Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C

Abstract
1. Introduction
2. Material Descriptions
3. Fatigue Tests at Low Temperature
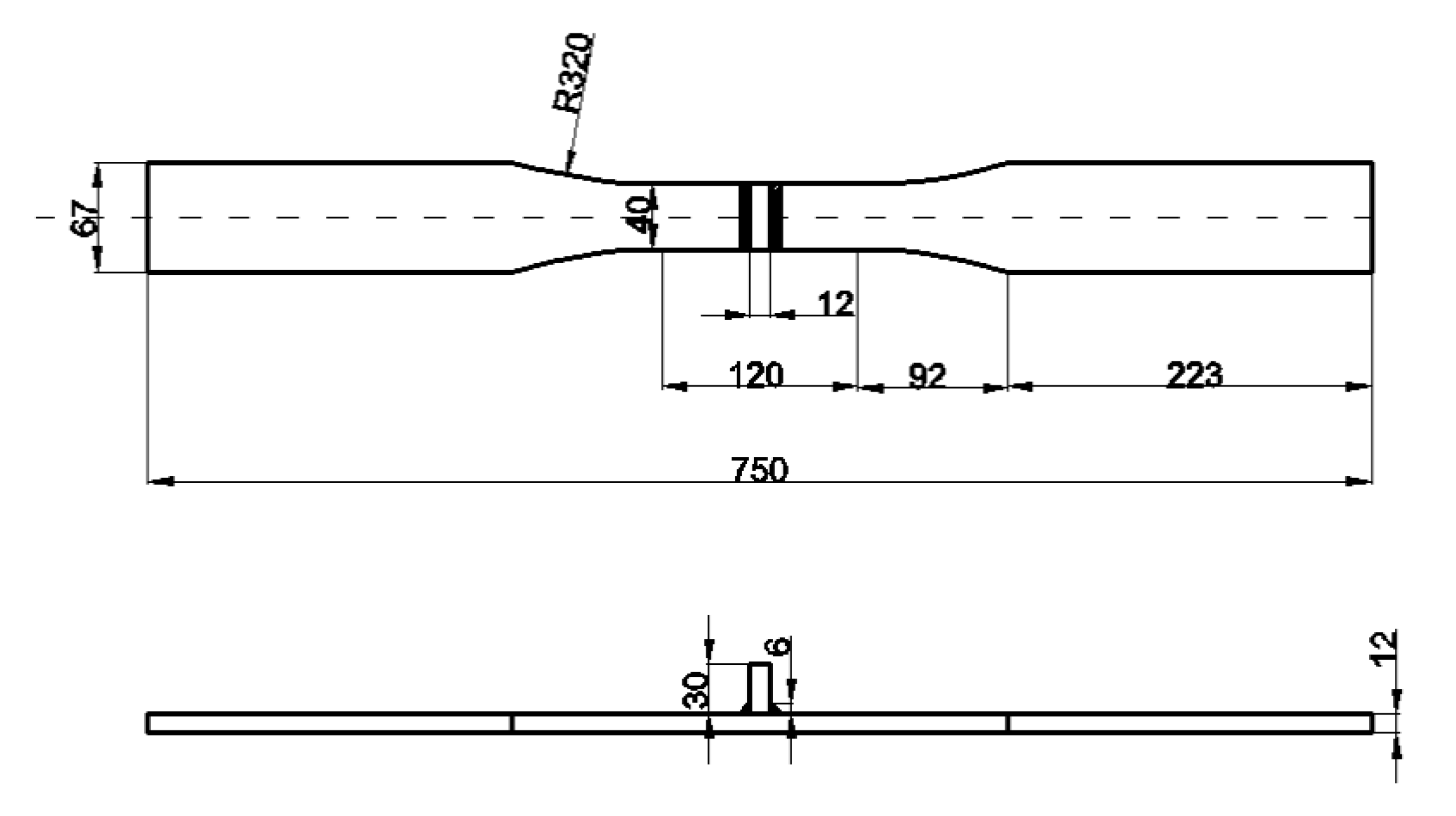
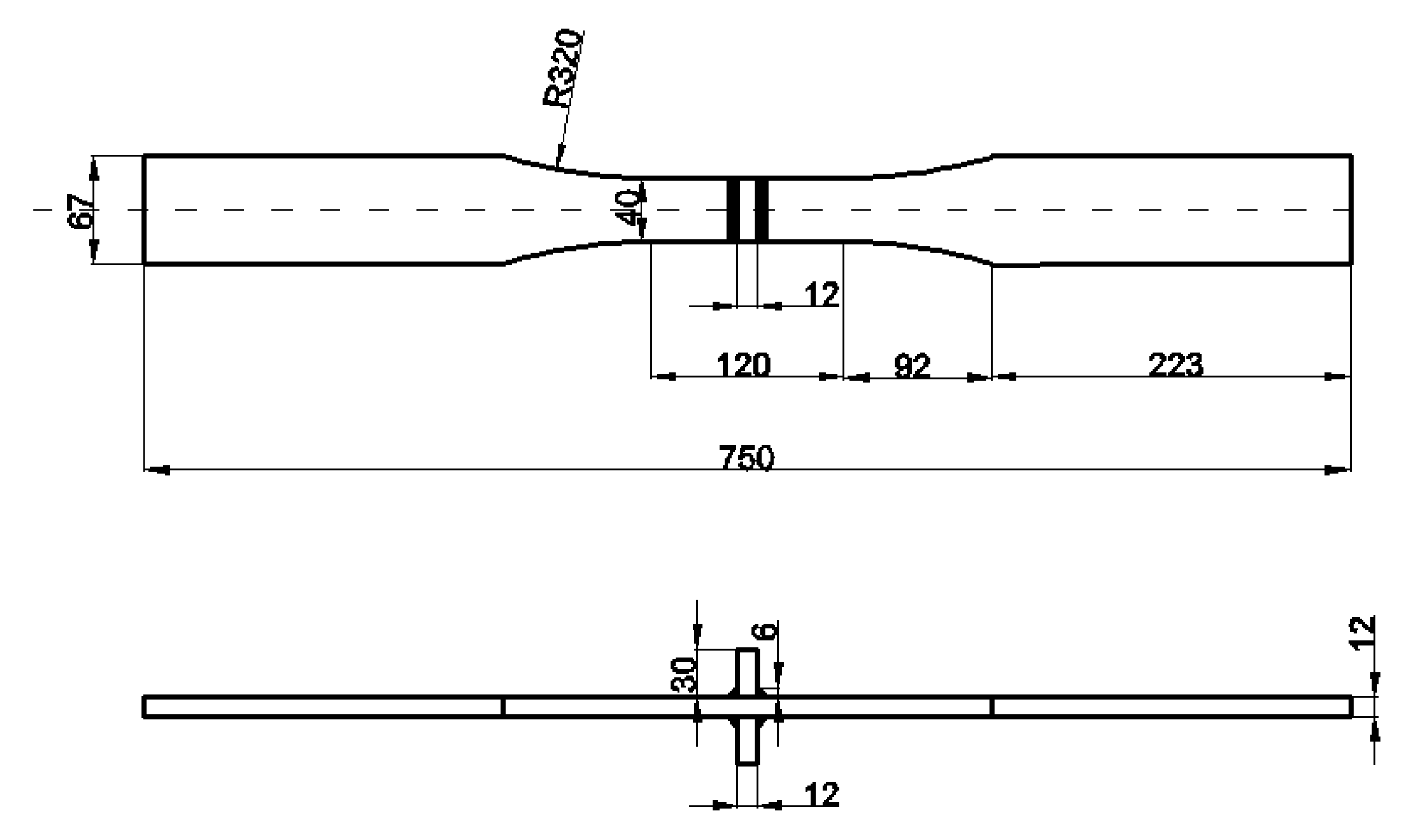
3.1. Design of Specimens
3.2. Loading
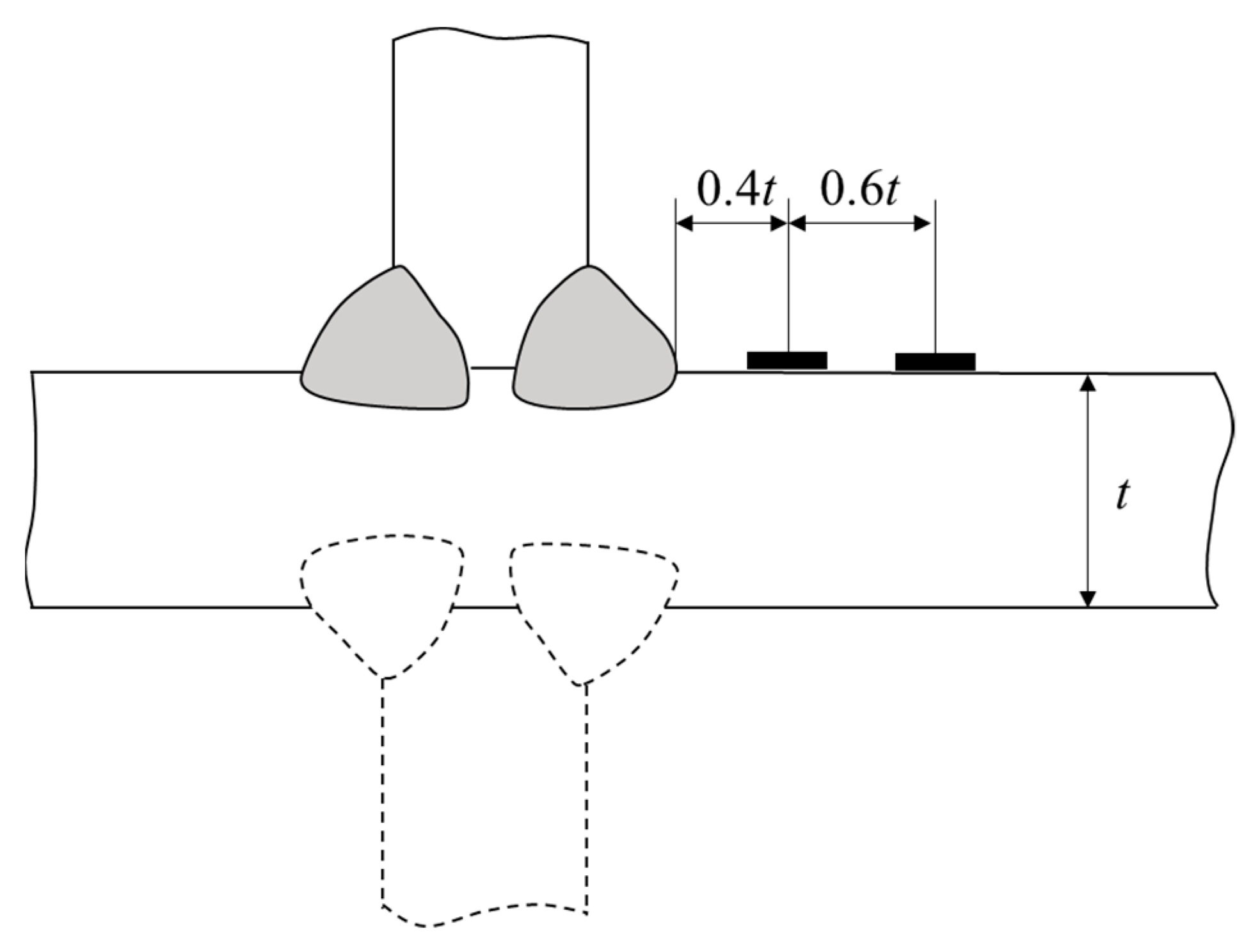
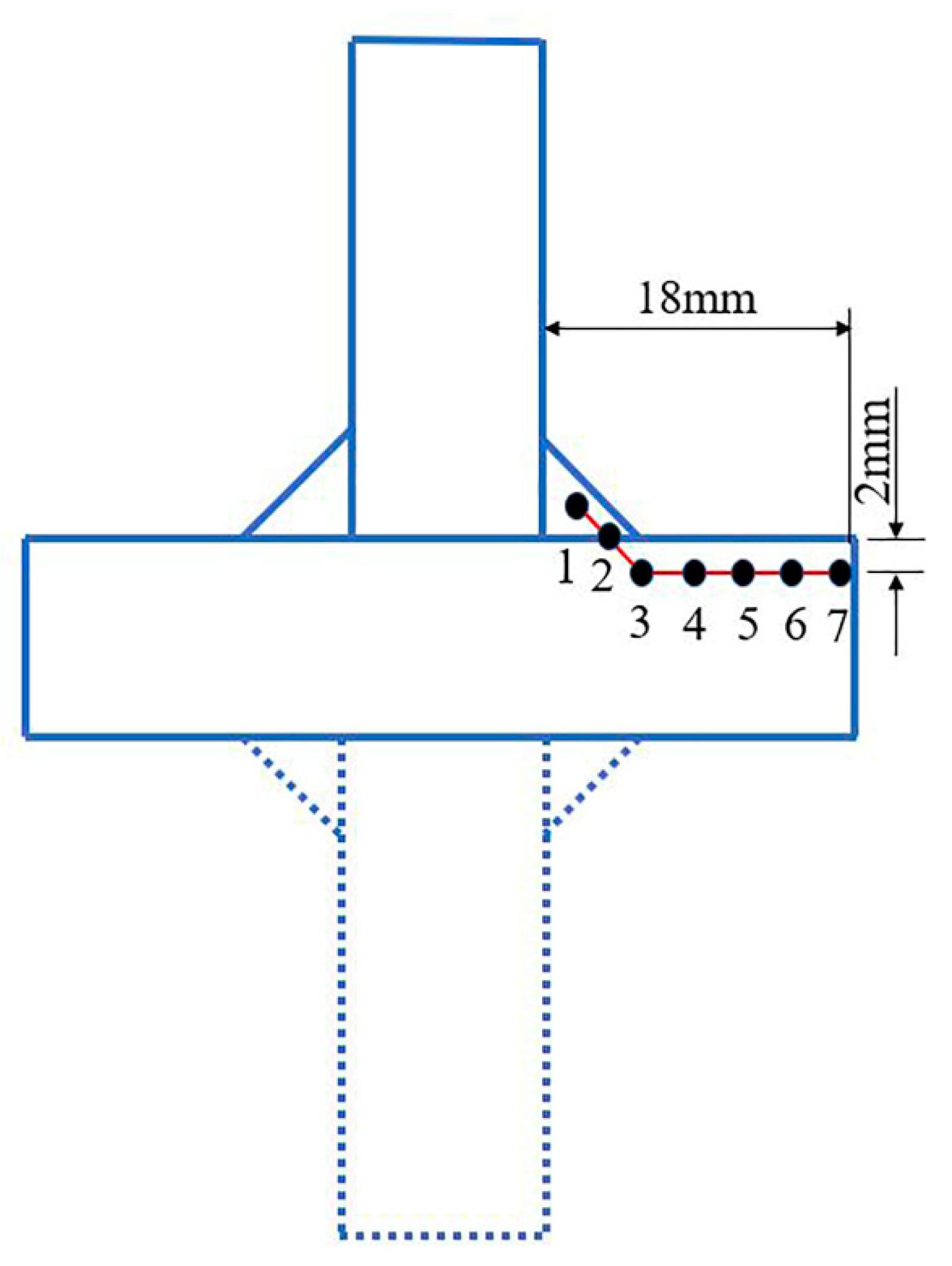
3.3. Determination of Hot-Spot Stress
- is the hot-spot stress,
- is the stress at 0.4t,
- is the stress at 1.0t,
- is the thickness of steel.
3.4. Data Processing
- is the stress range,
- is the number of cycles,
- m, A is the material parameters related to fatigue.
- is the average logarithmic value of the fatigue life, .
- is the standard deviation of the logarithmic fatigue life,
- is the unilateral tolerance coefficient, which can be determined from a probability book or related specifications [38], its value is related to the confidence level and failure probability.
4. Results and Discussion
4.1. S–N Curves with Confidence Level
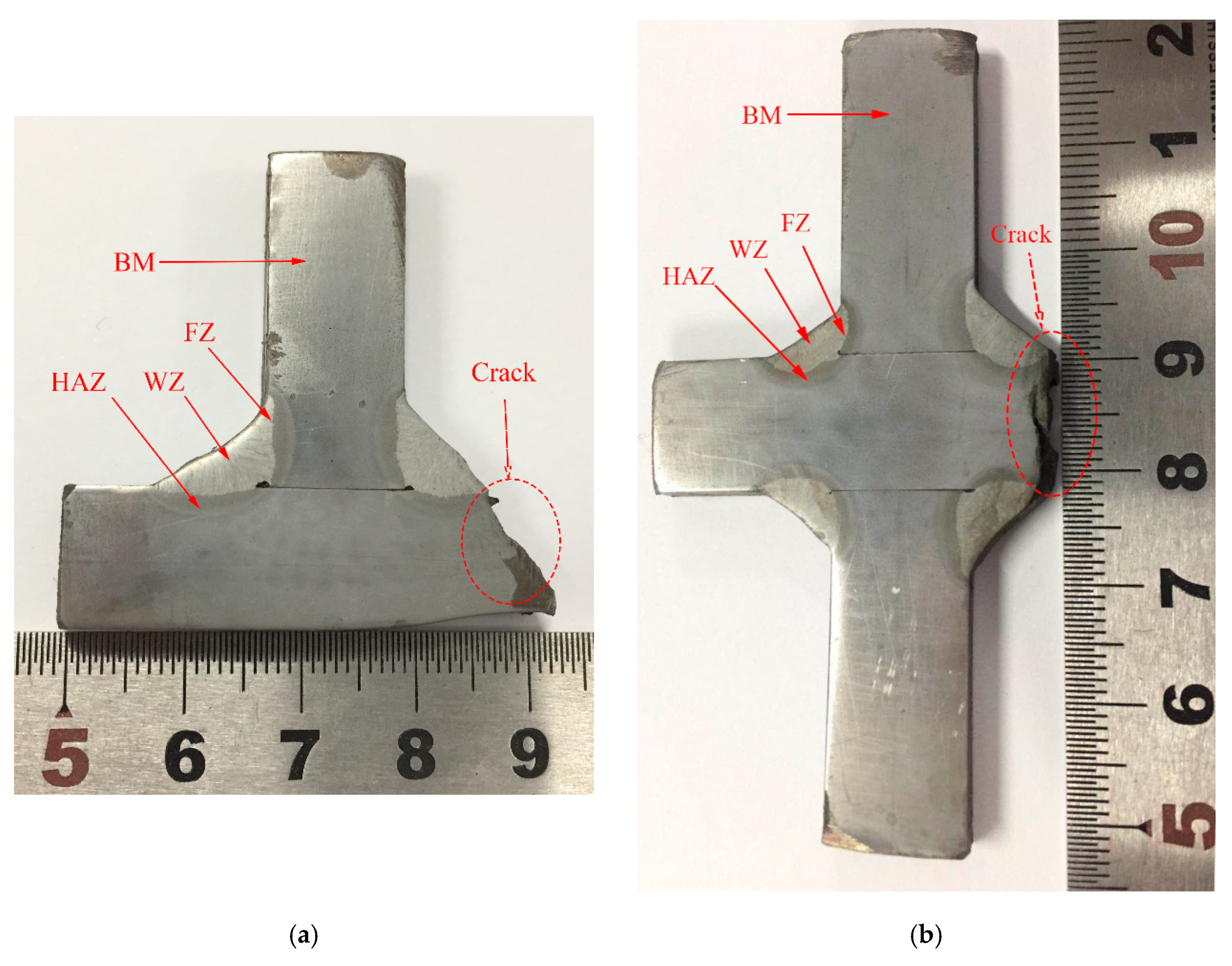
4.2. Structural Perspective
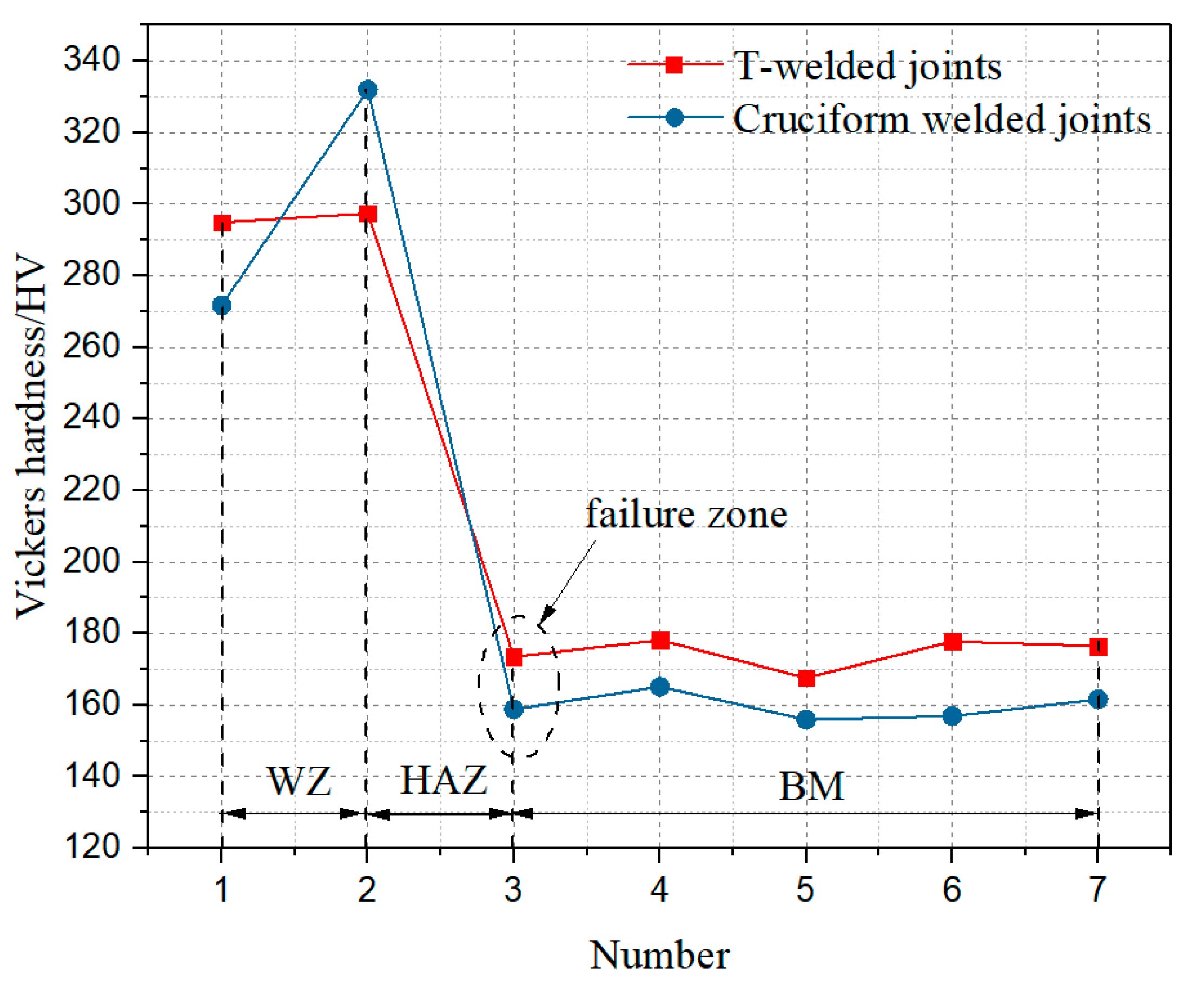
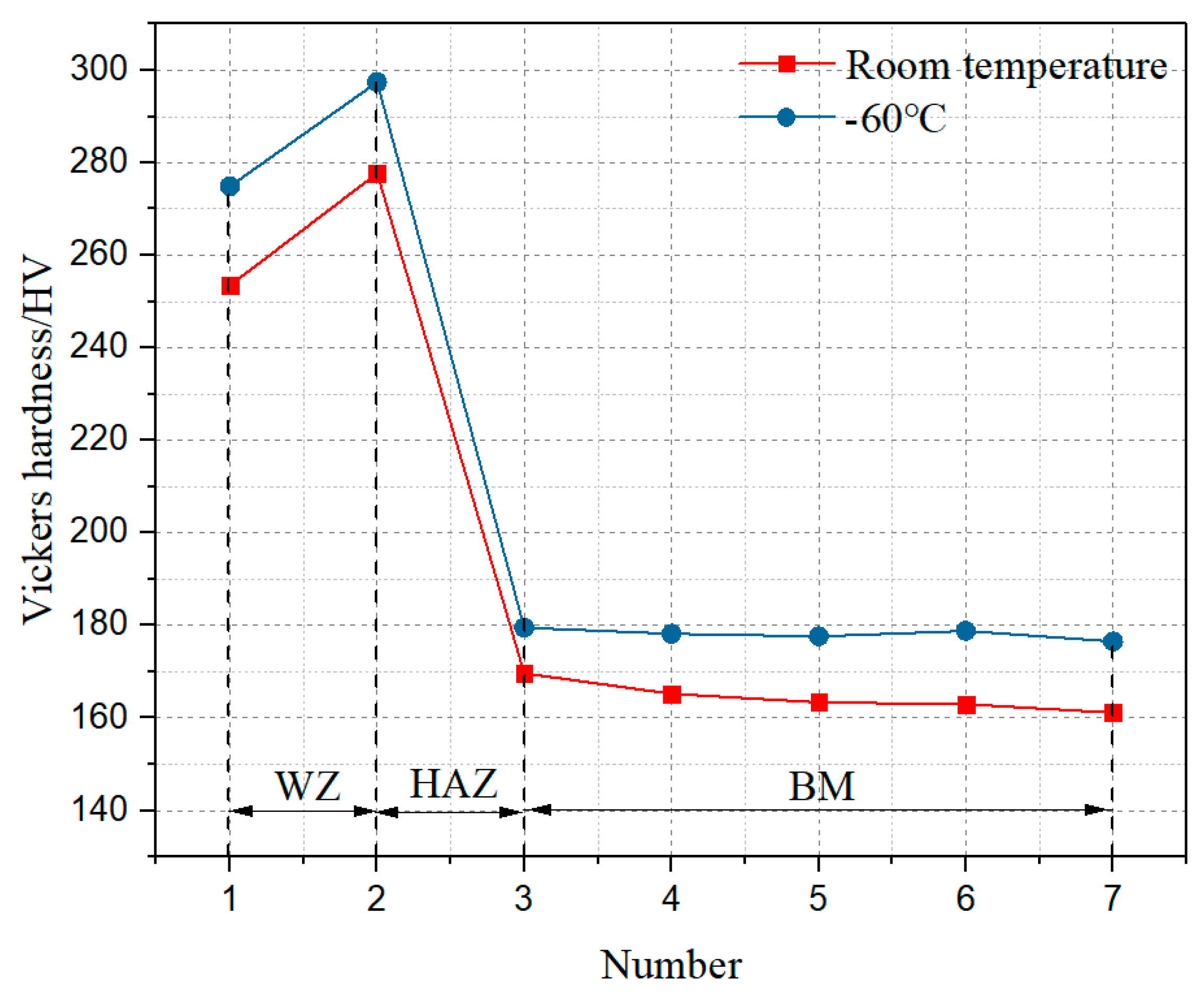
4.3. The Relationship between Fatigue Properties and Hardness Profiles
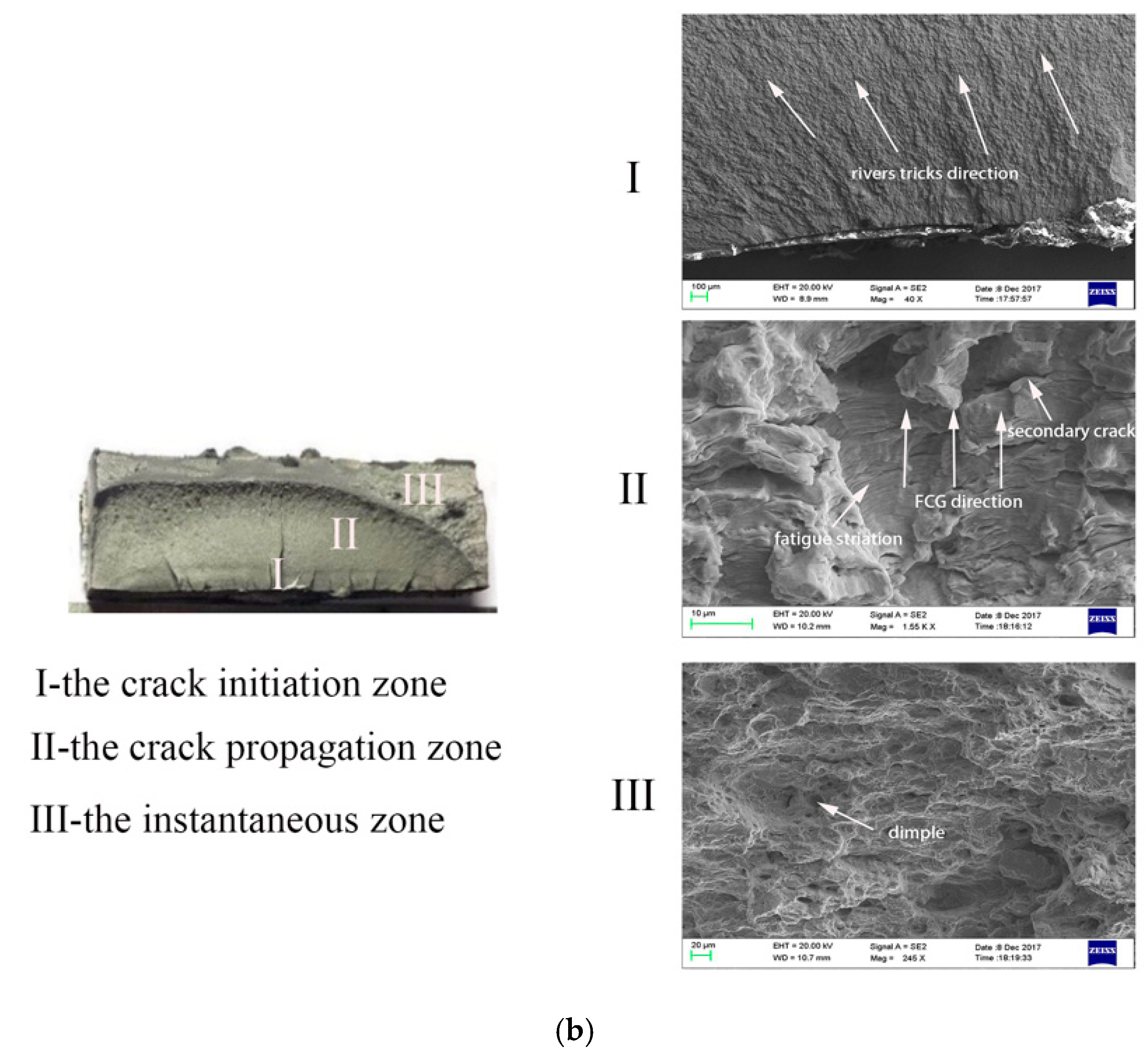
4.4. Fractography
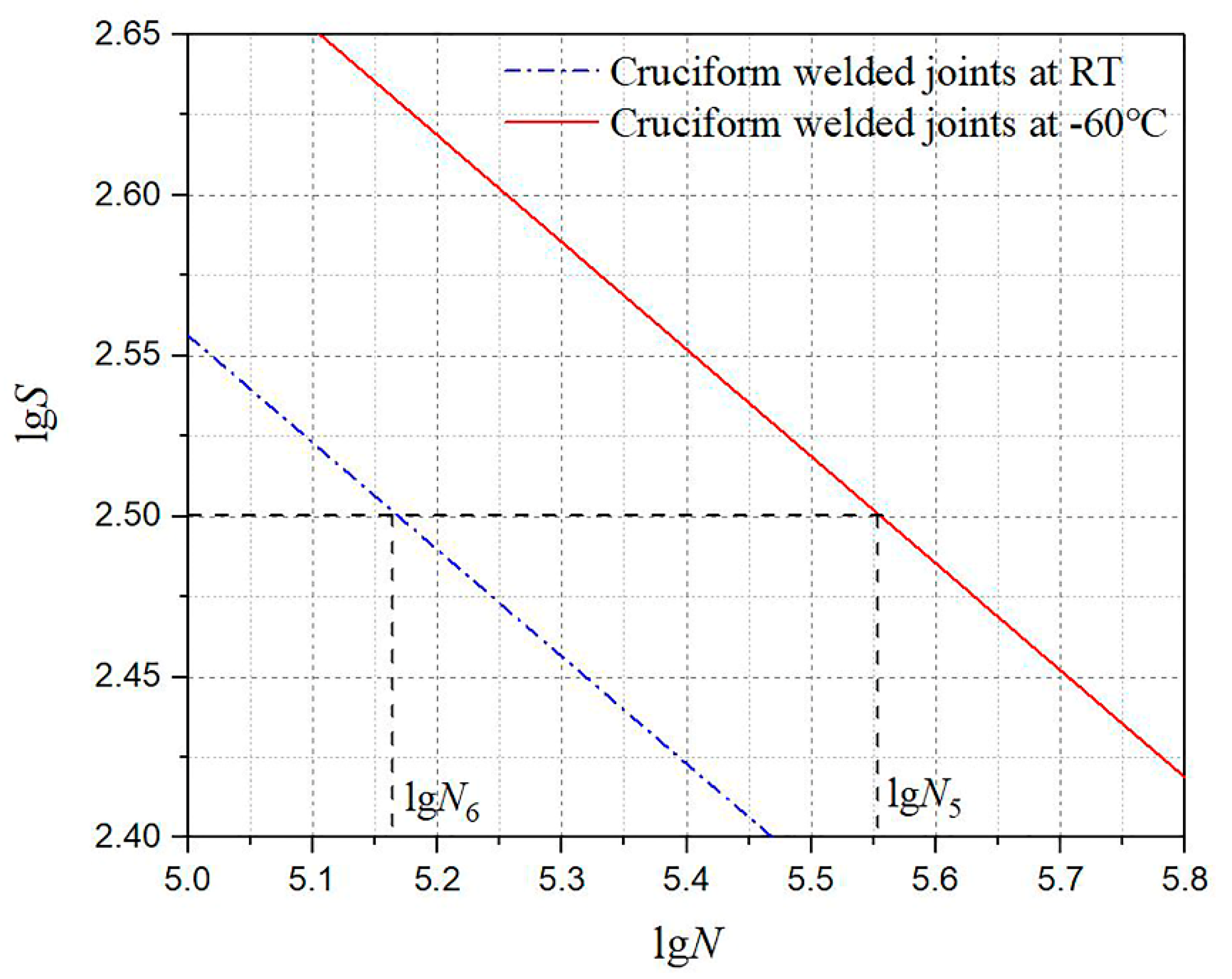
4.5. Effect of Low Temperature on Fatigue Properties of DH36 Welded Joints
5. Conclusions
- The fatigue properties of T-welded joints were almost 2–7% better than those of the cruciform welded joints at −60 °C. In this paper, the difference in fatigue properties between T-welded and cruciform welded joints can be attributed to the difference in hardness and stress range level of the failure zone.
- The Vickers hardness at −60 °C was 12.17 HV higher than that of room temperature. Furthermore, the difference in hardness between T- and cruciform welded joints also showed different situations at −60 °C and room temperature. The Vickers hardness in the failure zone of T-welded joints was close to that in the failure zone of cruciform welded joints at room temperature. However, the Vickers hardness in the failure zone of the T-welded joints (168–174 HV) was higher than that in the failure zone of the cruciform welded joints (159–165 HV) at −60 °C.
- The spacing of fatigue striations of cruciform welded joints in the HAZ was larger than that of T-welded joints in the crack propagation zone which means the fatigue crack growth rate of the T-welded joints was lower than that of the cruciform welded joints. There were no significant differences in the crack initiation zone and instantaneous fracture zone.
- Low temperature had a significant effect on the fatigue performance of welded DH36. The fatigue properties of cruciform welded joints at −60 °C were 57.215% better than those at room temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Sangid, M.D. The physics of fatigue crack initiation. Int. J. Fatigue 2013, 57, 58–72. [Google Scholar] [CrossRef]
- Fricke, W.; von Lilienfeld-Toal, A.; Paetzold, H. Fatigue strength investigations of welded details of stiffened plate structures in steel ships. Int. J. Fatigue 2012, 34, 17–26. [Google Scholar] [CrossRef]
- Tran Nguyen, K.; Garbatov, Y.; Guedes Soares, C. Fatigue damage assessment of corroded oil tanker details based on global and local stress approaches. Int. J. Fatigue 2012, 43, 197–206. [Google Scholar] [CrossRef]
- Sun, D.; Gan, J.; Wang, Z.; Luo, P.; Wu, W. Experimental and analytical investigation of fatigue crack propagation of T-welded joints considering the effect of boundary condition. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 894–908. [Google Scholar] [CrossRef]
- Krishnadev, M.R.; Ghosh, R.; Galibois, A. Effect of Low-Temperature on The Fatigue Properties of Two Hsla (High Strength Low Alloy) Pipeline Steels. Fatigue Fract. Eng. Mater. Struct. 2010, 2, 107–119. [Google Scholar] [CrossRef]
- Chai, W.; Leira, B.J.; Naess, A. Short-term extreme ice loads prediction and fatigue damage evaluation for an icebreaker. Ships Offshore Struct. 2018, 13, 127–137. [Google Scholar] [CrossRef]
- Alvaro, A.; Akselsen, O.M.; Ren, X.; Kaneko, A. Fundamental Aspects of Fatigue of Steel in Arctic Applications. In Proceedings of the Twenty-Fourth International Ocean and Polar Engineering Conference, Busan, Korea, 15–20 June 2014; p. 8. [Google Scholar]
- China Classification Society. Rules and Regulations for the Construction and Classification of Sea-Going Steel Ships; China Classification Society: Beijing, China, 2018; Volume 8. [Google Scholar]
- Det Norske Veritas. Rules For Classification Of Ships; Part 3-Chapter 3. In Newbuildings-Hull And Equipment-Main Class-Hull Equipment And Safety; DNV: Augsburg, Germany, 2008. [Google Scholar]
- Carpinteri, A.; Brighenti, R. Fracture and fatigue properties of metallic alloys S275 J2 and Al7075 T6 at low temperatures. J. Mater. Sci. 2008, 43, 4780–4788. [Google Scholar] [CrossRef]
- Jeong, D.; Park, T.; Lee, J.; Kim, S. Ambient and cryogenic S-N fatigue behavior of Fe15Mn steel and its weld. Met. Mater. Int. 2015, 21, 453–460. [Google Scholar] [CrossRef]
- Antonio Alvaro, O.M.A.; Xiaobo, R.; Kane, A. Fatigue Properties of a 420 MPa Structural Steel at Low Temperature. In Proceedings of the Twenty-fifth International Ocean and Polar Engineering Conference, Kona, HI, USA, 21–26 June 2015. [Google Scholar]
- Zhao, W.; Feng, G.; Zhang, M.; Ren, H.; Sinsabvarodom, C. Effect of low temperature on fatigue crack propagation rates of DH36 steel and its butt weld. Ocean Eng. 2020, 196, 106803. [Google Scholar] [CrossRef]
- Zhao, W.; Feng, G.; Ren, H.; Leira, B.J.; Zhang, M. Temperature-dependent characteristics of DH36 steel fatigue crack propagation. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 617–627. [Google Scholar] [CrossRef]
- Almaraz, G.M.D.; Mora, R.P. Ultrasonic fatigue testing on high strength steel: Effect of stress concentration factors associated with corrosion pitting holes. Int. J. Damage Mech. 2012, 22, 860–877. [Google Scholar] [CrossRef]
- Brennan, F.P.; Peleties, P.; Hellier, A.K. Predicting weld toe stress concentration factors for T and skewed T-joint plate connections. Int. J. Fatigue 2000, 22, 573–584. [Google Scholar] [CrossRef]
- Zhang, C.; Hu, X.; Lu, P. Fatigue and hardness effects of a thin buffer layer on the heat affected zone of a weld repaired Bisplate80. J. Mater. Process. Technol. 2012, 212, 393–401. [Google Scholar] [CrossRef]
- Casagrande, A.; Cammarota, G.P.; Micele, L. Relationship between fatigue limit and Vickers hardness in steels. Mater. Sci. Eng. A 2011, 528, 3468–3473. [Google Scholar] [CrossRef]
- Kramer, H.S.; Starke, P.; Klein, M.; Eifler, D. Cyclic hardness test PHYBALCHT–Short-time procedure to evaluate fatigue properties of metallic materials. Int. J. Fatigue 2014, 63, 78–84. [Google Scholar] [CrossRef]
- Koyama, M.; Yamamura, Y.; Sawaguchi, T.; Tsuzaki, K.; Noguchi, H. Microstructural hardness heterogeneity triggers fatigue crack non-propagation in as-hot-rolled Fe-30Mn-3Si-3Al twinning-induced plasticity steel. Int. J. Fatigue 2018, 108, 18–24. [Google Scholar] [CrossRef]
- Dudrova, E.; Kabátova, M. A review of failure of sintered steels: Fractography of static and dynamic crack nucleation, coalescence, growth and propagation. Powder Metall. 2016, 59, 148–167. [Google Scholar] [CrossRef]
- International Organization for Standardization. Welding Consumables—Covered Electrodes for Manual Metal Arc Welding of Non-Alloy and Fine Grain Steels—Classification; ISO: Geneva, Switzerland, 2009; Volume 2560. [Google Scholar]
- Zhang, Z.; Wang, Z.; Wang, W.; Yan, Z.; Dong, P.; Du, H.; Ding, M. Microstructure evolution in heat affected zone of T4003 ferritic stainless steel. Mater. Des. 2015, 68, 114–120. [Google Scholar] [CrossRef]
- Andrey, B. Microstructure and Mechanical Properties of Structural Metals and Alloys. Met. Mater. Int. 2018, 8, 676. [Google Scholar]
- Oshida, Y.; Deguchi, A. Martensite Formation and The Related Toughness in 304 Stainless Steel during Low Temperature Fatigue. Fatigue Fract. Eng. Mater. Struct. 2010, 10, 363–372. [Google Scholar] [CrossRef]
- Zhang, C.; Song, X.; Lu, P.; Hu, X. Effect of microstructure on mechanical properties in weld-repaired high strength low alloy steel. Mater. Des. 2012, 36, 233–242. [Google Scholar] [CrossRef]
- Mueller, I.; Rementeria, R.; Caballero, F.G.; Kuntz, M.; Sourmail, T.; Kerscher, E. A Constitutive Relationship between Fatigue Limit and Microstructure in Nanostructured Bainitic Steels. Materials 2016, 9, 831. [Google Scholar] [CrossRef] [PubMed]
- Shin, J.-C.; Lee, S.; Hwa Ryu, J. Correlation of microstructure and fatigue properties of two high-strength spring steels. Int. J. Fatigue 1999, 21, 571–579. [Google Scholar] [CrossRef]
- Oh, J.; Kim, N.J.; Lee, S.; Lee, E.W. Correlation of fatigue properties and microstructure in investment cast Ti-6Al-4V welds. Mater. Sci. Eng. A 2003, 340, 232–242. [Google Scholar] [CrossRef]
- Yaojian, Q.; Tiezheng, Z.; Rang, Y. Relationships Between Fatigue Strength and Microstructure of 55SiMnVB Steel. In Low Cycle Fatigue and Elasto-Plastic Behaviour of Materials; Rie, K.T., Ed.; Springer: Dordrecht, The Netherlands, 1987; pp. 89–94. [Google Scholar]
- ASTM. Standard Practice for Conducting Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Cappa, P. Random errors caused by temperature in magnitude of principal strains evaluated ith 3-element strain gauge rosettes. Strain 2010, 25, 139–142. [Google Scholar] [CrossRef]
- Niemi, E.; Fricke, W.; Maddox, S.J. The Structural Hot-Spot Stress Approach to Fatigue Analysis; Springer Nature Singapore Private Limited: Singapore, 2018; pp. 4–11. [Google Scholar]
- Mishra, S.K.; Dutta, K.; Ray, K.K. Fatigue life estimation in presence of ratcheting phenomenon for AISI 304LN stainless steel tested under uniaxial cyclic loading. Int. J. Damage Mech. 2015, 25, 431–444. [Google Scholar] [CrossRef]
- Stenberg, T.; Barsoum, Z.; Balawi, S.O.M. Comparison of local stress based concepts—Effects of low-and high cycle fatigue and weld quality. Eng. Fail. Anal. 2015, 57, 323–333. [Google Scholar] [CrossRef]
- International Institute of Welding. Recommendations for Fatigue Design of Welded Joints and Components; IIW: Paris, France, 2003. [Google Scholar]
- BSI. Guide to fatigue design and assessment of steel products; BSI Standards: Paris, France, 2015; Volume 7608. [Google Scholar]
- ASTM. Standard Practice for Statistical Analysis of Linearized Stress-Life (S-N) and Strain-Life(ε-N) Fatigue Data; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Zhao, W.; Cao, J.; Feng, G.; Ren, H. Investigation on Temperature Dependence of Yielding Strength for Marine DH36 Steel. Shipbuild. China 2018, 59, 108–115. [Google Scholar]
- Fatih Hayat, H.U. Effect of Heat Treatment on Microstructure, Mechanical Properties and Fracture Behaviour of Ship and Dual Phase Steels. J. Iron Steel Res. 2011, 18, 65–72. [Google Scholar] [CrossRef]
- Li, J.; Shi, Y.; Wu, X. Effect of initial hardness on the thermal fatigue behavior of AISI H13 steel by experimental sand numerical investigations. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1260–1274. [Google Scholar] [CrossRef]
- Lee, K.-S.; Song, J.-H. Estimation methods for strain-life fatigue properties from hardness. Int. J. Fatigue 2006, 28, 386–400. [Google Scholar] [CrossRef]
- Zubko, P.; Pešek, L. Correlation between Hardness and Fatigue Properties. Key Eng. Mater. 2015, 662, 197–200. [Google Scholar] [CrossRef]
- ISO. Hardness Test Method on Welded Joints; ISO: Beijing, China, 2008; Volume GB/T 2654-2008. [Google Scholar]
- Dong, Y.; Guedes Soares, C. Stress distribution and fatigue crack propagation analyses in welded joints. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 69–83. [Google Scholar] [CrossRef]
- Laird, C.; Krause, A.R. A theory of crack nucleation in high strain fatigue. Int. J. Fract. 1968, 4, 219–231. [Google Scholar] [CrossRef]
- Darcis, P.P.; Katsumoto, H.; Payares-Asprino, M.C.; Liu, S.; Siewert, T.A. Cruciform fillet welded joint fatigue strength improvements by weld metal phase transformations. Fatigue Fract. Eng. Mater. Struct. 2010, 31, 125–136. [Google Scholar] [CrossRef]
- Walters, C.L. The Effect of Low Temperatures on the Fatigue of High-strength Structural Grade Steels. Procedia Mater. Sci. 2014, 3, 209–214. [Google Scholar] [CrossRef]
- Pandey, C.; Saini, N.; Mahapatra, M.M.; Kumar, P. Study of the fracture surface morphology of impact and tensile tested cast and forged (C&F) Grade 91 steel at room temperature for different heat treatment regimes. Eng. Fail. Anal. 2017, 71, 131–147. [Google Scholar] [CrossRef]
- Richter-Trummer, V.; Miranda, R.; Albuquerque, C.; de Castro, P.M. Fatigue Crack Striation Spacing for Welded and Base Material CT Steel Specimens. Mater. Sci. Forum 2013, 730, 793. [Google Scholar] [CrossRef]
- Li, Z.; Zhang, D.; Wu, H.; Huang, F.; Hong, W.; Zang, X. Fatigue properties of welded Q420 high strength steel at room and low temperatures. Constr. Build. Mater. 2018, 189, 955–966. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| DH36 | Chemical Compositions, % | ||||||
| C | Si | Mn | P | S | Als | Cr | |
| 0.17 | 0.20 | 1.16 | 0.018 | 0.0034 | 0.023 | 0.02 | |
| Nb | V | Ti | Mo | Ni | Cu | Ceq | |
| 0.015 | 0.002 | 0.017 | 0 | 0.01 | 0.02 | 0.37 | |
| CHE50 | Chemical Compositions, % | ||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | |
| 0.24 | 0.35 | 1.5 | 0.045 | 0.05 | 0.3 | 0.3 | 0.3 | 0.3 | |
| Parameters | Unit | Value |
|---|---|---|
| Preheat temperature | °C | 100 |
| Filler diameter | mm | 1 |
| Welding current | Amps | 120 |
| Arc voltage | Volts | 22 |
| Heat input | KJ/cm | 15 |
| Welding process | Gas metal arc welding (GMAW) | |
| Shielding gas | Carbon dioxide | |
| Mean Stress Levels/MPa | The Number of Specimens | |
|---|---|---|
| T-Welded Joints | Cruciform Welded Joints | |
| 120 | 3 | 3 |
| 140 | 6 | 6 |
| 160 | 6 | 6 |
| T-welded joints |  |
| 50% confidence level | |
| 95% confidence level | |
| Cruciform welded joints |  |
| 50% confidence level | |
| 95% confidence level |
| Welded Joints | The Hot-Spot Stress by FEM/MPa | The Nominal Stress by FEM/MPa | The SCF by FEM | The Hot-Spot Stress by Tests/MPa | The Nominal Stress by Tests/MPa | The SCF by Tests |
|---|---|---|---|---|---|---|
| T-welded joints | 342.188 | 312.5 | 1.095 | 352.656 | 313.468 | 1.125 |
| Cruciform welded joints | 370.522 | 313.47 | 1.182 | 387.5 | 315.179 | 1.24 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, W.; Feng, G.; Liu, W.; Ren, H. Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C. Appl. Sci. 2020, 10, 3742. https://doi.org/10.3390/app10113742
Zhao W, Feng G, Liu W, Ren H. Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C. Applied Sciences. 2020; 10(11):3742. https://doi.org/10.3390/app10113742
Chicago/Turabian StyleZhao, Weidong, Guoqing Feng, Wenchao Liu, and Huilong Ren. 2020. "Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C" Applied Sciences 10, no. 11: 3742. https://doi.org/10.3390/app10113742
APA StyleZhao, W., Feng, G., Liu, W., & Ren, H. (2020). Research on Fatigue Properties of Typical Welded Joints of DH36 Steel at −60 °C. Applied Sciences, 10(11), 3742. https://doi.org/10.3390/app10113742