

Design and Implementation of Bulk Feeders Using Voice Coil Motors

Abstract
:1. Introduction
2. Structure of Bulk Feeder
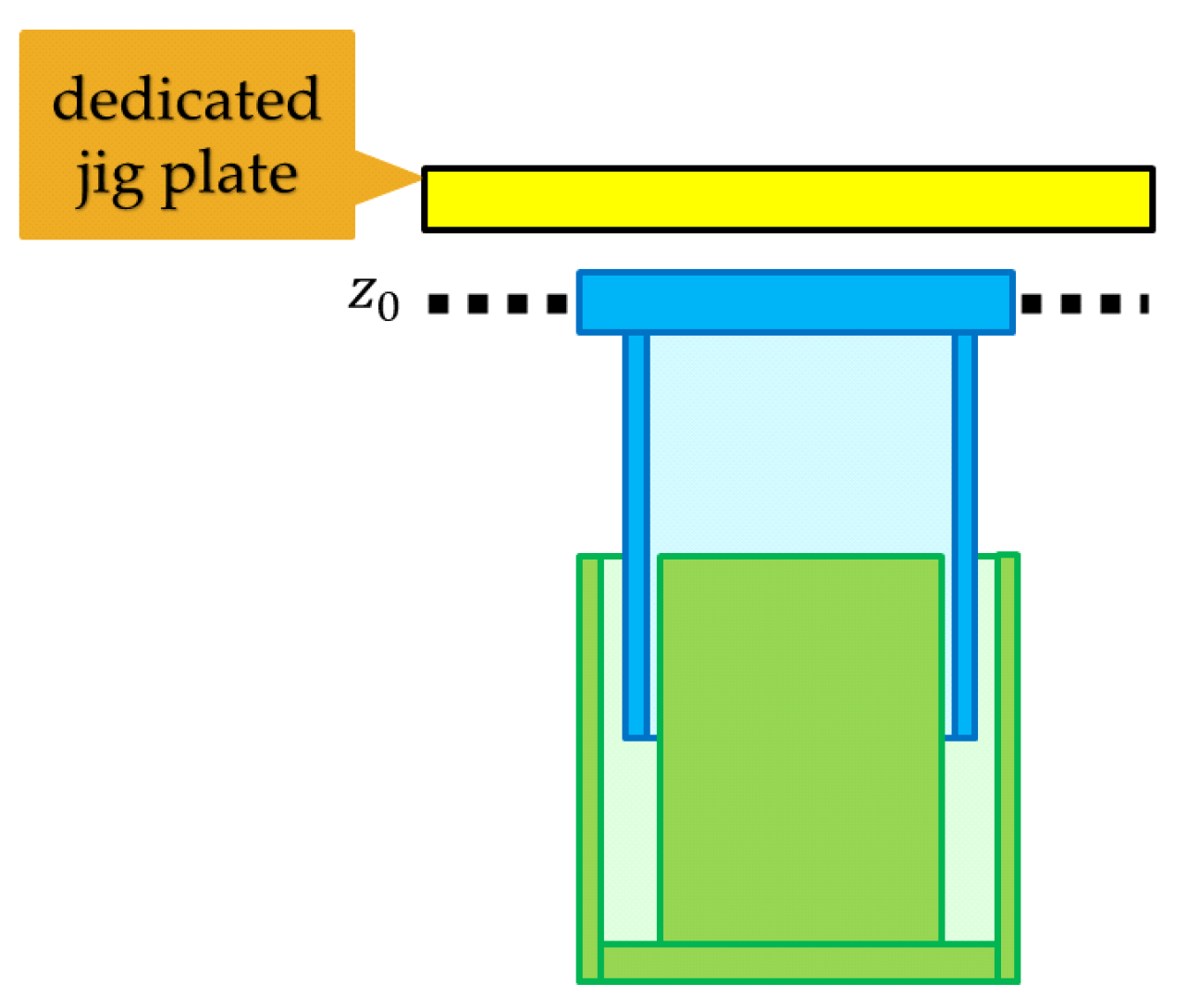
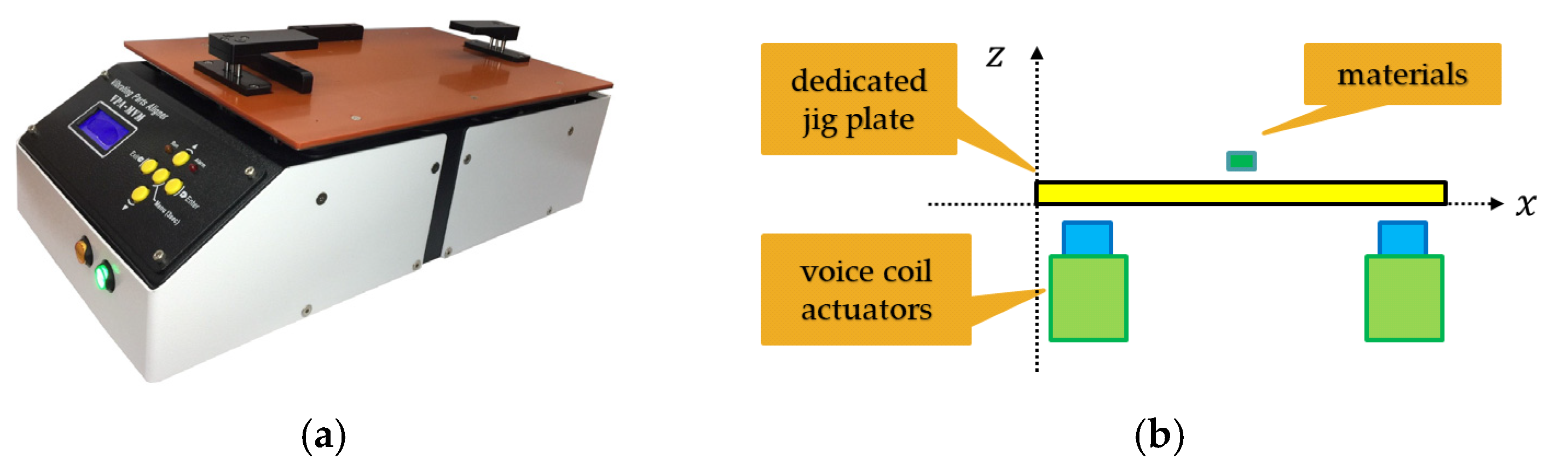
2.1. Dedicated Jig Plate Bulk Feeder
- (i)
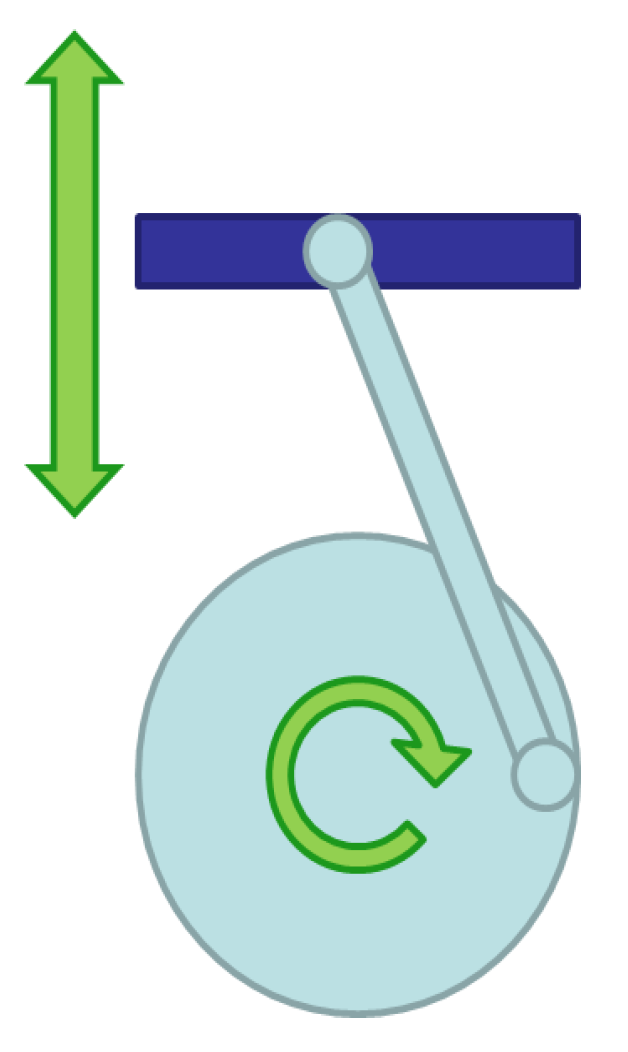
- Platform:
- (ii)
- Power source:
- (a)
- Shorter lifespan of contact-type power sources: One major drawback of cam-type feeder machines is their contact-type cam structure. Due to the contact friction between the connecting rod and the cam, mechanical parts are prone to wear out from long-term operation, which can significantly affect the lifespan of the overall mechanical structure. Wear issues may require more frequent maintenance and replacement of parts, increasing maintenance costs and reducing the reliability of the feeder.
- (b)
- Difficulty in adjusting vibration frequency: Vibration frequency refers to the number of times the platform oscillates up and down per second. The faster the vibration frequency, the quicker the aligning speed, and the higher the production efficiency. However, too fast a frequency can led to stacking, squeezing, and jamming of materials. When setting the vibration frequency of the feeder, factors such as the shape, size, and weight of the materials need to be considered. The vibration frequency of a cam type is determined by the motor’s speed, with most motors having a maximum speed of about 50 revolutions per second, meaning the platform’s vibration frequency can reach up to 50 Hz. Therefore, it is difficult to increase the vibration frequency of cam-type feeders.
- (c)
- Difficulty in adjusting amplitude: Amplitude refers to the magnitude of the platform’s vertical vibrations, generally controlled by adjusting the angle between the cam and the connecting rod and the length of the connecting rod. Adjusting the amplitude can affect the aligning effect of the machine. If the amplitude is too small, materials may not successfully enter the holes; if the amplitude is too large, it may cause instability, cracking, or damage to the materials. The amplitude of cam-type feeders is usually fixed by the structure of the cam and connecting rod, making it difficult to adjust flexibly.
- (d)
- Fixed vibration direction: Due to structural issues, cam-type feeders have a fixed vibration direction. This often leads to materials being vibrated to a certain area and not dispersing, requiring manual intervention.
2.2. Bulk Feeders
- (a)
- Single-direction, single-material limitation: Each type of material requires a corresponding feeder, and the direction of the outlet cannot be changed. This means that when the variety of products changes, the feeder needs to be replaced or readjusted, increasing the cost and time for production-line transitions.
- (b)
- Issue of material friction: Inevitably, friction occurs between materials during their movement inside the bowl, especially when materials move along the track over long distances. This friction can lead to wear and damage of the materials, particularly for small, fragile items. This may render the feeding method unsuitable for some products that require high protection, such as small camera lenses for mobile phones.
- (c)
- Not suitable for products with special shapes or appearance requirements: The design of traditional bulk feeders tends towards simplicity and efficiency, which makes them perform relatively poorly when dealing with products of special shapes or with appearance requirements. Specially shaped materials, such as O-rings or small suction cups, may have difficulty adapting to the traditional vibratory feeding method. At the same time, the fixed position of the outlet may cause some larger-shaped materials to have difficulty flowing out, requiring additional manual handling. This may be seen as a drawback in a modern production environment that seeks automation and high efficiency.
- (d)
- The bowl bulk feeder, a vibratory system designed for consistent and repeatable positioning of parts, relies on its mechanical configuration to sort and orient materials effectively. While these feeders are ideal for parts with a distinct center of mass, their design limits flexibility in handling symmetrical shapes or parts requiring specific orientation features. Traditional bowl feeders face challenges, such as single-direction functionality, material-specific design requirements, and wear from friction during long track movements, which can damage delicate components. Furthermore, their inability to adapt to specially shaped products or meet appearance specifications highlights a need in feeder technology. Advancements are required to overcome these limitations, ensuring feeders can support diverse manufacturing environments and adapt to the changing demands of modern production lines.
3. Design and Implementation of Multi-Axis Voice Coil Feeder
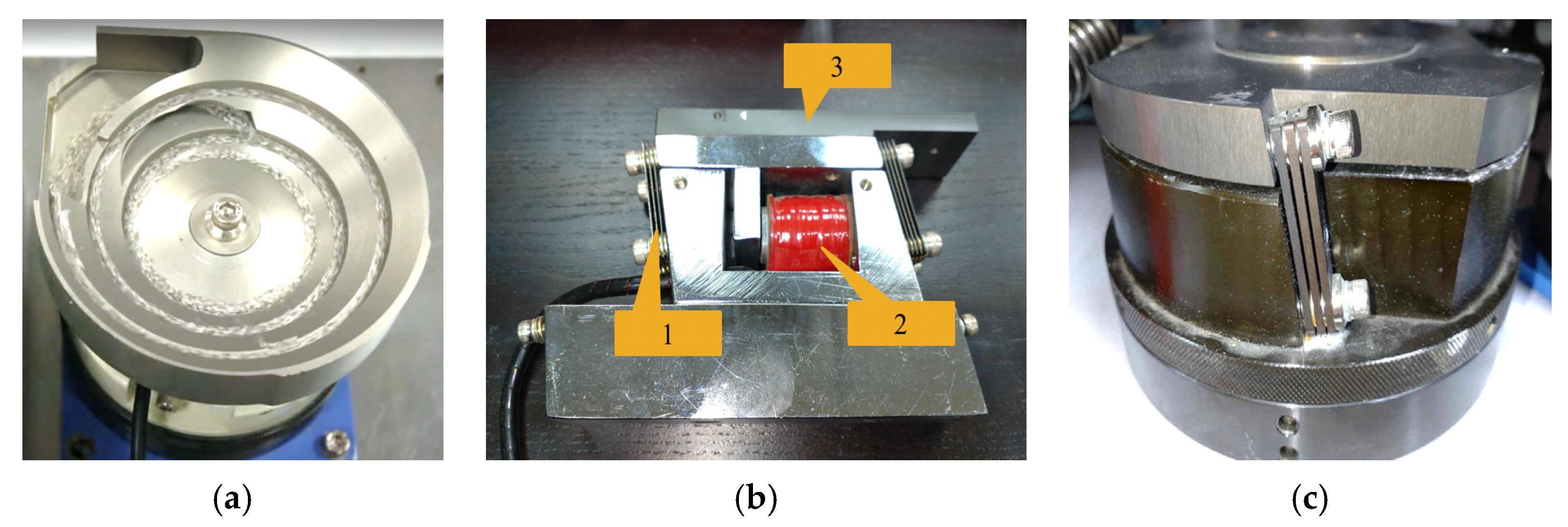
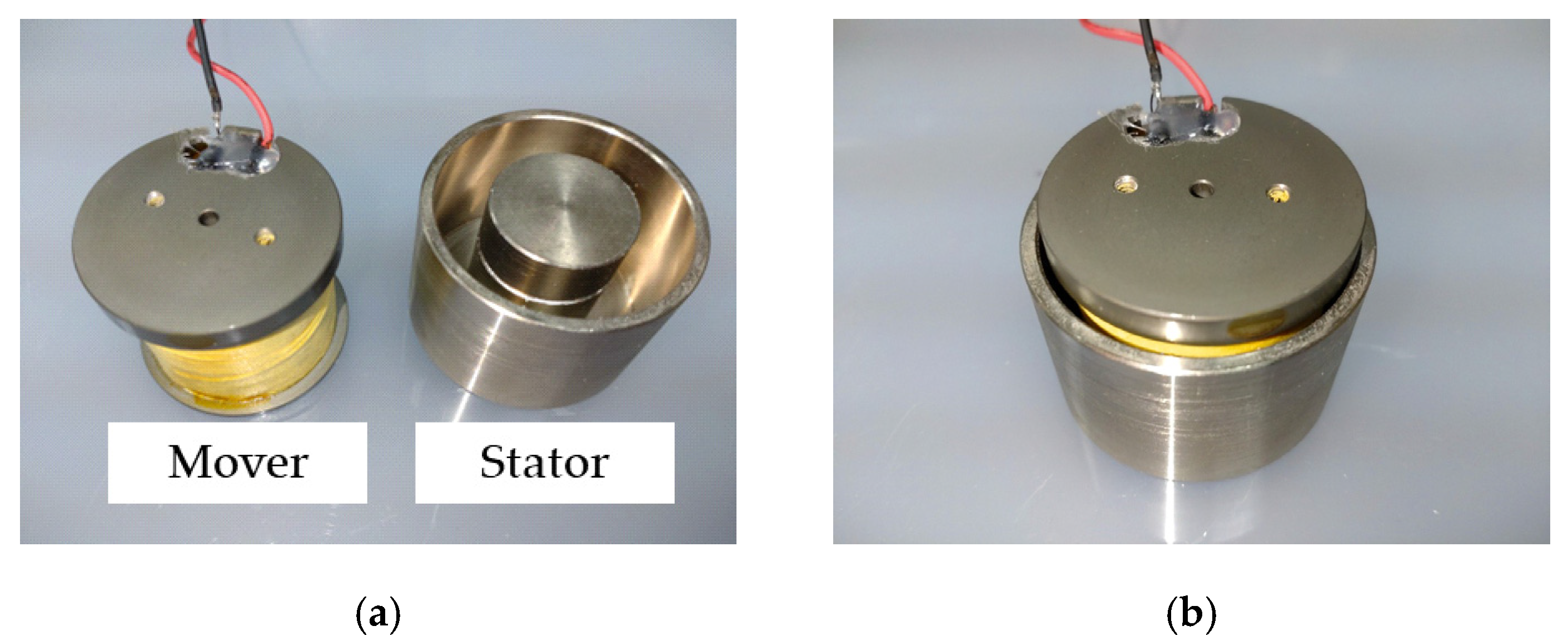
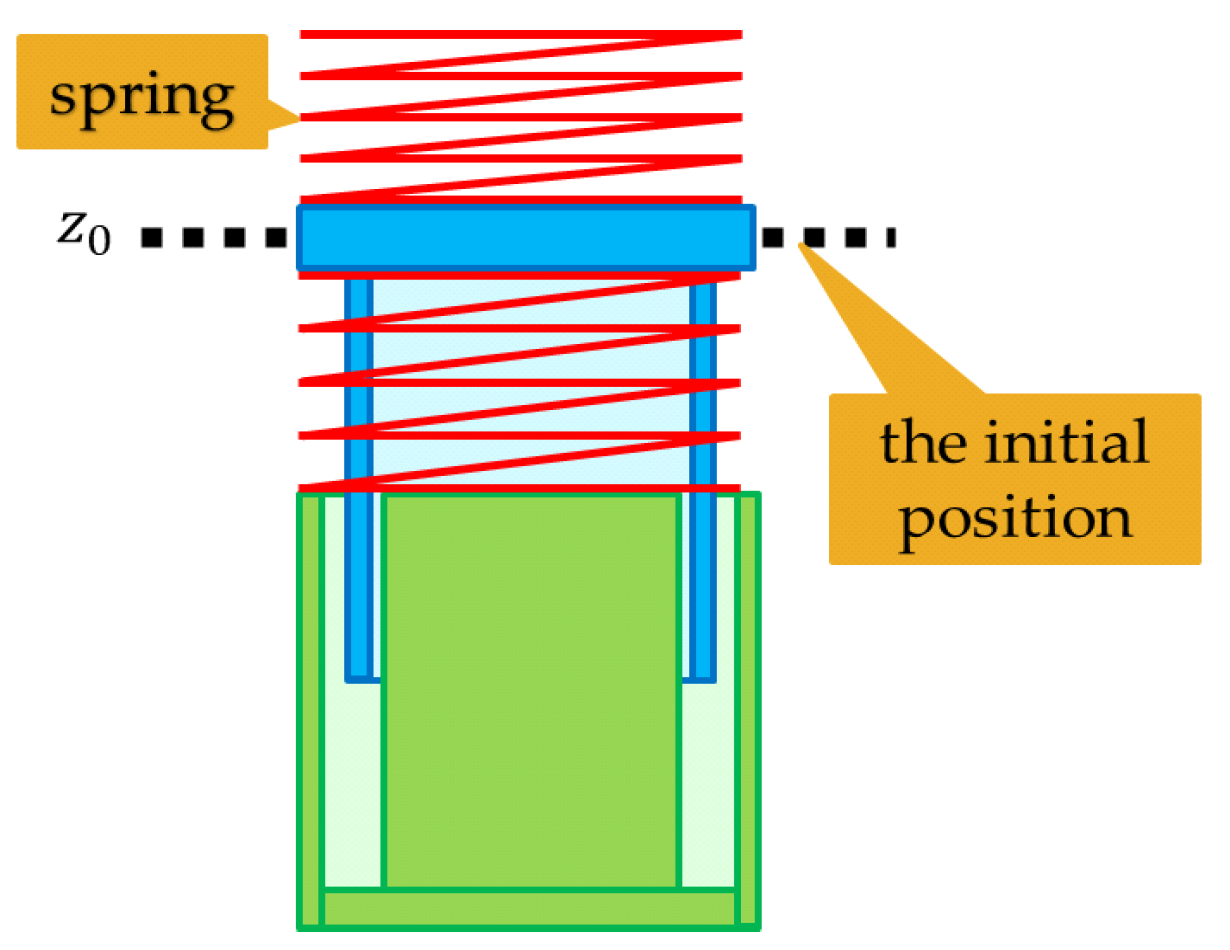
3.1. Voice Coil Actuators
3.2. Voice Coil Actuator Motion Control
3.3. PWM Control of Voice Coil Motor
3.4. Force Control of Voice Coil Motor
3.5. Dual-Axis Voice Coil Feeder
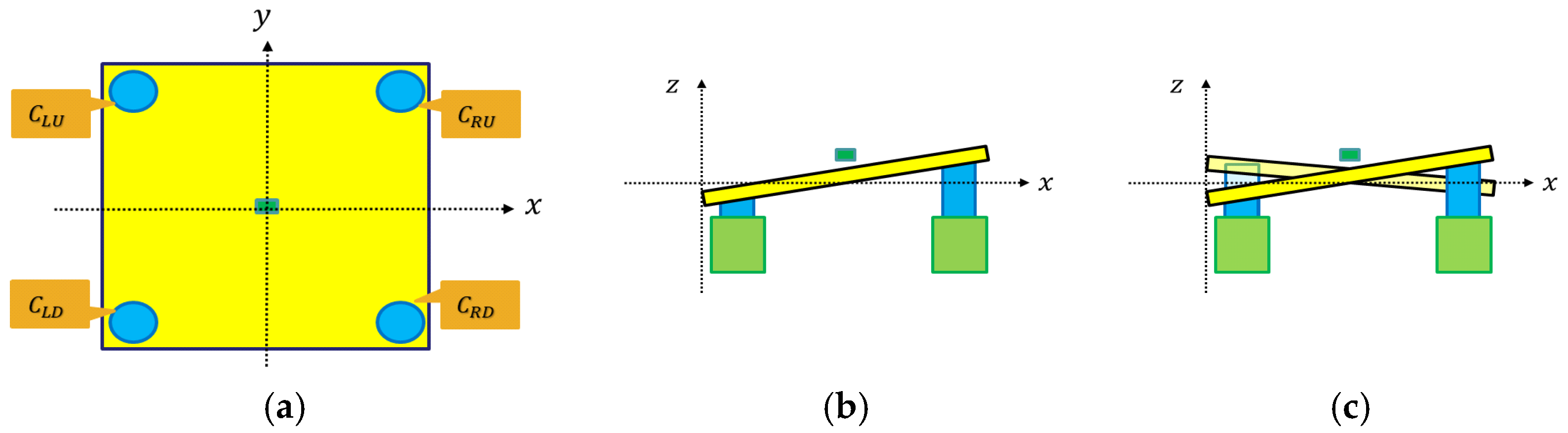
3.6. Quad-Axis Voice Coil Feeder
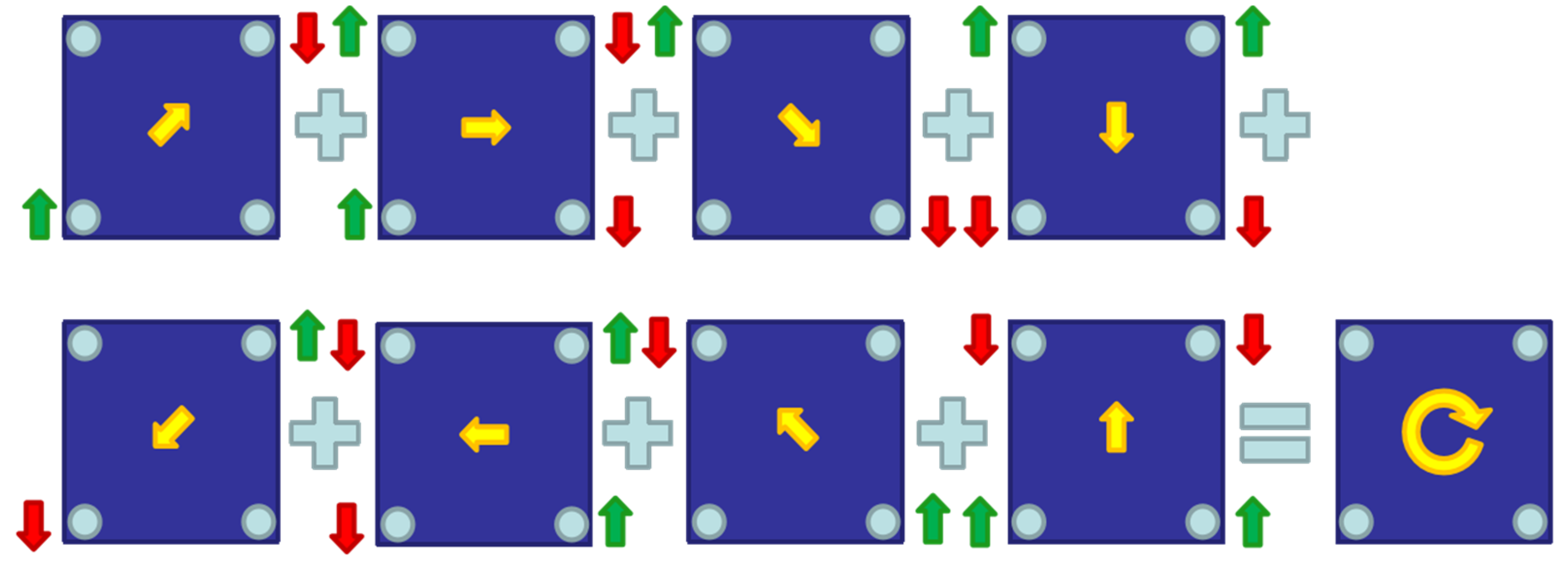
- Concentration control: In the process of concentrating materials, gradually reducing the control force allows for more refined guidance of materials to the center or specific locations of the platform. This method is particularly suitable for scenarios requiring precise arrangement or concentration of materials. For example, in the rotational concentration operation, by gradually reducing the rotation force, materials can be concentrated toward the center while rotating, thus achieving highly precise material positioning.
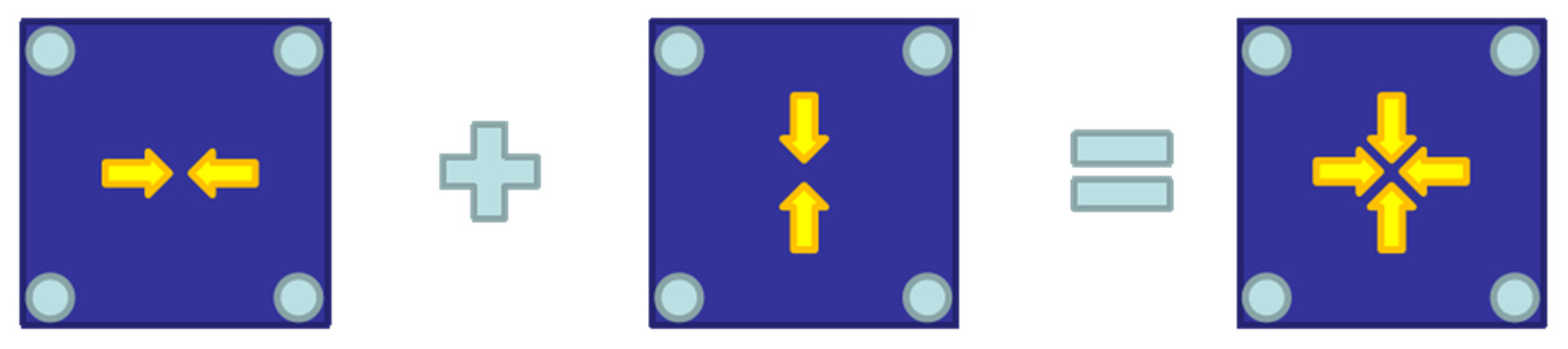
- Horizontal concentration: By simultaneously activating left and right shifts, as shown in Figure 12, materials can be concentrated in the horizontal direction. This method is suitable for concentrating materials to the center of the feeder.
- Vertical concentration: By simultaneously activating upward and downward shifts, as shown in Figure 13, materials can be concentrated in the vertical direction. This method is suitable for concentrating materials to the vertical center of the feeder.
- Central concentration: By separately activating horizontal and vertical concentration, as shown in Figure 14, materials can be concentrated at the center, achieving concentration of materials toward the center.
- Rotational concentration: By activating upper-right shift, right shift, lower-right shift, downward shift, lower-left shift, left shift, upper-left shift, and upward shift, as shown in Figure 15, materials can undergo rotational movement on the platform, especially when the rotational movement is carefully adjusted to guide materials in a specific direction or location.
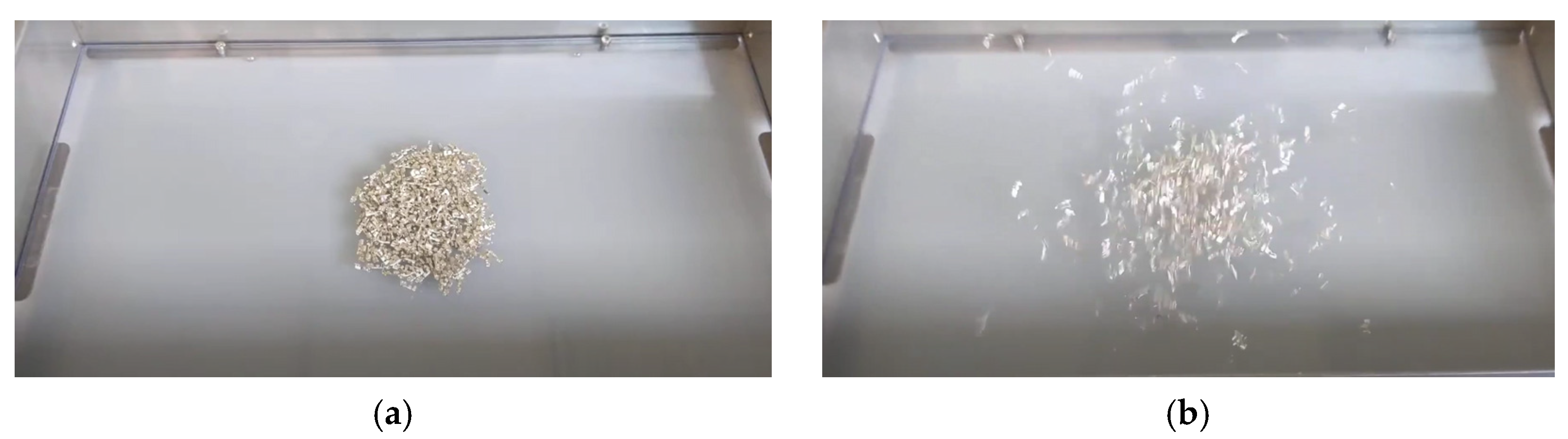
- Dispersion control: Conversely, in the process of dispersing materials, gradually increasing the control force can effectively spread materials to different areas of the feeder platform. This operation is suitable for applications requiring uniform distribution of materials within the work area. For example, in the rotational dispersion operation, by enhancing the rotation force, materials are more widely dispersed, achieving an even distribution of materials.
4. Validation Results
4.1. Dual-Axis Voice Coil Feeder
4.2. Quad-Axis Voice Coil Feeder
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zrnić, N.; Đorđević, M.; Gašić, V. History of Belt Conveyors until the End of the 19th Century. In Explorations in the History and Heritage of Machines and Mechanisms; Springer: Cham, Switzerland, April 2022; Volume 40, pp. 210–223. [Google Scholar]
- Azhar, S.; Shah, S.I.A. Modeling and Analysis of a Vibratory Bowl Feeder. In Proceedings of the 2021 Seventh International Conference on Aerospace Science and Engineering (ICASE), Islamabad, Pakistan, 14–16 December 2021; pp. 1–13. [Google Scholar]
- Haugaard, R.L.; Iversen, T.M.; Buch, A.G.; Kramberger, A.; Mathiesen, S.F. A Flexible and Robust Vision Trap for Automated Part Feeder Design. In Proceedings of the 2022 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Kyoto, Japan, 23–27 October 2022; pp. 6017–6023. [Google Scholar]
- Kowol, P.; Nowak, P.; Lo Sciuto, G. A Control Strategy for Mechatronic Action of a Pipe Organ Using a VCM Actuator. Electronics 2023, 12, 4754. [Google Scholar] [CrossRef]
- Shewale, M.; Razban, A.; Deshmukh, S.; Mulik, S. Design, Development, and Implementation of the Position Estimator Algorithm for Harmonic Motion on the XY Flexural Mechanism for High Precision Positioning. Sensors 2020, 20, 662. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Li, L.; Li, R.; Yu, G.; Chen, Q. Design and Analysis of a Long-Stroke and High-Precision Positioning System for Scanning Beam Interference Lithography. Electronics 2023, 12, 4960. [Google Scholar] [CrossRef]
- Wang, C.; Gao, P.; Wang, X.; Wang, H.; Liu, X.; Zheng, H. Mechanical Design and Experiments of a New Rotational Variable Stiffness Actuator for Hybrid Passive–Active Stiffness Regulation. Actuators 2023, 12, 450. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, X.; Yan, M.; Hang, P. Design and Optimization of a Novel Electronic Mechanical Brake Actuator Based on Cam. Actuators 2023, 12, 329. [Google Scholar] [CrossRef]
- Chen, Y.; Lai, L. Design, Modeling, Testing, and Control of a Novel Fully Flexure-Based Displacement Reduction Mechanism Driven by Voice Coil Motor. Actuators 2022, 11, 228. [Google Scholar] [CrossRef]
- Qiao, Y.; Zhao, T.; Gui, X. Overview of Position Servo Control Technology and Development of Voice Coil Motor. CES Trans. Electr. Mach. Syst. 2022, 6, 269–278. [Google Scholar]
- Kibria, M.G.; Rashid, F.; Shahadat, M. Design, Fabrication and Performance Analysis of a Voice Coil Motor Using Different Input Signal. In Proceedings of the 2019 IEEE International Conference on Signal Processing, Information, Dhaka, Bangladesh, 28–30 November 2019; pp. 118–121. [Google Scholar]
- Feng, X.M.; Duan, Z.J.; Fu, Y.; Sun, A.L.; Zhang, D.W. The technology and application of voice coil actuator. In Proceedings of the 2011 Second International Conference on Mechanic Automation and Control Engineering, Inner Mongolia, China, 15–17 July 2011; pp. 892–895. [Google Scholar]
- Smith, J. Advanced Control of Voice Coil Actuators Using PWM. J. Precis. Mech. 2020, 12, 45–56. [Google Scholar]
- Lee, K.; Park, S. PWM Drive Strategy for High-Speed Voice Coil Motors in Precision Positioning Systems. IEEE Trans. Ind. Electron. 2021, 67, 6593–6603. [Google Scholar]
- Johnson, M.; Wang, D. Precise Force Control of Voice Coil Actuators. J. Autom. Control Eng. 2022, 15, 330–338. [Google Scholar]
- Chen, Y.; Liu, H. Adaptive Force Control for Voice Coil Motors in Precision Applications. IEEE Trans. Mechatron. 2021, 26, 410–421. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Picture | Size (mm) | Amplitude (%) | Frequency (Hz) | Vibration Time (s) | Stationary Time (s) |
|---|---|---|---|---|---|---|
| Oil seal |  | 15 | 70 | 18 | 2 | 1 |
| Block |  | 10 | 70 | 18 | 2 | 1 |
| Washer |  | Ø3.8 | 90 | 22 | 1 | 1 |
| Ø5 | 90 | 22 | 1 | 1 | ||
| Ø8 | 90 | 19 | 1 | 1 | ||
| Ø10 | 90 | 17 | 1 | 1 | ||
| Ø12.5 | 90 | 15 | 2 | 2 | ||
| Screw |  | 2 | 90 | 20 | 1 | 1 |
| 4 | 90 | 22 | 1 | 1 | ||
| 6 | 80 | 18 | 1 | 1 | ||
| 8 | 80 | 18 | 1 | 1 | ||
| Chip |  | 2 | 90 | 22 | 1 | 1 |
| 4 | 90 | 22 | 1 | 1 | ||
| 6 | 90 | 19 | 1 | 1 | ||
| Assembling part |  | 3 | 90 | 20 | 1 | 1 |
| 4 | 90 | 20 | 1 | 1 | ||
| 5 | 90 | 17 | 1 | 1 | ||
| Riveted part |  | Ø5 | 90 | 22 | 1 | 1 |
| Ø6 | 90 | 19 | 1 | 1 | ||
| Ø7 | 90 | 19 | 1 | 1 | ||
| Pin |  | 0.1 | 80 | 27 | 1 | 1 |
| 0.4 | 80 | 25 | 1 | 1 | ||
| 0.5 | 80 | 23 | 1 | 1 | ||
| 1 | 80 | 23 | 1 | 1 | ||
| 2 | 90 | 22 | 1 | 1 | ||
| 5 | 90 | 22 | 1 | 1 | ||
| 12 | 90 | 15 | 1 | 1 | ||
| Spring |  | 0.1 | 80 | 27 | 1 | 1 |
| 0.4 | 80 | 25 | 1 | 1 | ||
| 0.5 | 80 | 23 | 1 | 1 | ||
| Glass bead |  | Ø8 | 90 | 19 | 1 | 5 |
| Ø9 | 90 | 17 | 1 | 5 | ||
| Ø10 | 90 | 17 | 1 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.-T.; Wang, W.-T.; Wong, C.-C. Design and Implementation of Bulk Feeders Using Voice Coil Motors. Actuators 2024, 13, 281. https://doi.org/10.3390/act13080281
Yang Y-T, Wang W-T, Wong C-C. Design and Implementation of Bulk Feeders Using Voice Coil Motors. Actuators. 2024; 13(8):281. https://doi.org/10.3390/act13080281
Chicago/Turabian StyleYang, Yu-Ting, Wen-Tan Wang, and Ching-Chang Wong. 2024. "Design and Implementation of Bulk Feeders Using Voice Coil Motors" Actuators 13, no. 8: 281. https://doi.org/10.3390/act13080281