---|---|---|---|---|---|---|---|
| Rubber (%) | 10 | 20 | 40 | 80 | 10 | 20 | 40 | 80 |
| 0 | 1817.8 | 1818.9 | 1816.4 | 1816.3 | 213 | 215 | 216 | 216 |
| 2% | 1803.6 | 1801.6 | 1795.2 | 1789.9 | 220 | 221 | 213 | 210 |
| 4% | 1766.2 | 1759.6 | 1755.3 | 1747.6 | 225 | 220 | 209 | 205 |
| 6% | 1753.6 | 1749.4 | 1744.9 | 1718.3 | 233 | 217 | 205 | 202 |
| 8% | 1749.7 | 1747.5 | 1738.0 | 1678.8 | 245 | 220 | 202 | 192 |
| Serial Number | PCE (‰) | (m3) | (kg/m3) | (m3) | (m3) | (kg/m3) | Error Value (%) | (mm) |
|---|---|---|---|---|---|---|---|---|
| V-WRA00 | 0 | 0.3916 | 1851.4 | 0.3998 | 0.3999 | 1813.4 | 0.03% | 211 |
| V-WRA30 | 0.3 | 0.3989 | 1817.5 | 0.25% | 260 | |||
| V-WRA35 | 0.35 | 0.3986 | 1818.9 | 0.33% | 288 | |||
| V-WRA40 | 0.4 | 0.3984 | 1819.6 | 0.38% | 303 | |||
| V-WRA45 | 0.45 | 0.3983 | 1820.3 | 0.40% | 319 | |||
| V-WRA50 | 0.5 | 0.3981 | 1821.1 | 0.45% | 376 | |||
| V-WRA55 | 0.55 | 0.3976 | 1823.6 | 0.58% | 411 |
| (kg/m3) | (m3) | |||||||
|---|---|---|---|---|---|---|---|---|
| PCE (‰) | 10 | 20 | 40 | 80 | 10 | 20 | 40 | 80 |
| 0 | 1749.7 | 1747.5 | 1738 | 1678.8 | 0.43722 | 0.43777 | 0.44016 | 0.45568 |
| 0.4 | 1790.5 | 1776.7 | 1751.6 | 1707.3 | 0.42725 | 0.43057 | 0.43674 | 0.44808 |
| 0.45 | 1797 | 1779.6 | 1752.1 | 1711.1 | 0.42571 | 0.42987 | 0.43662 | 0.44708 |
| 0.5 | 1804 | 1784.3 | 1754.3 | 1715.3 | 0.42406 | 0.42874 | 0.43607 | 0.44599 |
| 0.55 | 1810.8 | 1788.1 | 1758.2 | 1719.4 | 0.42247 | 0.42783 | 0.4351 | 0.44492 |
| Serial Number | Design Density (kg/m3) | (m3) | (m3) | (m3) | (m3) | (kg/m3) | (kg/m3) | Wet Density Error | (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|
| D4k11 | 400 | 0.2611 | 0.2643 | 0.2680 | 1.1 | 0.8052 | 508.3 | 509.2 | 0.18% | 227 |
| D4k12 | 1.2 | 0.8784 | 510.5 | 482.3 | 5.85% | 210 | ||||
| D5k11 | 500 | 0.3269 | 0.3317 | 0.3329 | 1.1 | 0.7338 | 627.4 | 621.6 | 0.93% | 233 |
| D5k12 | 1.2 | 0.8001 | 629.5 | 594.0 | 5.98% | 230 | ||||
| D6k11 | 600 | 0.3917 | 0.3980 | 0.3985 | 1.1 | 0.6617 | 745.5 | 737.2 | 1.13% | 237 |
| D6k12 | 1.2 | 0.7218 | 747.7 | 709.2 | 5.43% | 233 | ||||
| D8k11 | 800 | 0.5223 | 0.5317 | 0.5290 | 1.1 | 0.5181 | 982.7 | 973.5 | 0.95% | 250 |
| D8k12 | 1.2 | 0.5652 | 984.2 | 939.1 | 4.80% | 235 | ||||
| D10k11 | 1000 | 0.6530 | 0.6556 | 0.6596 | 1.1 | 0.3744 | 1219.9 | 1210.6 | 0.77% | 287 |
| D10k12 | 1.2 | 0.4085 | 1220.9 | 1179.1 | 3.55% | 256 |
| Serial Number | Design Density (kg/m3) | 2 min | 4 min | 6 min | 8 min | 10 min | |
|---|---|---|---|---|---|---|---|
| D4k11 | 400 | 1.1 | 481.8 | 509.2 | 520.3 | 536.7 | 547.5 |
| D4k12 | 1.2 | 456.3 | 482.3 | 501.6 | 514.3 | 528.2 | |
| D5k11 | 500 | 1.1 | 562.9 | 621.6 | 634.2 | 658.5 | 672.4 |
| D5k12 | 1.2 | 545.8 | 594.0 | 593.3 | 607.4 | 621.5 | |
| D6k11 | 600 | 1.1 | 703.9 | 737.2 | 748.9 | 761.4 | 776.4 |
| D6k12 | 1.2 | 698.1 | 709.2 | 740.9 | 758.6 | 773.8 | |
| D8k11 | 800 | 1.1 | 948.3 | 973.5 | 977.0 | 989.2 | 994.3 |
| D8k12 | 1.2 | 861.8 | 939.1 | 902.8 | 915.7 | 927.6 | |
| D10k11 | 1000 | 1.1 | 1188.3 | 1210.6 | 1228.9 | 1238.8 | 1244.7 |
| D10k12 | 1.2 | 1176.4 | 1179.1 | 1223.0 | 1230.3 | 1237.9 |
| Serial Number | Design Density (kg/m3) | PCE (‰) | (m3) | (m3) | (m3) | (kg/m3) | (kg/m3) | Wet Density Error | (kg/m3) | Dry Density Error | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| D5Sa120 | 500 | 0.55 | 1.20 | 0.3312 | 0.3336 | 0.7330 | 627.0 | 616.8 | 1.62% | 523.6 | 4.72% |
| D5Sa125 | 1.25 | 0.3179 | 0.3207 | 0.7472 | 603.3 | 593.6 | 1.60% | 507.6 | 1.52% | ||
| D5Sa130 | 1.30 | 0.3056 | 0.3081 | 0.7611 | 581.4 | 574.7 | 1.15% | 488.8 | −2.24% | ||
| D6Sa120 | 600 | 0.5 | 1.20 | 0.3980 | 0.3999 | 0.6601 | 745.5 | 733.2 | 1.65% | 622.2 | 3.70% |
| D6Sa125 | 1.25 | 0.3820 | 0.3836 | 0.6780 | 717.1 | 711.4 | 0.79% | 591.5 | −1.42% | ||
| D6Sa130 | 1.30 | 0.3673 | 0.3686 | 0.6945 | 690.8 | 685.3 | 0.80% | 575.2 | −4.13% | ||
| D7Sa120 | 700 | 0.45 | 1.20 | 0.4649 | 0.4661 | 0.5873 | 864.1 | 873.6 | −1.10% | 732.3 | 4.61% |
| D7Sa125 | 1.25 | 0.4462 | 0.4464 | 0.6089 | 830.9 | 850 | −2.30% | 719.2 | 2.74% | ||
| D7Sa130 | 1.30 | 0.4290 | 0.4296 | 0.6274 | 800.2 | 781.9 | 2.29% | 669.4 | −4.37% | ||
| D8Sa120 | 800 | 0.4 | 1.20 | 0.5317 | 0.5315 | 0.5154 | 982.6 | 990.3 | −0.78% | 831.6 | 3.95% |
| D8Sa125 | 1.25 | 0.5104 | 0.5082 | 0.5410 | 944.7 | 942.6 | 0.22% | 791.6 | −1.05% | ||
| D8Sa130 | 1.30 | 0.4907 | 0.4894 | 0.5616 | 909.7 | 919.3 | −1.06% | 762.2 | −4.72% |
| Dependent Variable () | Different Rubber Size | Independent Variable () | Rubber Content | R2 | Expression |
|---|---|---|---|---|---|
| Mesh number of 10 | Dry density | 2% | 0.949 | ||
| 4% | 0.961 | ||||
| 6% | 0.974 | ||||
| 8% | 0.991 | ||||
| Mesh number of 20 | Dry density | 2% | 0.955 | ||
| 4% | 0.956 | ||||
| 6% | 0.952 | ||||
| 8% | 0.974 | ||||
| Mesh number of 40 | Dry density | 2% | 0.953 | ||
| 4% | 0.954 | ||||
| 6% | 0.959 | ||||
| 8% | 0.967 | ||||
| Mesh number of 80 | Dry density | 2% | 0.952 | ||
| 4% | 0.959 | ||||
| 6% | 0.965 | ||||
| 8% | 0.963 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, M.; Yin, G.; Zhang, W.; Wei, P.; Yang, Z.; Zhang, J. Study on Key Parameters and Design Methods for the Density-Mix Proportion of Rubber-Foamed Concrete. Buildings 2024, 14, 2468. https://doi.org/10.3390/buildings14082468
Shi M, Yin G, Zhang W, Wei P, Yang Z, Zhang J. Study on Key Parameters and Design Methods for the Density-Mix Proportion of Rubber-Foamed Concrete. Buildings. 2024; 14(8):2468. https://doi.org/10.3390/buildings14082468
Chicago/Turabian StyleShi, Minghui, Guansheng Yin, Wanqi Zhang, Pengfei Wei, Zhaotong Yang, and Jintao Zhang. 2024. "Study on Key Parameters and Design Methods for the Density-Mix Proportion of Rubber-Foamed Concrete" Buildings 14, no. 8: 2468. https://doi.org/10.3390/buildings14082468