Implementation of Digital Twin for Engine Block Manufacturing Processes



Abstract
:1. Introduction
2. Literature Review
3. Materials and Methods
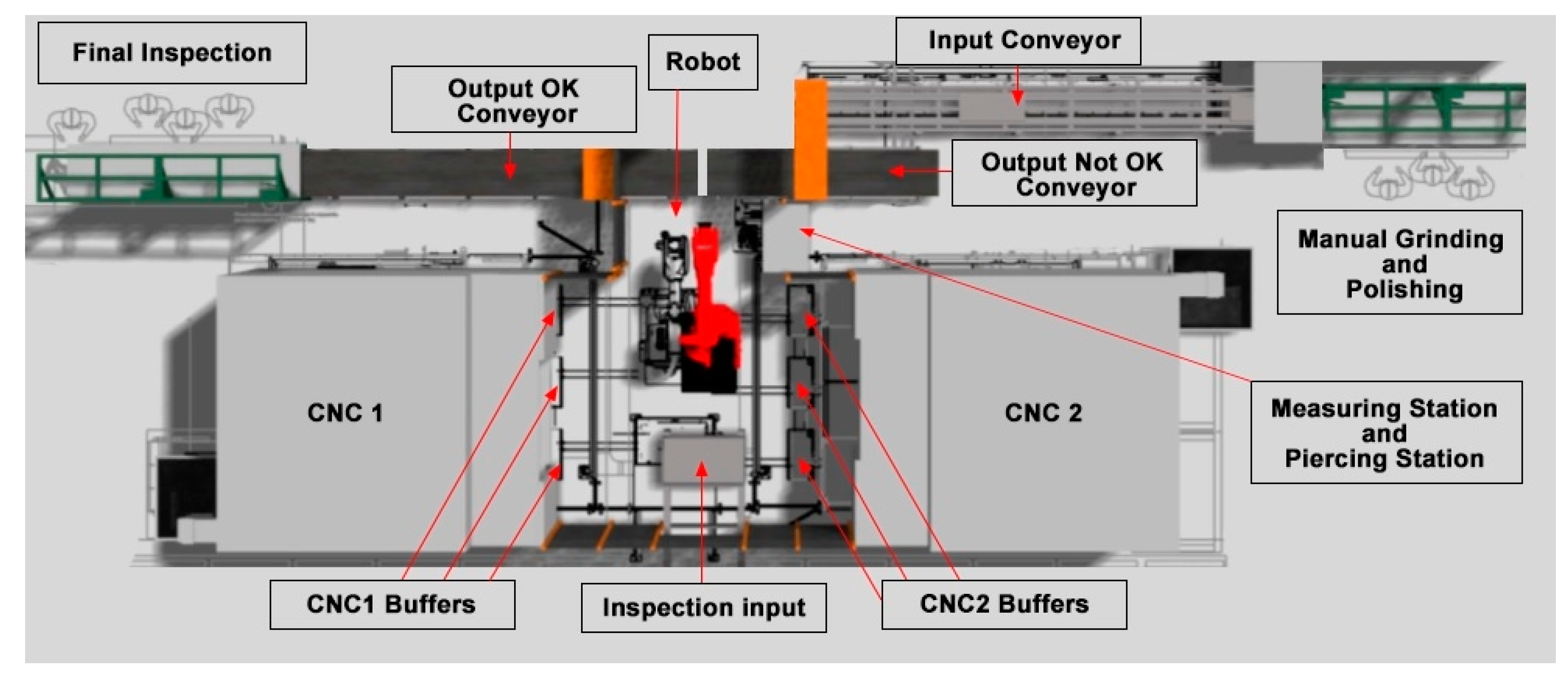
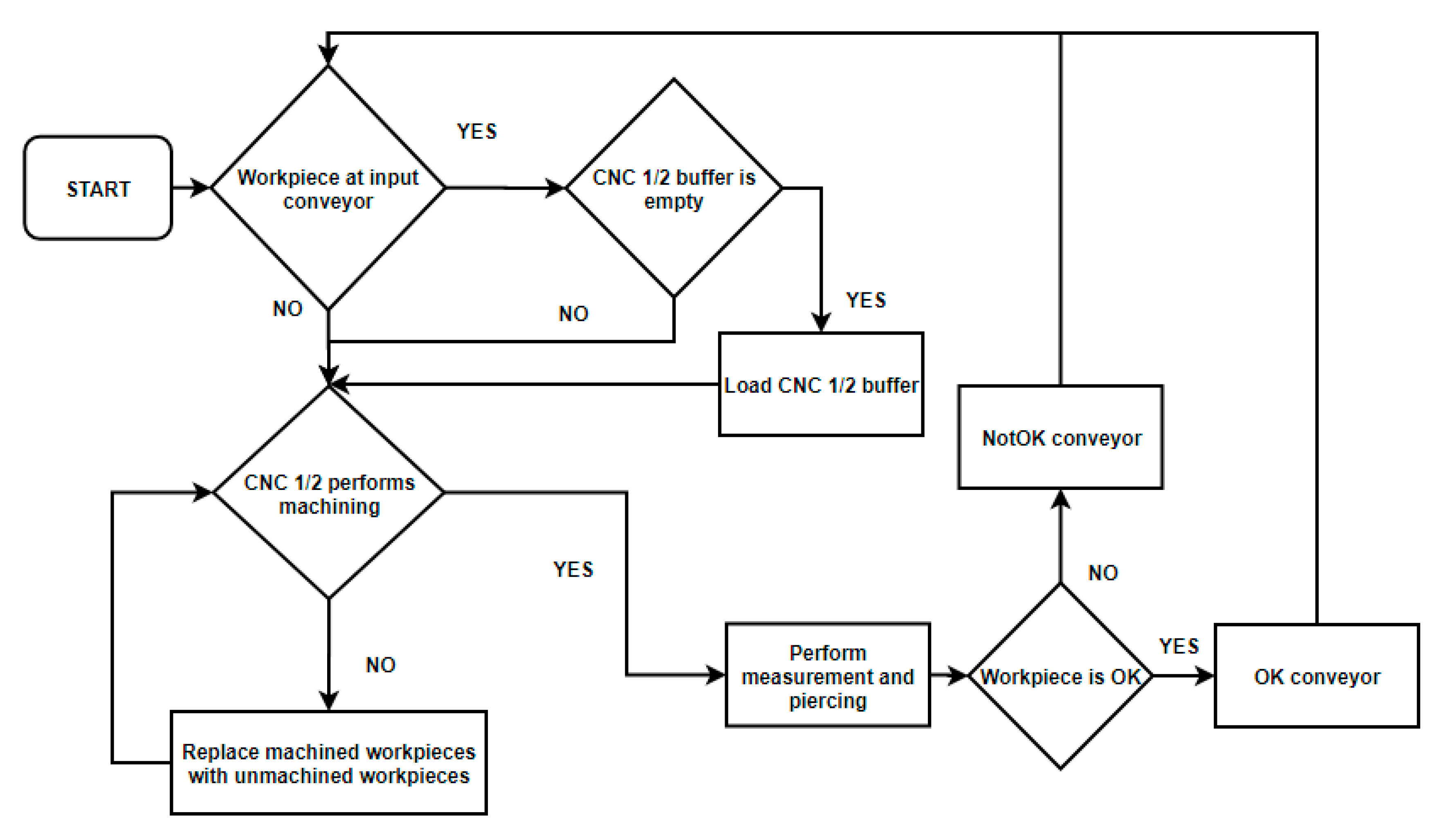
3.1. Characteristics of Production Line
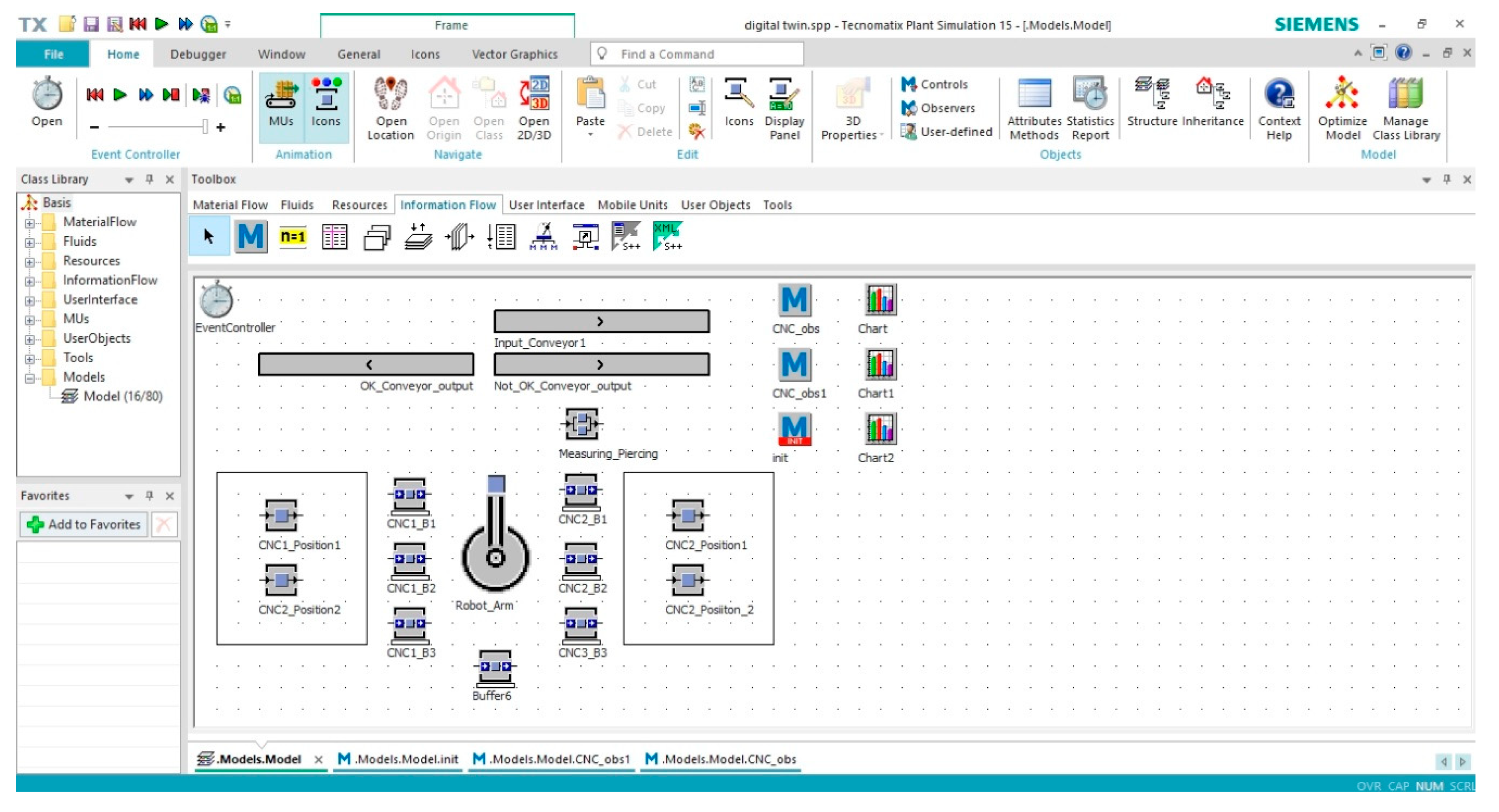
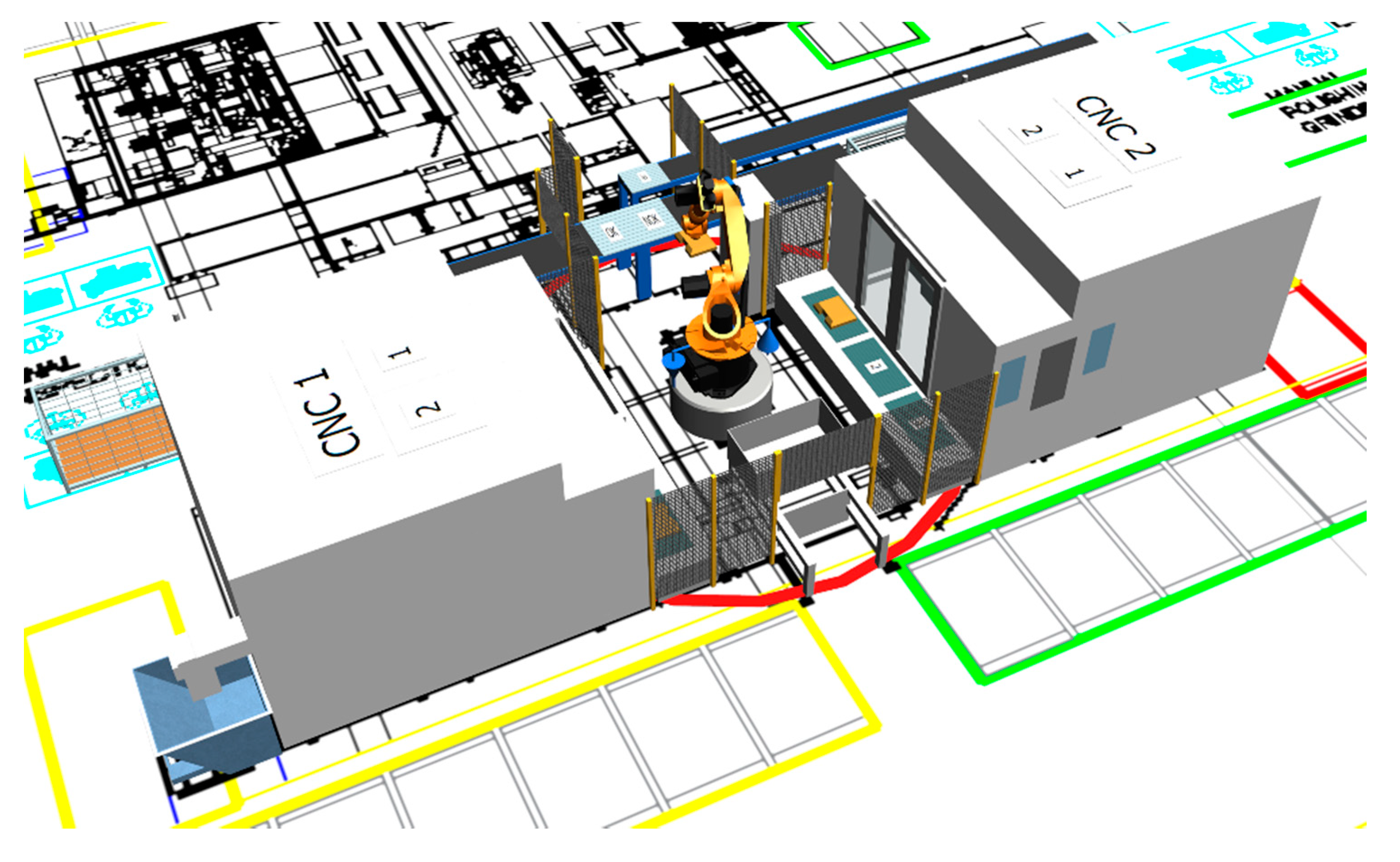
3.2. Development of Simulation Model
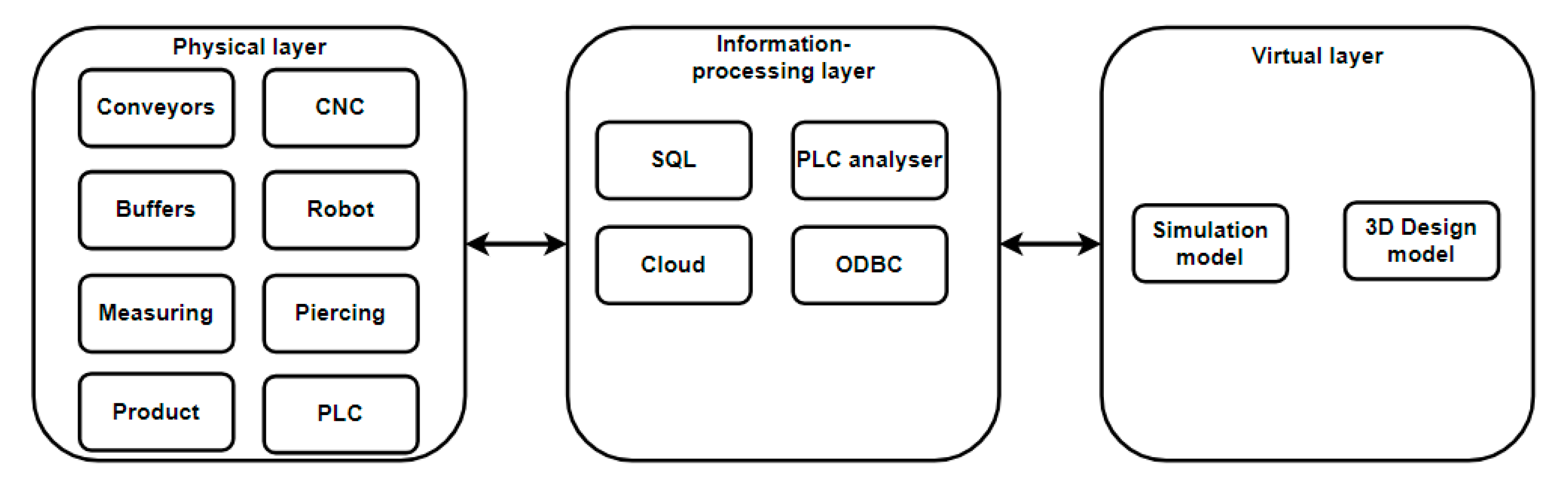
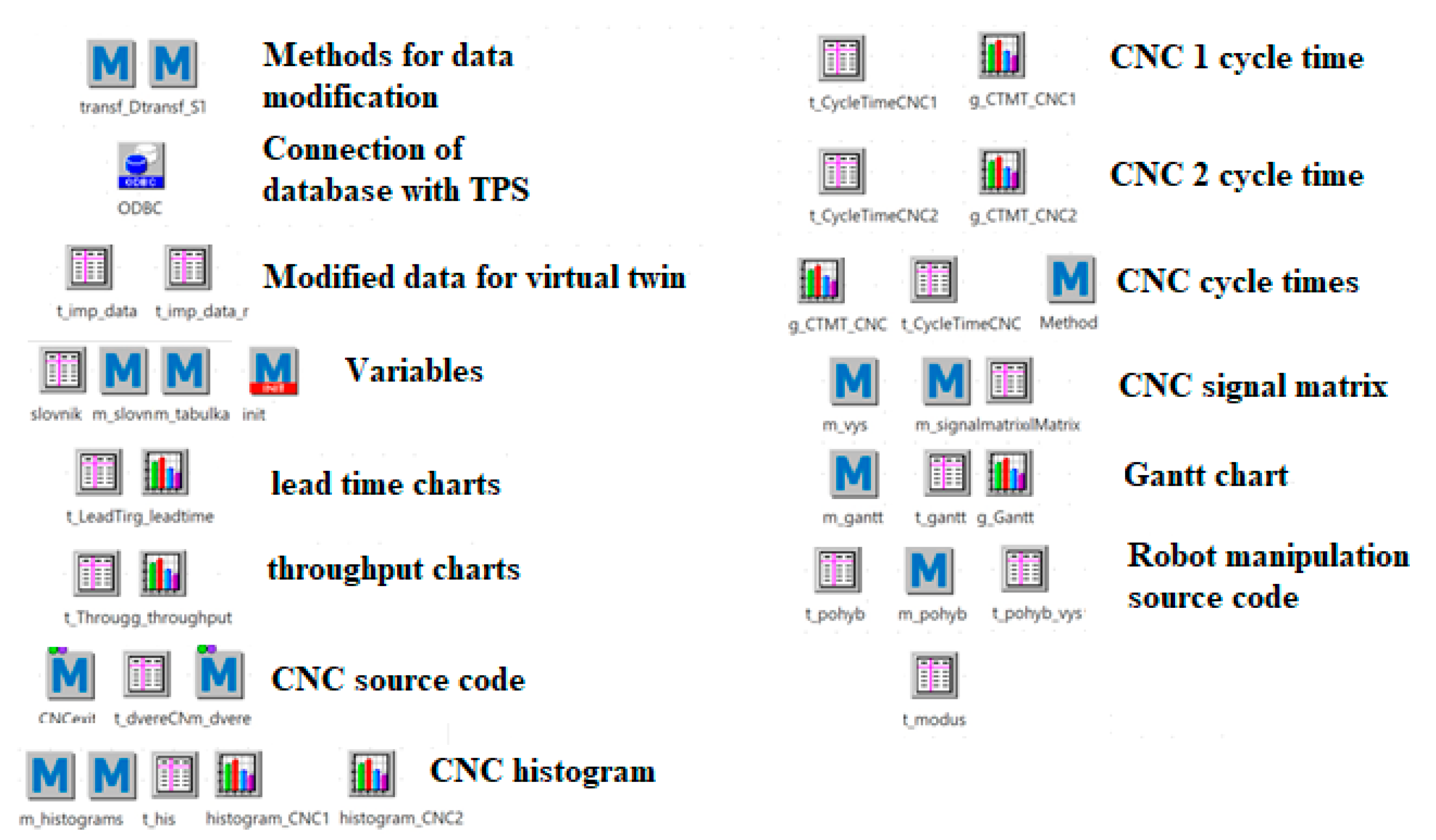
3.3. Development of Communication Interface
4. Results
- lead time (time interval from entry of the workpiece into the production process through the input conveyor to the removal of the workpiece from the output conveyor);
- cycle times and histograms for the CNC machines;
- throughput (the interval of occurrence of a casting at a given point);
- Gantt chart of the entire production line.
5. Discussion
6. Conclusions and Future Work
- The simulation model of the engine block machining process was developed and validated.
- Real-time interaction between physical and virtual entities of the production line was established.
- To increase production line productivity, an algorithm for the bottleneck detection was developed and implemented in the DT.
Author Contributions
Funding
Conflicts of Interest
References
- Jones, D.; Snider, C.; Nassehi, A.; Yon, J.; Hicks, B. Characterising the Digital Twin: A systematic literature review. CIRP-JMSTP 2020, 29, 36–52. [Google Scholar] [CrossRef]
- Stark, R.; Damerau, T. Digital Twin. In CIRP Encyclopedia of Production Engineering; Chatti, S., Tolio, T., Eds.; The International Academy for Production Engineering; Springer: Berlin, Germany, 2019. [Google Scholar]
- Roy, R.B.; Mishra, D.; Pal, S.K.; Chakravarty, T.; Panda, S.; Chandra, M.G.; Pal, A.; Misra, P.; Chakravarty, D.; Misra, S. Digital Twin: Current scenario and case study on manufacturing process. Int. J. Adv. Manuf. Technol. 2020, 107, 3691–3714. [Google Scholar] [CrossRef]
- Fuller, A.; Fan, Z.; Day, C.; Barlow, C. Digital Twin: Enabling Technologies, Challenges and Open Research. IEEE Access 2020, 108952–108971. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A.Y.C. Enabling technologies and tools for digital twin. J. Manuf. Syst. 2020. [Google Scholar] [CrossRef]
- Feofanov, A.; Baranov, N. Risk analysis in digital twin creation of machine building production. In MATEC Web of Conferences; EDP Sciences: Les Ulis, France, 2019; Volume 298. [Google Scholar]
- ISO/DIS 23247-1. Automation Systems and Integration. Digital Twin Framework for Manufacturing. Part 1: Overview and General Principles; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- ISO/DIS 23247-2. Automation Systems and Integration. Digital Twin Framework for Manufacturing. Part 2: Reference Architecture; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- ISO/DIS 23247-3. Automation Systems and Integration. Digital Twin Framework for Manufacturing. Part 3: Digital Representation of Manufacturing Elements; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- ISO/DIS 23247-4. Automation Systems and Integration. Digital Twin Framework for Manufacturing. Part 4: Information Exchange; International Organization for Standardization: Geneva, Switzerland, 2020. [Google Scholar]
- Tan, Y.; Yang, W.; Yoshida, K.; Takakuwa, S. Application of IoT-Aided Simulation to Manufacturing Systems in Cyber-Physical System. Machines 2019, 7, 2. [Google Scholar] [CrossRef] [Green Version]
- Zheng, Y.; Yang, S.; Cheng, H. An application framework of digital twin and its case study. J. Ambient. Intell. Humaniz. Comput. 2019, 10, 1141–1153. [Google Scholar] [CrossRef]
- Negri, E.; Fumagalli, L.; Macchi, M. A Review of the Roles of Digital Twin in CPS-based Production Systems. In Value Based and Intelligent Asset Management; Márquez, A.C., Macchi, M., Parlikad, A.K., Eds.; Springer: Cham, Switzerland, 2019; pp. 291–307. [Google Scholar]
- Zhang, H.; Liu, Q.; Chen, X.; Zhang, D.; Leng, J. A Digital Twin-Based Approach for Designing and Multi-Objective Optimization of Hollow Glass Production Line. IEEE Access 2017, 5, 26901–26911. [Google Scholar] [CrossRef]
- Cao, J.; Wang, J.; Lu, J. A Referenced Cyber Physical System for Compressor Manufacturing. MATEC Web Conf. 2020, 306, 02005. [Google Scholar] [CrossRef]
- Bao, J.; Guo, D.; Li, J.; Zhang, J. The modelling and operations for the digital twin in the context of manufacturing. Enterp. Inf. Syst. 2019, 13, 534–556. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, H.; Leng, J.; Chen, X. Digital twin-driven individualized designing of automated flow-shop manufacturing system. Int. J. Prod. Res. 2019, 57, 3903–3919. [Google Scholar] [CrossRef]
- Ding, K.; Chan, F.T.S.; Zhang, X.; Zhou, G.; Zhang, F. Defining a Digital Twin-based Cyber-Physical Production System for autonomous manufacturing in smart shop floors. Int. J. Prod. Res. 2019, 57, 6315–6334. [Google Scholar] [CrossRef] [Green Version]
- Zhou, G.; Zhang, C.; Li, Z.; Ding, K.; Wang, C. Knowledge-driven digital twin manufacturing cell towards intelligent manufacturing. Int. J. Prod. Res. 2020, 58, 1034–1051. [Google Scholar] [CrossRef]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Bilberg, A.; Malik, A.A. Digital twin driven human-robot collaborative assembly. CIRP Ann. 2019, 68, 499–502. [Google Scholar] [CrossRef]
- He, B.; Bai, K.J. Digital twin-based sustainable intelligent manufacturing: A review. Adv. Manuf. 2020, 1–21. [Google Scholar] [CrossRef]
- Liu, C.; Le Roux, L.; Körner, C.; Tabaste, O.; Lacan, F.; Bigot, S. Digital Twin-enabled Collaborative Data Management for Metal Additive Manufacturing Systems. J. Manuf. Syst. 2020. [Google Scholar] [CrossRef]
- Zambal, S.; Eitzinger, C.; Clarke, M.; Klintworth, J.; Mechin, P. A digital twin for composite parts manufacturing: Effects of defects analysis based on manufacturing data. In Proceedings of the IEEE 16th International Conference on Industrial Informatics (INDIN), Porto, Portugal, 18–20 July 2018; pp. 803–808. [Google Scholar]
- Sujová, E.; Čierna, H.; Zabinska, I. Application of digitization procedures of production in practice. Manag. Syst. Prod. Eng. 2019, 27, 23–28. [Google Scholar] [CrossRef] [Green Version]
- Cimino, C.; Negri, E.; Fumagalli, L. Review of digital twin applications in manufacturing. Comp. Ind. 2019, 113, 103130. [Google Scholar] [CrossRef]
- Redelinghuys, A.J.H.; Basson, A.H.; Kruger, H. A six-layer architecture for the digital twin: A manufacturing case study implementation. J. Intell. Manuf. 2020, 31, 1383–1402. [Google Scholar] [CrossRef]
- Sun, H.; Li, C.; Fang, X.; Gu, H. Optimized throughput improvement of assembly flow line with digital twin online analytics. In Proceedings of the 2017 IEEE International Conference on Robotics and Biomimetics (ROBIO), Macau, China, 5–8 December 2017; pp. 1833–1837. [Google Scholar]
- Liau, Y.; Lee, H.; Ryu, K. Digital twin concept for smart injection molding. IOP Conf. Ser. Mater. Sci. Eng. 2018, 324, 012077. [Google Scholar] [CrossRef] [Green Version]
- Talkhestani, B.A.; Jazdi, N.; Schlogl, W.; Weyrich, M. A concept in synchronization of virtual production system with real factory based on anchor-point method. Proceedia CIRP 2018, 67, 13–17. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Occurrence | Bottleneck |
|---|---|
| 15 | extended measuring time |
| 62 | full output OK conveyor (robot must wait to free up space on the conveyor) |
| 66 | extended time since the casting was placed on the OK conveyor until it left the OK conveyor |
| 10 | extended time since the casting was placed on the Not OK conveyor until it left the Not OK conveyor |
| 24 | extended time for which the casting is ready to be removed from the inspection input |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bambura, R.; Šolc, M.; Dado, M.; Kotek, L. Implementation of Digital Twin for Engine Block Manufacturing Processes. Appl. Sci. 2020, 10, 6578. https://doi.org/10.3390/app10186578
Bambura R, Šolc M, Dado M, Kotek L. Implementation of Digital Twin for Engine Block Manufacturing Processes. Applied Sciences. 2020; 10(18):6578. https://doi.org/10.3390/app10186578
Chicago/Turabian StyleBambura, Roman, Marek Šolc, Miroslav Dado, and Luboš Kotek. 2020. "Implementation of Digital Twin for Engine Block Manufacturing Processes" Applied Sciences 10, no. 18: 6578. https://doi.org/10.3390/app10186578