
Variable Stiffness Technologies for Soft Robotics: A Comparative Approach for the STIFF-FLOP Manipulator

Abstract
:1. Introduction
2. Materials and Methods
2.1. Manipulator Structure and Design Considerations
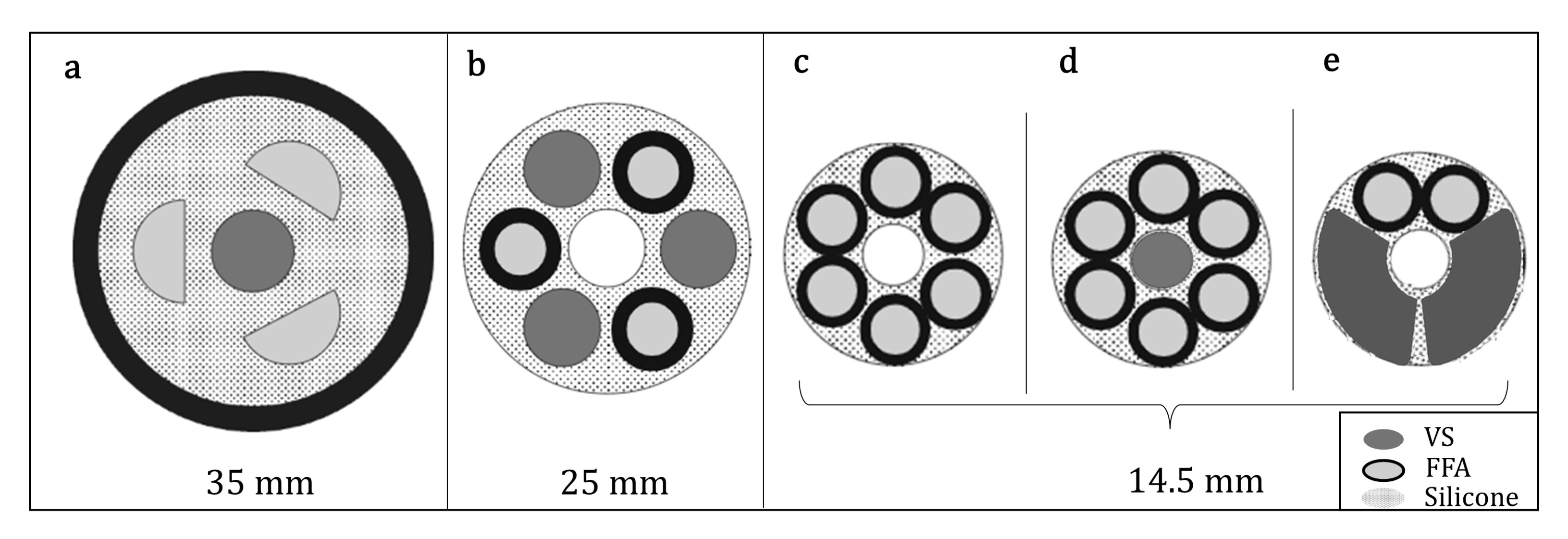
- The total length and the external diameter remain constant to maintain compliance with the standard laparoscopic trocars (diameter mm) and have comparable results in terms of the bending angle covered by the module;
- The module has a free central channel for the passage of tools to the tip;
- The module preserves three MPs to guarantee flexibility and dexterity;
- The module embeds a variable stiffness mechanism.
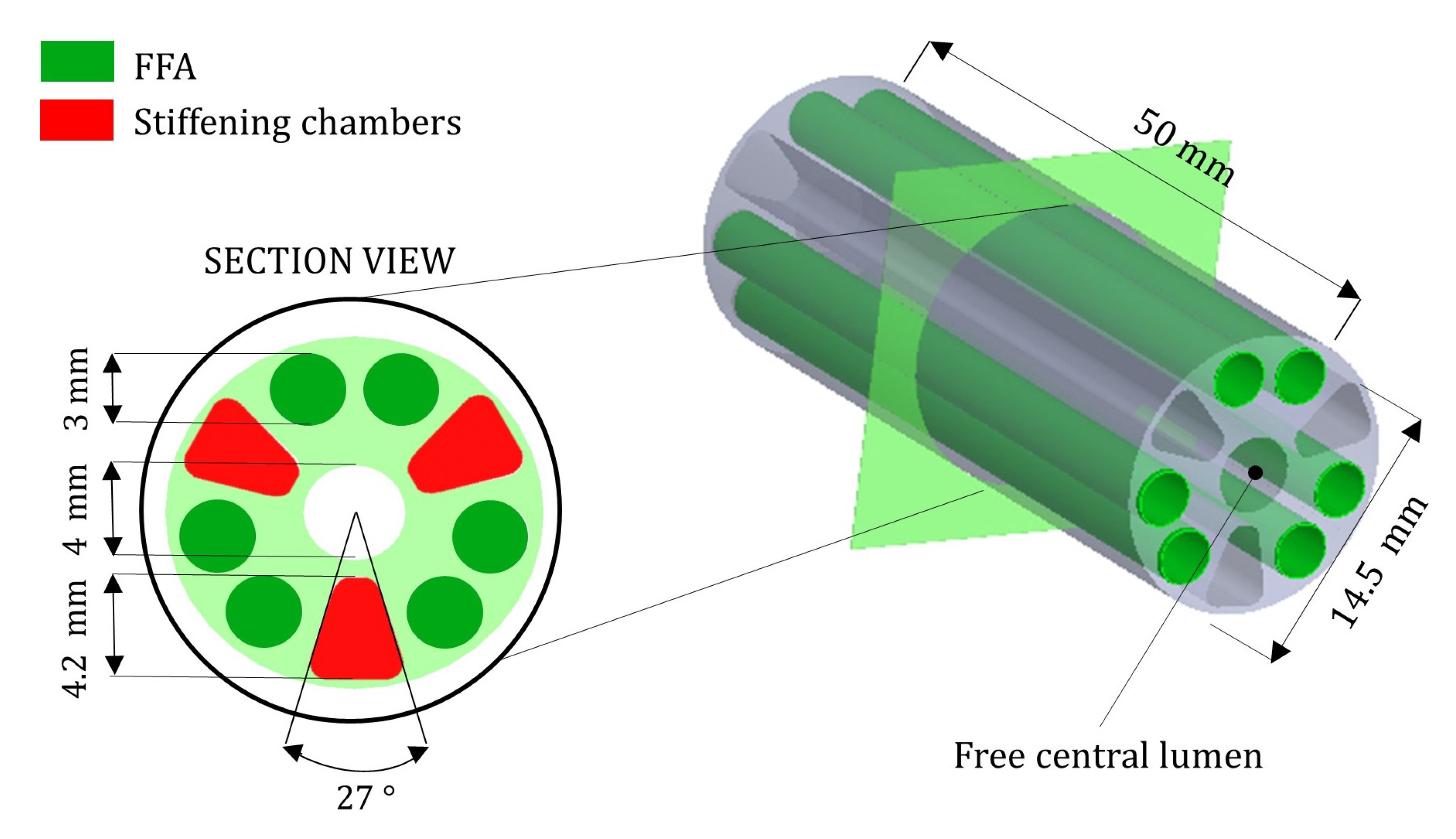
2.2. New Design
2.3. Variable Stiffness Mechanism
2.3.1. Jamming Transition
- Shape: fibers should have a cross-section shape able to fill the inner part of the chambers as efficiently as possible.
- Flexibility: fibers should be highly bendable, either thanks to a low Young’s modulus or their geometrical features.
- Elasticity: the material should not undergo plastic deformation during loading and its elastic return should be taken into consideration to restore the initial state and position when the vacuum is removed.
2.3.2. LMPA
2.4. Fabrication
- (a)
- Firstly, cotton thread was wrapped around the cylindrical mold of the fluidic chamber. The cylinder consists of three parts, one central and two sides (Figure 4a), so that the demolding steps are made easier.
- (b)
- Six molds were placed inside the manipulator mold together with a central core and three trapezoidal prisms (stiffening chambers). To guarantee a precise mold alignment, which is essential for avoiding any asymmetries in the module, both fluidic and stiffening chamber molds were held in place by a Plexiglas plate which is located on the top of the module. The Plexiglas component (thickness = 4 mm) was produced with a laser cutting machine (Universal Laser XLS10MWH, Universal Laser System Inc., South Carolina, USA). Then, uncured silicone (Ecoflex 0050, Smooth On Inc., Macungie, PA, USA) was poured into the mold and left to cure at room temperature. After the silicone had completely cured, all molds were removed (Figure 4b).
- (c)
- After obtaining the main silicone body of the manipulator, the next phase comprises the integration of the variable stiffness mechanism. For the FJ module version, a total of 36 fibers (i.e., 12 per chamber) were inserted in CT configuration in each stiffening chamber. In each module, the fibers were arranged as two tooth-interlocking combs: half were placed more than 3 mm from the bottom face of the module and the remaining amount was placed at the same length from the other side.For the LMPA module version, the LMPA core and heater were inserted in each stiffening chamber (Figure 4c). More details on this step are discussed in Appendix A.2.
- (d)
- The modules were sealed on the bottom side using a dedicated cup mold filled with harder silicone (Smooth Sil 950, Smooth On Inc., Macungie, PA, USA). At this stage, the pipes for the fluidic actuation (i.e., three for both modules) were incorporated into the soft structure. For the FJ module version, one pipe for the vacuum was also inserted (Figure 4d).
- (e)
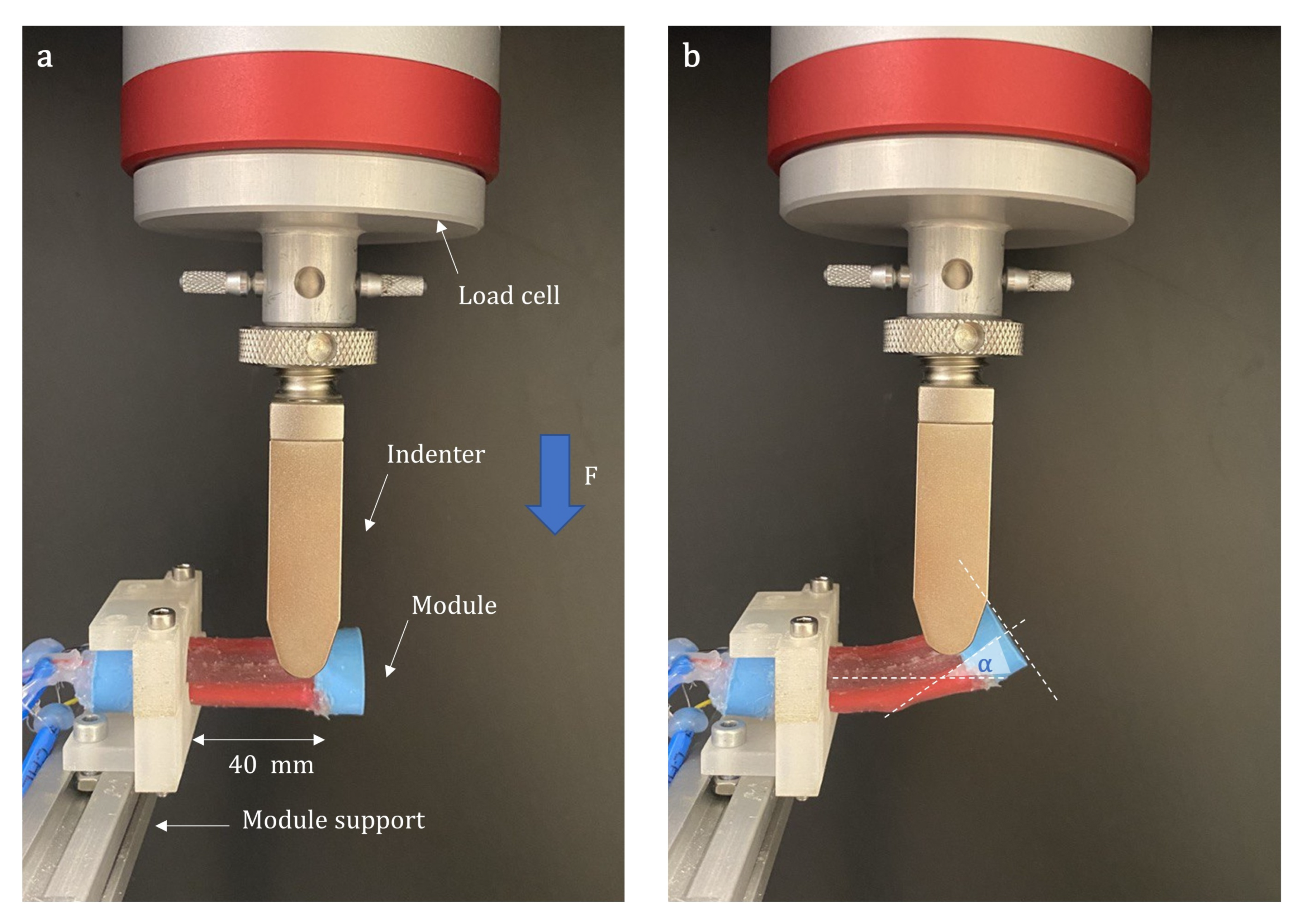
2.5. Experimental Setup and Protocols
2.5.1. Variable Stiffness at Rest Position
2.5.2. Variable Stiffness in Bent Configuration
2.5.3. Workspace
2.5.4. Shape Locking
- The module in the soft state is bent, supplying a pressure of 1.2 bar to a pair of chambers;
- The angle is recorded ();
- The transition from the soft to the stiff condition is triggered;
- The pressure is removed from the fluidic chambers;
- The angle is recorded again ().
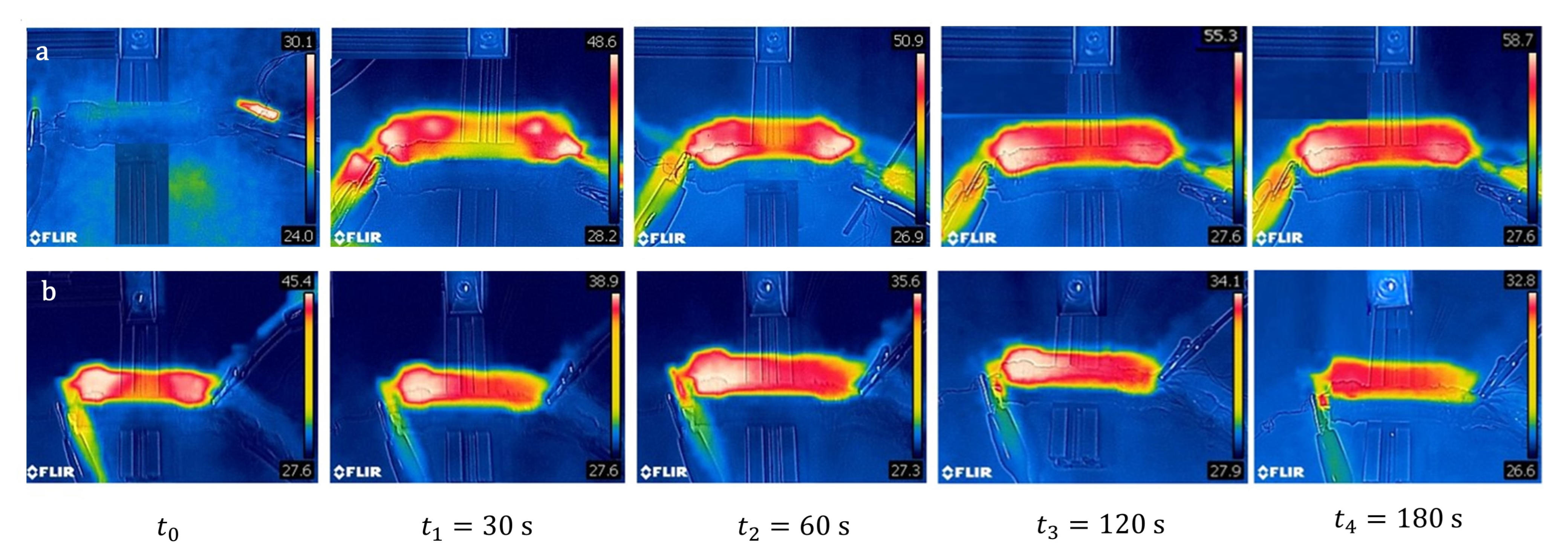
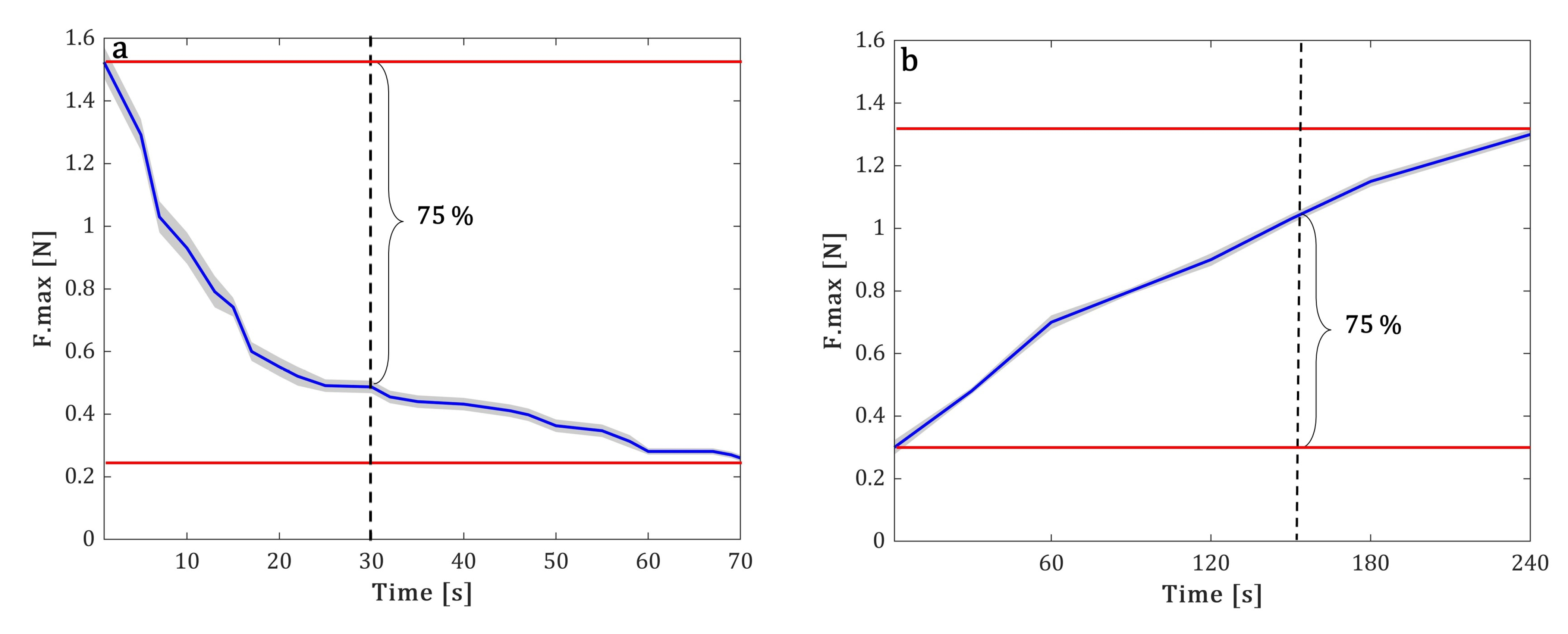
2.5.5. Transition Time Evaluation
3. Results and Discussion
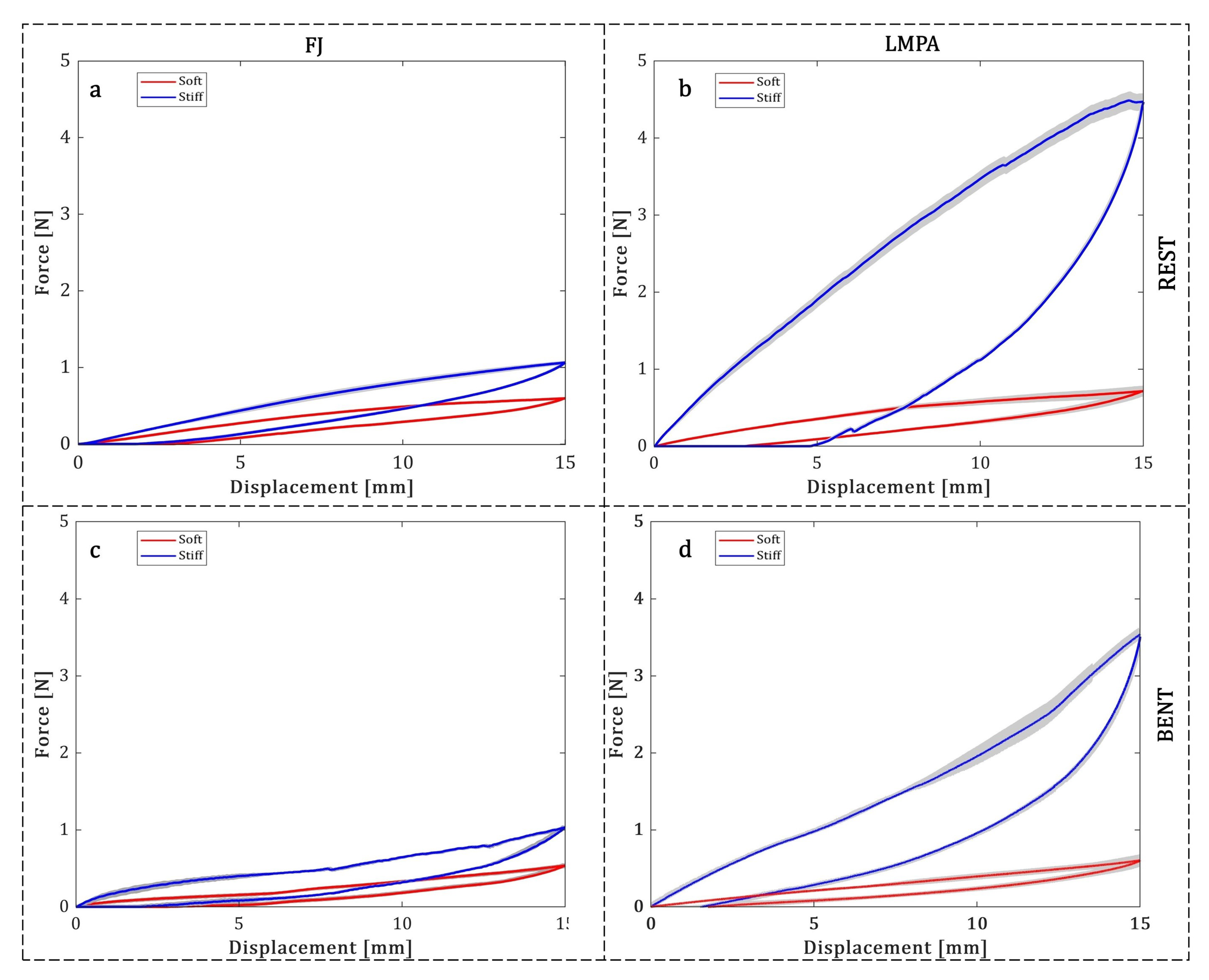
3.1. Variable Stiffness in the Rest Position
3.2. Variable Stiffness in the Bent Condition
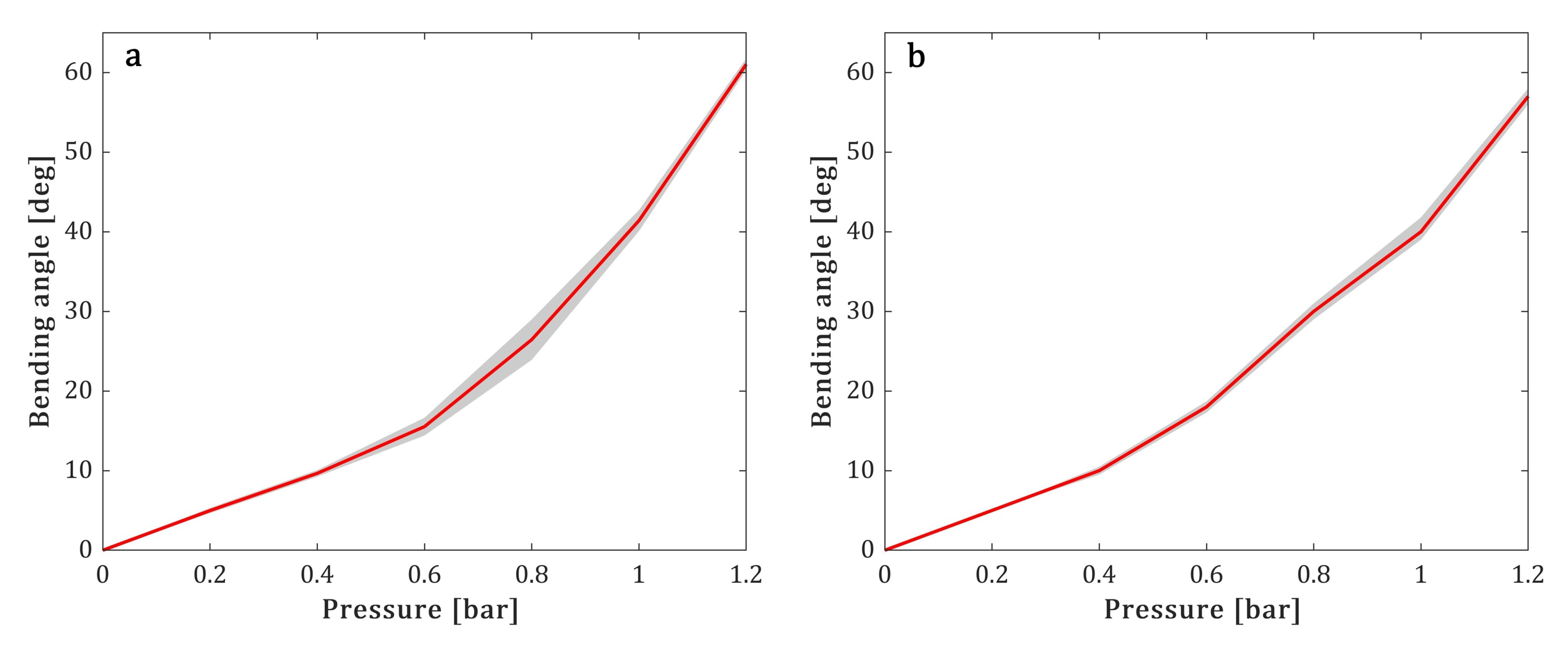
3.3. Workspace
3.4. Shape-Locking
3.5. Transition Time Evaluation
3.6. Performance Improvement in the STIFF-FLOP Manipulator
4. Conclusions and Future Perspectives
Author Contributions
Funding
Conflicts of Interest
Appendix A
Appendix A.1. Selection of the Heating System
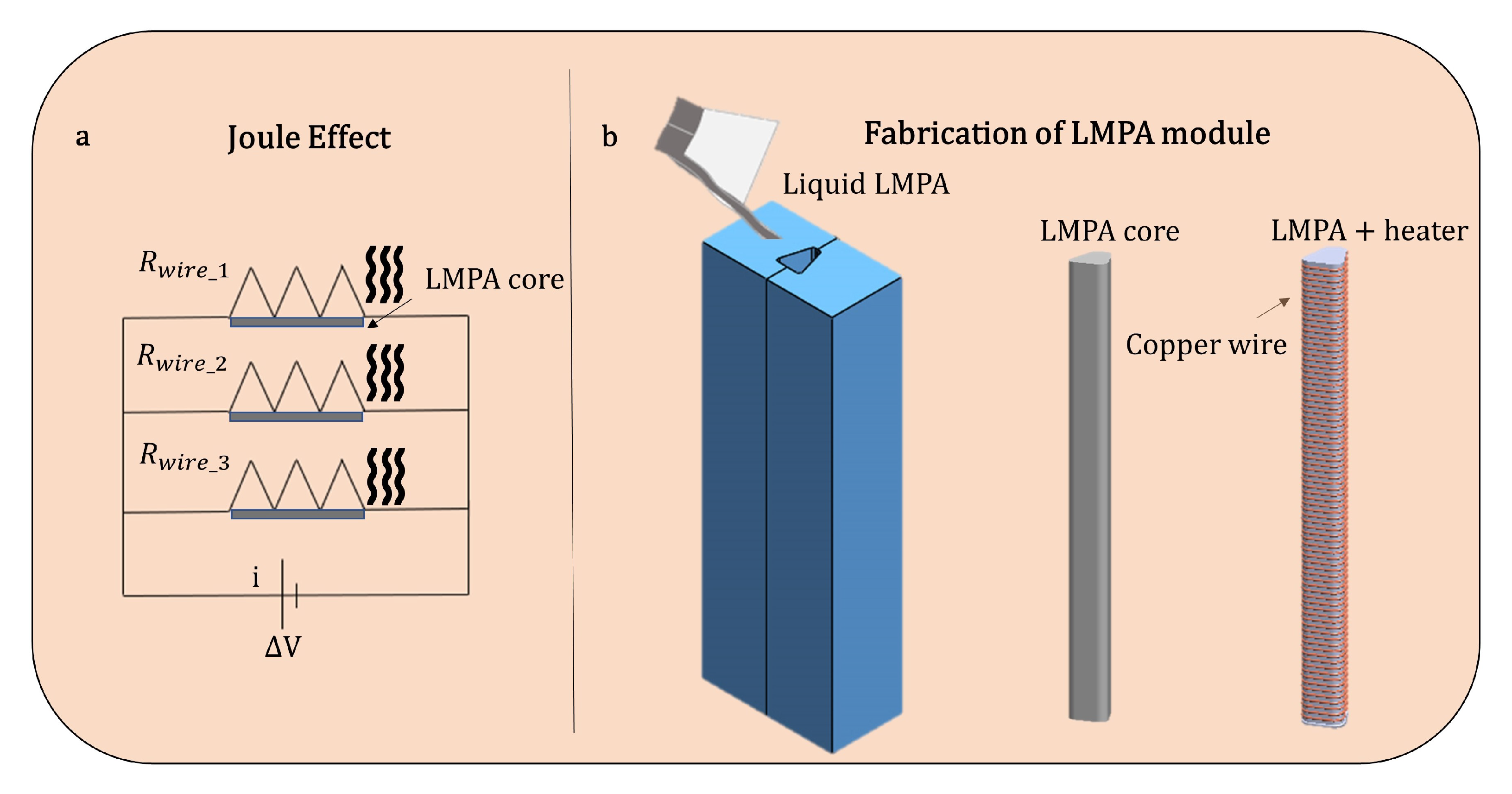
Appendix A.2. Manufacturing of the LMPA Core
Appendix A.3. Thermal Analysis
References
- Laschi, C.; Mazzolai, B.; Cianchetti, M. Soft robotics: Technologies and systems pushing the boundaries of robot abilities. Sci. Robot. 2016, 1, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rutland, B. Soft touch. Artforum Int. 2014, 53, 236–243. [Google Scholar]
- Cianchetti, M.; Laschi, C.; Menciassi, A.; Dario, P. Biomedical applications of soft robotics. Nat. Rev. Mater. 2018, 3, 143–153. [Google Scholar] [CrossRef]
- Runciman, M.; Darzi, A.; Mylonas, G.P. Soft Robotics in Minimally Invasive Surgery. Soft Robot. 2019, 6, 423–443. [Google Scholar] [CrossRef] [Green Version]
- Vitiello, V.; Lee, S.L.; Cundy, T.P.; Yang, G.Z. Emerging robotic platforms for minimally invasive surgery. IEEE Rev. Biomed. Eng. 2013, 6, 111–126. [Google Scholar] [CrossRef]
- Kim, J.; De Mathelin, M.; Ikuta, K.; Kwon, D.S. Advancement of Flexible Robot Technologies for Endoluminal Surgeries. Proc. IEEE 2022, 110, 909–931. [Google Scholar] [CrossRef]
- Abidi, H.; Gerboni, G.; Brancadoro, M.; Fras, J.; Diodato, A.; Cianchetti, M.; Wurdemann, H.; Althoefer, K.; Menciassi, A. Highly dexterous 2-module soft robot for intra-organ navigation in minimally invasive surgery. Int. J. Med. Robot. Comput. Assist. Surg. 2018, 14, 1–9. [Google Scholar] [CrossRef]
- Kwok, K.W.; Wurdemann, H.; Arezzo, A.; Menciassi, A.; Althoefer, K. Soft Robot-Assisted Minimally Invasive Surgery and Interventions: Advances and Outlook. Proc. IEEE 2022, 110, 871–892. [Google Scholar] [CrossRef]
- Arezzo, A.; Mintz, Y.; Allaix, M.E.; Arolfo, S.; Bonino, M.; Gerboni, G.; Brancadoro, M.; Cianchetti, M.; Menciassi, A.; Wurdemann, H.; et al. Total mesorectal excision using a soft and flexible robotic arm: A feasibility study in cadaver models. Surg. Endosc. 2017, 31, 264–273. [Google Scholar] [CrossRef] [Green Version]
- Shiva, A.; Stilli, A.; Noh, Y.; Faragasso, A.; Falco, I.D.; Gerboni, G.; Cianchetti, M.; Menciassi, A.; Althoefer, K.; Wurdemann, H.A. Tendon-Based Stiffening for a Pneumatically Actuated Soft Manipulator. IEEE Robot. Autom. Lett. 2016, 1, 632–637. [Google Scholar] [CrossRef] [Green Version]
- Brancadoro, M.; Manti, M.; Grani, F.; Tognarelli, S.; Menciassi, A.; Cianchetti, M. Toward a variable stiffness surgical manipulator based on fiber jamming transition. Front. Robot. AI 2019, 6, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Brancadoro, M.; Manti, M.; Tognarelli, S.; Cianchetti, M. Fiber Jamming Transition as a Stiffening Mechanism for Soft Robotics. Soft Robot. 2020, 7, 663–674. [Google Scholar] [CrossRef]
- Manti, M.; Cacucciolo, V.; Cianchetti, M. Stiffening in soft robotics: A review of the state of the art. IEEE Robot. Autom. Mag. 2016, 23, 93–106. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, M. A review of recent advancements in soft and flexible robots for medical applications. Int. J. Med. Robot. Comput. Assist. Surg. 2020, 16, e2096. [Google Scholar] [CrossRef]
- Wang, X.; Guo, R.; Liu, J. Liquid Metal Based Soft Robotics: Materials, Designs, and Applications. Adv. Mater. Technol. 2019, 4, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Tonazzini, A.; Mintchev, S.; Schubert, B.; Mazzolai, B.; Shintake, J.; Floreano, D. Variable Stiffness Fiber with Self-Healing Capability. Adv. Mater. 2016, 28, 10142–10148. [Google Scholar] [CrossRef]
- Ruzhen, Z.; Yao Yao, Y.L. Development of a variable stiffness over tube based on low-melting-point-alloy for endoscopic surgery. J. Med. Devices Trans. Asme 2016, 10, 1–8. [Google Scholar] [CrossRef]
- Wang, H.; Chen, Z.; Zuo, S. Flexible Manipulator with Low-Melting-Point Alloy Actuation and Variable Stiffness. Soft Robot. 2021, 9, 577–590. [Google Scholar] [CrossRef]
- Fitzgerald, S.G.; Delaney, G.W.; Howard, D. A review of jamming actuation in soft robotics. Actuators 2020, 9, 104. [Google Scholar] [CrossRef]
- Liu, J.; Wang, Y.; Zhao, D.; Zhang, C.; Chen, H.; Li, D. Design and fabrication of an IPMC-embedded tube for minimally invasive surgery applications. Electroact. Polym. Actuators Devices 2014, 9056, 90563K. [Google Scholar] [CrossRef]
- Kim, Y.J.; Cheng, S.; Kim, S.; Iagnemma, K. A novel layer jamming mechanism with tunable stiffness capability for minimally invasive surgery. IEEE Trans. Robot. 2013, 29, 1031–1042. [Google Scholar] [CrossRef]
- Narang, Y.S.; Vlassak, J.J.; Howe, R.D. Mechanically Versatile Soft Machines through Laminar Jamming. Adv. Funct. Mater. 2018, 28, 1707136. [Google Scholar] [CrossRef] [Green Version]
- Jadhav, S.; Majit, M.R.A.; Shih, B.; Schulze, J.P.; Tolley, M.T. Variable Stiffness Devices Using Fiber Jamming for Application in Soft Robotics and Wearable Haptics. Soft Robot. 2022, 9, 173–186. [Google Scholar] [CrossRef] [PubMed]
- Ranzani, T.; Cianchetti, M.; Gerboni, G.; Falco, I.D.; Menciassi, A. A Soft Modular Manipulator for Minimally Invasive Surgery: Design and Characterization of a Single Module. IEEE Trans. Robot. 2016, 32, 187–200. [Google Scholar] [CrossRef]
- Fras, J.; Czarnowski, J.; Macias, M.; Glowka, J.; Cianchetti, M.; Menciassi, A. New STIFF-FLOP module construction idea for improved actuation and sensing. In Proceedings of the 2015 IEEE International Conference on Robotics and Automation (ICRA), Seattle, WA, USA, 26–30 May 2015; pp. 2901–2906. [Google Scholar] [CrossRef]
- Gandhi, F.; Kang, S.G. Beams with controllable flexural stiffness. Smart Mater. Struct. 2007, 16, 1179. [Google Scholar] [CrossRef]
- Fras, J.; Macias, M.; Czarnowski, J.; Brancadoro, M.; Menciassi, A.; Gl-owka, J. 3 Soft Manipulator Actuation Module—With Reinforced Chambers. In Soft and Stiffness-Controllable Robotics Solutions for Minimally Invasive Surgery: The STIFF-FLOP Approach; River Publishers: Boca Raton, FL, USA, 2018. [Google Scholar]
- Wang, F.; Xing, Z.; Wang, X.; Zhao, J. A method to fabricate complex structure for variable stiffness manipulators based on low-melting-point alloy. In Proceedings of the RoboSoft 2019 IEEE International Conference on Soft Robotics, Seoul, Republic of Korea, 14–18 April 2019; pp. 491–495. [Google Scholar] [CrossRef]
- Yan, J.; Lu, Y.; Chen, G.; Yang, M.; Gu, Z. Advances in liquid metals for biomedical applications. Chem. Soc. Rev. 2018, 47, 2518–2533. [Google Scholar] [CrossRef]
- Nguyen, Q.K.; Deng, F.; Zhang, P. Temperature and rate dependent constitutive behaviors of low melt Field ’s metal. Extrem. Mech. Lett. 2020, 37, 100697. [Google Scholar] [CrossRef] [Green Version]
- Hao, Y.; Wang, T.; Fang, X.; Yang, K.; Mao, L.; Guan, J.; Wen, L. A variable stiffness soft robotic gripper with low-melting-point alloy. In Proceedings of the 2017 36th Chinese Control Conference (CCC), Dalian, China, 26–28 July 2017; pp. 6781–6786. [Google Scholar] [CrossRef]
- Cavallo, A.; Brancadoro, M.; Tognarelli, S.; Menciassi, A. A Soft Retraction System for Surgery Based on Ferromagnetic Materials and Granular Jamming. Soft Robot. 2019, 6, 161–173. [Google Scholar] [CrossRef]
- Choi, I.; Corson, N.; Peiros, L.; Hawkes, E.W.; Keller, S.; Follmer, S. A Soft, Controllable, High Force Density Linear Brake Utilizing Layer Jamming. IEEE Robot. Autom. Lett. 2018, 3, 450–457. [Google Scholar] [CrossRef]
- Abidi, H.; Tonazzini, A.; Floreano, D.; Menciassi, A.; Cianchetti, M. Controllable multibending soft actuator for surgical applications. In Proceedings of the ACTUATOR 2018—16th International Conference and Exhibition on New Actuators and Drive Systems, Bremen, Germany, 25–27 June 2018; pp. 173–175. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Melting Point | Specific Heat | Specific Latent Heat | Density | E | Ultimate Stress |
|---|---|---|---|---|---|
| 62 °C | 172 | 38,980 | 33,800 | 3 GPa | 25 MPa |
| (SOFT) (N) | (STIFF) (N) | Force Variation (%) | Stiffness Variation (%) | |
|---|---|---|---|---|
| FJ | 0.59 ± 0.01 | 1.06 ± 0.03 | 180 ± 8 | 151 ± 28 |
| LMPA | 0.63 ± 0.02 | 4.51 ± 0.07 | 716 ± 50 | 550 ± 52 |
| (SOFT) (N) | (STIFF) (N) | Force Variation (%) | Stiffness Variation (%) | |
|---|---|---|---|---|
| FJ | 0.56 ± 0.01 | 1.01 ± 0.03 | 178 ± 10 | 165 ± 27 |
| LMPA | 0.51 ± 0.02 | 3.48 ± 0.10 | 682 ± 46 | 493 ± 55 |
| and SOFT (°) | and STIFF (°) | (%) | |
|---|---|---|---|
| FJ | 55.2 ± 1.7 | 45.4 ± 2.6 | 82.2 ± 5.3 |
| LMPA | 62.6 ± 1.1 | 57.4 ± 4.1 | 91.5 ± 6.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pagliarani, N.; Arleo, L.; Albini, S.; Cianchetti, M. Variable Stiffness Technologies for Soft Robotics: A Comparative Approach for the STIFF-FLOP Manipulator. Actuators 2023, 12, 96. https://doi.org/10.3390/act12030096
Pagliarani N, Arleo L, Albini S, Cianchetti M. Variable Stiffness Technologies for Soft Robotics: A Comparative Approach for the STIFF-FLOP Manipulator. Actuators. 2023; 12(3):96. https://doi.org/10.3390/act12030096
Chicago/Turabian StylePagliarani, Niccolò, Luca Arleo, Stefano Albini, and Matteo Cianchetti. 2023. "Variable Stiffness Technologies for Soft Robotics: A Comparative Approach for the STIFF-FLOP Manipulator" Actuators 12, no. 3: 96. https://doi.org/10.3390/act12030096