
Durability of Manufactured-Sand-Reinforced Concrete and Its Wet Joint Prepared in Plateau Environment under Corrosion, Freeze–Thaw Cycle and Their Coupling Effect

Abstract
1. Introduction
2. Experimental Design
2.1. Experimental Materials
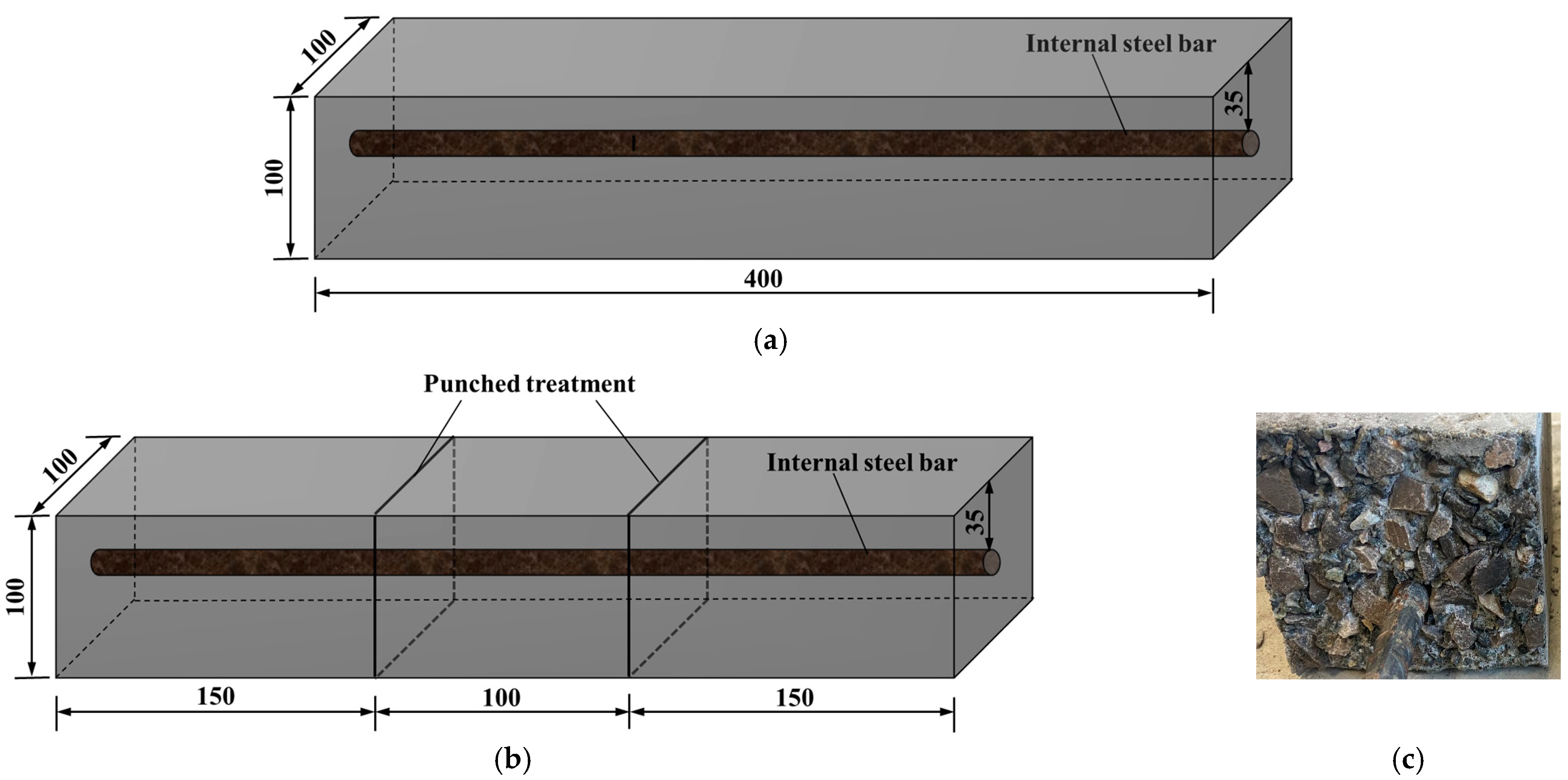
2.2. Preparation of Specimens and Test Method
2.3. Test Indices
3. Results and Discussion
3.1. Corrosion Effect
3.1.1. Crack Development on the Specimen Surface
3.1.2. Corrosion of Steel Bars
3.1.3. Mechanical Properties of Corroded Steel Bars
3.2. Freeze–Thaw Cycle
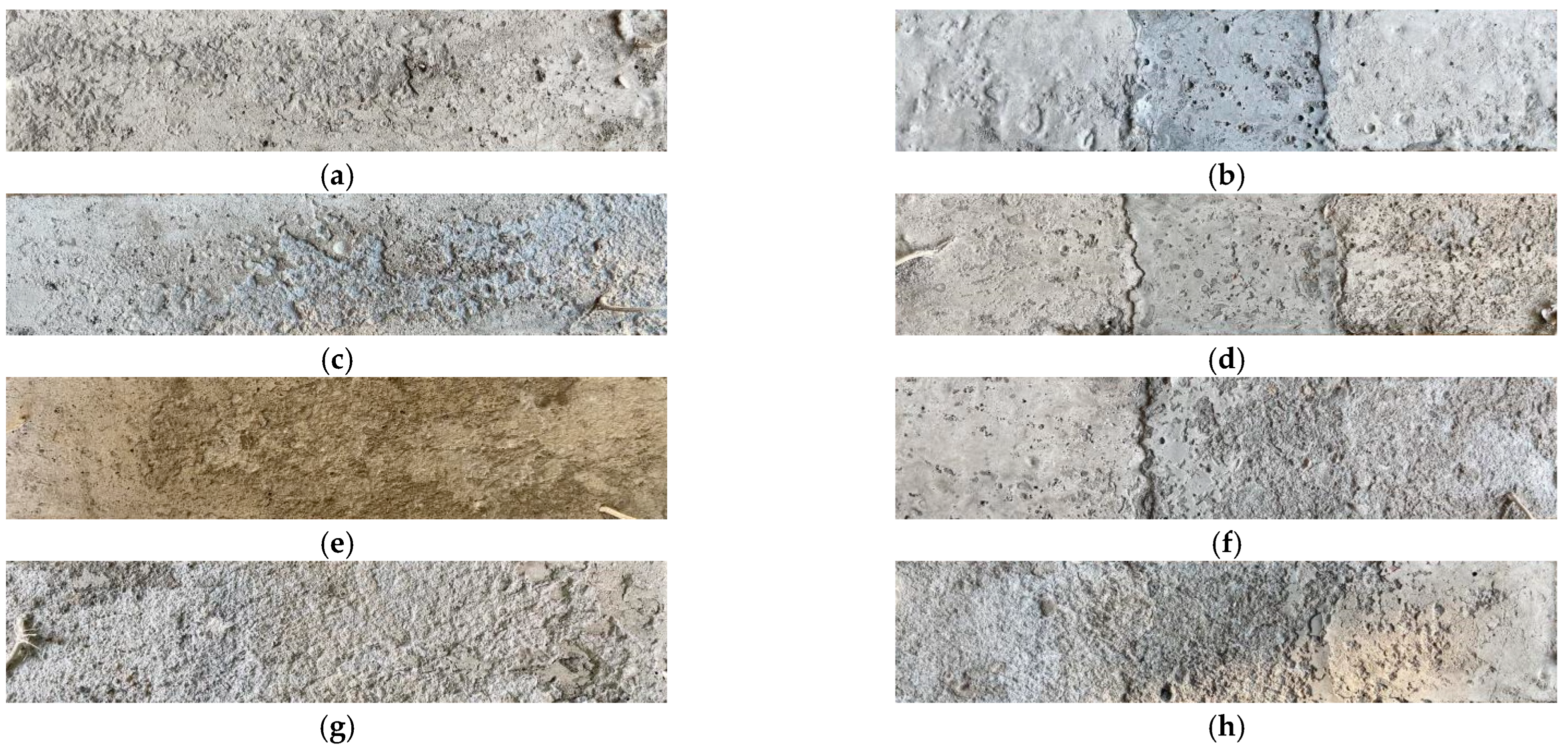
3.2.1. Surface Morphology
3.2.2. Mass Loss Rate
3.2.3. Relative Dynamic Elastic Modulus
3.3. Coupling Effect of Corrosion and Freeze–Thaw Cycle
3.3.1. Crack Development on the Specimen Surface
3.3.2. Corrosion of Steel Bars
3.3.3. Section Loss of Steel Bar
3.3.4. Mechanical Properties of Corroded Steel Bars
3.3.5. Microstructure Analysis of Concrete
3.4. Discussion
4. Conclusions
- (1)
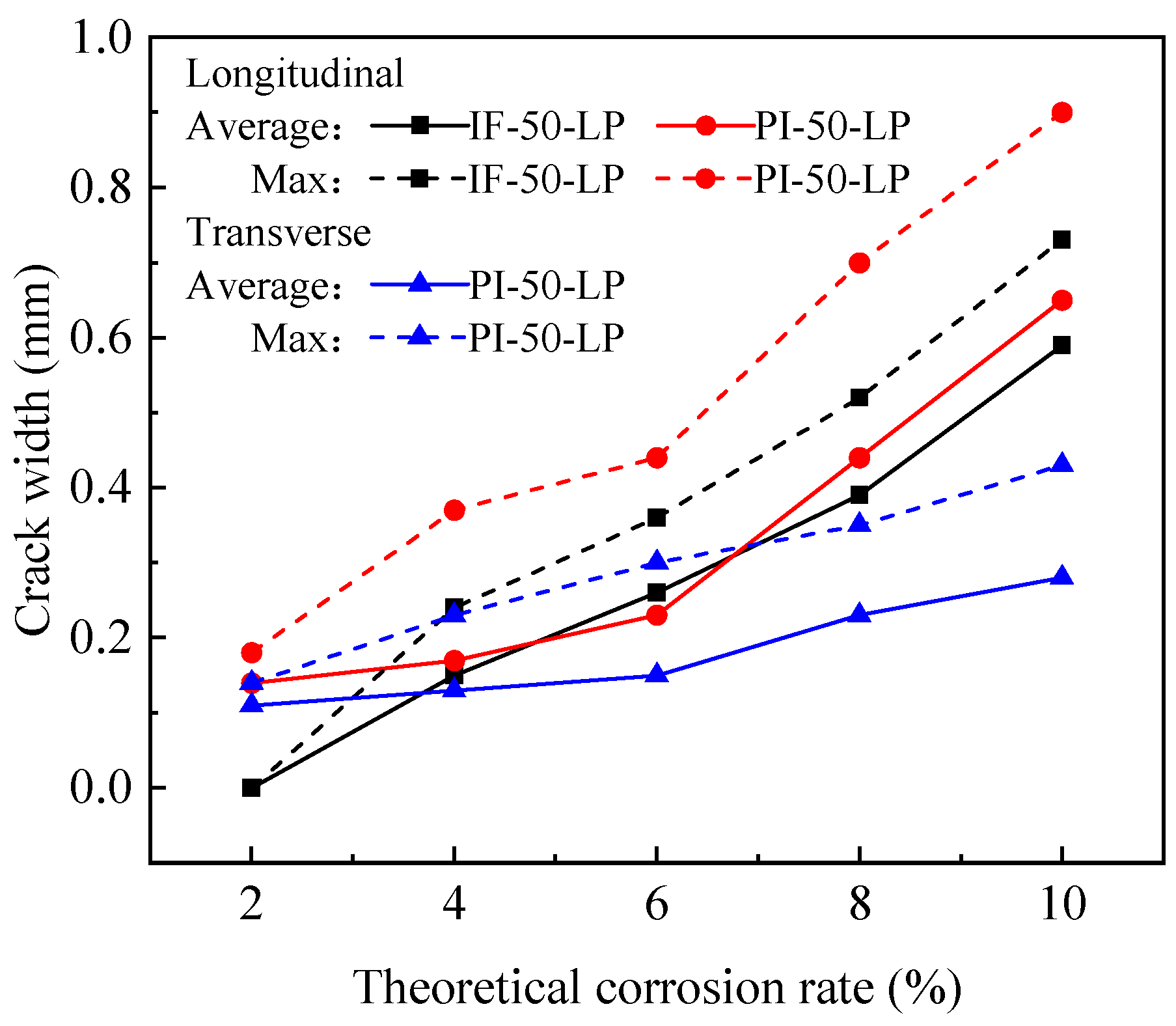
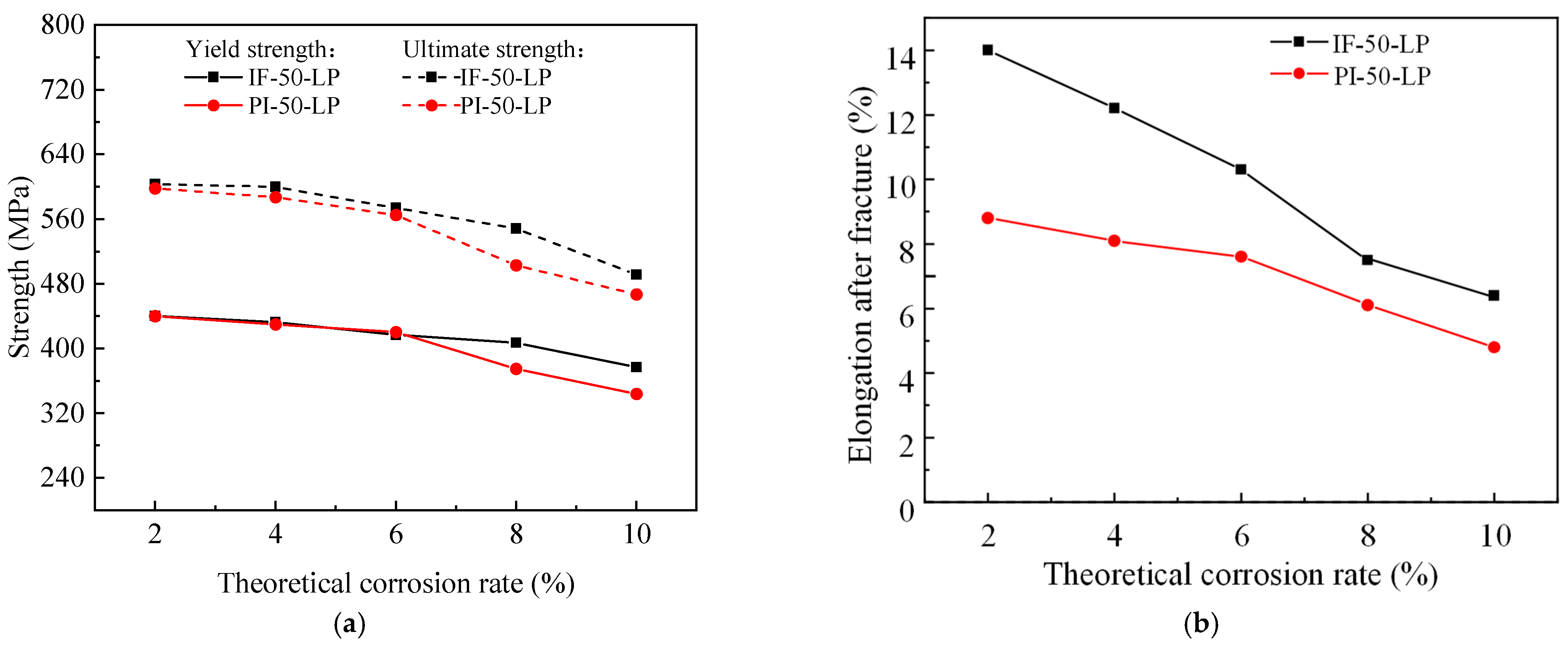
- In the single corrosion test, the width of crack development in concrete, the increase in the actual corrosion rates of steel bars and the degradation of mechanical properties of steel bars for IF and PI specimens below the theoretical corrosion rate of 6% were relatively slow, but once the theoretical corrosion rate exceeded 6%, these began to accelerate. The average crack width of concrete, the actual corrosion rate of the steel bars and the yield and ultimate strengths of steel bars in IF and PI specimens at the theoretical corrosion rate of 6% were all similar;
- (2)
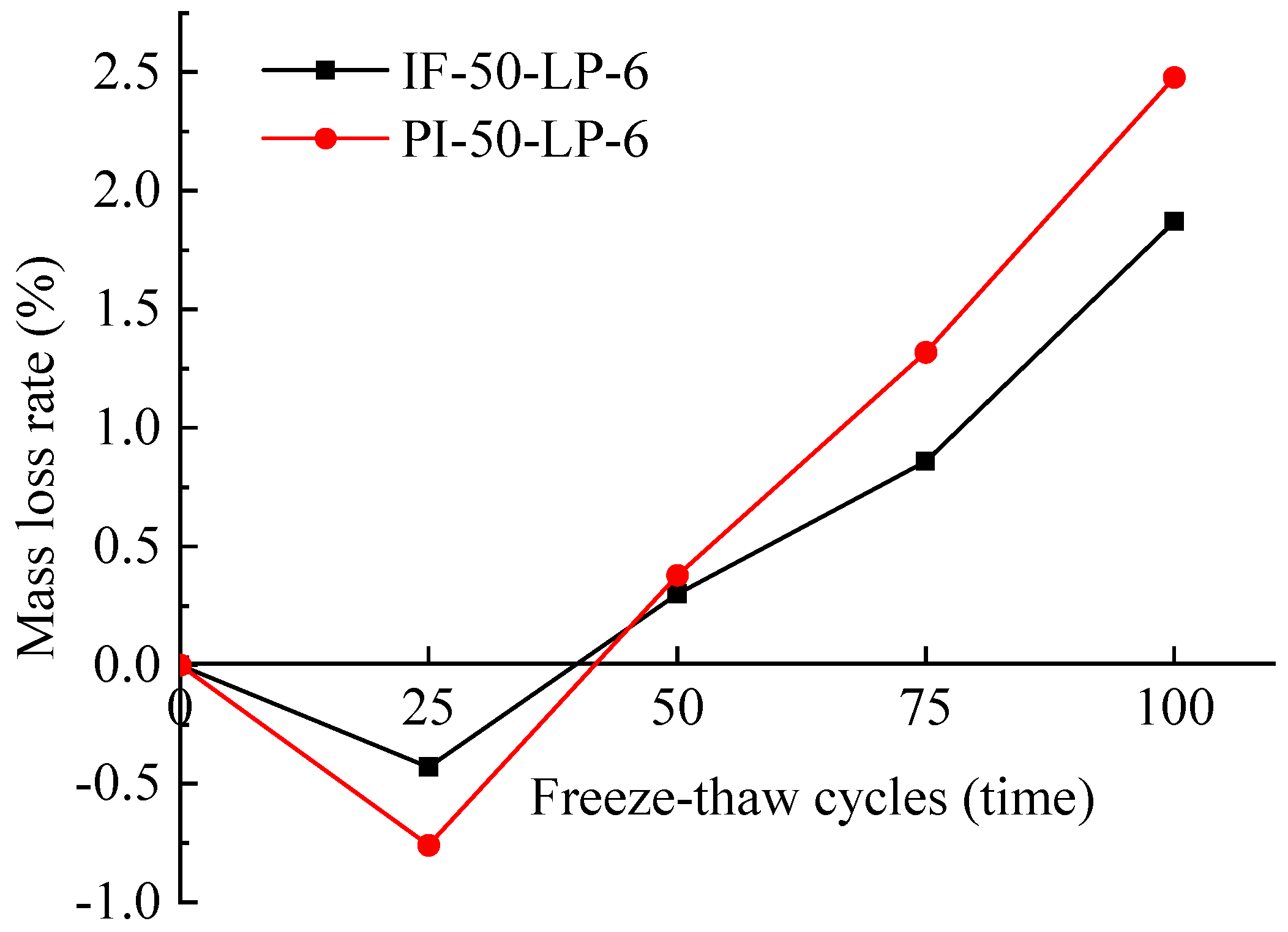
- The IF specimens showed better frost resistance than the PI specimens. At fewer than 50 freeze–thaw cycles, the difference in frost resistance between IF and PI specimens was small. After 50 freeze–thaw cycles, the difference increased notably. When the number of freeze–thaw cycles reached 100, concrete spalling on the surfaces of specimens was more serious, and micro-cracks appeared at the joint interfaces of the PI specimen. The frost resistance of the PI specimen decreased due to the existence of the wet joint.
- (3)
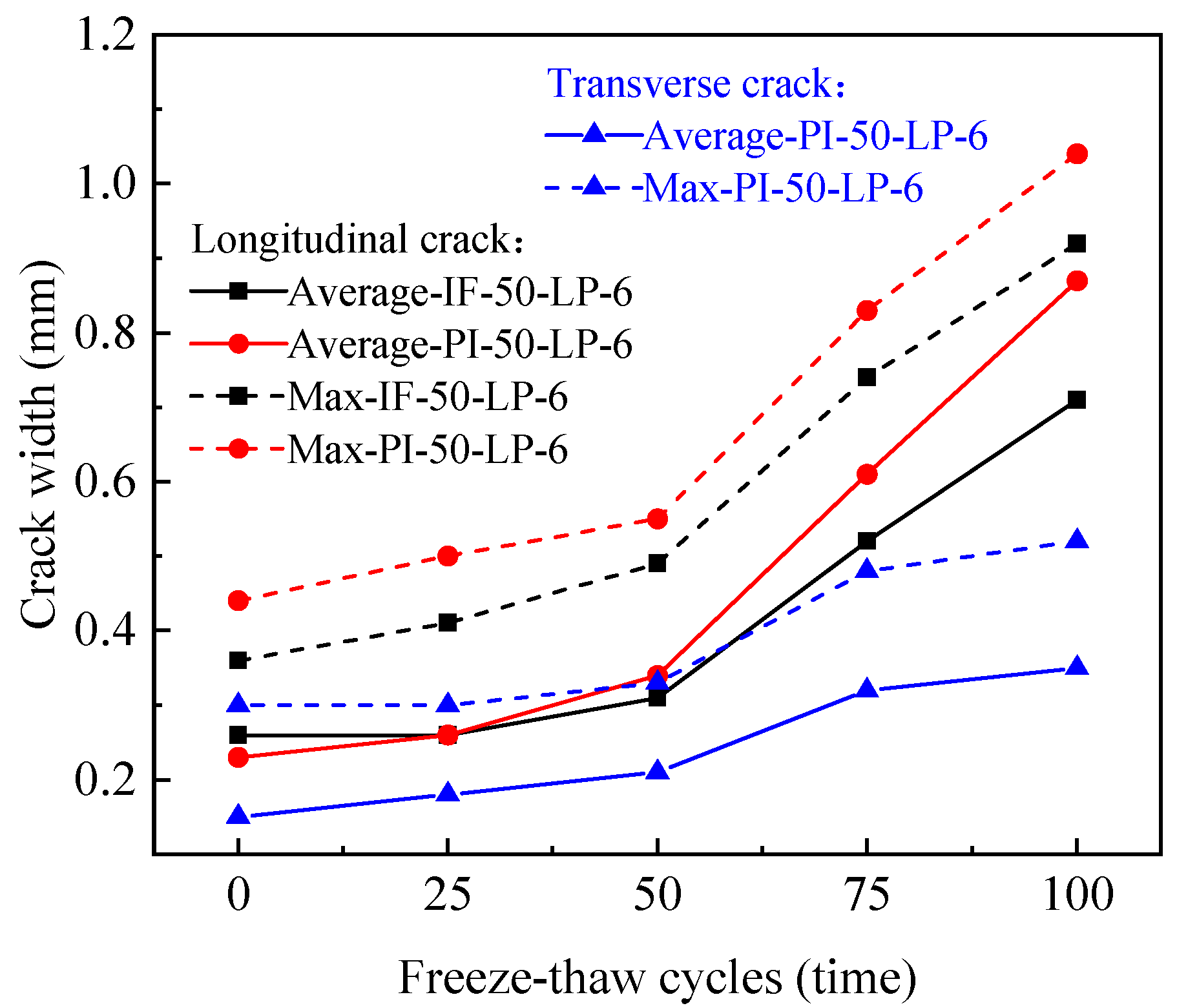
- Both IF and PI specimens produce longitudinal cracks under the action of freeze–thaw–corrosion. PI specimens produced transverse cracks and the cracks with the maximum width were near to the joint interfaces. Compared with the IF specimen, the average crack width of the PI specimen increased by 0–22.54% (average: 12.38%), and the maximum crack width increased by 12.16–21.95% (average: 14.85%);
- (4)
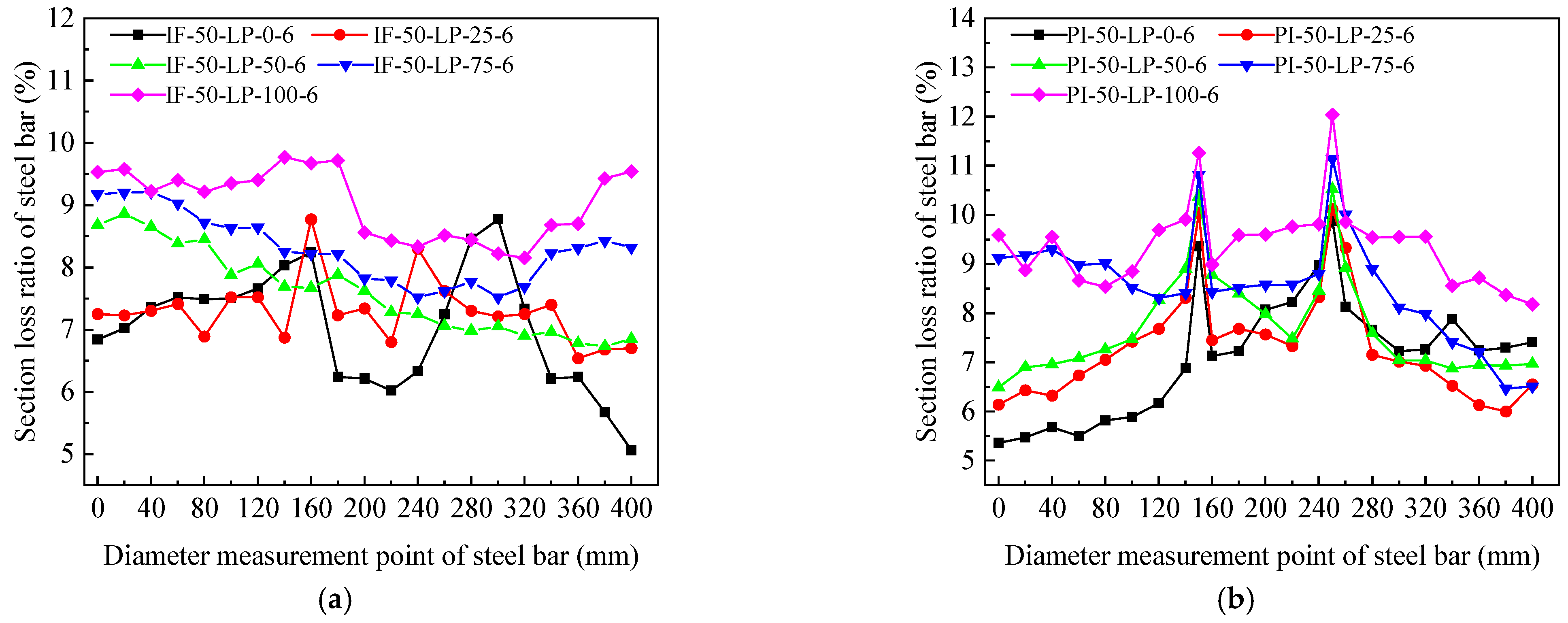
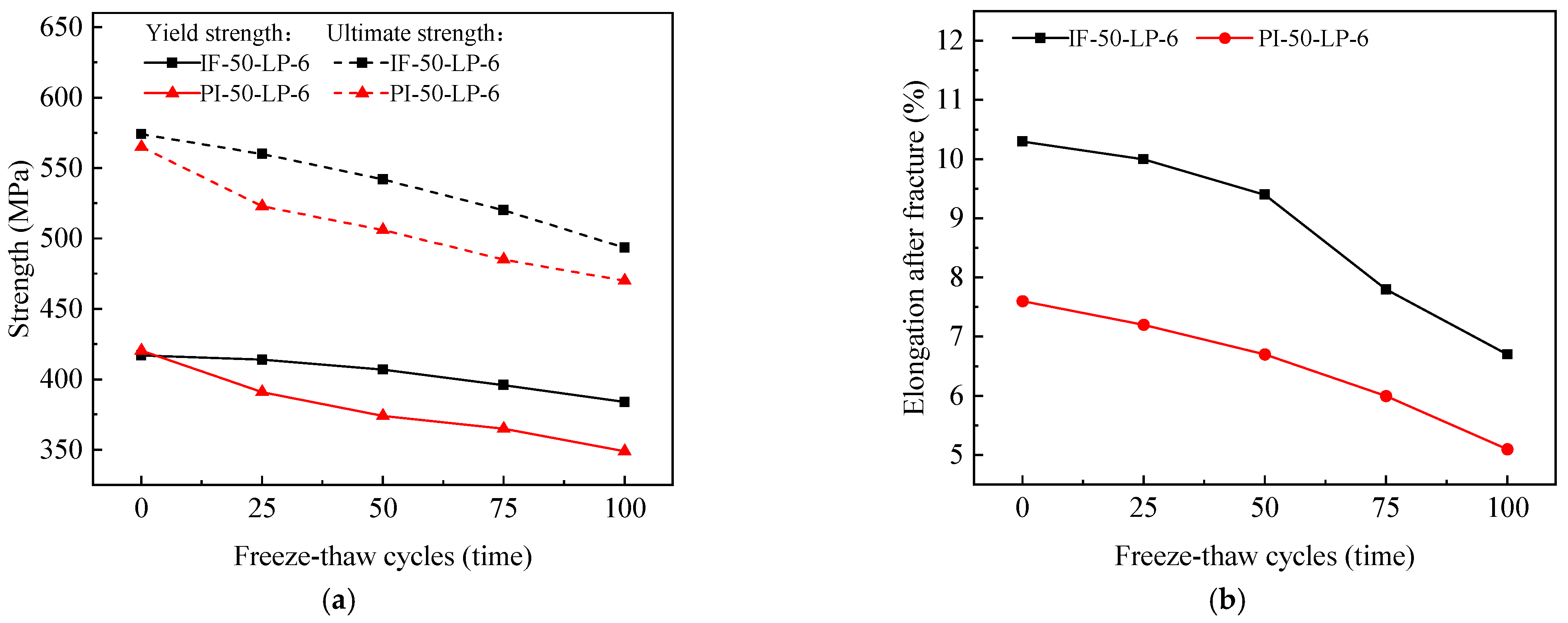
- With the increase in the number of freeze–thaw cycles, the deviation between the actual corrosion rate and the theoretical corrosion rate of steel bars increased. The maximum section loss of the IF specimen developed relatively randomly, while that of the PI specimen was mainly concentrated at the joint interfaces, which is consistent with the distribution of surface cracks. Compared with the IF specimens, the average decreases in nominal yield strength, nominal ultimate strength and elongation in the PI specimens after freeze–thaw cycling and corrosion were 7.65%, 6.18% and 25.92%, respectively. The combined effect of freeze–thaw cycling and corrosion had a great influence on the ductility of the steel bars;
- (5)
- As the number of freeze–thaw cycles increased, the internal structure of the concrete in the specimens subjected to the coupled effects of freeze–thawing and corrosion became loose and porous, and the number of cracks increased significantly. The internal compactness of the PI specimen was looser than that of the IF specimen. The changes in the microstructures of specimens under freeze–thaw–corrosion were consistent with the law of macroscopic durability;
- (6)
- The quantitative results derived in this study can provide the basis of reasonable suggestions regarding the promising application of manufactured sand concrete in engineering practice in plateau environments. In future research, these methods (promoting the bonding property of joint interface, extending the transmission path of erosion ions, and enhancing the protection of steel bars) can be used to improve the durability of wet joints and their internal steel bars. The specific methods include chamfering the joint surfaces, locally coating the steel bars at the joints, and standardizing the quality of treatment of joint interfaces.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, H.X.; Long, G.C.; Xie, Y.J.; Zeng, X.H.; Ma, K.L.; Dong, R.Z.; Tang, Z.; Xiao, Q.Y. Effects of intense ultraviolet irradiation on drying shrinkage and microstructural characteristics of cement mortar. Constr. Build. Mater. 2022, 347, 128513. [Google Scholar] [CrossRef]
- Wang, N.; Luo, K.; Peng, K.; Li, J.; Lu, Z.Y.; Xia, Y.Q.; Lin, Y.; Zhong, W. Thermal deformation and microstructure characteristics of low heat Portland cement-based concrete in a high plateau environment. J. Build. Eng. 2022, 58, 105025. [Google Scholar] [CrossRef]
- Lan, X.L.; Zeng, X.H.; Zhu, H.S.; Umar, H.A.; Long, G.C.; Tang, Z.; Xie, Y.J. Surface tension of cementitious pore solutions at low atmospheric pressure: An experimental exploration. Cem. Concr. Compos. 2024, 145, 105309. [Google Scholar] [CrossRef]
- Li, Y.L.; Duo, Z.S.; Li, Y.; Liu, Y.H.; Sun, X.J.; Guo, H.Y.; Ma, H. Mechanical properties and damage characteristics of concrete under different atmospheric pressures. J. Build. Eng. 2024, 82, 108196. [Google Scholar] [CrossRef]
- Huo, J.Y.; Wang, Z.J.; Chen, H.X.; He, R. Impacts of low atmospheric pressure on properties of cement concrete in plateau areas: A literature review. Materials 2019, 12, 1384. [Google Scholar] [CrossRef] [PubMed]
- Ge, X.; Ge, Y.; Li, Q.F.; Cai, X.P.; Yang, W.C.; Du, Y.B. Effect of low air pressure on the durability of concrete. Constr. Build. Mater. 2018, 187, 830–838. [Google Scholar] [CrossRef]
- Wang, Y.L.; Zhu, J.S.; Guo, Y.B.; Wang, C. Early shrinkage experiment of concrete and the development law of its temperature and humidity field in natural environment. J. Build. Eng. 2023, 63, 105528. [Google Scholar] [CrossRef]
- Zhu, J.S.; Wang, C.; Yang, Y.B.; Wang, Y.L. Hygro-thermal-mechanical coupling analysis for early shrinkage of cast in situ concrete slabs of composite beams: Theory and experiment. Constr. Build. Mater. 2023, 372, 130774. [Google Scholar] [CrossRef]
- Wang, Y.L.; Zhu, J.S.; Sun, Y.D. Multi-scale modeling and simulation of bidirectional coupled moisture and heat transfer in concrete. J. Build. Eng. 2023, 74, 106856. [Google Scholar] [CrossRef]
- Tu, Y.M.; Liu, D.Y.; Wang, T.F.; Yuan, L. Evaluation on later-age performance of concrete subjected to early-age freeze-thaw damage. Constr. Build. Mater. 2020, 270, 121491. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Abadel, A.; Abutaleb, A.; Mijarsh, M.J.A.; Almalki, A. Transport properties of palm oil fuel ash-based high-performance green concrete subjected to steam curing regimes. Case Stud. Constr. Mater. 2022, 16, e01077. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Zhang, B.; Yan, P.Y. Hydration and microstructures of concrete containing raw or densified silica fume at different curing temperatures. Constr. Build. Mater. 2016, 121, 483–490. [Google Scholar] [CrossRef]
- Jiang, Z.W.; He, B.; Zhu, X.P.; Ren, Q.; Zhang, Y. State-of-the-art review on properties evolution and deterioration mechanism of concrete at cryogenic temperature. Constr. Build. Mater. 2020, 257, 119456. [Google Scholar] [CrossRef]
- He, R.; Wang, T.; Chen, H.X.; Xue, C.; Bai, Y.H. Impact of Qinghai-Tibet Plateau’s Climate on Strength and Permeability of Concrete. China J. Highw. Transp. 2020, 33, 29–41. [Google Scholar]
- Ortiz, J.; Aguado, A.; Agulló, L.; García, T. Influence of environmental temperatures on the concrete compressive strength: Simulation of hot and cold weather conditions. Cem. Concr. Res. 2005, 35, 1970–1979. [Google Scholar] [CrossRef]
- Demirboğa, R.; Karagöl, F.; Polat, R.; Kaygusuz, M.A. The effects of urea on strength gaining of fresh concrete under the cold weather conditions. Constr. Build. Mater. 2014, 64, 114–120. [Google Scholar] [CrossRef]
- Karagol, F.; Demirboga, R.; Khushefati, W.H. Behavior of fresh and hardened concretes with antifreeze admixtures in deep-freeze low temperatures and exterior winter conditions. Constr. Build. Mater. 2015, 76, 388–395. [Google Scholar] [CrossRef]
- Guo, J.C.; Zhou, Z.X.; Zhang, Z.Y.; Tang, J.H.; Li, X.; Zou, Y. Effects of alternating positive and negative temperature curing on the mechanical properties of ultra-high performance concrete. Case Stud. Constr. Mater. 2024, 20, e02752. [Google Scholar] [CrossRef]
- Li, G.P.; Hu, H.; Ren, C.; Zhou, S.Y.; Li, J.X. Study on durability of joints in concrete bridge structures. China Civ. Eng. J. 2018, 51, 98–103. [Google Scholar]
- Li, G.P.; Hu, H.; Ren, C. Resistance of segmental joints to chloride ions. ACI Mater. J. 2016, 113, 471–481. [Google Scholar] [CrossRef]
- Li, G.P.; Hu, H.; Ren, C. Resistance of segmental joints to carbonation. ACI Mater. J. 2017, 114, 137–148. [Google Scholar] [CrossRef]
- Ding, J.N.; Zhu, J.S.; Kang, J.F. Bonding properties and mechanism of the interface between precast UHPC and post-cast UHPC. Structures 2022, 43, 822–833. [Google Scholar] [CrossRef]
- Udaipurwala, A.; Poursaee, A.; Schiff, D.S. Corrosion Activity in Precast Concrete Elements and Cementitious Closure Pours. J. Bridge Eng. 2015, 20, 04015013. [Google Scholar] [CrossRef]
- Shen, Y.; Liu, J.; Zhou, S.Y.; Li, G.P. Experimental Investigation on the Freeze-Thaw Durability of Concrete under Compressive Load and with Joints. Constr. Build. Mater. 2019, 229, 116893. [Google Scholar] [CrossRef]
- Jan, P.H.; Matthias, M.; Sarah, L.; Viktoria, M.P.; Frank, D. Experimental methods for the analysis of the durability behavior of concrete joints. Struct. Concr. 2022, 24, 423–433. [Google Scholar]
- Yoo, S.; Kwon, S. Effects of cold joint and loading conditions on chloride diffusion in concrete containing GGBFS. Constr. Build. Mater. 2016, 115, 247–255. [Google Scholar] [CrossRef]
- Yang, H.; Lee, H.; Yang, K.; Ismail, M.A.; Kwon, S.J. Time and cold joint effect on chloride diffusion in concrete containing GGBFS under various loading conditions. Constr. Build. Mater. 2018, 167, 739–748. [Google Scholar] [CrossRef]
- Zhang, D.W.; Zeng, Y.; Fang, M.S.; Jin, W.L. Service life prediction of precast concrete structures exposed to chloride environment. Adv. Civ. Eng. 2019, 2019, 3216328. [Google Scholar] [CrossRef]
- Goncalves, J.P.; Tavares, L.M.; Filho, R.D.T.; Fairbain, E.M.R.; Cunha, E.R. Comparison of natural and manufactured fine aggregates in cement mortars. Cem. Concr. Res. 2007, 37, 924–932. [Google Scholar] [CrossRef]
- Tahir, C.; Khaled, M. Effects of Crushed Stone Dust on Some Properties of Concrete. Cem. Concr. Res. 1996, 26, 1121–1130. [Google Scholar]
- Devadass, T. Experimental study on replacement of fine aggregate in concrete with dissimilar curing conditions. Case Stud. Constr. Mater. 2019, 11, e00245. [Google Scholar] [CrossRef]
- Sangoju, B.; Ramesh, G.; Bharatkumar, H.B.; Ramanjaneyulu, K. Evaluation of Durability Parameters of Concrete with Manufacture Sand and River Sand. J. Inst. Eng. (India) Ser. A 2017, 98, 267–275. [Google Scholar] [CrossRef]
- Chen, Z.; Liu, G.; Peng, G.; Li, S. Mechanical Properties and Microstructure Characteristics of Manufactured-Sand Concrete Under Coupled Effect of Salt Erosion and Freeze-Thaw Cycles. Sci. Adv. Mater. 2019, 11, 555–562. [Google Scholar] [CrossRef]
- Vijaya, B.; Selvan, S.S.; Kala, F.; Annadurai, R. Comparative Study on the Strength and Durability Properties of Concrete with Manufactured Sand. Indian J. Sci. Technol. 2015, 8, 1–7. [Google Scholar] [CrossRef]
- Zhang, Y.; Gu, L.; Zhang, Q. Durability of manufactured sand concrete in atmospheric acidification environment. Case Stud. Constr. Mater. 2022, 17, e01613. [Google Scholar] [CrossRef]
- Zheng, S.; Chen, J.; Wang, W. Effects of Fines Content on Durability of High-Strength Manufactured Sand Concrete. Materials 2023, 16, 522. [Google Scholar] [CrossRef]
- Li, H.; Huang, F.; Cheng, G.; Xie, Y.; Tan, Y.; Li, L.; Yi, Z. Effect of Granite Dust on Mechanical and some Durability Properties of Manufactured Sand concrete. Constr. Build. Mater. 2016, 109, 41–46. [Google Scholar] [CrossRef]
- Zhang, A.; Yang, W.C.; Ge, Y.; Liu, P.H. Effect of nanomaterials on the mechanical properties and microstructure of cement mortar under low air pressure curing. Constr. Build. Mater. 2020, 249, 118787. [Google Scholar] [CrossRef]
- Feng, W.P.; Tarakbay, A.; Memonb, S.A.; Tang, W.C.; Cui, H.Z. Methods of accelerating chloride-induced corrosion in steel-reinforced concrete: A comparative review. Constr. Build. Mater. 2021, 289, 123165. [Google Scholar] [CrossRef]
- Wang, X.G.; Song, X.W.; Zhang, M.P.; Du, X.B. Experimental comparison of corrosion unevenness and expansive cracking between accelerated corrosion methods used in laboratory research. Constr. Build. Mater. 2017, 153, 36–43. [Google Scholar] [CrossRef]
- Lun, P.Y.; Lu, Z.H.; Zhang, X.G.; Zhang, Q.; Zhao, R. Experimental study and suggested mathematical model for chloride-induced reinforcement corrosion rate. Structures 2021, 34, 2014–2029. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, Y.Y.; Xu, Q.; Qin, H.T. Prediction of corrosion-induced longitudinal cracking time of concrete cover surface of reinforced concrete structures under load. Materials 2022, 15, 7395. [Google Scholar] [CrossRef] [PubMed]
- Zhao, L.Y.; Wang, J.; Gao, P.F.; Yuan, Y.Y. Experimental study on the corrosion characteristics of steel bars in reinforced concrete considering the effects of multiple factors. Case Stud. Constr. Mater. 2024, 20, e02706. [Google Scholar]
- Zhang, J.H.; Yi, C.H.; Wang, S.K.; Guan, Z.G. Accelerated corrosion of steel bars in new and old concrete structures. J. Chin. Ceram. Soc. 2022, 50, 2096–2103. [Google Scholar]
- Yu, Z.H.; Zhang, H.R.; Bao, J.W.; Zhang, P.; Ding, Y.H.; Chen, X.; Qin, L.; Sun, J.W.; Song, Q. Coupled effects of the freeze-thaw cycles and salt erosion on the performance of recycled aggregate concrete. J. Build. Eng. 2024, 95, 110212. [Google Scholar] [CrossRef]
- Bi, L.P.; Long, G.C.; Xiao, R.M.; Zeng, X.H.; Xie, Y.J. Properties and characterization of high-performance steam-cured cement-based materials modified by phase change materials. J. Clean. Prod. 2021, 328, 129669. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cementitious Materials | Manufactured Sand | Crushed Stone | ||||||
|---|---|---|---|---|---|---|---|---|
| Particle Size (mm) | Apparent Density (kg/m3) | Bulk Density (kg/m3) | Fineness Modulus | Methylene Blue (MB) Value | Particle Size (mm) | Apparent Density (kg/m3) | Bulk Density (kg/m3) | |
| P·O 42.5 OPC, grade I fly ash | 0.35–0.50 | 2620 | 1510 | 2.8 | 1.8 | 5–20 | 2735 | 1590 |
| Normal Consistency (%) | Setting Time (min) | Flexural Strength (MPa) | Compressive Strength (MPa) | |||
|---|---|---|---|---|---|---|
| Initial Setting | Final Setting | 3 d | 28 d | 3 d | 28 d | |
| 26.7 | 124 | 193 | 6.9 | 9.4 | 32.1 | 61.1 |
| Type | Diameter (mm) | Cross-Section Area (mm2) | Average Rib Height (mm) | Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation (%) |
|---|---|---|---|---|---|---|
| HRB400 | 12 | 113 | 1.0 | 455 | 611.5 | 18.4 |
| Strength Grade | Water–Binder Ratio | Cement (kg/m3) | Fly Ash (kg/m3) | Manufactured Sand (kg/m3) | Crushed Stone (kg/m3) | Water (kg/m3) | Water Reducer (kg/m3) | Test Value of Compressive Strength (MPa) | |
|---|---|---|---|---|---|---|---|---|---|
| NP | LP | ||||||||
| C50 | 0.30 | 336 | 144 | 673 | 1097 | 145 | 4.64 | 54.7 | 51.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, X.; Chen, K.; Wang, H.; Fang, N.; Yu, K.; Zhuang, F. Durability of Manufactured-Sand-Reinforced Concrete and Its Wet Joint Prepared in Plateau Environment under Corrosion, Freeze–Thaw Cycle and Their Coupling Effect. Buildings 2024, 14, 2697. https://doi.org/10.3390/buildings14092697
Guo X, Chen K, Wang H, Fang N, Yu K, Zhuang F. Durability of Manufactured-Sand-Reinforced Concrete and Its Wet Joint Prepared in Plateau Environment under Corrosion, Freeze–Thaw Cycle and Their Coupling Effect. Buildings. 2024; 14(9):2697. https://doi.org/10.3390/buildings14092697
Chicago/Turabian StyleGuo, Xiaoyu, Kai Chen, Hailiang Wang, Naren Fang, Kang Yu, and Fengming Zhuang. 2024. "Durability of Manufactured-Sand-Reinforced Concrete and Its Wet Joint Prepared in Plateau Environment under Corrosion, Freeze–Thaw Cycle and Their Coupling Effect" Buildings 14, no. 9: 2697. https://doi.org/10.3390/buildings14092697
APA StyleGuo, X., Chen, K., Wang, H., Fang, N., Yu, K., & Zhuang, F. (2024). Durability of Manufactured-Sand-Reinforced Concrete and Its Wet Joint Prepared in Plateau Environment under Corrosion, Freeze–Thaw Cycle and Their Coupling Effect. Buildings, 14(9), 2697. https://doi.org/10.3390/buildings14092697