
Automatic PLC Control Logic Generation Method Based on SysML System Design Model


Abstract
1. Introduction
2. Materials and Methods
3. Results
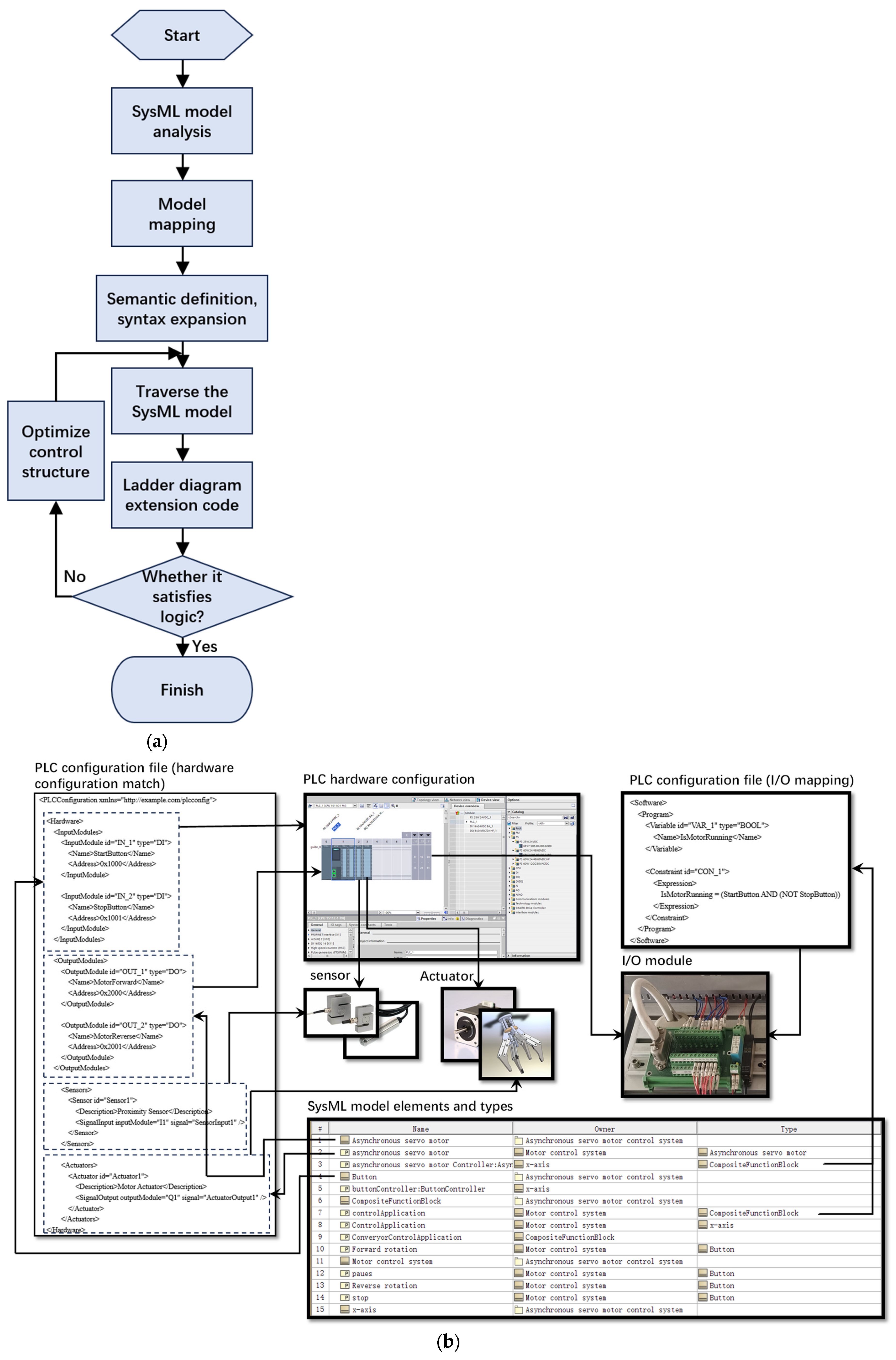
3.1. Automatic Generation of PLC Control Logic Based on System Design Models
3.1.1. System Design Model
3.1.2. Association and Mapping of System Design and PLC Control Logic Model Elements
PLC Profile
| Algorithm 1: SysML-PLC mapping conversion algorithm |
| 1. Initialization: Initialize the SysML model element set EsysML and the PLC control program element set EPLC. 2. Feature Extraction: Extract key features {a1, a2, …, an} of SysML model elements. Extract key features {b1, b2, …, bn} of PLC control program elements. 3. Matching rule definition: Define a set of matching rules R. Each rule ri∈R denotes the relationship between the attributes of a SysML element and the attributes of a PLC element. Example rule: If eSysML is a state machine and contains state transitions, it is mapped to the logical control section in ePLC. If eSysML is an input interface, it maps to an input module in the ePLC. 4. Mapping process: For each eSysML ∈ EsysML, apply the matching rule R to find the corresponding ePLC. The specific steps are as follows: for e_sysml in E_sysml. for r in R. if r.matches(e_sysml). e_plc = r.map_to_plc(e_sysml) E_plc.add(e_plc) |
Ladder Diagram Extension
State Diagram to Structured Text Extension
3.1.3. Control Program Automatically Generated
3.2. Implementation and Case Studies
3.2.1. Construction of Functional and System Models
3.2.2. System Model Conversion and Analysis
- Updating the address mapping rules to establish the conversion relationship from abstract variables to concrete hardware addresses;
- Adjusting the data type system to ensure that the data type definitions in the model are compatible with the target platform;
- Reconfiguring the code generation templates to output the source code that conforms to the syntax specification of the target platform.
4. Discussion
- This study presented a method aimed at automating the conversion of SysML models into PLC control programs. The objective was to enhance the systematization and integration of electromechanical system design methods by seamlessly incorporating SysML system design models into the PLC control program generation process.
- This study extended the SysML modeling platform and PLC programming environment through the development of plug-ins, fostering enhanced integration and collaboration. This expansion paves the way for future integration possibilities and broader development.
- This study employed a model-driven development method that integrated system design modeling with control program generation. This approach enhances the maintainability of the system design as any changes made to the model are automatically reflected in the generated control program.
- In this study, only one modeling platform was utilized. Consideration of additional standards and specifications in the future could enhance integration and interaction among diverse modeling tools and PLC programming environments. Furthermore, the development of more robust model validation and analysis tools is recommended to facilitate the early detection of potential issues within the model.
- The current methodology relies solely on a single system model. For enhanced flexibility in the manufacturing process, it is imperative to consider how relationships and mappings between different models can be seamlessly integrated to ensure system-level consistency.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PLC | Programmable Logic Controller |
| ST | Structured Text |
| SysML | System Modeling Language |
| UML | Unified Modeling Language |
| SCM | System Component Model |
| SPM | System Process Model |
References
- Wilch, J.; Fischer, J.; Langer, N.; Felger, M.; Bengel, M.; Vogel-Heuser, B. Towards automatic generation of functionality semantics to improve PLC software modularization. at-Automatisierungstechnik 2022, 70, 181–191. [Google Scholar] [CrossRef]
- Hossain, N.U.I.; Lutfi, M.; Ahmed, I.; Akundi, A.; Cobb, D. Modeling and Analysis of Unmanned Aerial Vehicle System Leveraging Systems Modeling Language (SysML). Systems 2022, 10, 264. [Google Scholar] [CrossRef]
- Songtao, F.; Haisheng, H.A.O. Research on spacecraft digital twin system technology based on model operating system. Inf. Commun. Technol. Policy 2021, 47, 8. [Google Scholar]
- Vermuyten, E.; Meert, P.; Wolfs, V.; Willems, P. Combining model predictive control with a reduced genetic algorithm for real-time flood control. J. Water Resour. Plan. Manag. 2018, 144, 04017083. [Google Scholar] [CrossRef]
- Brecher, C.; Nittinger, J.A.; Karlberger, A. Model-based control of a handling system with SysML. Procedia Comput. Sci. 2013, 16, 197–205. [Google Scholar] [CrossRef]
- Schütz, D.; Obermeier, M.; Vogel-Heuser, B. SysML-Based Approach for Automation Software Development–Explorative Usability Evaluation of the Provided Notation. In Design, User Experience, and Usability. Web, Mobile, and Product Design, Proceedings of the Second International Conference, DUXU 2013, Held as Part of HCI International 2013, Las Vegas, NV, USA, 21–26 July 2013; Proceedings, Part IV 2; Springer: Berlin/Heidelberg, Germany, 2013; pp. 568–574. [Google Scholar]
- Vogel-Heuser, B.; Schütz, D.; Frank, T.; Legat, C. Model-driven engineering of manufacturing automation software projects—A SysML-based approach. Mechatronics 2014, 24, 883–897. [Google Scholar] [CrossRef]
- Sýkora, T.; Husák, M.; Baštán, O.; Benešl, T. Automatic generation of a PLC controller based on a control system-identified model. J. Electr. Eng. 2021, 72, 78–88. [Google Scholar] [CrossRef]
- Krupa, P.; Limon, D.; Alamo, T. Implementation of model predictive control in programmable logic controllers. IEEE Trans. Control Syst. Technol. 2020, 29, 1117–1130. [Google Scholar] [CrossRef]
- Wolny, S.; Mazak, A.; Carpella, C.; Geist, V.; Wimmer, M. Thirteen years of SysML: A systematic mapping study. Softw. Syst. Model. 2020, 19, 111–169. [Google Scholar] [CrossRef]
- Koziolek, H.; Burger, A.; Platenius-Mohr, M.; Jetley, R. A classification framework for automated control code generation in industrial automation. J. Syst. Softw. 2020, 166, 110575. [Google Scholar] [CrossRef]
- Fischer, J.; Vogel-Heuser, B.; Friedrich, D. Configuration of PLC software for automated warehouses based on reusable components-an industrial case study. In Proceedings of the 2015 IEEE 20th Conference on Emerging Technologies & Factory Automation (ETFA), Luxembourg, 8–11 September 2015; IEEE: Piscataway, NJ, USA, 2015. [Google Scholar]
- Han, K.H. Object-oriented modeling, simulation and automatic generation of PLC ladder logic. In Programmable Logic Controller; IntechOpen: London, UK, 2010. [Google Scholar]
- Zyubin, V.E.; Rozov, A.S.; Anureev, I.S.; Garanina, N.O.; Vyatkin, V. poST: A process-oriented extension of the IEC 61131-3 structured text language. IEEE Access 2022, 10, 35238–35250. [Google Scholar] [CrossRef]
- An, Y.; Qin, F.-W.; Chen, B.; Simon, R.; Wu, H. OntoPLC: Semantic model of PLC programs for code exchange and software reuse. IEEE Trans. Ind. Inform. 2020, 17, 1702–1711. [Google Scholar] [CrossRef]
- Niang, M.; Riera, B.; Philippot, A.; Zaytoon, J.; Gellot, F.; Coupat, R. A methodology for automatic generation, formal verification and implementation of safe PLC programs for power supply equipment of the electric lines of railway control systems. Comput. Ind. 2020, 123, 103328. [Google Scholar] [CrossRef]
- Leserf, P.; de Saqui-Sannes, P.; Hugues, J. Trade-off analysis for SysML models using decision points and CSPs. Softw. Syst. Model. 2019, 18, 3265–3281. [Google Scholar] [CrossRef]
- Cao, Y.; Xu, J.; Liu, Y.; Ye, X.; Zhao, J. Automated generation of control logic from system design based on SysML and the IEC 61499 Function Block. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2019, 233, 2547–2565. [Google Scholar] [CrossRef]
- Blagojević, V.; Ranđelović, S.; Nikolić, V.; Dudić, S. Automatic Generation of the PLC programs for the sequential control of pneumatic actuators. Facta Univ. Ser. Mech. Eng. 2019, 17, 405–414. [Google Scholar] [CrossRef]
- Jamro, M. Automatic generation of implementation in SysML-based model-driven development for IEC 61131-3 control software. In Proceedings of the 2014 19th International Conference on Methods and Models in Automation and Robotics (mmar), Miedzyzdroje, Poland, 2–5 September 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 468–473. [Google Scholar]
- Schütz, D.; Legat, C.; Vogel-Heuser, B. MDE of manufacturing automation software—Integrating SysML and standard development tools. In Proceedings of the 2014 12th IEEE International Conference on Industrial Informatics (INDIN), Porto Alegre, Brazil, 27–30 July 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 267–273. [Google Scholar]
- Fan, H.; Liu, Y.; Liu, D.; Ye, X. Automated generation of the computer-aided design model from the system structure for mechanical systems based on systems modeling language. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 883–908. [Google Scholar] [CrossRef]
- Thramboulidis, K. A cyber–physical system-based approach for industrial automation systems. Comput. Ind. 2015, 72, 92–102. [Google Scholar] [CrossRef]
- Mhenni, F.; Choley, J.Y.; Penas, O.; Plateaux, R.; Hammadi, M. A SysML-based methodology for mechatronic systems architectural design. Adv. Eng. Inform. 2014, 28, 218–231. [Google Scholar] [CrossRef]
- Barbieri, G.; Kernschmidt, K.; Fantuzzi, C.; Vogel-Heuser, B. A SysML based design pattern for the high-level development of mechatronic systems to enhance re-usability. IFAC Proc. Vol. 2014, 47, 3431–3437. [Google Scholar] [CrossRef]
- Weilkiens, T. Systems Engineering with SysML/UML: Modeling, Analysis, Design; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Cao, Y.; Liu, Y.; Paredis, C.J.J. System-level model integration of design and simulation for mechatronic systems based on SysML. Mechatronics 2011, 21, 1063–1075. [Google Scholar] [CrossRef]
- Batchkova, I.; Antonova, I. Improving the software development life cycle in process control using UML/SysML. IFAC Proc. Vol. 2011, 44, 14133–14138. [Google Scholar] [CrossRef]
- Ramos, A.L.; Ferreira, J.V.; Barceló, J. Model-based systems engineering: An emerging approach for modern systems. IEEE Trans. Syst. Man Cybern. Part C (Appl. Rev.) 2011, 42, 101–111. [Google Scholar] [CrossRef]
- Han, K.H.; Park, J.W. UML-based PLC Ladder Logic Design and Automatic Generation of Ladder Code. Korean J. Comput. Des. Eng. 2009, 14, 50–59. [Google Scholar]
- Hoffmann, H.P. Harmony/SE: A SysML based systems engineering process. In Proceedings of the Innovation 2008. France: Telelogic User Group Conference, Paris, France, 9–11 December 2008; pp. 1–25. [Google Scholar]
- Hirsch, M.; Missal, D.; Hanisch, H.M. Design and verification of distributed industrial manufacturing control systems. In Proceedings of the 2008 34th Annual Conference of IEEE Industrial Electronics, Orlando, FL, USA, 10–13 November 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 152–157. [Google Scholar]
- Liu, S.; Young, R.I.M. An exploration of key information models and their relationships in global manufacturing decision support. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2007, 221, 711–724. [Google Scholar] [CrossRef]
- Zhang, W.; Halang, W.A.; Diedrich, C. Specification of function block applications with UML. In Proceedings of the 2005 IEEE International Conference on Robotics and Automation, Barcelona, Spain, 18–22 April 2005; IEEE: Piscataway, NJ, USA, 2005; pp. 4002–4007. [Google Scholar]
- Burmester, S.; Giese, H.; Tichy, M. Model-driven development of reconfigurable mechatronic systems with mechatronic UML. In European Workshop on Model Driven Architecture; Springer: Berlin/Heidelberg, Germany, 2003; pp. 47–61. [Google Scholar]
- Friedenthal, S.; Meilich, A.; Lykins, H. Adapting UML for an Object Oriented Systems Engineering Method (OOSEM). In Proceedings of the INCOSE International Symposium, Minneapolis, MN, USA, 16–20 July 2000; INCOSE: San Diego, CA, USA, 2000. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| SyaML Activity Diagram Elements | Corresponding PLC Ladder Diagram Codeelements | Mapping Relations |
|---|---|---|
| Control Flow | - | No mapping is required, indicating control flow |
| Action | - | No mapping is required, representing activities or actions |
| Decision Node | - | No mapping is required, representing decision nodes |
| Merge Node | - | No mapping is required, indicating merging nodes |
| Input Pin | Input module or variable | Input pin represents input signal or data |
| Output Pin | Output module or variable | Output pin represents output signal or data |
| Call Behavior Action | Call PLC subroutine | Represents calling the corresponding subroutine or function in the PLC |
| Constraint | - | No mapping is required, expressing constraints |
| Activity Partition | - | No mapping is required, representing active partition or swim lane |
| Fork Node | - | No mapping is required, indicating parallel processing |
| Join Node | - | No mapping is required, indicating merge processing |
| Decision Input Flow | conditional logic | Represents conditional logic and performs different actions based on conditional judgment. |
| Object Flow | data transmission | Represents data transfer, used to connect different activities and actions |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ling, B.; Chu, C.; Xu, C. Automatic PLC Control Logic Generation Method Based on SysML System Design Model. Actuators 2025, 14, 201. https://doi.org/10.3390/act14050201
Ling B, Chu C, Xu C. Automatic PLC Control Logic Generation Method Based on SysML System Design Model. Actuators. 2025; 14(5):201. https://doi.org/10.3390/act14050201
Chicago/Turabian StyleLing, Bo, Changyong Chu, and Chuan Xu. 2025. "Automatic PLC Control Logic Generation Method Based on SysML System Design Model" Actuators 14, no. 5: 201. https://doi.org/10.3390/act14050201
APA StyleLing, B., Chu, C., & Xu, C. (2025). Automatic PLC Control Logic Generation Method Based on SysML System Design Model. Actuators, 14(5), 201. https://doi.org/10.3390/act14050201