4.2. Kinetics and Chemical Equilibrium in the Hydration of Formaldehyde
Formaldehyde is highly reactive and, therefore, commonly handled in aqueous and/or methylene glycol solutions, where it forms different adducts with the solvents. Formaldehyde absorption by water is a mass-transfer process, complicated by a chemical reaction in the fluid phase [
13]. In general, the basic resistance of mass transfer is represented by the Equation (8).
The basic design of such a process requires models of the phase equilibrium of aqueous and methylene glycol formaldehyde mixtures. Such models must consider not only differences in intermolecular forces but also a variety of chemical reactions [
13].
Formaldehyde is unstable in its pure, gaseous state and is usually produced as an aqueous solution. In aqueous solutions, the most important chemical reaction product is methylene glycol (MG). In solution, formaldehyde is almost completely hydrated to methylene glycol.
Methylene glycol, depending on the strength of the solution, can be polymerized and forms a series of polyoxymethylene glycols [
14].
These chemical reactions have a significant effect on the properties of formaldehyde-containing solutions and should be taken into account in each thermodynamic model of these systems. The physicochemical model developed by [
15] combines these chemical reactions with physical interactions and has proved to be very successful in describing the balance of volatile liquids and enthalpy in mixtures containing formaldehyde.
This model is constantly updated by [
16,
17,
18], and its application has been extended with new, reliable data.
The equilibrium distribution of formaldehyde and its reaction products with water (W) significantly affects not only the equilibrium properties, but also the kinetics of the chemical reaction and transport properties. Equilibrium distribution data are available from spectroscopic studies, which show that in aqueous solutions, formaldehyde is present as methylene glycol and polyoxymethylene glycol, but rarely as free molecular formaldehyde [
9]. Using a NMR (high resonance frequency nuclear magnetic resonance spectrometer), it is possible to separate signals from -CH
2- groups in different polyoxymethylene glycols.
Various models are proposed for describing the equilibrium of vapor-liquid in the formaldehyde water system. The model shown in [
15] assumes that the vapors above the aqueous formaldehyde solution consist of three types: Water, formaldehyde monomers, and methylene glycol. These species are also present in the liquid phase. However, fluid with higher concentrations of formaldehyde also contains higher polyoxymethylene glycols. It is assumed that the vapor phase behaves as a mixture of ideal gases, but the chemical-reaction equilibrium for the formation of methylene glycol from formaldehyde and water is taken into account with the constant of the balance of chemical reactions [
15].
The liquid phase is treated as a real, chemically reactive mixture of aqueous formaldehyde monomers, methylene glycols, and polyoxymethylene glycols at higher formaldehyde concentrations. The chemical potential of the components in the liquid phase is normalized according to Raoult’s law. The non-ideality of the liquid phase is taken into account, using the contribution method of the UNIFAC (
Functional-group
Activity
Coefficients) group [
19]. Chemical reaction equations are taken into account with the true reaction equilibrium constants [
14].
One of the most important features of this model is its capacity to be expanded to other chemically reactive components, such as methanol, but also to nonreactive, chemically inert components such as trioxane and methylal.
The following information is needed to calculate the balance of vapors and liquids in the formaldehyde water system:
Vapor pressure of pure components, water, formaldehyde, and methylene glycol;
Constants of the chemical reaction equilibrium for the formation of methylene glycol in the vapor phase and the formation of polyoxymethylene glycols in the liquid phase; and
UNIFAC parameters for size and surface, and binary parameters for interactions between all groups.
Along with this model, a complete set of parameters has been published [
14] and, in [
18], the model was constantly updated and expanded with new experimental data. The author [
14] modified the structure of the model to reduce the time of calculation and included a simple extension to the non-equilibrium effects of transport and the reaction kinetics.
The main characteristic of these changes was the assumption that chemical equilibrium can be approximated with equivalent constants based on molar proportions, rather than on activities. This assumption has caused a significant reduction in computer time required, owing to the introduction of certain thermodynamic inconsistencies. These inconsistencies are particularly evident when the model is used to calculate azeotropic points. Given the lack of thermodynamic compliance, the calculated maximum pressure on the isothermal pressure diagram and the concentration of the binary formaldehyde-water system is incompatible with the pressure at which the boiling point line touches the dew point line.
The equations for the formaldehyde and water vapor pressure were adopted from previous versions of the model [
14,
15] and are given in
Table 2.
The vapor pressure of the individual pure components is determined by Equation (11), the coefficients of which are given in
Table 2.
The chemical equilibrium constant
Kh was written as
Kh =
kh/
kd, where
kd was taken from [
20]. The reaction rate constant of hydration at reciprocal temperature is:
The average absolute relative deviation between data from individual experiments and from Equation (12) is 9.6% [
21]. With the rate of hydration according to Equation (12) and the rate of dehydration [
21], the constant of equilibrium for formaldehyde hydration [
13] was obtained as
A diagram of the formaldehyde hydration chemical equilibrium constant Equation (13) is shown in
Figure 3. From the temperature coefficient in Equation (13), the enthalpy of the hydration reaction obtained was ΔH = −31.4 kJ/mol.
At temperatures of 293–333 K and at pH values between 5 and 7, the rate of the dehydration reaction kd is determined as Equation (12).
The rate constant of the dehydration reaction, kd, obtained earlier under similar conditions, is the chemical equilibrium constant for hydration shown in Equation (13).
4.3. The Waste Gas Purification Process with Absorbers
The procedure described in
Figure 1 sufficiently reduces formaldehyde concentrations in waste gases to levels prescribed in the new EU directives. However, as seen in
Table 1, approximately 280 kg of formaldehyde per year are still released after catalytic purification of waste gases. Given increasing levels of environmental concern, more formaldehyde should be removed from waste gases produced by metal oxide catalyst formaldehyde production processes.
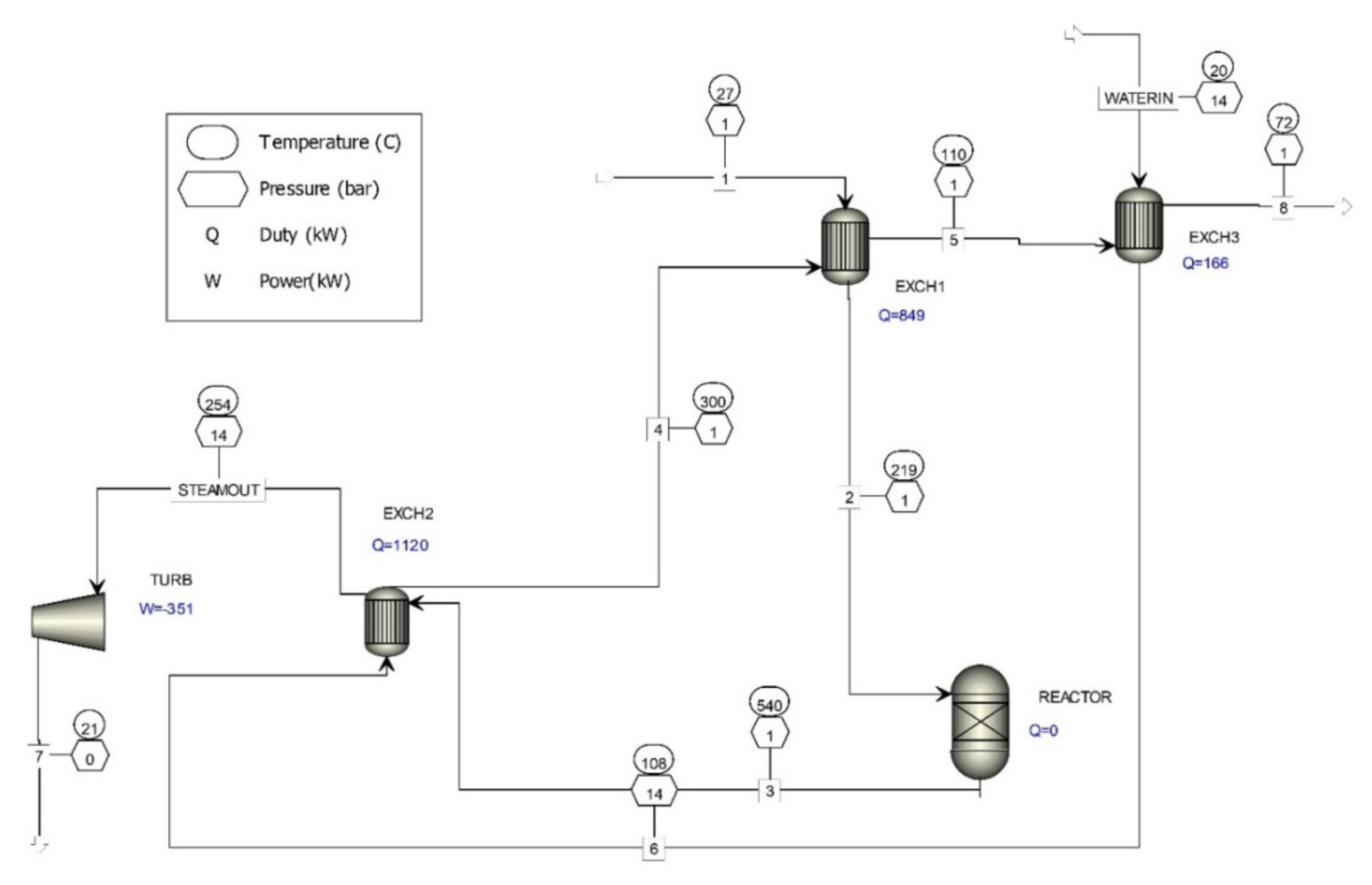
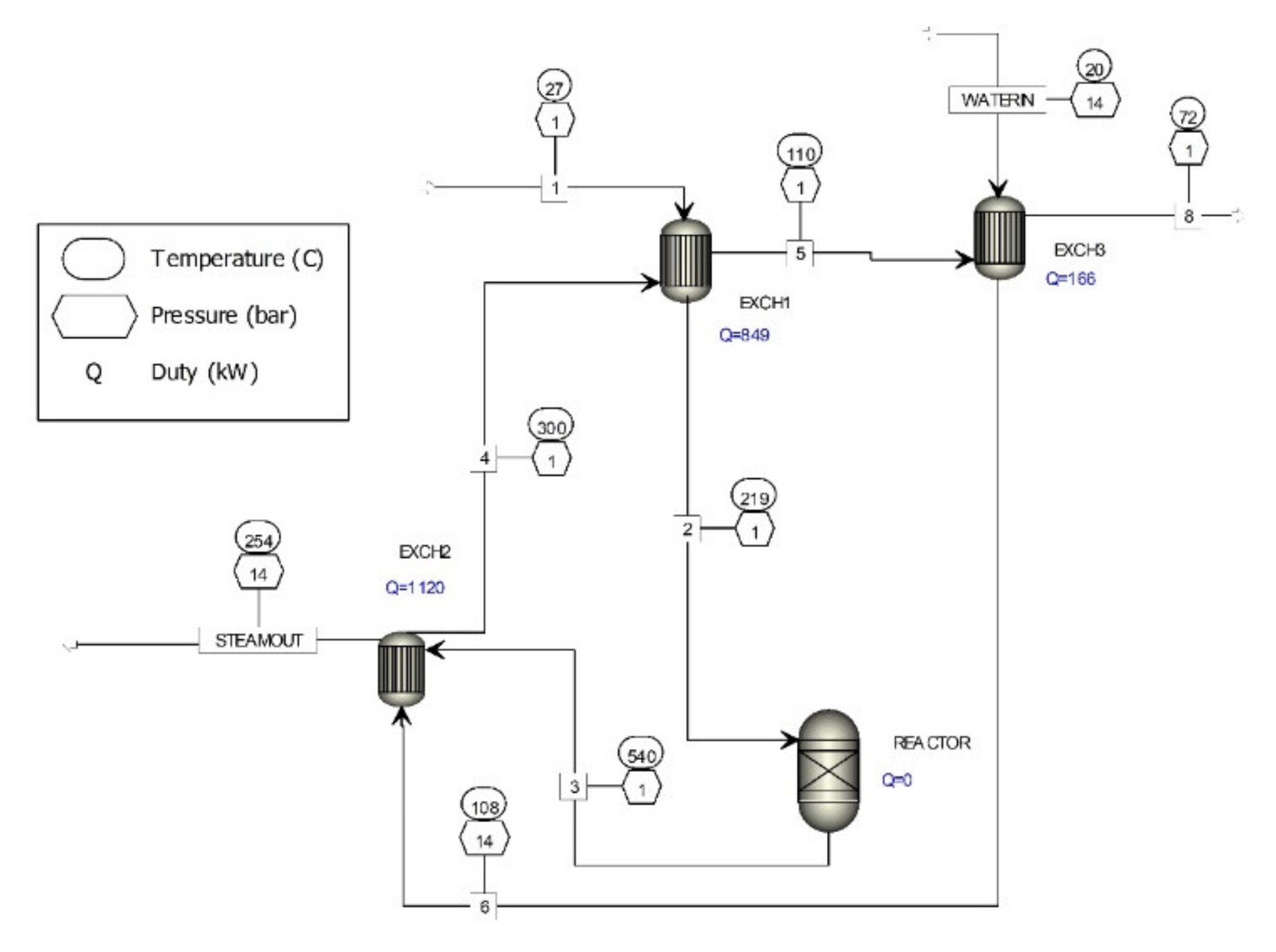
Figure 1 shows the existing catalytic process for the removal of formaldehyde from waste gases. The existing catalytic process for the removal of formaldehyde from waste gases is complemented by new flue gas cleaning technology with the implementation of a heat exchanger (EXCH4) and an absorber (ABSORB).
Aspen Plus computer simulator does not have absorption kinetics for low concentrations of formaldehyde in water in the database, so the kinetics of formaldehyde absorption in water were added to the computer program described in
Section 4.2.
The results of the computer simulation shown in
Figure 4 are given in
Table 3, where it is evident that the concentration of formaldehyde decreased by more than five-fold.
The waste gases (
Figure 4) that go from heat exchanger 3 (EXCH3) to heat exchanger 4 (EXCH4) are cooled to a temperature near the dew point of the aqueous vapors present in the gases and then fed into the absorber (scrubber). In the absorber, the waste gases are rinsed with the addition of water, and FA, MG, and TVOC are absorbed in water. The waste gases go back to heat exchanger 4, where they are heated and fed to the chimney, where they are discharged into the atmosphere. The temperature of the waste gases fed from the absorber to heat exchanger 4 can be regulated by regulating the temperature of the gases leaving heat exchanger 3, because they must be sufficiently heated so that they can be discharged into higher layers of the atmosphere.
With additional cleaning of the waste gases with water, the amount of FA, MG, and TVOC present is reduced, depending on the amount of water used. For example, if the gases in the absorber are washed with 22.2 kg/s of water (
Table 3), the concentration of FA is reduced to 0.41 mg/m
3 and TVOC to 23.4 mg/m
3, which is substantially less than the values given in [
12].
Wastewater leaving the absorber contains small quantities of FA, MG, and TVOC. The rate of cleaning FA, MG, and TVOC from waste industrial gases depends on the amount of fresh water supplied to the absorber.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}