
Wire Arc Additive Manufacturing for Widespread Architectural Application: A Review Informed by Large-Scale Prototypes

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
- Identification of Construction Applications for WAAM: An extensive literature search was conducted using the academic databases Scopus, Web of Science, and Google Scholar. After a thorough search, the review identified a total of 36 relevant projects explicitly developing architectural applications of WAAM. Each project was analyzed to extract information on the proposed architectural application, the experiments conducted, and the scale and characteristics of its prototypes. A classification system for architectural applications was developed to organize the projects. The size of the prototypes associated with each project was also recorded to assess their scale in relation to the intended construction use.
- Detailed Analysis of Large-Scale WAAM Prototypes: From the identified projects, a selection of 8 representative projects, which included salient large-scale prototypes, was analyzed in detail. For this review, a large-scale prototype is defined as a physical artifact produced using WAAM that significantly reflects the intended construction’s scale and functionality. Key information was systematically extracted from each project, including the application, date, prototype dimensions, key process parameters, hardware and software used, and construction setting (laboratory vs. onsite). This analysis highlights the technical feasibility, design implications, and scalability of WAAM in architectural contexts.
3. Positioning WAAM in Architecture
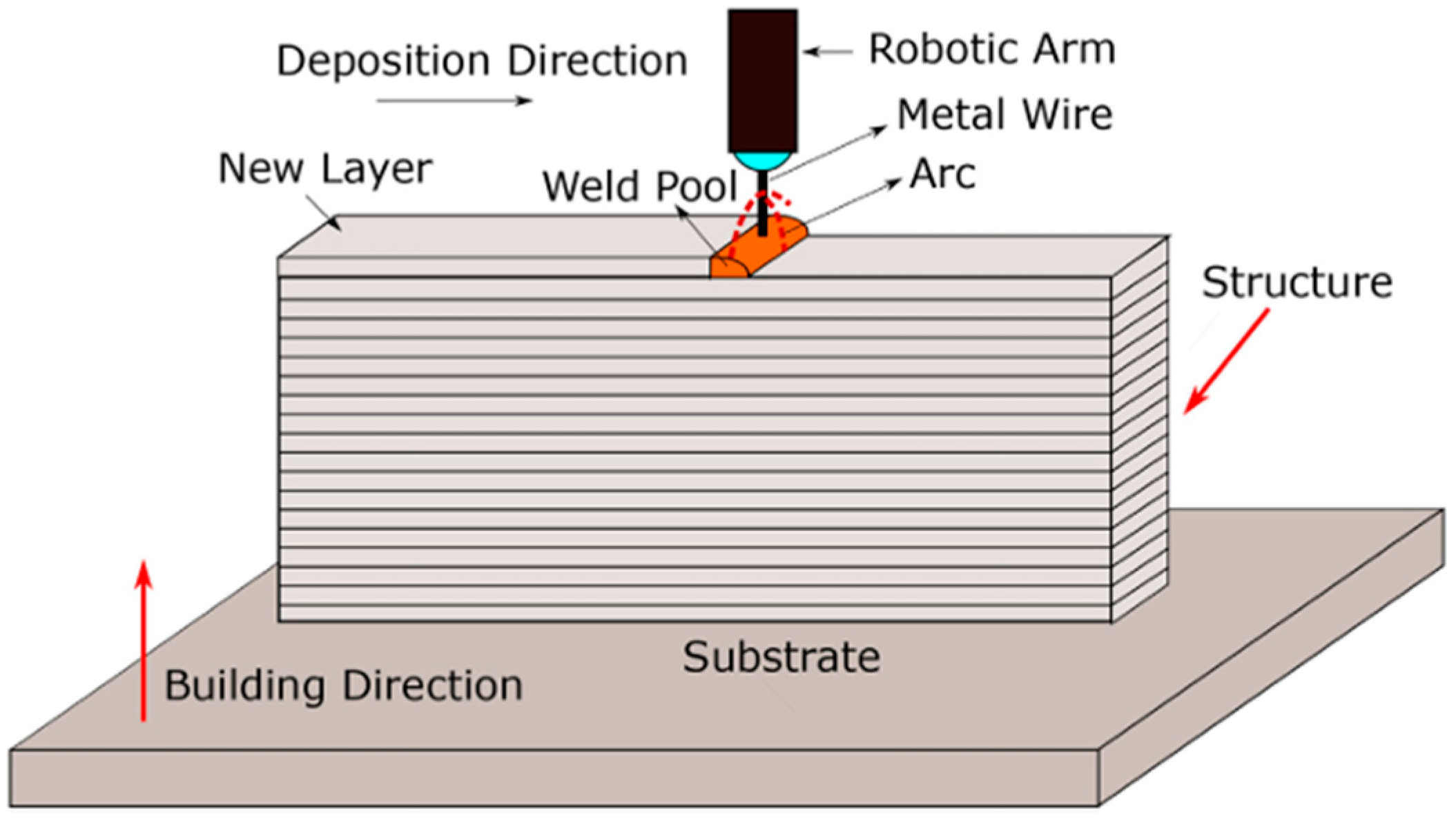
4. Description of WAAM Technology
5. Review of WAAM Technology for Architecture
5.1. General Advantages and Limitations of WAAM in Architecture
- Design Freedom, Customization, and Flexibility: WAAM allows for the mass customization of components, especially for free-form structures and non-standard geometries [4,9,11,48]. It enables the fabrication of components that integrate multiple functions, such as structural and aesthetic roles [4,12,13].
- Cost and Material Savings: For complex geometries, WAAM offers reduced material waste compared to traditional subtractive manufacturing methods [13,50] and its use of cheaper feedstocks (e.g., wire) compared to powder-based MAM methods [10]. WAAM is suitable for producing large steel components with high deposition rates (4–9 kg/h), which is economically beneficial compared to other AM methods [8].
- Onsite Fabrication: The potential for onsite printing of components has been argued and tested in bridges, which could reduce transportation and installation complexity [11].
- Geometric Limitations: The current technology has restrictions on the geometries that can be printed, particularly concerning the angles at which layers can be deposited without requiring support structures. This can limit the complexity of designs that can be feasibly realized [12].
- Geometric Distortion: The effects of thermal distortion during the WAAM process can lead to inaccuracies in large-scale components, which is particularly problematic for structures that require precise alignments and dimensions [51].
- Process Parameters: Authors also identify the need for further research to establish optimal process parameters and ensure that the mechanical properties and structural stability of WAAM-produced components meet the design requirements for civil applications. Process parameters are studied in the literature [34].
- In-Process Monitoring: Implementing effective monitoring and feedback systems during the WAAM process is necessary to adapt to real-time conditions and variations, which could mitigate issues related to inaccuracies and material properties [11,13]. Enhancements in path planning, layer height adjustments, and adaptive slicing techniques for better geometric accuracy are considered [10,11].
5.2. Material and Technical Constraints of WAAM for Large-Format Architectural Elements
5.2.1. Mechanical Strength
5.2.2. Anisotropy
5.2.3. Residual Stresses and Their Impact
5.2.4. Geometric Imperfections and Their Structural Implications
5.2.5. Weight Considerations
5.2.6. Fatigue Resistance
6. Applications of WAAM in Construction
6.1. Stand-Alone Structures
- Truss: Optimized truss structures have been developed and prototyped up to 400 × 2000 mm [62].
- Slab Structures: These are sized at 4500 × 4500 × 100 mm [70].
- Facades: Nonstructural applications such as facade elements and sculptural forms have been developed and tested in large artifacts of up to 1500 × 1000 × 500 mm (estimated size) [64].
- Staircase: The use of WAAM for staircase design was proposed but not yet prototyped [74].
6.2. Reinforcement and Repair
- Beam reinforcement and repair: Printed structures to reinforce beams have been proposed and prototyped into a 200 × 250 section of an I-beam [76].
- Reinforcement bars: Printing of reinforcement steel bars for concrete structures (traditionally casted or 3D printed) using the WAAM dot-by-dot technique has been proposed and prototyped [65,79,80,81]. The potential benefit of printed reinforcement involves variation in densities and trajectories that better accommodate the stresses. Prototypes of up to a length of 250 mm have been manufactured [76,82].
6.3. Connections
- Beam-to-beam connection: Attachments to steel beams such as hooks and head plates have been proposed and prototyped with a size of 150 × 150 mm (estimated) [84]. T-stub connections [85], single-lap shear-bolted connections [86], and optimized connectors [26,87] have been prototyped at 200 × 200 × 200 (estimated), as well as customized connection details, also prototyped at a 100 × 100 × 100 mm scale [88,89]. Optimized spaceframes have been tested [90,91], with the largest optimized node prototyped at 375 mm in height [92].
7. Large-Scale Prototypes Using WAAM Technology
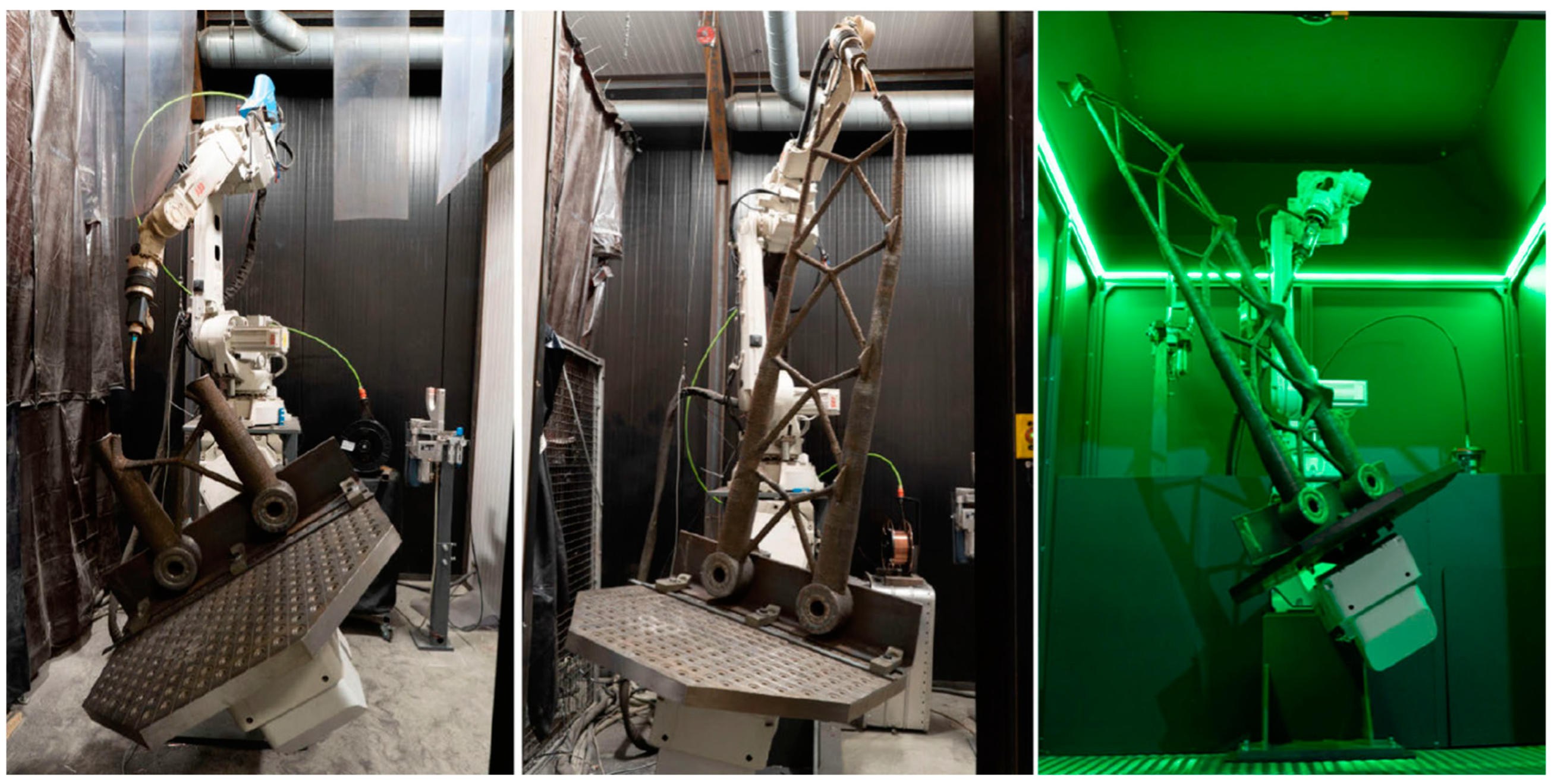
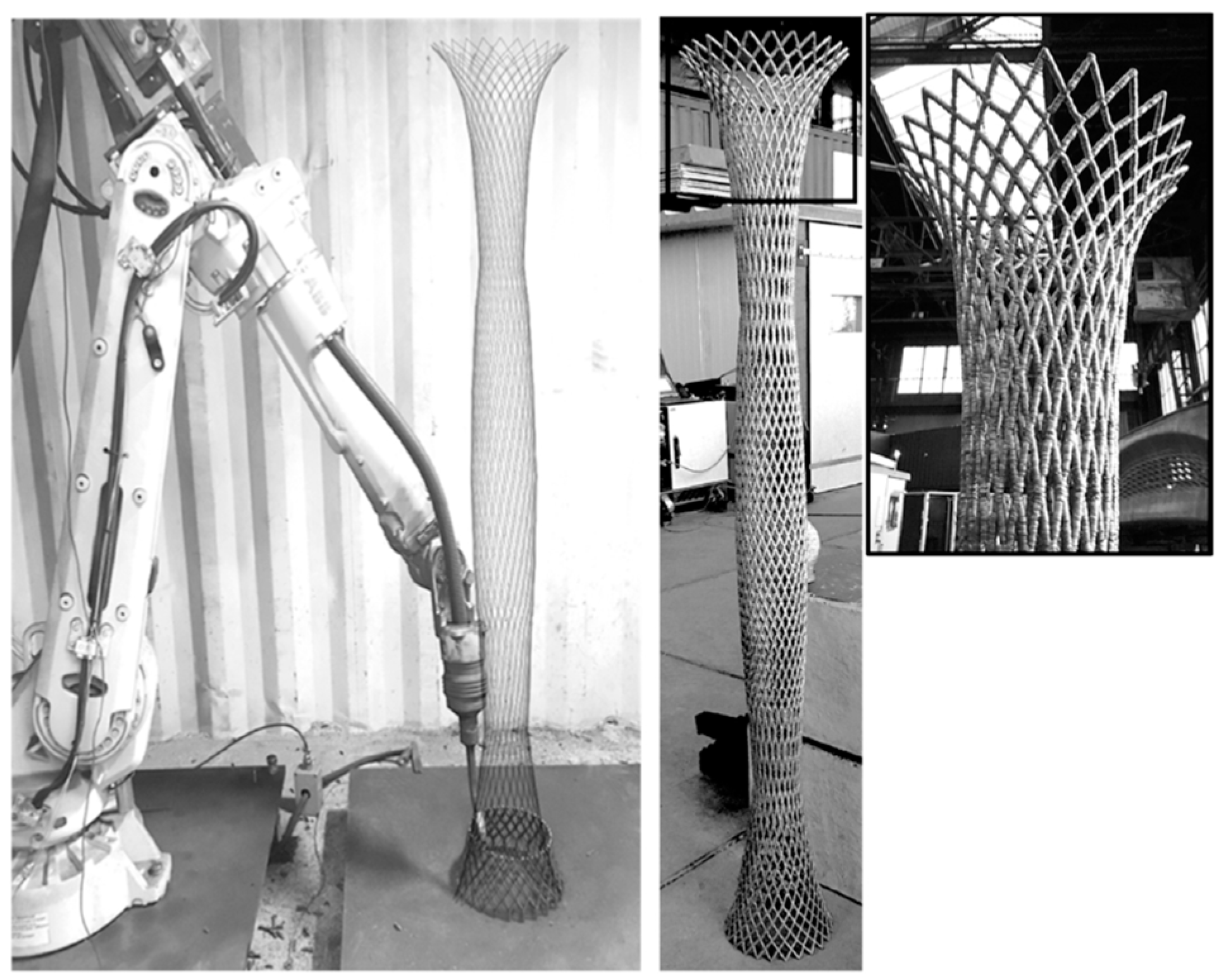
7.1. Optimized Truss (Imperial College London, Zhejiang University, MX3D, and University of Sheffield)
7.2. AM Bridge 2019 (TU Dormstadt)
7.3. MX3D Bridge
7.4. WAAMGRID (Universitá di Bologna and TU Braunschweig, MX3D)
7.5. Reinforced I-Beam (Technische Universität Braunschweig, University of Bologna, Massachusetts Institute of Technology)
7.6. Adaptive Detailing (ETH Zürich)
7.7. Wire-Arc Facade (RMIT University)
8. Conclusions
8.1. Advances in Prototyping Scale and Complexity
8.2. Architectural Applications and Categorization
8.3. Technical Challenges and Limitations
- Geometric Precision and Surface Quality: Achieving consistent dimensional accuracy in large-scale prototypes remains difficult due to layer-by-layer deposition errors, thermal distortion, and material shrinkage. Post-processing, such as machining or grinding, often becomes necessary, increasing costs and production times.
- Material Anisotropy: WAAM-fabricated components often exhibit anisotropic properties, with mechanical performance varying based on load direction. Advanced deposition strategies, such as tailored layer orientations and material modeling, are needed to minimize these effects and ensure uniform strength.
- Residual Stresses: The repeated heating and cooling cycles during WAAM can introduce residual stresses, leading to warping and reduced structural integrity. Improved thermal control systems and post-deposition treatments are essential to mitigate these effects without compromising material properties.
- Process Monitoring and Control: Real-time feedback mechanisms for monitoring deposition quality, thermal conditions, and layer alignment are still underdeveloped. Enhancements in process automation and adaptive control will be critical for ensuring consistent quality at scale.
- Economic Viability: While WAAM can potentially excel in producing bespoke, high-performance components, its cost-effectiveness is unclear and cost information in the literature is scarce. Reducing energy consumption, material waste, and production time will be necessary to improve its market viability.
8.4. A Path Forward for WAAM in Architecture
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- The British Standards Institution. Additive Manufacturing. Wire Arc Guide-PAS 6012:2020. 2020. Available online: https://www.bsigroup.com/en-GB/insights-and-media/insights/brochures/pas-6012-additive-manufacturing/ (accessed on 30 November 2024).
- Saleh, B.; Fathi, R.; Tian, Y.; Radhika, N.; Jiang, J.; Ma, A. Fundamentals and advances of wire arc additive manufacturing: Materials, process parameters, potential applicatsions, and future trends. Arch. Civ. Mech. Eng. 2023, 23, 96. [Google Scholar] [CrossRef]
- Müller, J.; Hensel, J.; Dilger, K. Mechanical properties of wire and arc additively manufactured high-strength steel structures. Weld. World 2022, 66, 395–407. [Google Scholar] [CrossRef]
- Liu, J.; Xu, Y.; Ge, Y.; Hou, Z.; Chen, S. Wire and arc additive manufacturing of metal components: A review of recent research developments. Int. J. Adv. Manuf. Technol. 2020, 111, 149–198. [Google Scholar] [CrossRef]
- Shah, A.; Aliyev, R.; Zeidler, H.; Krinke, S. A Review of the Recent Developments and Challenges in Wire Arc Additive Manufacturing (WAAM) Process. J. Manuf. Mater. Process. 2023, 7, 97. [Google Scholar] [CrossRef]
- Huang, L.; Chen, X.; Konovalov, S.; Su, C.; Fan, P.; Wang, Y.; Xiaoming, P.; Panchenko, I. A Review of Challenges for Wire and Arc Additive Manufacturing (WAAM). Trans. Indian Inst. Met. 2023, 76, 1123–1139. [Google Scholar] [CrossRef]
- Raut, L.P.; Taiwade, R.V. Wire Arc Additive Manufacturing: A Comprehensive Review and Research Directions. J. Mater. Eng. Perform. 2021, 30, 4768–4791. [Google Scholar] [CrossRef]
- Wiltgen, F. Prototypes Are Important. |Transformations/Transformacje|EBSCOhost. Available online: https://openurl.ebsco.com/contentitem/gcd:162314538?sid=ebsco:plink:crawler&id=ebsco:gcd:162314538 (accessed on 23 September 2024).
- Costanzi, C.B.; Waldschmitt, B.; Knaack, U.; Lange, J. Transforming the Construction Industry Through Wire Arc Additive Manufacturing. In Coding Architecture: Designing Toolkits, Workflows, Industry; Ruttico, P., Ed.; Springer Nature: Cham, Switzerland, 2024; pp. 213–238. ISBN 978-3-031-47913-7. [Google Scholar]
- Evans, S.I.; Wang, J.; Qin, J.; He, Y.; Shepherd, P.; Ding, J. A review of WAAM for steel construction—Manufacturing, material and geometric properties, design, and future directions. Structures 2022, 44, 1506–1522. [Google Scholar] [CrossRef]
- Kühne, R.; Feldmann, M.; Citarelli, S.; Reisgen, U.; Sharma, R.; Oster, L. 3D printing in steel construction with the automated Wire Arc Additive Manufacturing. ce/papers 2019, 3, 577–583. [Google Scholar] [CrossRef]
- Laghi, V.; Gasparini, G. Explorations of efficient design solutions for Wire-and-Arc Additive manufacturing in construction. Structures 2023, 56, 104883. [Google Scholar] [CrossRef]
- Pan, A.; Lai, W.; Bernal, S.; Chaudhary, K.; Zhou, H.; Ridings, A.; Yin, H. A Literature Review of WAAM and Future Application in Buildings. Available online: https://www.researchgate.net/profile/Hongxi-Yin/publication/371289398_A_Literature_Review_of_WAAM_and_Future_Application_in_Buildings/links/64e52c8e40289f7a0fad2d72/A-Literature-Review-of-WAAM-and-Future-Application-in-Buildings.pdf (accessed on 24 September 2024).
- Bañón, C.; Raspall, F. 3D Printing Architecture: Workflows, Applications, and Trends, SpringerLink. Available online: https://link.springer.com/book/10.1007/978-981-15-8388-9 (accessed on 3 September 2023).
- Rael, R.; Fratello, V.S. Printing Architecture: Innovative Recipes for 3D Printing; Chronicle Books: San Francisco, CA, USA, 2018; ISBN 978-1-61689-747-5. [Google Scholar]
- van Woensel, R.N.P.; van Oirschot, T.; Burgmans, M.J.H.; Mohammadi, M.; Hermans, K. Printing Architecture: An overview of existing and promising additive manufacturing methods and their application in the building industry. Int. J. Constr. Environ. 2018, 9, 57–81. [Google Scholar] [CrossRef]
- Wu, Z.; Memari, A.M.; Duarte, J.P. State of the Art Review of Reinforcement Strategies and Technologies for 3D Printing of Concrete. Energies 2022, 15, 360. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, J.; Dong, S.; Yu, X.; Han, B. A review of the current progress and application of 3D printed concrete. Compos. Part. Appl. Sci. Manuf. 2019, 125, 105533. [Google Scholar] [CrossRef]
- Asaf, O.; Bentur, A.; Larianovsky, P.; Sprecher, A. From soil to printed structures: A systematic approach to designing clay-based materials for 3D printing in construction and architecture. Constr. Build. Mater. 2023, 408, 133783. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef]
- Mohamed, H.; Bao, D.W.; Snooks, R. Super Composite: Carbon Fibre Infused 3D Printed Tectonics. In Proceedings of the Proceedings of the 2020 DigitalFUTURES; Yuan, P.F., Yao, J., Yan, C., Wang, X., Leach, N., Eds.; Springer: Singapore, 2021; pp. 297–308. [Google Scholar]
- Raspall, F.; Bañón, C. Large-Scale 3D Printing Using Recycled PET. The Case of Upcycle Lab @ DB Schenker Singapore. In Hybrid Intelligence; Yuan, P.F., Chai, H., Yan, C., Li, K., Sun, T., Eds.; Springer Nature: Singapore, 2023; pp. 432–442. [Google Scholar]
- Shakor, P.; Chu, S.H.; Puzatova, A.; Dini, E. Review of binder jetting 3D printing in the construction industry. Prog. Addit. Manuf. 2022, 7, 643–669. [Google Scholar] [CrossRef]
- Singh, L.I.; Sachidananda, K. Metal Additive Manufacturing Technique in Construction Industry: A Review Paper. In Recent Advances in Materials; Swain, B.P., Ed.; Springer Nature: Singapore, 2023; pp. 31–42. [Google Scholar]
- Capasso, I.; Andreacola, F.R.; Brando, G. Additive Manufacturing of Metal Materials for Construction Engineering: An Overview on Technologies and Applications. Metals 2024, 14, 1033. [Google Scholar] [CrossRef]
- Müller, J.; Hensel, J. WAAM of structural components-Building strategies for varying wall thicknesses. Weld. World 2023, 67, 833–844. [Google Scholar] [CrossRef]
- The Innovation in wire arc additive manufacturing (WAAM): A review. Available online: https://mrforum.com/product/9781644902592-54/ (accessed on 31 October 2024).
- Zhang, Y.; Wu, L.; Guo, X.; Kane, S.; Deng, Y.; Jung, Y.-G.; Lee, J.-H.; Zhang, J. Additive Manufacturing of Metallic Materials: A Review. J. Mater. Eng. Perform. 2018, 27, 1–13. [Google Scholar] [CrossRef]
- Joshi, S.; Martukanitz, R.P.; Nassar, A.R.; Michaleris, P. Metal Additive Manufacturing Processes—Directed Energy Deposition Processes. In Additive Manufacturing with Metals: Design, Processes, Materials, Quality Assurance, and Applications; Joshi, S., Martukanitz, R.P., Nassar, A.R., Michaleris, P., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 111–150. ISBN 978-3-031-37069-4. [Google Scholar]
- Rodrigues, T.A.; Duarte, V.; Miranda, R.M.; Santos, T.G.; Oliveira, J.P. Current Status and Perspectives on Wire and Arc Additive Manufacturing (WAAM). Materials 2019, 12, 1121. [Google Scholar] [CrossRef] [PubMed]
- Hassan, H.; Rodriguez-Ubinas, E.; Al Tamimi, A.; Trepci, E.; Mansouri, A.; Almehairbi, K. Towards innovative and sustainable buildings: A comprehensive review of 3D printing in construction. Autom. Constr. 2024, 163, 105417. [Google Scholar] [CrossRef]
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Gardner, L. Metal additive manufacturing in structural engineering-Review, advances, opportunities and outlook. Structures 2023, 47, 2178–2193. [Google Scholar] [CrossRef]
- Paul, C.; Nath, D.; Tobber, L.; Benoit, M. Review of Opportunities and Challenges for Additive Manufacturing of Steels in the Construction Industry. Adv. Civ. Eng. Mater. 2024, 13, 232–247. [Google Scholar] [CrossRef]
- Kanyilmaz, A.; Demir, A.G.; Chierici, M.; Berto, F.; Gardner, L.; Kandukuri, S.Y.; Kassabian, P.; Kinoshita, T.; Laurenti, A.; Paoletti, I.; et al. Role of metal 3D printing to increase quality and resource-efficiency in the construction sector. Addit. Manuf. 2022, 50, 102541. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Scutelnicu, E.; Rusu, C.C.; Mistodie, L.R.; Mihailescu, D.; Subbiah, A.V. Wire Arc Additive Manufacturing: Review on Recent Findings and Challenges in Industrial Applications and Materials Characterization. Metals 2021, 11, 939. [Google Scholar] [CrossRef]
- Pant, H.; Arora, A.; Gopakumar, G.S.; Chadha, U.; Saeidi, A.; Patterson, A.E. Applications of wire arc additive manufacturing (WAAM) for aerospace component manufacturing. Int. J. Adv. Manuf. Technol. 2023, 127, 4995–5011. [Google Scholar] [CrossRef]
- Mishra, V.; Babu, A.; Schreurs, R.; Wu, K.; Hermans, M.J.M.; Ayas, C. Microstructure estimation and validation of ER110S-G. steel structures produced by wire and arc additive manufacturing. J. Mater. Res. Technol. 2023, 23, 3579–3601. [Google Scholar] [CrossRef]
- Dai, P.; Li, A.; Zhang, J.; Chen, R.; Luo, X.; Wen, L.; Wang, C.; Lv, X. Research Status and Development Trend of Wire Arc Additive Manufacturing Technology for Aluminum Alloys. Coatings 2024, 14, 1094. [Google Scholar] [CrossRef]
- Borg Costanzi, C. Reinforcing and Detailing of Thin Sheet Metal Using Wire Arc Additive Manufacturing as an Application in Facades; Mechanik, Werkstoffe und Konstruktion im Bauwesen; Springer Fachmedien: Wiesbaden, Germany, 2023; Volume 68, ISBN 978-3-658-41539-6. [Google Scholar]
- Ayed, A.; Valencia, A.; Bras, G.; Bernard, H.; Michaud, P.; Balcaen, Y.; Alexis, J. Effects of WAAM Process Parameters on Metallurgical and Mechanical Properties of Ti-6Al-4V Deposits. In Advances in Materials, Mechanics and Manufacturing; Chaari, F., Barkallah, M., Bouguecha, A., Zouari, B., Khabou, M.T., Kchaou, M., Haddar, M., Eds.; Springer International Publishing: Cham, Switzerland, 2020; pp. 26–35. [Google Scholar]
- Manjhi, S.K.; Sekar, P.; Bontha, S.; Balan, A.S.S. Effect of CMT-WAAM Process Parameters on Bead Geometry, Microstructure and Mechanical Properties of AZ31 Mg Alloy. J. Mater. Eng. Perform. 2024, 33, 8567–8581. [Google Scholar] [CrossRef]
- Mirabi, H.; Mirakhorli, F.; Béland, J.-F.; Nadeau, F.; Demers, V.; Bocher, P. On selecting proper process parameters for cold metal transfer (CMT)–based wire arc additive manufacturing (WAAM) process. Int. J. Adv. Manuf. Technol. 2024, 133, 6083–6093. [Google Scholar] [CrossRef]
- Gurmesa, F.D.; Lemu, H.G.; Adugna, Y.W.; Harsibo, M.D. Residual Stresses in Wire Arc Additive Manufacturing Products and Their Measurement Techniques: A Systematic Review. Appl. Mech. 2024, 5, 420–449. [Google Scholar] [CrossRef]
- Li, B.; Nagaraja, K.M.; Zhang, R.; Malik, A.; Lu, H.; Li, W. Integrating robotic wire arc additive manufacturing and machining: Hybrid WAAM machining. Int. J. Adv. Manuf. Technol. 2023, 129, 3247–3259. [Google Scholar] [CrossRef]
- Li, Y.; Su, C.; Zhu, J. Comprehensive review of wire arc additive manufacturing: Hardware system, physical process, monitoring, property characterization, application and future prospects. Results Eng. 2022, 13, 100330. [Google Scholar] [CrossRef]
- Leschok, M.; Cheibas, I.; Piccioni, V.; Seshadri, B.; Schlüter, A.; Gramazio, F.; Kohler, M.; Dillenburger, B. 3D printing facades: Design, fabrication, and assessment methods. Autom. Constr. 2023, 152, 104918. [Google Scholar] [CrossRef]
- Liu, J.; Gaynor, A.T.; Chen, S.; Kang, Z.; Suresh, K.; Takezawa, A.; Li, L.; Kato, J.; Tang, J.; Wang, C.C.L.; et al. Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 2457–2483. [Google Scholar] [CrossRef]
- Campatelli, G.; Montevecchi, F.; Venturini, G.; Ingarao, G.; Priarone, P.C. Integrated WAAM-Subtractive Versus Pure Subtractive Manufacturing Approaches: An Energy Efficiency Comparison. Int. J. Precis. Eng. Manuf. Green. Technol. 2020, 7, 1–11. [Google Scholar] [CrossRef]
- Barath Kumar, M.D.; Manikandan, M. Assessment of Process, Parameters, Residual Stress Mitigation, Post Treatments and Finite Element Analysis Simulations of Wire Arc Additive Manufacturing Technique. Met. Mater. Int. 2022, 28, 54–111. [Google Scholar] [CrossRef]
- Pasco, J.; Lei, Z.; Aranas, C. Additive Manufacturing in Off-Site Construction: Review and Future Directions. Buildings 2022, 12, 53. [Google Scholar] [CrossRef] [PubMed]
- Nguyen, V.-T.; Minh, P.S.; Uyen, T.M.T.; Do, T.T.; Ngoc, H.V.T.; Le, M.-T.; Tien Nguyen, V.T. WAAM Technique: Process Parameters Affecting the Mechanical Properties and Microstructures of Low-Carbon Steel. Metals 2023, 13, 873. [Google Scholar] [CrossRef]
- Ovako S235JR EN10025-2 (ref) Steel, +AR. Available online: https://www.matweb.com/search/datasheet.aspx?matguid=ffc482278e2e4dc780572160dcada3d1 (accessed on 27 December 2024).
- Weber, B.; Meng, X.; Zhang, R.; Nitawaki, M.; Sagawa, T.; Gardner, L. Tensile behaviour of WAAM high strength steel material and members. Mater. Des. 2024, 237, 112517. [Google Scholar] [CrossRef]
- Kyvelou, P.; Huang, C.; Gardner, L.; Buchanan, C. Structural Testing and Design of Wire Arc Additively Manufactured Square Hollow Sections. J. Struct. Eng. 2021, 147, 04021218. [Google Scholar] [CrossRef]
- Xin, H.; Tarus, I.; Cheng, L.; Veljkovic, M.; Persem, N.; Lorich, L. Experiments and numerical simulation of wire and arc additive manufactured steel materials. Structures 2021, 34, 1393–1402. [Google Scholar] [CrossRef]
- Dhinakaran, V.; Ajith, J.; Fathima Yasin Fahmidha, A.; Jagadeesha, T.; Sathish, T.; Stalin, B. Wire Arc Additive Manufacturing (WAAM) process of nickel based superalloys—A review. Mater. Today Proc. 2020, 21, 920–925. [Google Scholar] [CrossRef]
- Wächter, M.; Leicher, M.; Hupka, M.; Leistner, C.; Masendorf, L.; Treutler, K.; Kamper, S.; Esderts, A.; Wesling, V.; Hartmann, S. Monotonic and Fatigue Properties of Steel Material Manufactured by Wire Arc Additive Manufacturing. Appl. Sci. 2020, 10, 5238. [Google Scholar] [CrossRef]
- Joosten, S.K. Printing a Stainless Steel Bridge: An Exploration of Structural Properties of Stainless Steel Additive Manufactures for Civil Engineering Purposes. 2015. Available online: https://repository.tudelft.nl/islandora/object/uuid%3Ab4286867-9c1c-40c1-a738-cf28dd7b6de5 (accessed on 9 June 2022).
- Laghi, V.; Palermo, M.; Gasparini, G.; Trombetti, T. Computational design and manufacturing of a half-scaled 3D-printed stainless steel diagrid column. Addit. Manuf. 2020, 36, 101505. [Google Scholar] [CrossRef]
- Ye, J.; Kyvelou, P.; Gilardi, F.; Lu, H.; Gilbert, M.; Gardner, L. An End-to-End Framework for the Additive Manufacture of Optimized Tubular Structures. IEEE Access 2021, 9, 165476–165489. [Google Scholar] [CrossRef]
- Feucht, T.; Waldschmitt, B.; Lange, J.; Erven, M. Additive manufacturing of a bridge in situ. Steel Constr. 2022, 15, 100–110. [Google Scholar] [CrossRef]
- Snooks, R. Behavioral tectonics: AgentBody prototypes and the compression of tectonics. Archit. Intell. 2022, 1, 9. [Google Scholar] [CrossRef]
- Silvestru, V.-A.; Ariza, I.; Taras, A. Structural behaviour of point-by-point wire arc additively manufactured steel bars under compressive loading. J. Constr. Steel Res. 2023, 207, 107982. [Google Scholar] [CrossRef]
- Waldschmitt, B.; Costanzi, C.B.; Knaack, U.; Lange, J. 3d printing of column structures for architectural applications. Archit. Struct. Constr. 2022, 2, 565–574. [Google Scholar] [CrossRef]
- LAGHI, V. WAAMGRID: Digital design and fabrication framework for wire-and-arc additive manufactured diagrid lattice structures. Built Environ. Addit. Manuf. 2022, 202, 61–67. [Google Scholar]
- Waldschmitt, B.; Lange, J. Robot supported Wire Arc Additive Manufacturing of Steel Columns. ce/papers 2023, 6, 696–701. [Google Scholar] [CrossRef]
- Evans, S.; Xu, F.; Wang, J. Experimental Study on the Local Buckling Response of WAAM Stainless Steel Square Hollow Sections. ce/papers 2023, 6, 684–689. [Google Scholar] [CrossRef]
- MX3D. Lunar Floor for ESA. Available online: https://mx3d.com/industries/construction/lunar-floor-for-esa/ (accessed on 4 December 2024).
- Zhang, H.; Huang, J.; Liu, C.; Ma, Y.; Han, Y.; Xu, T.; Lu, J.; Fang, H. Fabricating Pyramidal Lattice Structures of 304 L Stainless Steel by Wire Arc Additive Manufacturing. Materials 2020, 13, 3482. [Google Scholar] [CrossRef]
- Baglivo, L.; Avallone, G.; Caso, M.; D’Arcangelo, S.; Benni, A.A.; Laghi, V.; Arrè, L.; Gasparini, G.; Palermo, M.; Petrò, S.; et al. Design and prototyping wire arc additively manufactured aluminum alloy lattice structures. Int. J. Adv. Manuf. Technol. 2024, 135, 3747–3764. [Google Scholar] [CrossRef]
- Laghi, V. <1992> Study of Innovative Steel 3D-Printing Process for Structural Engineering Applications. Ph.D. Thesis, Alma Mater Studiorum-Università di Bologna, Bologna, Italy, 2021. [Google Scholar]
- Elhamy, A.A.; Elselmy, R. Computational Design and Fabrication Strategy for Topology Optimization of Spiral Staircase Using Metal Wire Arc Additive Manufacturing. Nexus Netw. J. 2024, 26, 397–408. [Google Scholar] [CrossRef]
- Baqershahi, M.H.; Ayas, C.; Ghafoori, E. Design optimisation for hybrid metal additive manufacturing for sustainable construction. Eng. Struct. 2024, 301, 117355. [Google Scholar] [CrossRef]
- Kloft, H.; Schmitz, L.P.; Müller, C.; Laghi, V.; Babovic, N.; Baghdadi, A. Experimental Application of Robotic Wire-and-Arc Additive Manufacturing Technique for Strengthening the I-Beam Profiles. Buildings 2023, 13, 366. [Google Scholar] [CrossRef]
- Borg Costanzi, C. Proposed Hybrid WAAM and Thin Sheet Metal Welding. In Reinforcing and Detailing of Thin Sheet Metal Using Wire Arc Additive Manufacturing as an Application in Facades; Borg Costanzi, C., Ed.; Springer Fachmedien: Wiesbaden, Germany, 2023; pp. 99–172. ISBN 978-3-658-41540-2. [Google Scholar]
- Grebner, P.; Lange, J. 3D-printing with steel on thin sheets for application in free form façade construction: Welding process development and material properties. ce/papers 2023, 6, 666–671. [Google Scholar] [CrossRef]
- Müller, J.; Grabowski, M.; Müller, C.; Hensel, J.; Unglaub, J.; Thiele, K.; Kloft, H.; Dilger, K. Design and Parameter Identification of Wire and Arc Additively Manufactured (WAAM) Steel Bars for Use in Construction. Metals 2019, 9, 725. [Google Scholar] [CrossRef]
- Dörrie, R.; Freund, N.; Herrmann, E.; Baghdadi, A.; Mai, I.; Galli, F.; David, M.; Dröder, K.; Lowke, D.; Kloft, H. Automated force-flow-oriented reinforcement integration for Shotcrete 3D Printing. Autom. Constr. 2023, 155, 105075. [Google Scholar] [CrossRef]
- Hack, N.; Bahar, M.; Hühne, C.; Lopez, W.; Gantner, S.; Khader, N.; Rothe, T. Development of a Robot-Based Multi-Directional Dynamic Fiber Winding Process for Additive Manufacturing Using Shotcrete 3D Printing. Fibers 2021, 9, 39. [Google Scholar] [CrossRef]
- Straßer, A.; Riegger, F.; Hamilton, L.D.; Kränkel, T.; Gehlen, C.; Zaeh, M.F.; Kwade, A. Selective Paste Intrusion: Integration of reinforcement by WAAM-Concept and current research with special attention to cooling strategies. Constr. Build. Mater. 2023, 406, 133236. [Google Scholar] [CrossRef]
- Binder, J.; Pazdon, J.; Fetuga, R.; De Oliveira, C.; Villamarin, B. Achieving Elegant and Efficient Geometry in Architectural Frames with Casting Technology and Advanced Manufacturing: Day’s End Project Case Study. Proc. IASS Annu. Symp. 2020, 2020, 1–11. [Google Scholar]
- Feucht, T.; Lange, J. 3-D-printing with steel: Additive manufacturing of connection elements. In Advances in Engineering Materials, Structures and Systems: Innovations, Mechanics and Applications; CRC Press: Boca Raton, FL, USA, 2019; ISBN 978-0-429-42650-6. [Google Scholar]
- Guo, X.; Kyvelou, P.; Ye, J.; Gardner, L. Experimental investigation of wire arc additively manufactured steel T-stub connections. J. Constr. Steel Res. 2023, 211, 108106. [Google Scholar] [CrossRef]
- Guo, X.; Kyvelou, P.; Ye, J.; Teh, L.H.; Gardner, L. Experimental investigation of wire arc additively manufactured steel single-lap shear bolted connections. Thin Walled Struct. 2022, 181, 110029. [Google Scholar] [CrossRef]
- MX3D. Connector for Takenaka. Available online: https://mx3d.com/industries/construction/connector-for-takenaka/ (accessed on 24 September 2024).
- Ariza, I. Adaptive Detailing: Design and Fabrication Methods for In Place Wire and Arc Additive Manufacturing Connection Details. Ph.D. Thesis, ETH Zurich, Zürich, Switzerland, 2022. [Google Scholar]
- Ariza, I.M. In Place Detailing. Combining 3D printing and robotic assembly. In ACADIA//2018: Recalibration. On imprecisionand infidelity. In Proceedings of the 38th Annual Conference of the Association for Computer Aided Design in Architecture (ACADIA), Mexico City, Mexico, 18–20 October 2018; pp. 312–321. [Google Scholar]
- Erven, M. 3D-Printed Steel Nodes. Architecture; AADR-Art Architecture Design Research. 2023. Available online: https://aadr.info/product/print-architecture/ (accessed on 30 October 2024).
- Erven, M.; Lange, J. Design of optimized 3D-printed steel nodes. In Structures and Architecture A Viable Urban Perspective? CRC Press: Boca Raton, FL, USA, 2022; pp. 229–236. [Google Scholar]
- Reimann, J.; Henckell, P.; Ali, Y.; Hammer, S.; Rauch, A.; Hildebrand, J.; Bergmann, J.P. Production of Topology-optimised Structural Nodes Using Arc-based, Additive Manufacturing with GMAW Welding Process. J. Civ. Eng. Constr. 2021, 10, 101–107. [Google Scholar] [CrossRef]
- Petrescu, T.-C.; Voordijk, J.T.; Mihai, P. Developing a TRL-oriented roadmap for the adoption of biocomposite materials in the construction industry. Front. Eng. Manag. 2023, 10, 223–236. [Google Scholar] [CrossRef]
- MX3D Smart Bridge. Available online: https://mx3d.com/ (accessed on 12 May 2022).
- Gardner, L.; Kyvelou, P.; Herbert, G.; Buchanan, C. Testing and initial verification of the world’s first metal 3D printed bridge. J. Constr. Steel Res. 2020, 172, 106233. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | WAAM Wire: ER70S-6 [53] | S 235 JR + AR (@thickness 40.1–63.0 mm) [54] |
|---|---|---|
| Tensile Strength | 599 MPa to 694 MPa | 360–510 MPa |
| Yield Strength | 492 MPa to 590 MPa | ≥225 MPa |
| Elongation | 41–57% | 26% |
| Application | Truss |
| Date | 2021 |
| Dimensions | 400 × 2000 mm |
| Material | WAAM Carbon Steel |
| Process Parameters | Not specified |
| Software/Hardware | CMT: Multi-axis WAAM, FEA, ABAQUS/MetalLive/Metal XL/ MATLAB/Peregrin Grasshopper |
| Manufacturing Environment | MX3D Laboratory |
| Strength/Weight | Material is reduced by at least 50%. Yield stress (345 MPa) and ultimate tensile strength (458 MPa). Resistance to buckling and improved stiffness, increase by double. |
| Observations | Author claims improved structural efficiency with a capacity-to-mass ratio at least twice that of equivalent conventional designs. |
| Application | Bridge |
| Date | 2019 |
| Dimensions | 600 × 2000 × 500 mm * |
| Material | Gas Set/15 L/min Ferroline C6 × 1—Ferroline C18 Wire Material/Weko 4 L, G4Si1 (ER 70S-6) ∅1.2 mm |
| Process Parameters | FeedRate/5 m/min (90° Torch) Travel Speed/0.28–0.65 m/min |
| Software/Hardware | Six-axis welding robot was equipped with controller, welding equipment, gas, and wire Fronius CMT Advanced 4000 R Scan/CT Scans |
| Manufacturing Environment | In situ |
| Strength/Weight | Printed steel demonstrated an average yield strength of 403 N/mm2 |
| Observations | The study successfully demonstrated in situ manufacturing of a steel bridge, addressing challenges related to cantilevered structures and residual stress management |
| Application | Bridge |
| Date | 2021 |
| Dimensions | 12.5 m (length) × 2.5 m (width) |
| Material | 308LSi stainless steel |
| Process Parameters | layer height 0.5–2 mm |
| Software/Hardware | Metal XL/GMAW, with multi-axis robotic arms |
| Manufacturing Environment | Workshop MX3D |
| Strength/Weight | 7.8 tons, with approximately 4.6 tons being 3D printed. Structural tests demonstrated that the bridge could support its full-serviceability, limit-state design load. |
| Observations | First large-scale 3D-printed metal bridge and largest WAAM structure. Print period six months. |
| Application | Column/Lattice Structure |
| Date | 2022 |
| Dimensions | 150 × 150 × 2000 mm |
| Material | ER 308LSi |
| Process Parameters | Dot-by-Dot Printing |
| Software/Hardware | Robotic Welding |
| Manufacturing Environment | Laboratory |
| Strength/Weight | Weighs 23.66 kg, which is 12% lighter than the equivalent. Ultimate tensile strength (UTS) for vertical specimens was 527.31 MPa. Compression tests confirmed that the design ensured sufficient resistance to buckling. |
| Observations | Fabrication time was approximately 60–70 h. |
| Application | Reinforcement of I-beams |
| Date | 2023 |
| Dimensions | PE 200 profiles (200 mm length, flange: 100 mm width, web: 5.6 mm thickness) |
| Material | S 235 JR+AR steel (I beam); copper-coated manganese steel wire (WAAM reinforcement) |
| Process parameters | Wire feed speed: 4 m/min; current: 142 A; voltage: 14.5 V; shielding gas flow: 12 L/min; layer height: 1.6 mm |
| Software/Hardware | Rhinoceros, Grasshopper3D, UR16e robot, Fronius TPS 600i CMT welding system |
| Manufacturing environment | Laboratory |
| Strength/Weight | Structural performance comparable to conventional stiffeners with optimized material use. |
| Observations | Effective deformation control achieved through alternating printing strategy; residual stresses and small dimensional deviations in flange bonding noted. |
| Application | Connection |
| Date | 2022 |
| Dimensions | 100 × 100 × 100 mm * |
| Materials | Base/Pipe material is S235, 2 mm thick and 30 mm in diameter; wire material/CARBOFIL 1, copper-coated |
| Process Parameters | Wire Feed Speed/4.9 m/min; Travel Speed/6 mm/s Voltage/16–19 V; Current/variable, 70–110 A |
| Software/Hardware | Robot ABB IRB 4600/40; profile sensor, GMAW torch connected to a MIG/MAG |
| Manufacturing Environment | Laboratory |
| Strength/Weight | Structural testing indicated performed well under tensile and compressive loading, sufficient strength for spatial structural assemblies and ensuring stable load transfer across elements. |
| Observations | Demonstrates feasibility of real-time adaptive connection detailing. |
| Application | Facade |
| Date | 2021 |
| Dimensions | 200 × 200 × 2000 mm * |
| Material | WAAM with cold metal transfer, multi-axis robotic arms |
| Process Parameters | Not specified |
| Software/Hardware | CMT, Robotic Arm |
| Manufacturing Environment | Laboratory |
| Strength/Weight | The material was applied strategically, ensuring minimal weight while achieving the necessary structural performance. |
| Observations | Demonstrated the feasibility of hybrid WAAM sheet metal facades for complex, customizable designs. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raspall, F.; Araya, S.; Pazols, M.; Valenzuela, E.; Castillo, M.; Benavides, P. Wire Arc Additive Manufacturing for Widespread Architectural Application: A Review Informed by Large-Scale Prototypes. Buildings 2025, 15, 906. https://doi.org/10.3390/buildings15060906
Raspall F, Araya S, Pazols M, Valenzuela E, Castillo M, Benavides P. Wire Arc Additive Manufacturing for Widespread Architectural Application: A Review Informed by Large-Scale Prototypes. Buildings. 2025; 15(6):906. https://doi.org/10.3390/buildings15060906
Chicago/Turabian StyleRaspall, Felix, Sergio Araya, Maximiliano Pazols, Eduardo Valenzuela, Martín Castillo, and Paola Benavides. 2025. "Wire Arc Additive Manufacturing for Widespread Architectural Application: A Review Informed by Large-Scale Prototypes" Buildings 15, no. 6: 906. https://doi.org/10.3390/buildings15060906
APA StyleRaspall, F., Araya, S., Pazols, M., Valenzuela, E., Castillo, M., & Benavides, P. (2025). Wire Arc Additive Manufacturing for Widespread Architectural Application: A Review Informed by Large-Scale Prototypes. Buildings, 15(6), 906. https://doi.org/10.3390/buildings15060906