Influence of Milling Techniques on the Performance of Wheat Straw Ash in Cement Composites

Abstract
:1. Introduction
2. Materials and Test Methods
2.1. Materials
2.2. Mix Proportions and Experiments
3. Results and Discussions
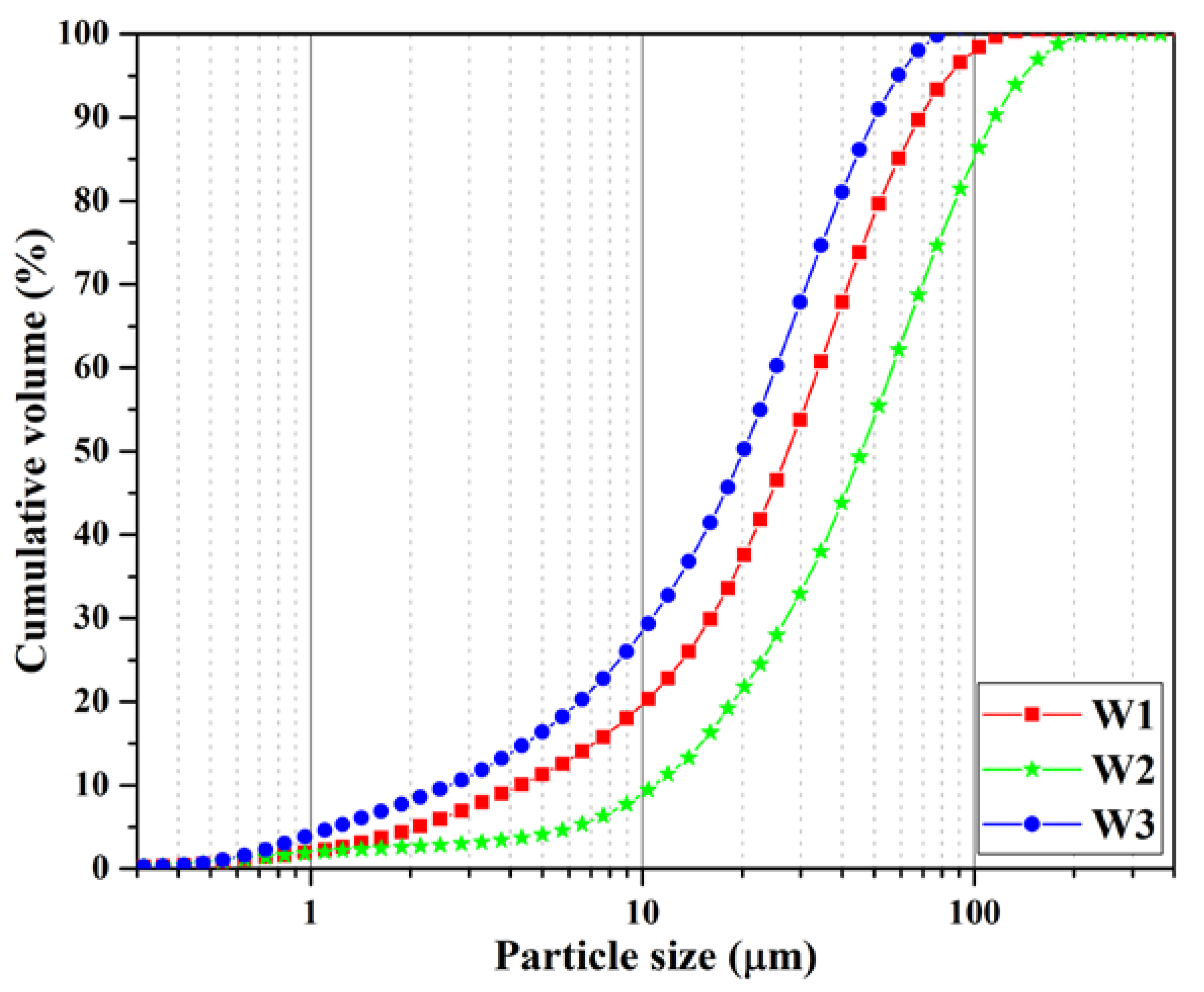
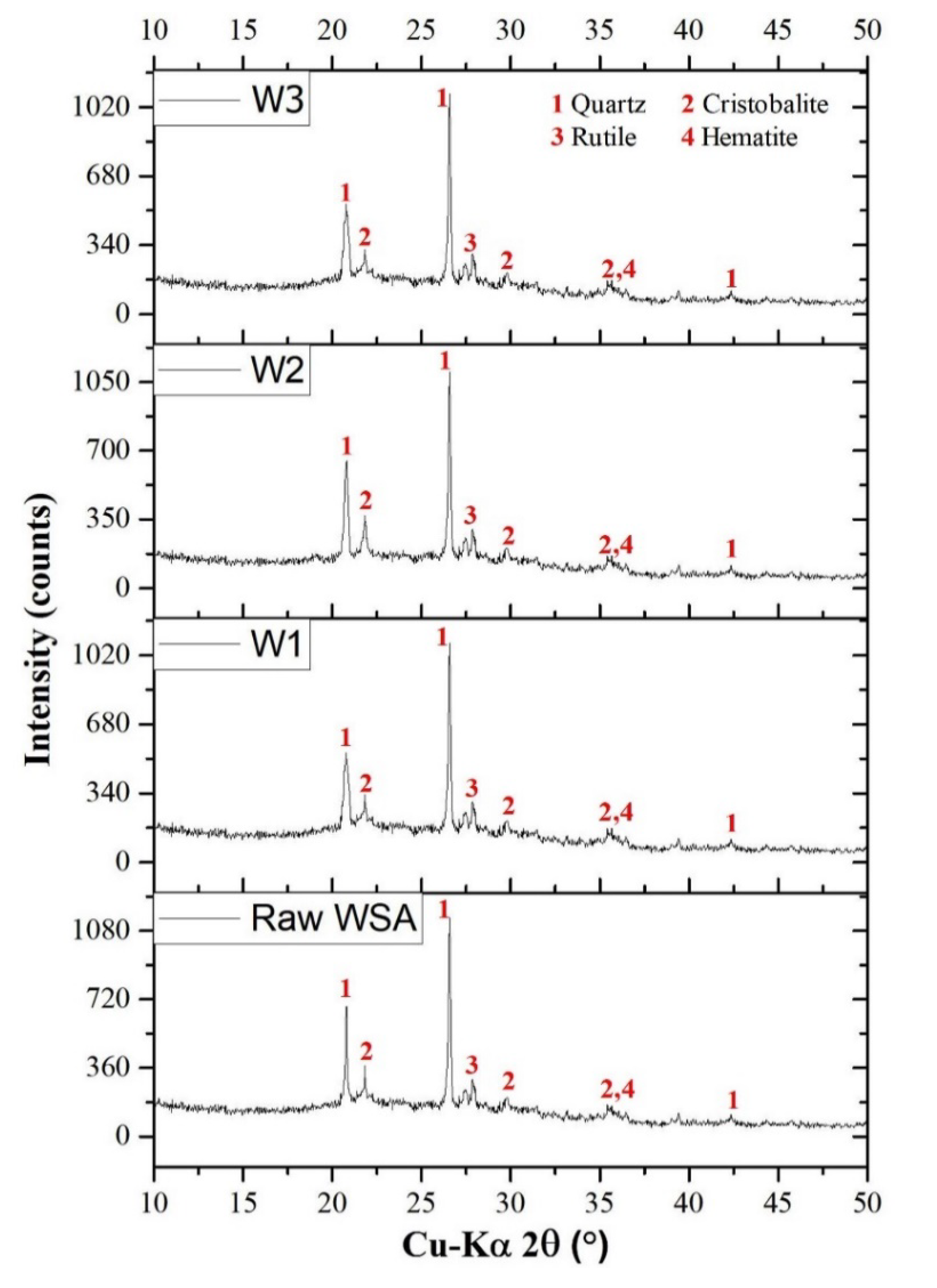
3.1. Properties of Ash Specimens
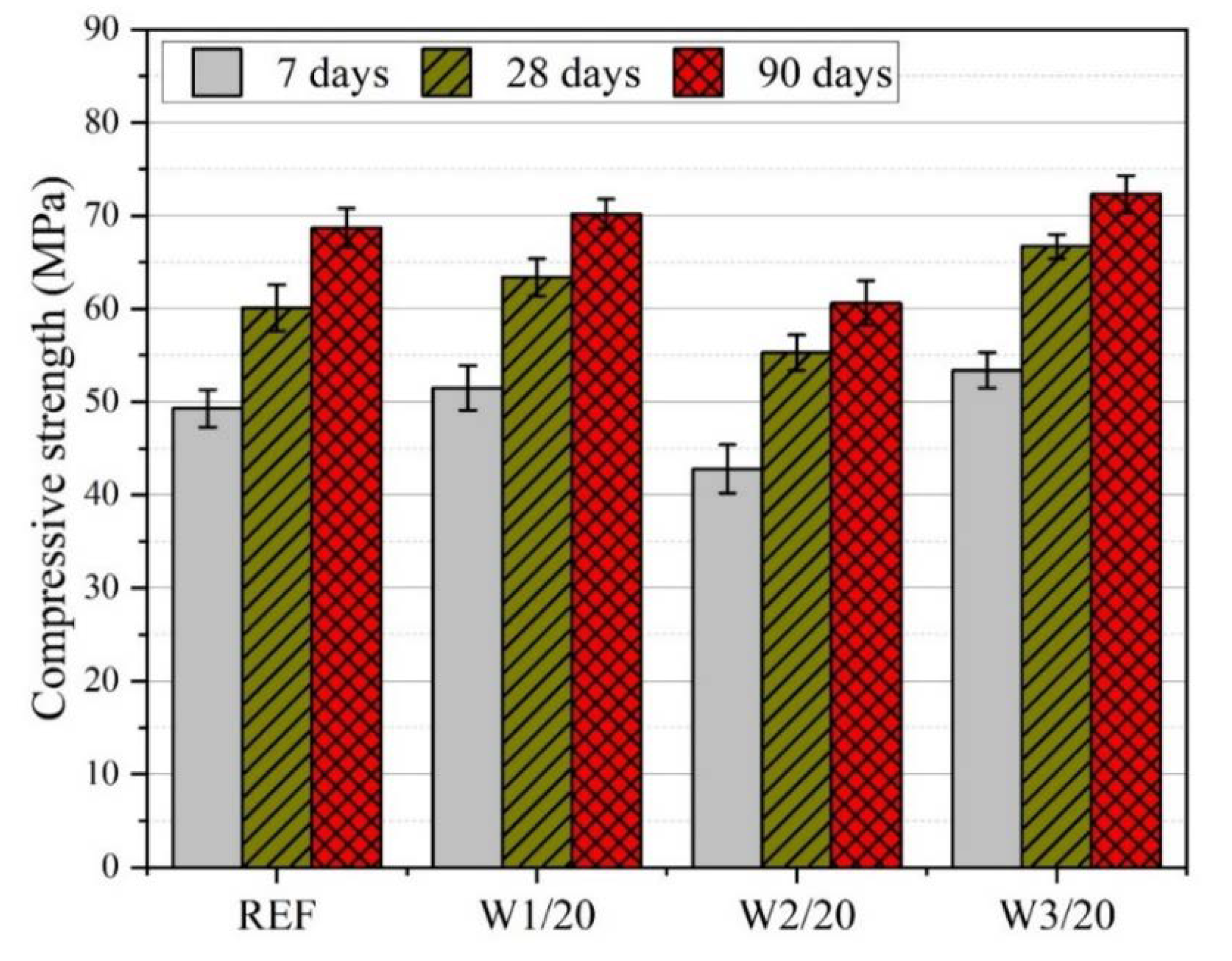
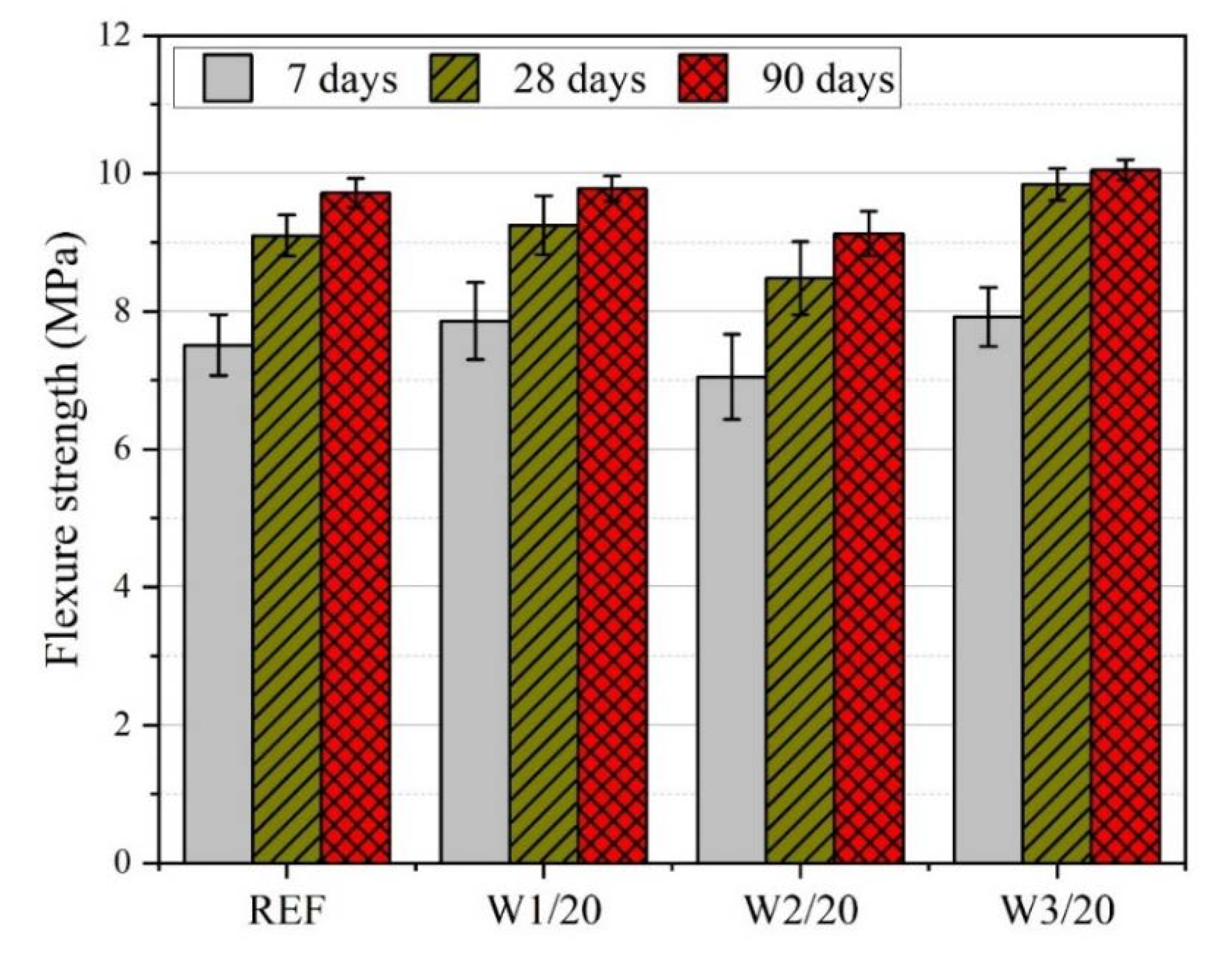
3.2. Mechanical Properties
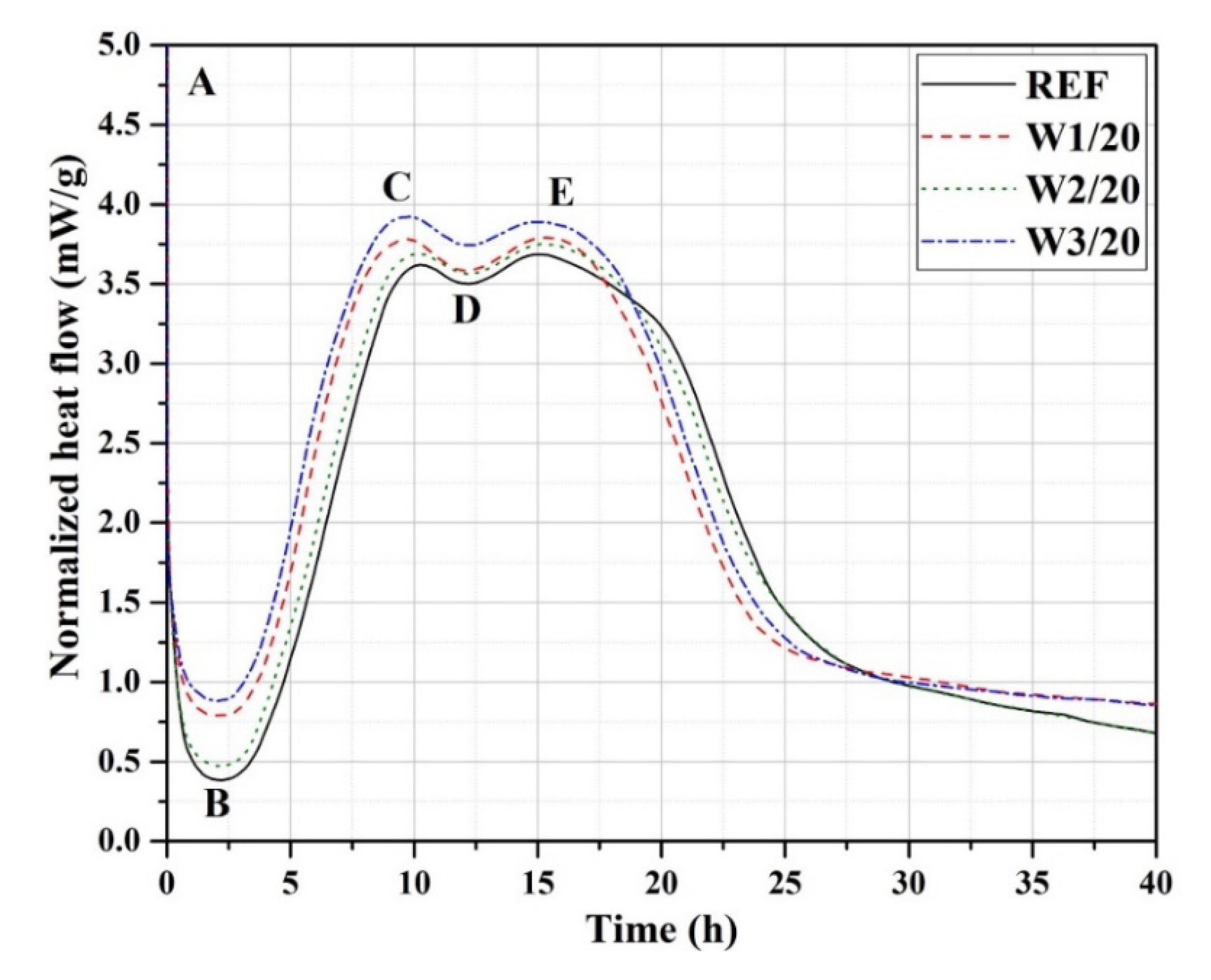
3.3. Isothermal Calorimetry
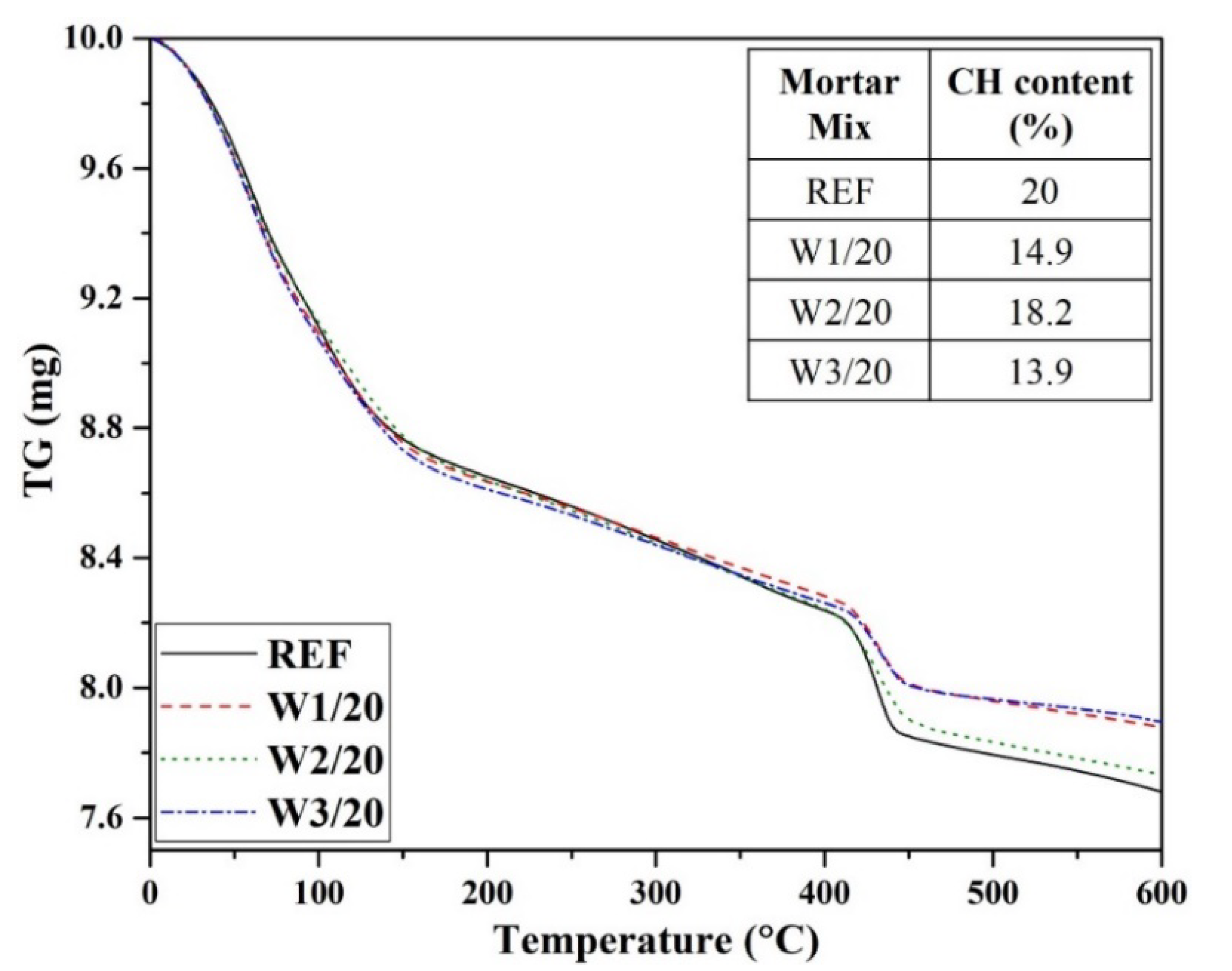
3.4. Thermogravimetric Analysis
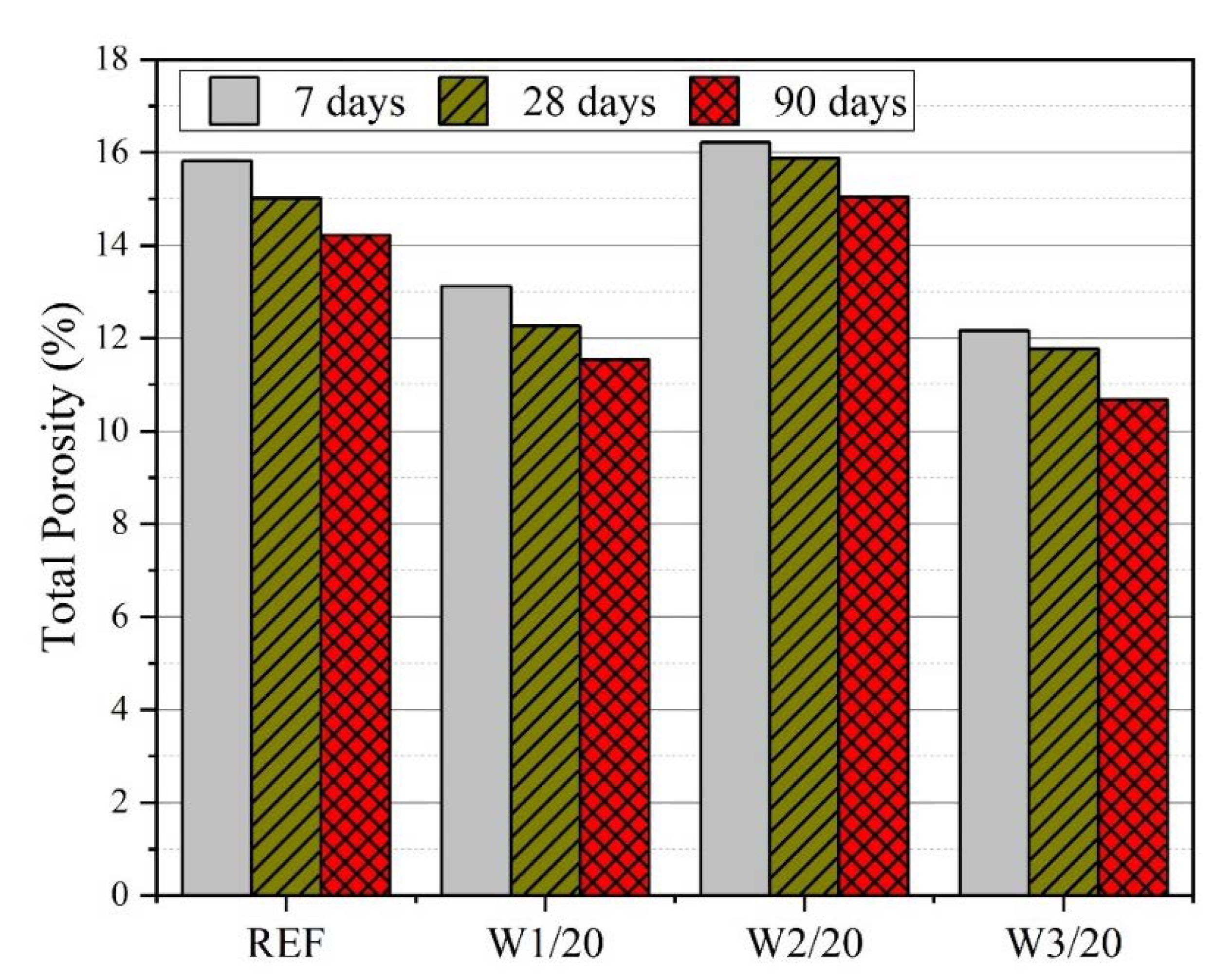
3.5. Mercury Intrusion Porosimetry
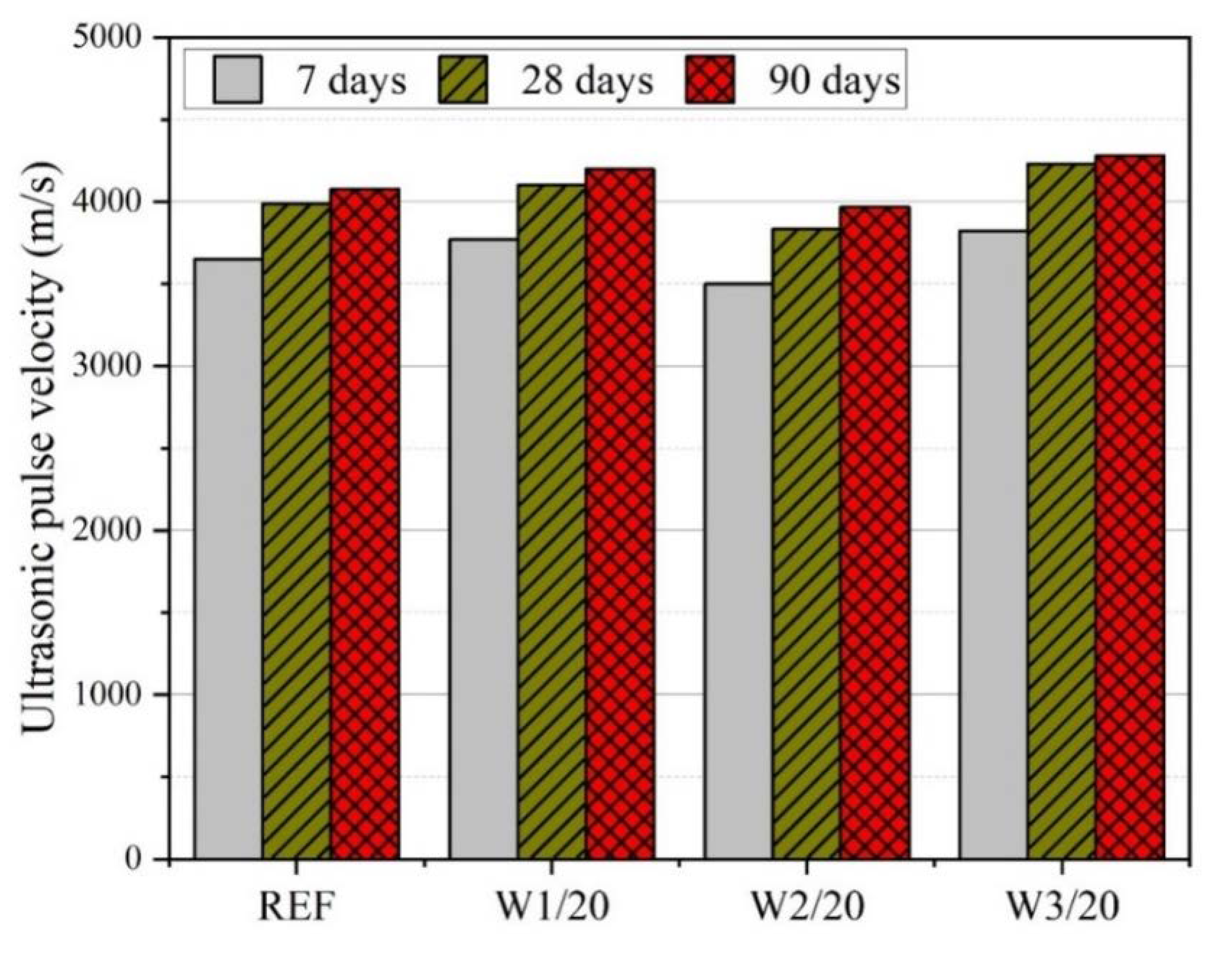
3.6. Ultrasonic Pulse Velocity
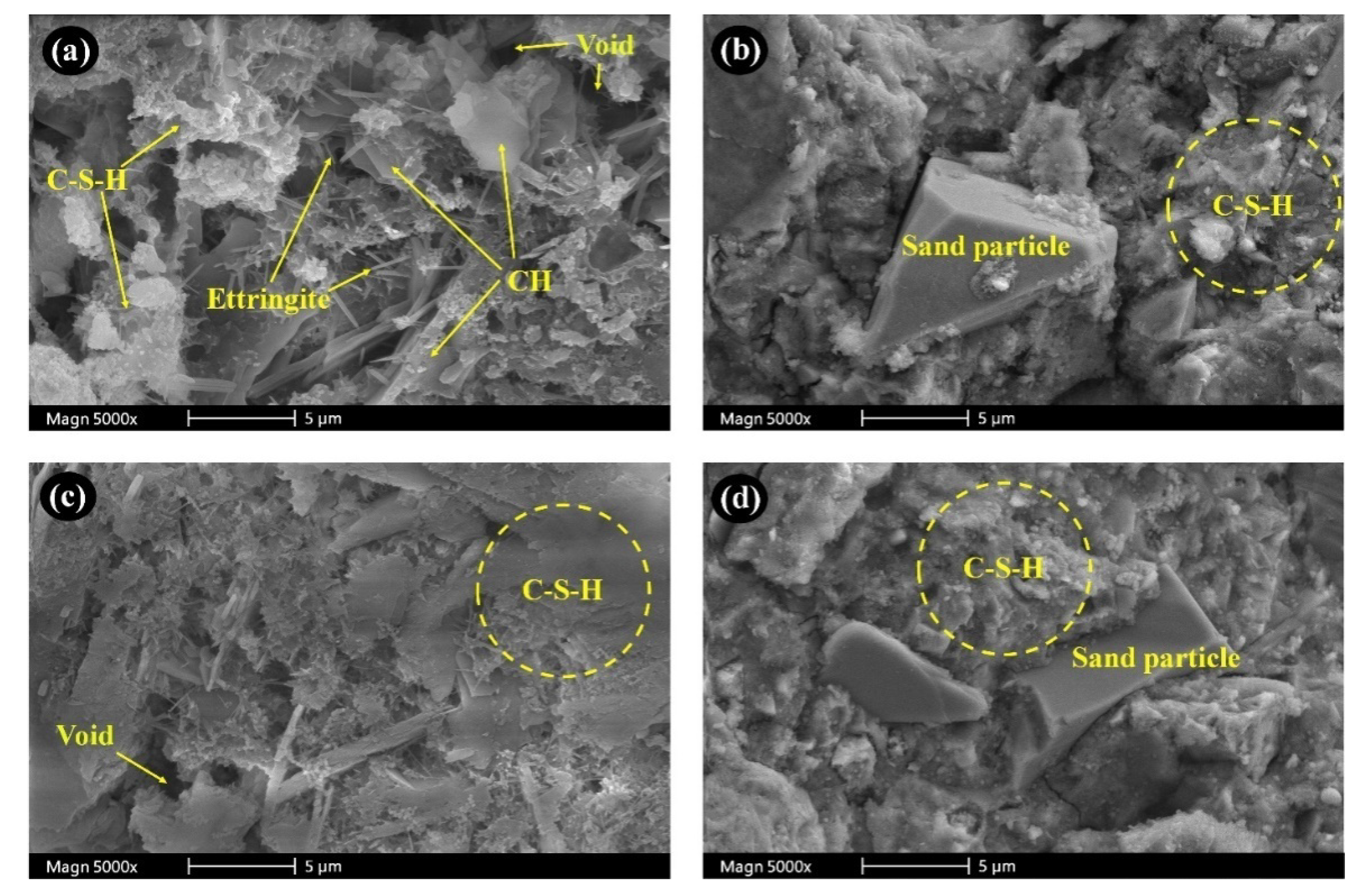
3.7. Scanning Electron Microscopy
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ludwig, H.-M.; Zhang, W. Research review of cement clinker chemistry. Cement Concr. Res. 2015, 78, 24–37. [Google Scholar] [CrossRef]
- Kajaste, R.; Hurme, M. Cement industry greenhouse gas emissions–management options and abatement cost. J. Clean. Prod. 2016, 112, 4041–4052. [Google Scholar] [CrossRef]
- Huang, L.; Krigsvoll, G.; Johansen, F.; Liu, Y.; Zhang, X. Carbon emission of global construction sector. Renew. Sustain. Energy Rev. 2018, 81, 1906–1916. [Google Scholar] [CrossRef] [Green Version]
- Torres-Carrasco, M.; Puertas, F. Alkaline activation of different aluminosilicates as an alternative to Portland cement: Alkali activated cements or geopolymers. Rev. Ing. Const. 2017, 32, 05–12. [Google Scholar] [CrossRef] [Green Version]
- Ke, J.; McNeil, M.; Price, L.; Khanna, N.Z.; Zhou, N. Estimation of CO2 emissions from China’s cement production: Methodologies and uncertainties. Energy Policy 2013, 57, 172–181. [Google Scholar] [CrossRef] [Green Version]
- Monteiro, P. Concrete: Microstructure, Properties, and Materials; McGraw-Hill Publishing: New York, NY, USA, 2006. [Google Scholar]
- Qudoos, A.; Jeon, I.K.; Kim, S.S.; Lee, J.B.; Kim, H.G. Utilization of Waste Polysilicon Sludge in Concrete. Materials 2020, 13, 251. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mehta, P.K. Mineral admixtures for concrete-an overview of recent developments. In Proceedings of the Advances in Cement and Concrete, Durham, NC, USA, 24–29 July 1994; pp. 243–256. [Google Scholar]
- Nair, D.G.; Fraaij, A.; Klaassen, A.A.; Kentgens, A.P. A structural investigation relating to the pozzolanic activity of rice husk ashes. Cement Concr. Res. 2008, 38, 861–869. [Google Scholar] [CrossRef]
- Xu, W.; Lo, T.Y.; Memon, S.A. Microstructure and reactivity of rich husk ash. Constr. Build. Mater. 2012, 29, 541–547. [Google Scholar] [CrossRef]
- Yu, Q.; Sawayama, K.; Sugita, S.; Shoya, M.; Isojima, Y. The reaction between rice husk ash and Ca (OH) 2 solution and the nature of its product. Cement Concr. Res. 1999, 29, 37–43. [Google Scholar] [CrossRef]
- Munshi, S.; Sharma, R.P. Experimental Investigation on Strength and Water Permeability of Mortar Incorporate with Rice Straw Ash. Adv. Mater. Sci. Eng. 2016, 2016, 9696505. [Google Scholar] [CrossRef] [Green Version]
- Amin, N.-U. Use of bagasse ash in concrete and its impact on the strength and chloride resistivity. J. Mater. Civ. Eng. 2010, 23, 717–720. [Google Scholar] [CrossRef]
- Jaturapitakkul, C.; Kiattikomol, K.; Tangchirapat, W.; Saeting, T. Evaluation of the sulfate resistance of concrete containing palm oil fuel ash. Constr. Build. Mater. 2007, 21, 1399–1405. [Google Scholar] [CrossRef]
- Adesanya, D.; Raheem, A. A study of the workability and compressive strength characteristics of corn cob ash blended cement concrete. Constr. Build. Mater. 2009, 23, 311–317. [Google Scholar] [CrossRef]
- Top Wheat Producing Countries 2017/2018. Available online: https://www.statista.com/statistics/237908/global-top-wheat-producing-countries/ (accessed on 9 June 2018).
- Pan, X.; Sano, Y. Fractionation of wheat straw by atmospheric acetic acid process. Bioresour. Technol. 2005, 96, 1256–1263. [Google Scholar] [CrossRef] [PubMed]
- Biricik, H.; Aköz, F.; lhan Berktay, I.; Tulgar, A.N. Study of pozzolanic properties of wheat straw ash. Cement Concr. Res. 1999, 29, 637–643. [Google Scholar] [CrossRef]
- Al-Akhras, N.M.; Abu-Alfoul, B.A. Effect of wheat straw ash on mechanical properties of autoclaved mortar. Cement Concr. Res. 2002, 32, 859–863. [Google Scholar] [CrossRef]
- Goyal, A.; Kunio, H.; Ogata, H.; Garg, M.; Anwar, A.; Ashraf, M. Synergic effect of wheat straw ash and rice-husk ash on strength properties of mortar. J. Appl. Sci. 2007, 7, 3256–3261. [Google Scholar]
- Khushnood, R.A.; Rizwan, S.A.; Memon, S.A.; Tulliani, J.-M.; Ferro, G.A. Experimental investigation on use of wheat straw ash and bentonite in self-compacting cementitious system. Adv. Mater. Sci. Eng. 2014, 2014, 832508. [Google Scholar] [CrossRef] [Green Version]
- Binici, H.; Yucegok, F.; Aksogan, O.; Kaplan, H. Effect of corncob, wheat straw, and plane leaf ashes as mineral admixtures on concrete durability. J. Mater. Civ. Eng. 2008, 20, 478–483. [Google Scholar] [CrossRef]
- Al-Akhras, N.M. Durability of wheat straw ash concrete exposed to freeze–thaw damage. Proc. Inst. Civ. Eng.-Constr. Mater. 2011, 164, 79–86. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Kurtis, K.E. Effect of mechanical processing on sugar cane bagasse ash pozzolanicity. Cement Concr. Res. 2017, 97, 41–49. [Google Scholar] [CrossRef]
- ASTM. ASTM C150: Standard Specification for Portland Cement; ASTM Standards: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Biricik, H.; Aköz, F.; Türker, F.; Berktay, I. Resistance to magnesium sulfate and sodium sulfate attack of mortars containing wheat straw ash. Cement Concr. Res. 2000, 30, 1189–1197. [Google Scholar] [CrossRef]
- ASTM. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM Standards: West Conshohocken, PA, USA, 2007. [Google Scholar]
- ASTM. Standard Test Method for Flexural Strength of Hydraulic-Cement Mortars; ASTM Standards: West Conshohocken, PA, USA, 2002. [Google Scholar]
- Walker, H.N.; Lane, D.S.; Stutzman, P.E. Petrographic Methods of Examining Hardened Concrete: A Petrographic Manual. Revised 2004; The National Academies of Sciences, Engineering, and Medicine: Washington, DC, USA, 2006. [Google Scholar]
- ASTM. Standard Test Method for Pulse Velocity through Concrete; ASTM Standards: West Conshohocken, PA, USA, 2009. [Google Scholar]
- ASTM. Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM Standards: West Conshohocken, PA, USA, 2003. [Google Scholar]
- Jamil, M.; Khan, M.; Karim, M.; Kaish, A.; Zain, M. Physical and chemical contributions of Rice Husk Ash on the properties of mortar. Constr. Build. Mater. 2016, 128, 185–198. [Google Scholar] [CrossRef]
- Cordeiro, G.C.; Toledo Filho, R.D.; Fairbairn, E.d.M.R. Use of ultra-fine sugar cane bagasse ash as mineral admixture for concrete. ACI Mater. J. 2008, 105, 487–493. [Google Scholar]
- Ganesan, K.; Rajagopal, K.; Thangavel, K. Evaluation of bagasse ash as supplementary cementitious material. Cem. Concr. Compos. 2007, 29, 515–524. [Google Scholar] [CrossRef]
- Xu, W.; Lo, Y.T.; Ouyang, D.; Memon, S.A.; Xing, F.; Wang, W.; Yuan, X. Effect of rice husk ash fineness on porosity and hydration reaction of blended cement paste. Constr. Build. Mater. 2015, 89, 90–101. [Google Scholar] [CrossRef]
- ASTM. Standard Practice for Measuring Hydration Kinetics of Hydraulic Cementitious Mixtures Using Isothermal Calorimetry; ASTM Standards: West Conshohocken, PA, USA, 2009; Volume 4. [Google Scholar]
- Lawrence, P.; Cyr, M.; Ringot, E. Mineral admixtures in mortars: Effect of inert materials on short-term hydration. Cement Concr. Res. 2003, 33, 1939–1947. [Google Scholar] [CrossRef]
- Shaikh, F.U.; Supit, S.W. Compressive strength and durability properties of high volume fly ash (HVFA) concretes containing ultrafine fly ash (UFFA). Constr. Build. Mater. 2015, 82, 192–205. [Google Scholar] [CrossRef]
- Shatat, M. Hydration behavior and mechanical properties of blended cement containing various amounts of rice husk ash in presence of metakaolin. Arab. J. Chem. 2016, 9, S1869–S1874. [Google Scholar] [CrossRef] [Green Version]
- Ajay, G.; Hattori, K.; Ogata, H.; Ashraf, M. Processing of sugarcane bagasse ash and reactivity of ash-blended cement mortar. Trans. Jpn. Soc. Irrig. Drain. Rural Eng. 2009, 77, 243–251. [Google Scholar]
- Safiuddin, M.; West, J.; Soudki, K. Hardened properties of self-consolidating high performance concrete including rice husk ash. Cement Concr. Compos. 2010, 32, 708–717. [Google Scholar] [CrossRef]
- Cordeiro, G.; Toledo Filho, R.; Tavares, L.; Fairbairn, E. Pozzolanic activity and filler effect of sugar cane bagasse ash in Portland cement and lime mortars. Cement Concr. Compos. 2008, 30, 410–418. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Weight (%) | ||||||
|---|---|---|---|---|---|---|---|
| OPC | WSA (Present Study) | RHA [11] | RSA [12] | POFA [14] | BA [13] | CCA [15] | |
| SiO2 | 20.81 | 65.71 | 91.9 | 76 | 57.7 | 87.4 | 66.38 |
| AL2O3 | 6.30 | 3.74 | 0.25 | 0.69 | 4.5 | 3.6 | 7.48 |
| Fe2O3 | 3.21 | 2.59 | 0.41 | 0.63 | 3.3 | 4.9 | 4.44 |
| CaO | 62.0 | 7.85 | 0.38 | 4.96 | 6.5 | 2.56 | 11.57 |
| MgO | 3.31 | 2.69 | 0.21 | 2.65 | 4.2 | 0.69 | 2.06 |
| Na2O | - | 2.46 | 0.05 | 1.36 | 0.5 | 0.15 | 0.41 |
| K2O | - | 3.28 | 2.78 | 9.89 | 8.2 | 0.47 | 4.92 |
| P2O5 | - | 1.68 | 0.36 | - | - | - | - |
| SO3 | 2.21 | 2.35 | - | 1.9 | 0.2 | 0.11 | 1.07 |
| LOI | 1.31 | 7.33 | 2.93 | - | 10.5 | 8.25 | - |
| Mix ID | Cement (g) | WSA (g) | Sand (g) | Water (g) | ||
|---|---|---|---|---|---|---|
| W1 | W2 | W3 | ||||
| REF | 100 | 0 | 0 | 0 | 275 | 40 |
| W1/20 | 80 | 20 | 0 | 0 | 275 | 40 |
| W2/20 | 80 | 0 | 20 | 0 | 275 | 40 |
| W3/20 | 80 | 0 | 0 | 20 | 275 | 40 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qudoos, A.; Kakar, E.; Rehman, A.u.; Jeon, I.K.; Kim, H.G. Influence of Milling Techniques on the Performance of Wheat Straw Ash in Cement Composites. Appl. Sci. 2020, 10, 3511. https://doi.org/10.3390/app10103511
Qudoos A, Kakar E, Rehman Au, Jeon IK, Kim HG. Influence of Milling Techniques on the Performance of Wheat Straw Ash in Cement Composites. Applied Sciences. 2020; 10(10):3511. https://doi.org/10.3390/app10103511
Chicago/Turabian StyleQudoos, Abdul, Ehsanullah Kakar, Atta ur Rehman, In Kyu Jeon, and Hong Gi Kim. 2020. "Influence of Milling Techniques on the Performance of Wheat Straw Ash in Cement Composites" Applied Sciences 10, no. 10: 3511. https://doi.org/10.3390/app10103511
APA StyleQudoos, A., Kakar, E., Rehman, A. u., Jeon, I. K., & Kim, H. G. (2020). Influence of Milling Techniques on the Performance of Wheat Straw Ash in Cement Composites. Applied Sciences, 10(10), 3511. https://doi.org/10.3390/app10103511